多铆钉自冲铆接头力学性能机理
Al5052板材双侧自冲铆接成形机理及连接性能研究
Al5052板材双侧自冲铆接成形机理及连接性能研究Al5052板材双侧自冲铆接成形机理及连接性能研究摘要:自冲铆接(self-piercing riveting,SPR)是一种新型的板材连接方法,具有简单、高效、环保等优点。
本研究通过实验方法研究了Al5052双侧自冲铆接过程中的机理及连接性能。
结果表明,自冲铆接过程中,铆钉经过加力、穿透、塑性形变以及扩孔等阶段,完成了板材间的连接。
连接性能测试结果表明,双侧自冲铆接接头的剪切强度和拉伸强度均优于单侧自冲铆接。
关键词:自冲铆接,Al5052,板材,连接性能1.引言自冲铆接是一种新型的板材连接方法,它通过铆钉的高速冲击和塑性变形将两块板材连接在一起。
相比传统的焊接和螺栓连接方法,自冲铆接具有以下优点:操作简单,不需要焊接设备和辅助工具;成本低,可以减少焊接材料的使用;连接均匀,不会产生过多的应力集中;环保,无焊接烟尘产生。
因此,自冲铆接在汽车、航空航天和电子等行业得到了广泛的应用。
2.实验方法首先,我们选择了Al5052板材作为实验材料。
然后,在实验室中搭建了一套双侧自冲铆接试验装置。
在实验中,对铆钉的直径、长度、头部形状等参数进行了优化,以获得最佳的连接性能。
在进行实验之前,我们使用显微镜对Al5052板材进行了组织和成分分析,以了解材料的力学性能。
3.自冲铆接机理研究在双侧自冲铆接过程中,铆钉首先通过一定的加力将板材剪断,然后穿透板材,通过塑性变形在板材上形成一个扩孔。
铆钉的头部通过扩孔后留在板材上,完成了板材的连接。
实验结果表明,铆钉通过高速冲击和塑性变形实现了板材的连接,连接强度较高。
4.连接性能测试我们对双侧自冲铆接接头进行了拉伸和剪切强度测试。
实验结果表明,双侧自冲铆接接头的拉伸强度平均为XX MPa,剪切强度平均为XX MPa。
与单侧自冲铆接接头相比,双侧自冲铆接接头具有更高的强度。
这是因为双侧自冲铆接可以使铆钉在板材两侧形成两个扩孔,增加了连接的接触面积,从而提高了连接强度。
铆接技术原理与工艺特点
铆接技术原理与工艺特点关于铆接技术一、铆接技术原理与工艺特点常见的铆接技术分为冷铆接和热铆接,冷铆接是用铆杆对铆钉局部加压,并绕中心连续摆动或者铆钉受力膨胀,直到铆钉成形的铆接方法。
冷铆常见的有摆碾铆接法及径向铆接法。
摆碾铆接法较易理解,该铆头仅沿着圆周方向摆动碾压。
而径向铆接原理较为复杂,它的铆头运动轨迹是梅花状或者说是以圆为中心向外扩展的,铆头每次都通过铆钉中心点。
冷铆接最常见的铆接工具有铆接机,压铆机,铆钉枪和铆螺母枪,铆钉枪和铆螺母枪是最常见单面冷铆接所用的工具。
这是冷铆接工艺中最具代表性的冷铆接方法,因为使用方便,也只需在工件的一侧进行铆接,相对双面铆接的铆钉锤来说更方便。
就两种铆接法比较而言,径向铆接面所铆零件的质量较好,效率略高,并且铆接更为稳定,铆件无须夹持,即使铆钉中心相对主轴中心略有偏移也能顺利完成铆接工作。
而摆碾铆接机必须将工件准确定位,最好夹持铆件。
然而径向铆接机因结构复杂,造价高,维修不方便,非特殊场合一般不采用。
相反地,摆碾铆接机结构简单,成本低,维修方便,可靠性好,能够满足90%以上零件的铆接要求,因而受到从多人士的亲睐。
此外,利用摆碾铆接的原理,还可以制造适宜于多点铆接的多头铆接机,在现代工业生产中有其独特的优势。
热铆接是将铆钉加热到一定温度后进行的铆接。
由于加热后铆钉的塑性提高、硬度降低,钉头成型容易,所以热铆时所需的外力比冷铆要小的多;另外,在铆钉冷却过程中,钉杆长度方向的收缩会增加板料间的正压力,当板料受力后可产生更大的摩擦阻力,提高了铆接强度。
热铆常用在铆钉材质塑性较差、铆钉直径较大或铆力不足的情况下。
冷铆接法是以连续的局部变形便铆钉成形,其所施压力离铆钉中心越远越大,这恰恰符合材料变形的自然规律。
因此,采用冷铆接技术所需设备小,节省费用。
能提高铆钉的承载能力,强度高于传统铆接的80%。
铆钉材料具有特别好的形变性能,铆杆不会出现质量问题,寿命较高,同时,只要改变铆头(不同的接杆和不同的铆接配件铆螺母铆钉等)的形状,就可以铆接多种形状。
铝合金自冲铆接工艺及力学性能研究

2 实验方法
