离心泵叶轮切割定律的应用
离心泵叶轮切割定律的分析
离心泵叶轮切割定律的分析离心泵叶轮切割定律的分析IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】离心泵叶轮切割定律的分析武汉三源泵业制造有限公司杨爱荣,甘根喜本文介绍了几种离心泵叶轮的切割定律及针对每种切割定律作出的具体分析,以寻找一个较为准确的计算叶轮切割的方法,从而达到一台泵的多性能要求,提高产品的通用性和系列化。
一、叶轮切割定律存在的条件及原因分析叶轮切割定律一式中:为叶轮切割前的流量、扬程、轴功率和叶轮外径。
Q、H、N、D2'为叶轮切割后的流量、扬程、轴功率和叶轮外径。
Q'、H'、N'、D2以上公式成立的条件是:1、叶轮切割前后的容积效率不变。
2、叶轮吸入口前液流无预旋,即绝对速度的圆周分量V u1等于零。
3、切割前后流液相似,速度三角形对应成比例。
4、切割前后叶轮出口宽度相等,即b2'=b2;出口面积不变即F2'=F2。
5、切割前后叶片出口角度不变,即β2'=β2.从大量的试验结果来看,4、5两个条件很难满足。
事实上切割前后的叶轮出口宽度、面积、叶片出口角有的变化较大,最大的变化约为10%。
这样就降低了叶轮切割定律的计算精度。
在实际应用中往往进行保守切割,增加切割次数来确认要求的性能参数。
另外瑞士的苏尔寿公司针对以上存在的问题提出了的修正系数,即D2'=D2'+(D2-D2'),该公司认为的修正系数安全可靠,在高效区运行时采用此法切割的叶轮特性曲线略高于要求的曲线。
以上方法在实际应用中较麻烦,而且要多次用试验验证计算结果。
因此有关文献针对不同比转数的泵提出了不同的计算方法,陈述事如下: 对于n s<60的低比转速离心泵:(a)、叶轮切割后叶片的出口角β2可能因叶轮外径D2的减小而发生一些变化,但可以用锉销叶片出口端面的方法加以修正,认为β2'=β2;(b)、锥形叶片出口端将会因切削而变厚,修锉叶片使它恢复到原形大小,可以认为切削叶前后叶片的排挤系数不变;(c)、对于n s<60的叶轮可以认为叶轮是前后盖板平行的经流叶轮,因此可近似地认为叶轮切割前后的出口宽度不变。
叶轮切割法在电厂常用离心水泵改造中的应用
n =[ . ×, g,) , 。 35×9 0×0. 4 2 6 8 2 , 5
统计 , 一个百万千瓦级电站 , 一般其厂用电占机组容 量 的 5 一1% , 中 水 泵 的 耗 电 量 占厂 用 电 量 % 0 其 7 %左右 , 0 即消耗电力 3 — 0 l 5 7 W。因此 , b 提高水泵 工作效率 , 降低其耗电量 , 是减少火力发 电厂厂用电 量, 提高供 电能力 , 降低生产成本的一个重要 因素。
—
外径 由 D 变化到 D 时 , 其流量、 扬程、 功率的变化
如下 :
g, q = D2 D2 I, I H| H = D1 D |
机组投运后 , 冷却水泵出现电机轴承温度偏高 , 实际 出口压力偏高( 05 为 .2胁 ) 出 口 管和换热器法 , 母 兰频繁泄漏等缺 陷。据统计 , 各换热器正常运行时 运行总流量为 1 0m / 左右 , 0 3 0 h 而其设计 总流量为 13 3h 明显 比实际流 量大 出很 多 。 75m / , 为了节能降耗 , 消除泄漏缺陷, 确保水泵电机和
各换 热器 能够安 全 运 行 , 厂对 其 中一 台泵 进行 了 该
, =( 2D2) D , P P =( I 2) I D2D '’
公 式 中 , g 日、 p P 分别 表示 泵 的 叶轮 切 D 、 △、
割前的直径、 流量、 扬程、 进出口压差、 轴功率; : D 、 g 、 、 、 , ∥ P 分别表示泵 的叶轮切 割后 的直径 、
根据 上述数 据及 公式 可计 算 出叶 轮切割 后 的叶