本文选用 5182/T4 和 6016/T4 型铝合金作为研 究对象,厚度分别为 0.9 mm 和 1.2 mm,他们的化学 成分和力学性能如表 1 和表 2 所示。采用 2 种型号 的 SRP 铆钉进行铆接试验,试验用铆钉均具有锌 锡涂层,铆接工艺参数如表 3 所示。
表 1 试验用铝合金主要化学成分(质量分数) %
关键词:自冲铆接 工艺参数 疲劳 机械性能 中图分类号:U465.2;U466 文献标识码:B DOI:10.19710/ki.1003-8817.20190381
1 前言
乘用车使用经济性、加速性、环保等性能的提 升 ,一 直 是 国 内 外 各 大 汽 车 制 造 商 最 为 重 要 的 技 术发展方向。研究表明,随着整车质量的降低,车 辆的燃油经济性、加速性能、刹车性能等均有显著 提 高 。 同 时 ,由 于 燃 油 经 济 性 的 提 高 会 有 效 降 低 车 辆 的 尾 气 排 放 量 ,降 低 车 辆 使 用 过 程 中 给 环 境 保护造成的压力。汽车轻量化不仅可以有效提高 车 辆 经 济 性 和 运 动 性 能 ,也 有 益 于 环 境 保 护 的 重
汽 车 工 艺 与 材 料 AT&M 45
生产
WORKSHOP
较 小 ,易 于 自 动 化 操 作 、工 艺 调 整 简 单 等 诸 多 优 点。对于强度要求较高的零部件,可以在自冲铆接 过程添加相应的结构胶,实现材料的高强度连接。
钢铝车身自冲铆接接头质量影响因素浅析

10.16638/ki.1671-7988.2019.11.053钢铝车身自冲铆接接头质量影响因素浅析王建军,沈波(上汽通用汽车有限公司,上海200120)摘要:自冲铆接(SPR)是钢铝车身制造的主要连接工艺。
文章介绍了自冲铆铆接质量的评判标准及影响铆接质量几个主要因素——铆钉、铆模、板材特性和冲铆速度,并重点对这几个因素是如何影响钢铝车身铆接点质量的进行了分析。
关键词:自冲铆接(SPR);铆接参数;冲接速度;铆模;铆钉中图分类号:U466 文献标识码:A 文章编号:1671-7988(2019)11-165-04Analysis of Quality Influence Factor of Self-piercing Rivet for Steel-Aluminum BodyWang Jianjun, Shen Bo( SAIC General Motors Corporation Limited, Shanghai 200120 )Abstract:Self-piercing rivet is the main process for steel-aluminum. The quality standard of joint point is introduced. Rivet, rivet die, material property and riveting speed are main factor influencing quality. How those factors influence rivet quality is analyzed in this paper.Keywords: self-punching riveting (SPR); riveting parameters; punching speed; riveting die; rivetCLC NO.: U466 Document Code: A Article ID: 1671-7988(2019)11-165-041 引言随着国家排放要求的不断提高,排放指标带给各汽车主机厂的压力变得越来越大。
几种金属材料自冲铆接头的静态失效机理
WA N G Y i f e n g
H E X i a o c o n g
Z H A N G X i a n l i a n
C H E N G n g
p i e c i n g i r v e t e d j o i n t s p r e s e n t e d a g r e a t d i f f e r e n t s t a t i c f a i l u r e mo d e . he T r i v e t s i n T Al j o i n t s a p p e a r e d a f a i l u r e p r o c e s s f r o m i n t e r g r a n u l r a f r a c t u r e t o d u c t i l e f r a c t u r e .T h e 8 0 9 0 j o i n t s a p p e a r e d a f a i l u r e p r o c e s s o f t h e m a t e i r a l s b e i n g r u b b e d
冲铆接 头的力 学性 能与静 态失 效机理 。 结果表 明 : T A 1 钛 舍金 接 头平 均最 大拉剪 载荷 ( 6 2 8 5 . 0 N) 在 3种 接 头
中最 大 , 8 0 9 0铝锂 合金接 头 ( 5 4 7 8 . 3 N) 次之 , 5 0 5 2铝 合金接 头( 3 2 1 7 . 7 N) 最小 ; 不 同金属 材料 自冲铆 接 头 的
u i n g e l e c t r o n m i c r o s c o p e .T h e r e s u l t s s h o w e d t h a t t h e a v e r a g e m a x i mu m t e n s i l e s h e a r l o a d o f t h e T A 1 j o i n t s ( 6 2 8 5 . 0 N)i s t h e l a r g e s t , t h e 8 0 9 0 j o i n t s t o o k t h e s e c o n d p l a c e , t h e 5 0 5 2 j o i n t s i s t h e s m l a l e s t .D i f f e r e n t m e t a l ma t e r i l a s s e f l -
铆接机型号参数及原理(二)

铆接机型号参数及原理(二)铆接机型号参数及原理1. 简介铆接机是一种常见的连接工具,它可以将金属板材通过铆钉牢固地连接在一起。
在工业生产中,铆接机扮演着重要的角色,能够提高工作效率和连接质量。
本文将介绍铆接机的型号参数以及其原理。
2. 型号参数铆接机的型号参数包括以下几个方面:铆钉直径铆钉直径是衡量铆接机能力的重要指标之一。
不同型号的铆接机适用于不同直径范围的铆钉。
通常,铆钉直径的范围从几毫米到几十毫米不等。
铆钉长度铆钉长度是另一个重要参数,不同长度的铆钉可用于不同厚度的金属板材。
铆钉长度通常从几毫米到几十毫米。
铆接机的压力是指其施加在铆钉上的力量,通常以牛顿(N)为单位。
不同的工作需求需要不同的压力。
较高的压力可以确保更牢固的连接。
功率铆接机的功率是其驱动系统的能力指标,通常以瓦特(W)为单位。
功率越大,铆接机的工作效率越高。
3. 原理铆接机通过以下原理实现金属板材的连接:铆钉形变原理铆接机通过施加压力将铆钉塑性变形,使其变短并填充在金属板材之间。
随着铆钉不断变短,它们将金属板材有效地夹在一起,并形成坚固的连接。
热膨胀原理某些铆接机利用热膨胀原理来实现连接。
通过加热铆钉和金属板材,铆接机使铆钉膨胀,并填充在金属板材之间,随后冷却后回缩,从而形成连接。
高频振动原理部分铆接机采用高频振动原理。
铆接机通过高频振动将铆钉和金属板材低压合并,形成固态铆接。
这种原理具有高效、精确的特点。
本文介绍了铆接机的型号参数及其原理。
了解不同型号的铆接机的参数可以帮助我们选择合适的设备,而了解铆接机的原理可以更好地理解其工作机制。
铆接机在工业生产中发挥着重要的作用,通过适用的铆接机型号和正确的操作,我们可以获得高质量和可靠的铆接连接。
自冲摩擦铆焊机械-固相复合连接机理及应用研究
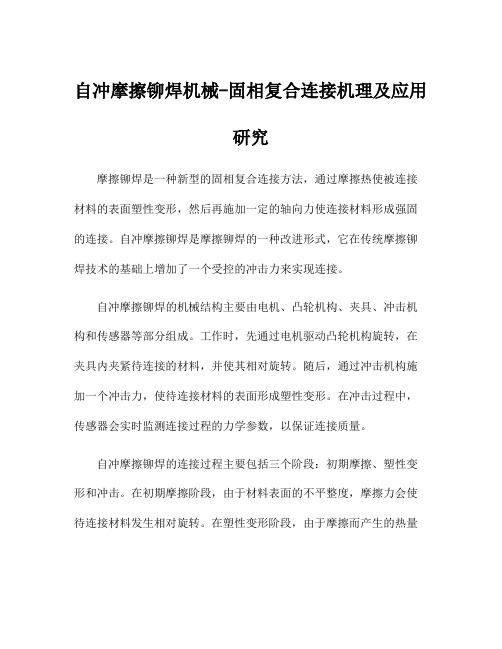
自冲摩擦铆焊机械-固相复合连接机理及应用研究摩擦铆焊是一种新型的固相复合连接方法,通过摩擦热使被连接材料的表面塑性变形,然后再施加一定的轴向力使连接材料形成强固的连接。
自冲摩擦铆焊是摩擦铆焊的一种改进形式,它在传统摩擦铆焊技术的基础上增加了一个受控的冲击力来实现连接。