轮直径、 功率、 扬程和流量。具体计算如下: () 1 切割后的叶轮直径的计算
6 ・ O
维普资讯
2O 年第 5 O6 期
离心泵切削叶轮消除泵体发热的运用
沿外径方向对叶轮进行切割时,由于离心泵的工 作点受到调整,其性能曲线从而发生改变,这一过程 称为切削调节。离心泵叶轮外径切削以后,外径变化 导致流量、扬程、功率等参数随之发生改变,这种性 能参数随外径变化的规律称之为切削定律。计算结果 如下式:
Q1/Q2 =D1/D2 H1/H2 = (D1/D2)2 P1/P2 =( D1/D2)3
Keywords:Centrifugal pump; Impeller; Cutting; Calc来自lation parameter
安徽输油管理处混油回掺泵采用的是管道油泵, 输送介质为汽油、柴油,其作用是将富汽罐、富柴罐 中的混油按照一定比例回掺至下载管线。使用型号为 50GY95B的离心泵,其额定流量为10m3/h,额定扬程 为80m,轴功率11kW,生产厂家:浙江佳力科技股份 有限公司。而目前,管道纯油指标回掺量较小,实际 回掺流量为0.5~3.0m3/h,为满足工艺要求,出口压力 应为0.4MPa,现在主要通过调整泵出口阀门开度和打 开回流阀来控制回掺流量,这样造成了泵体及管路发 热。为了降低能耗,解决发热问题,最好的方案是, 减小泵叶轮外径。
2 切削量的确定
根据油品回掺量计算,结合成品油指标要求,当 混油回掺时需求理论压力为0.4MPa时,为满足现有工 艺的技术要求,回掺泵的流量数为3m3/ h。考虑到压力 损失以及机泵的选型依据,需求理论压力乘以安全系 数1.15时,可确保系统安全、稳定的运行。设置回掺 泵的扬程为46m,流量为3m3/ h 进行理论推算。根据切 削相似定律得出:
关键词:离心泵 叶轮 切削 计算参数
Applications of Cutting the Centrifugal Pump Impeller in Eliminate Heat of Pump Body Wang Jin1,Wang Dapeng2
离心泵叶轮切割定律的应用
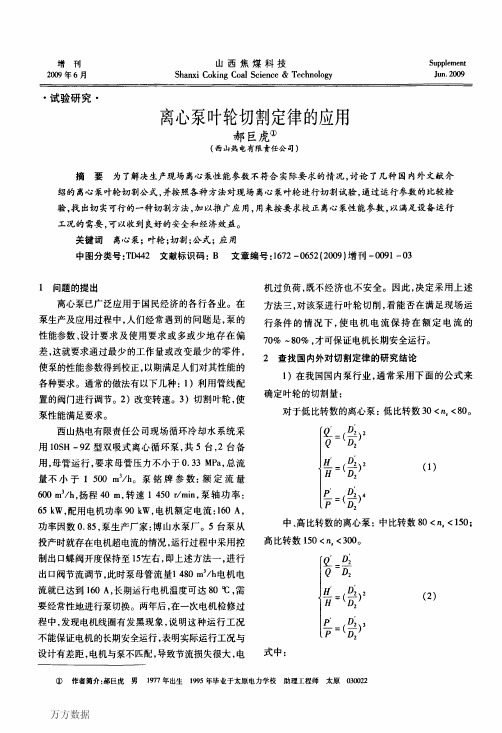
修正系数 切割量
△D,/ram 36 29 32 27 29
程,运行中电机也出现过电流和高温情况,利用博山
切割后
水泵厂的切割定律计算后,将叶轮直径由原来的175 mm车削至160 mm,电机电流降至lO.5 A,而排污完
全能满足要求。 7结论
外径O;/mm
354
O.8 O.9
2
=
,L
m3/h。泵铭牌参数:额定流量
450
m3/h,扬程40 m,转速1
r/min,泵轴功率:
功率90 kW,电机额定电流:160
现一眈,眈一巩,眈一砬
、,、,、,
功率因数0.85,泵生产厂家:博山水泵厂。5台泵从
投产时就存在电机超电流的情况,运行过程中采用控
中、高比转数的离心泵:中比转数80<n,<150; 高比转数150<n,<300。
2)在60 Hz电网下,使用原50 Hz电网下设计的
的安全运行,延长了电机的使用寿命。
6推广应用实例 该公司还有2台自吸式排污泵,型号80ZW一65
—25,生产厂家:上海东方泵业,铭牌参数
Q=65
m3/h、H=25
泵时,如要保证性能参数不变,也可以通过叶轮切割, 满足设计耍求。 3)设计的新型泵,扬程参数高出设计要求,可利 用切割叶轮外径达到要求。 (下转第155页)
关键词
离心泵;叶轮;切割;公式;应用
文章编号:1672—0652(2009)增刊一0091—03
中图分类号:TD442文献标识码:B
1问题的提出 离心泵已广泛应用于国民经济的各行各业。在 泵生产及应用过程中,人们经常遇到的问题是,泵的