自冲摩擦铆焊的机械结构主要由电机、凸轮机构、夹具、冲击机构和传感器等部分组成。
工作时,先通过电机驱动凸轮机构旋转,在夹具内夹紧待连接的材料,并使其相对旋转。
随后,通过冲击机构施加一个冲击力,使待连接材料的表面形成塑性变形。
在冲击过程中,传感器会实时监测连接过程的力学参数,以保证连接质量。
自冲摩擦铆焊的连接过程主要包括三个阶段:初期摩擦、塑性变形和冲击。
在初期摩擦阶段,由于材料表面的不平整度,摩擦力会使待连接材料发生相对旋转。
在塑性变形阶段,由于摩擦而产生的热量可以使材料的软化,从而实现材料的塑性变形。
最后,在冲击阶段施加冲击力,进一步促进材料的塑性变形和连接。
自冲摩擦铆焊具有诸多优点。
首先,与传统焊接方法相比,自冲摩擦铆焊不会造成明显的变形、变色或焊瘤等缺陷,连接界面质量高。
其次,由于连接过程中不使用传统的焊接材料,因此无需焊条或焊丝等辅助材料,降低了成本。
此外,自冲摩擦铆焊不会产生烟尘、毒气等有害物质,对环境友好。
最后,自冲摩擦铆焊具有连接速度快、连接强度高和连接可靠性好等特点。
自冲摩擦铆焊在实际应用中有广泛的应用。
首先,它适用于铝合金、钛合金等金属材料的连接,可用于航空航天、汽车制造、船舶制造等领域。
其次,自冲摩擦铆焊也可以用于不同种类的材料的连接,如铁铝连接、铜铝连接等。
此外,自冲摩擦铆焊还可以用于连接复杂结构、薄壁材料和高强度材料。
总之,自冲摩擦铆焊作为一种新型的固相复合连接方法,具有许多优点,应用广泛。
随着材料科学和焊接技术的进步,自冲摩擦铆焊的性能和应用领域将会得到进一步的拓展和发展。
铝合金自冲铆接头疲劳性能及失效机理

SET VARIO—FC(MTF)型 自冲铆 设 备 ,铆钉 为该 公 司 生产 的冷 镀锌 钢 铆 钉 ,凹 模 为 平 底 模 具 .试 样 和 铆 钉几 何尺 寸如 图 1所示 .铆接 过 程 中采用 定 位块 进
(昆明理工大学 机 电工程学 院,昆明 650500)
摘 要 :自冲铆是轻 量化材料的有效连接技术 ,为促 进该 技术的广泛应 用 ,文中基于两组 铝合金 自冲铆接头 ,采用 疲劳测试 、统计方法 、断 口分析 和 X一射线能谱仪元素分析 ,获得 接头疲 劳特性 和断 口典型部位 微观组 织特征 ,从 而 对铝合金 自冲铆接头疲劳性能及失效机 理进 行研 究.结果表明 ,随着疲 劳载荷降低 ,接头疲劳寿命稳定性 和相对滑 移量下降.由于多铆钉接 头有效减小 了应力集 中 ,其疲 劳强度 比单铆 钉接头 提高 了 31.36% ~23.14% ,且 多铆钉 接头的疲劳寿命稳定性较高 .多铆钉接头 中存在首 要和次要 承载 顺序 ,疲劳 断裂表 面为首要 承载顺 序所在 位置. 接头疲劳宏观失效模式均 为下板 断裂 ,疲劳裂纹主要萌 生于铆 钉管腿 与下板 接触部位 ,微振 磨损 区域 自铆 钉管腿 底部 向铆钉头方 向生长.减缓该部位的摩擦 作用 ,可有效 延迟疲 劳裂纹 萌生 和减缓裂 纹扩展 ,从 而提高接 头疲 劳 寿 命 . 关键词 :5052铝合金 ;自冲铆 ;疲 劳测 试 ;扫描电子显微 ;X射线能谱 中 图分 类 号 :TG 447 文 献标 识 码 :A 文 章 编号 :0253—360X(2016)06—0050—05
的同种 或异 种材 质和 厚度及 难 以采 用 点 焊连 接 的板 在此 基础 上 考 虑 到 实 际生 产 中制 造 和工 作 环 境 因
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试件有效长度为120 mm。试件组载荷一位移曲线 和失效模式分别如图2和图3所示。
Z ≤
在此定义接头的刚度为载荷与位移的比值,即为 载荷一位移曲线的斜率。
逗 鄹
20
,
位移/mm
15 Z 芒
l
匠
图2载荷一位移曲线
Fig.2 Load—displacement
curves
糖 辅
主e
all influenced by the distribution
structure
of the rivets.The m—I
property,but the m—o joints
have excellent
fatigue property overall.