机过负荷,既不经济也不安全。因此,决定采用上述 方法三,对该泵进行叶轮切削,看能否在满足现场运
《泵与风机》第七章 泵与风机的切割和加长

泵与风机 Pumps and Fans
三、切割定律的应用
属于中、高比转速离心泵,对应工况点 均在切割抛物线上,过M点的切割抛物 线为
2 H kD qV
H 2 q 2 V qV
Psh H gqV 1000
1000 9.806 6 103 22.8 2.07(kW) 1000 0.65
节流调节时泵的性能曲线不变,故运 行工况点为M点,可读得M(qV , H, ) =(610-3m3/s,29.8m,64.5%),则节流调节时的轴功率为
H 162 H 22.8 146.2 (mm) 28
其误差由图解法作图和读数误差产生,现取D2=146mm。 现比较切割叶轮法和出口节流调节法使qV=610-3m3/s时各自的轴功率。
泵与风机 Pumps and Fans
三、切割定律的应用
M的效率应与对应点A相同(假设切 割后效率不变),故 =A=65%,则
应适当放大蜗舌和叶轮间的间隙。间 隙过小(噪声,效率); 电动机是否过载、需要更换的问题。
离心泵通常只采用切割的方法。
图4-24 蜗舌间隙放大
泵与风机 Pumps and Fans
二、切割方式
(3)叶片切割后,应对叶轮进行动、静平衡试验。 (4)对于离心通风机,其叶片切割有两种方式:一种是前
qV D2 qV D2
2
(qV 2nD2b2 V )
2
p D2 H D2 或 p D2 H D2
u2 2u (H h ) g
D2 Psh Psh D2
水泵叶轮切割定律及方法

叶轮切割针对某一叶轮,可以切割其外径来改变性能,以下标2表示切割后尺寸和性能,下标1表示原来的性能,则切割前后的性能在相同转速下的变化如下:流量Q2/Q1=D2/D1;扬程H2/H1=(D2/D1)^2;功率N2/N1==(D2/D1)^3。
需要注意的是,上述公式只在一定范围内切割外径时成立,一般范围是不超过原直径的30%。
Q2/Q1=D2/D1:流量与直径成正比。
H2/H1=(D2/D1)^2:扬程与直径的平方成正比,因为直径与线速度成正比,而动能是与速度的平方成正比的。
N2/N1==(D2/D1)^3:功率与流量和扬程成正比,所以是与直径的3次方成正比。
叶轮口环的检修工艺泵在运转中,由于自然磨损、介质中含有固体颗粒、叶轮晃动等原因,使离心泵叶轮口环与密封环的径向间隙变大或出现密封环破裂的现象,起不到密封作用,造成大量回流,降低泵的实际流量。
检修叶轮口环时,首先应当检查密封环是否完好,然后测量其径向间隙。
径向间隙的测量方法,通常是用游标卡尺或千分尺(最好用千分尺)测量密封环的内径和叶轮口环的外径,两者之差即为径向间隙(半径方向间隙应取其一半)。
为了使测量准确,应当测量几个方向后,求平均值,以免密封环失圆,造成测得的数据偏大或偏小。
当径向间隙超过所规定的值时,一般采用换件修理。
对于挂有乌金的铜口环,当间隙磨大时,只需重新挂乌金,无需更换新口环。
当原有乌金无脱落现象,磨损量又不大时,可用补焊的方法修复。
补焊步骤如下:(1)刷去口环上的污物;(2)用5%的盐酸清洗一遍;(3)放到温度为90℃、浓度10%的烧碱中浸洗10分钟,然后取出放到90℃的清水中清洗;(4)补焊乌金,其方法是:把口环预热到100℃左右,用气焊熔掉口环上原有的乌金,然后用与原有的乌金同牌号的乌金制成的焊条,顺口环周围或纵长方向一道道堆焊上去(不得反复重焊)。
焊接完毕后,可进行机械加工,达到所要求的标准尺寸。
如乌金磨损很大或乌金已脱落,则要重浇乌金。
浅析离心泵叶轮切割定律及应用
浅析离心泵叶轮切割定律及应用摘要:阐述离心泵叶轮切割定律。
通过对某炼油装置常一线离心泵的实际运行情况分析,发现常一线泵出口阀门开度极小,节流严重,导致机泵效率偏低。