are
During the fatigue test,the sequences of the primary and secondary load bearing
DOI:10.13229/j.cnki.jdxbgxb201505017
Mechanism of mechanical properties of self-piercing
riveted
j oints
with multiple rivets
XING Bao—ying,HE
(Fac“hy of
Xiao—cong,WANG
was
investigated
by
experiments.The
static
and
fatigue
experimental data of m—o SPR joint(m—o joint)and m—I
SPR joint(m—I joint)were obtained.The
effectiveness of the experimental data was tested by normal distribution and two—parameter
(1)
Static failure modes
2.2试验结果及分析 由图2可知:各试件组最大载荷及位移数据 比较稳定,选择正态分布来检验数据。使用 Matlab拟合优度测试命令检验试件组最大载荷 及位移数据是否服从正态分布,以95%的置信度 估计置信区间检验数据的有效性。试件组最大载 荷及位移统计量见表1。表1中m—o—F和m—i m~i D分别表示它们的最大位移。
第45卷第5期
2015年9月
吉林大学学报(工学版)
Journal of jilin University(Engineering and Technology Edition)
V01.45
No.5
Sept.2015
多铆钉自冲铆接头力学性能机理
邢保英,何晓聪 ,王玉奇,邓成江
(昆明理工大学机电工程学院,昆明650500)
Weibull
distribution.The best—fitting straight line of fatigue lift and two—parameter power function equations of fatigue load—fatigue life
curves
were acquired by
检验结果表明:试件组最大载荷及位移数据
(变形量在0.11 mm以内),区域a中两种接头的
万方数据
第5期
邢保英,等:多铆钉自冲铆接头力学性能机理
‘1491・
载荷发生交叉且刚度呈现出波浪状变化,这可能 是夹具机械调整所致,此时载荷和刚度不能代表 接头的特性。当进入稳定阶段后(区域b),两种 接头的载荷线性上升。m-i接头的最大初始刚度 比m-o接头的大3.08%;随着载荷的增加,两种 接头的刚度均以较快速率下降,当达到接头最大 载荷时,m—o和m—i接头的刚度较其最大初始刚 度分别下降170.80%和141.01%。显然,两种接 头在达到最大载荷后载荷均保持了一段时间,但 m-i接头的保持时间更长,促进了m-i接头变形量 的延长。随后,在区域C中接头载荷和刚度缓慢 下降,m-i接头的载荷和刚度下降速率均小于ra—O 接头。最后,在阶段d中铆钉与下板之间仅有的 局部连接受到破坏,接头失去承载能力,载荷急剧 下降,此时两种接头的刚度也迅速降低,且二者的 降低速率几乎相同。这些结果与试验过程中接头 的失效机制有关,通过后续对失效模式的分析进 行说明。 通过对试样失效过程和图3中失效模式的观 察,发现两种接头的失效过程和失效模式相似。 决定自冲铆接头剪切强度的因素是板材接触面之 间的摩擦力和铆钉一板材之间形成的内锁结构 力[4],所以两种接头显示出相似的失效特征:①失 效过程中,上板靠近自由端部的铆钉先失效,之后 内侧的铆钉失效;②上板靠近自由端部的铆钉从 下板中拉出,铆钉头部轻微下陷;内侧的铆钉未被 完全拉出,铆钉头部发生严重下陷;下板内锁结构 “碗”边缘发生膨胀,且“碗”底出现圆周状破裂。 由于连接结构不同又呈现出明显差异,导致 两种接头产生了不同的抗剪切强度、变形量和稳 定性。试验初期,随着变形量的增加,板材发生弯 曲,接头中上板靠近自由端部的铆钉受到“翘曲倾 斜”作用,其内锁结构被破坏,之后板材接触面之 间的摩擦力和部分内锁结构力提供阻力。根据该 变形特征可知,m—o接头最大载荷由上板靠近自 由端部的两颗横向铆钉提供,随后另外的一颗铆 钉承载至失效。而H卜i接头中上板靠近自由端部 的一颗铆钉很快失效,当内侧两颗横向铆钉承载 时达到最大值,因此提升了塑性变形能力以及延 长了位移变形量。由图3可知:m—i接头下板边 缘变形程度更大,还观察到该接头下板两“碗”底 处破裂程度不同;而m-o接头最后阶段的力学性 能由一颗铆钉所维持,因此它具有良好的稳定性。
图4载荷一位移曲线和刚度一位移曲线
Fig.4
Load-displacement and stiffness- displacement
curves
由表1和图4可知:m—i接头静力学性能优 于m—o接头。m—i接头平均最大承载能力比m—o 接头高4.49%;虽然两种接头最大载荷稳定性良
图3静态失效模式
least square method.Results show that the static
fatigue failure modes of the SPR
joint
are
the pull—out and fracture of the lower sheet respectively.
The static strength,capacity of deformation and energy absorption,fatigue life and their stability of SPR ioints with multiple rivets ioints have favorable static
Yu—qi,DENG Cheng—jiang
University of Science and Technology,Kunming
Mechanical
and Electrical
Engineering,Kunming
650500,China)
Abstract:The mechanism of mechanical properties of Self—piercing Riveted(SPR)joints of aluminum aIiov 5052 sheet with three rivets
generated by the
收稿13期:2013—12一06. 基金项目:国家自然科学基金项目(50965009).
作者简介:邢保英(1986一),女,博士研究生.研究方向:薄板材料连接新技术.E-mail:xbb0808@163.corn 通信作者:何晓聪(1955一),男,教授,博士.研究方向:薄板材料连接新技术.E-mail:xiaocong_he@126.corn
Key words:materials
synthesis and processing technology;multiple-rivet;fatigue life;coefficient of
variation;fractographic analysis
0
引
言
作条件(尤其是汽车和航空器中),本文以两种铆 钉分布结构的3颗铆钉5052铝合金(AA5052)自 冲铆接头为对象,进行静力学和疲劳试验,疲劳试 验中采用三角波形载荷加载,从而分析多铆钉自 冲铆接头的力学性能机理。 1
自冲铆技术是近年来迅速发展起来的一种新 型连接方法,因其独特的优势成为最有潜力的替 代连接技术[1’3]。自冲铆采用冲头将一个半空心 铆钉压人板材,刺穿上层板料,在凹模作用下铆钉 管腿在底层板料中翻开形成铆扣,获得机械内锁 结构从而将上板和下板连接在一起。与传统铆接 方法相比,自冲铆可有效连接多层、有镀层的同种 或异种材质和厚度的板材及难以采用点焊连接的 板材。自动化程度高、易实现批量现代化生产,且 过程在线监控,无需表面预处理、无需预打孔操 作、操作环境安全友好、低能耗。目前一些汽车制 造商已开始将自冲铆技术应用于生产中。 Calabrese等n1研究了自冲铆接头在腐蚀环境下 的腐蚀特征和静强度。Fu等[5]研究了铆接压力、 累积疲劳加载路径和预循环对6111铝合金自冲 铆强度的影响。Sun等H1研究了自冲铆受力状 态、上下板厚度组合、材料组合、铆接方向和粘接 剂的使用对自冲铆疲劳特性的影响。Hoang 等口1从工艺角度分析铆接过程中预应力和自然时 效处理对铝制铆钉自冲铆接头静态特性的影响。 He等[8。1 0]从铆接质量评估角度采用变差系数法 预测自冲铆接头的强度和分析工艺参数的影响。 此外,Li等[11‘1 23研究了双铆钉自冲铆接头中边缘 距离对接头质量、静力学特性和疲劳特性的影响, 其实质为接头的结构优化研究。Hoang等n31基 于铝质铆钉对多铆钉自冲铆部件进行了静力学试 验和相应的数值模拟,主要针对部件整体的特性, 研究了不同加载条件下多颗铝质铆钉连接的T_ 型自冲铆部件的静力学性能。 目前,自冲铆的研究主要集中于单铆钉自冲 铆接头,有关多铆钉自冲铆接头的研究较少。现 有的多铆钉自冲铆接头的研究目标在于优化接头 尺寸[1卜”],或是研究部件整体的特性[1 3|,不能很 好地说明多铆钉自冲铆接头的力学性能机理。自 冲铆疲劳性能的研究中均采用理想的正弦波形的 载荷加载方式[5’6’1 2|。为分析多铆钉自冲铆接头 承载机理,考虑到自冲铆连接技术在应用中的工