为扩大该离心泵的使用范围,运用叶轮切割定律,对叶轮进行切割改造,将叶轮外径由368mm切割为330mm。
改造后,在满足工艺系统要求的使用性能的条件下,达到了节能降耗的目的,具有一定的推广意义。
关键词:离心泵叶轮切割应用前言某炼油厂常压装置常一线离心泵,近年来由于装置产品调整,常一线已无产品出装置,单纯作为回流泵使用。
此泵现有性能参数已经高于工艺所需要性能参数,为了减少不必要的能源浪费,调整该机泵性能参数,扩大使用范围,一般采用叶轮切割或者改变转速来满足使用要求。
对于已有的固定转速机泵,因电机转速恒定,改变转速需要增加变频调速装置,实施起来成本较高,而且增加变频器改变转速,影响电机风扇散热。
对于要求降低机泵的流量及扬程的,但工况稳定,无需频繁进行流量调节,采用叶轮切割就更加简单易行。
因此对常一线泵采用叶轮切割来调整流量和和扬程。
1.离心泵叶轮直径对特性曲线的影响转速固定的离心泵,有且仅有一条扬程-流量特性曲线。
离心泵特性曲线上的每一点都对应着一个工况,离心泵在最高效率点工况运行是最理想的。
但是考虑到用户需要的离心泵使用性能参数千差万别,不一定都在效率最高工况运行。
通常以效率下降5%~8%为界,离心泵在此范围内运行,效率下降不多,此段称为离心泵的工作范围[1]。
当离心泵转速固定时,离心泵的流量主要跟流体介质在叶轮进口处的几何参数有关,叶轮的进口直径、叶片进口安装角不变,离心泵的流量就基本确定。
但是由于叶轮切割前后,叶轮与蜗壳之间的间隙增大,这个间隙的大小直接影响到离心泵的效率。
其主要原因是间隙增大,导致滞留在蜗壳中的流体介质增加了,导致流量减小,效率降低。
图1:离心泵叶轮切割前后叶轮与蜗壳之间间隙为了扩大离心泵的工作范围,可以采用切割离心泵叶轮外径的方法,将工作范围由一条线变为一个面,如图2中的ABCD。
离心泵叶轮切割定律的应用
离心泵叶轮切割定律的应用辽阳石化分公司尼龙厂在2011年进行离心机更新换代后,对PW水量需求由原先32 m3/h提升至34 m3/h,扬程需由20 m提到23 m。
整体更换输送PW水的水泵供货时间较长,并且需要大量费用,为此决定对此离心泵进行改造,提高泵的工作能力,以满足生产的需要。
1 离心泵叶轮切割定律在我们国内泵行业,通常采用下面的公式来确定叶轮的切割量:对于低比转数的泵:对于中、高比转速的泵:式中:Q、H、P、D2—叶轮切割前泵的流量、扬程、功率及叶轮直径;Q’、H’、P’、D2’—叶轮切割前泵的流量、扬程、功率及叶轮直径。
2 根据叶轮切割定律计算叶轮直径原泵的参数如下所示:型号ECP50—125,流量qv=32 m3/h,H=20 m,n=2952 r/min,电机功率P电机=5.5 KW,N=3.44 KW,η=60%,Ne=gρqH/1000=1.74 KW,叶轮D2=128 mm,该泵为单级单吸泵。
比转速公式如下所示:式中的流量单位用m3/s,扬程用m,转速用r/min,对于双吸泵的叶轮流量除以2,多级泵扬程除以级数。
计算出泵的ns=107,查表1知该泵为中比转速泵。
切割定律只是近似定律,叶轮切割后,泵的效率一般都有些变化,只有在切割量较小时才可认为效率不变。
为使叶轮切割后,泵的效率不要降低过多,通常规定了叶轮的最大允许切割量(用相对值表示)。
叶轮的最大切割量与比转数nS 有关,下表列出了不同比转数泵的叶轮允许最大切割量。
先将叶轮由128改为135进行试计算,从表二看出该泵叶轮外径的最大切割量为15%,而叶轮外径切割量为5.47%,在允许范围内,将数据代入得出Q’=33.75 m3/h,H2’=22.3 m,P’=2.04 KW。
总功率用下面的功式计算其中ηv、ηhyd、ηm分别是容积效率、水力效率、机械效率,均取最小值以确保总在功率最大情况下不大于电机功率,查表3。
那么总功率P=2.04/(0.90*0.85*0.90*0.60)=4.94<5.5,其中0.90、085、0.90分别是容积效率、水力效率、机械效率,均取最小值以验证泵功率最大情况下不大于电机功率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
离心泵叶轮切割定律的应用
辽阳石化分公司尼龙厂在2011年进行离心机更新换代后,对PW水量需求由原先32 m3/h提升至34 m3/h,扬程需由20 m提到23 m。
整体更换输送PW水的水泵供货时间较长,并且需要大量费用,为此决定对此离心泵进行改造,提高泵的工作能力,以满足生产的需要。
1 离心泵叶轮切割定律
在我们国内泵行业,通常采用下面的公式来确定叶轮的切割量:
对于低比转数的泵:
对于中、高比转速的泵:
式中:Q、H、P、D2—叶轮切割前泵的流量、扬程、功率及叶轮直径;
Q’、H’、P’、D2’—叶轮切割前泵的流量、扬程、功率及叶轮直径。
2 根据叶轮切割定律计算叶轮直径
原泵的参数如下所示:型号ECP50—125,流量qv=32 m3/h,H=20 m,n=2952 r/min,电机功率P电机=5.5 KW,N=3.44 KW,η=60%,Ne=gρqH/1000=1.74 KW,叶轮D2=128 mm,该泵为单级单吸泵。
比转速公式如下所示:
式中的流量单位用m3/s,扬程用m,转速用r/min,对于双吸泵的叶轮流量除以2,多级泵扬程除以级数。
计算出泵的ns=107,查表1知该泵为中比转速泵。
切割定律只是近似定律,叶轮切割后,泵的效率一般都有些变化,只有在切割量较小时才可认为效率不变。
为使叶轮切割后,泵的效率不要降低过多,通常规定了叶轮的最大允许切割量(用相对值表示)。
叶轮的最大切割量与比转数nS 有关,下表列出了不同比转数泵的叶轮允许最大切割量。
先将叶轮由128改为135进行试计算,从表二看出该泵叶轮外径的最大切割量为15%,而叶轮外径切割量为5.47%,在允许范围内,将数据代入得出Q’=33.75 m3/h,H2’=22.3 m,P’=2.04 KW。
总功率用下面的功式计算
其中ηv、ηhyd、ηm分别是容积效率、水力效率、机械效率,均取最小值以确保总在功率最大情况下不大于电机功率,查表3。
那么总功率P=2.04/(0.90*0.85*0.90*0.60)=4.94<5.5,其中0.90、085、0.90分别是容积效率、水力效率、机械效率,均取最小值以验证泵功率最大情况下不大于电机功率。
将叶轮改为135后已基本可以满足工艺要求,但还差一点,为此对叶轮进行锉削。
锉削的方法有两种:一种为上锉,即锉削叶片工作面;另一种为下锉,即锉削叶片背面。
一般来说,锉削叶片工作面只是恢复了原来的叶片出口安放角,对泵的性能并无大的影响,通常可以忽略不计。
而锉削叶片背面则可使叶片间距增大,增大了叶轮的有效出口面积,随之叶轮的出口速度降低,水力损失减小,使得泵的性能曲线变得较为平坦。
叶轮直径与锉削长度关系见下表:叶轮进切割修正后,需要叶轮重新做静平衡,以消除叶轮切割所造成的叶轮不平衡超差。
3 改造后效果
从现场运行测试结果看,改造后的效果是明显的,完全满足了现场生产的要
求。
4 结论
鉴于现场应用效果,可根据生产工艺需要,对类似的离心泵进行改造,以此提高离心泵的工作能力,满足生产负荷要求,保证装置的安稳长满优运行,并节约大量的费用,值得推广应用。
参考文献
[1]汪云英,张湘亚主编.泵和压缩机[J].北京:石油工业出版社,1985.
[2]斯捷潘诺夫著.离心泵和轴流泵[J].
[3]姜培正.过程流体机械[J].北京:化学工业出版社,2001,8.
[4]关醒凡.现代泵技术手册[J].北京:宇航出版社,1996.。