油淬火-回火钢丝产品介绍(文库)
swrh82b弹簧钢丝
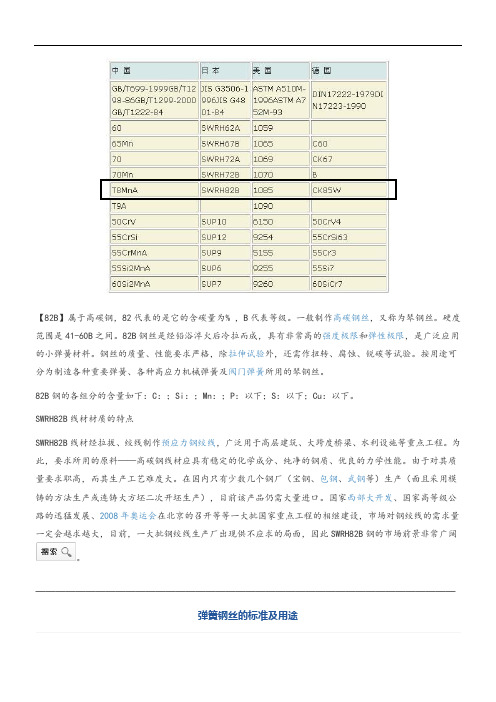
【82B】属于高碳钢,82代表的是它的含碳量为% ,B代表等级。
一般制作高碳钢丝,又称为琴钢丝。
硬度范围是41-60B之间。
82B钢丝是经铅浴淬火后冷拉而成,具有非常高的强度极限和弹性极限,是广泛应用的小弹簧材料。
钢丝的质量、性能要求严格,除拉伸试验外,还需作扭转、腐蚀、锐碳等试验。
按用途可分为制造各种重要弹簧、各种高应力机械弹簧及阀门弹簧所用的琴钢丝。
82B钢的各组分的含量如下:C:;Si:;Mn:;P:以下;S:以下;Cu:以下。
SWRH82B线材材质的特点SWRH82B线材经拉拔、绞线制作预应力钢绞线,广泛用于高层建筑、大跨度桥梁、水利设施等重点工程。
为此,要求所用的原料——高碳钢线材应具有稳定的化学成分、纯净的钢质、优良的力学性能。
由于对其质量要求职高,而其生产工艺难度大。
在国内只有少数几个钢厂(宝钢、包钢、武钢等)生产(面且采用模铸的方法生产或连铸大方坯二次开坯生产),目前该产品仍需大量进口。
国家西部大开发、国家高等级公路的迅猛发展、2008年奥运会在北京的召开等等一大批国家重点工程的相继建设,市场对钢绞线的需求量一定会越求越大,目前,一大批钢绞线生产厂出现供不应求的局面,因此SWRH82B钢的市场前景非常广阔。
弹簧钢丝的标准及用途????摘要我国弹簧纲丝标准是参照ISO和JIS制订的,本文以ISO和JIS为依据,分析了弹簧纲丝现行国家标准和行业标准的适用范围,各组别之间隐含的的差别,对弹簧钢丝的生产和使用都有参考价值。
关键词弹簧钢丝、标准、适用范围弹簧是机械行业和日常生活中最常用的零件。
弹簧在弹性范围内使用,卸载后应回复到原来位置,希望塑性变形越小越好,因此钢丝应具有高的弹性极限,屈服强度和抗拉强度。
屈强比越高,弹性极限就越接近抗拉强度,因而越能提高强度利用率,制成的弹簧弹力越强。
弹簧依靠弹性变形吸收冲击能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。
EN-10270-1-机械弹簧用钢丝

欧洲标准EN 10270-1机械弹簧用钢丝第一部分:铅淬火冷拉非合金钢丝CEN欧洲标准化委员会前言 (1)1. 范围 (1)1.1 EN 10270-1规定了铅淬火冷拉非合金断面为圆形的静态和动态机械用弹簧钢丝的制造 (1)1.2 EN 10021的一般交货技术条件也适用于本欧洲标准供货的产品。
(1)2 参考标准 (1)3. 术语和定义 (1)3.1 铅淬火冷拉钢丝 (1)4. 分类和命名 (1)4.1 分类 (1)4.2 命名 (2)5. 订货信息 (2)6. 要求 (2)6.1材料 (2)6.2 交货方式 (3)6.3 镀层和表面状态 (3)6.4 力学性能 (3)6.5 工艺性能 (8)6.6 交货时钢丝的盘卷和工字轮的状况 (8)6.7 表面质量 (9)6.8 尺寸和尺寸偏差 (10)7 测试和检测 (11)7.1 检测和检测文件 (11)7.2 特殊检测的测试 (11)7.3 样品 (11)7.4 检测方法 (12)7.5 复检 (12)8 标识和包装 (12)附录A (15)附件A (提供)额外信息前言本欧洲标准由技术委员会ECISS/TC 30,钢丝,起草,秘书处由BIS承担。
本欧洲标准应用国家标准的形式最晚于2001年10月以同样文本公布或签发,并同时废除与之相矛盾的国家标准。
本欧洲标准针对于机械弹簧钢丝由以下几个部分组成:-第1部分:铅淬火冷拉弹簧钢丝;-第2部分:油淬火和回火弹簧钢丝;-第3部分:不锈钢弹簧钢丝;按照CEN/CENELEC的内部章程,下列国家有义务执行此欧洲标准:奥地利、比利时、捷克、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
1. 范围1.1 EN 10270-1规定了铅淬火冷拉非合金断面为圆形的静态和动态机械用弹簧钢丝的制造1.2 EN 10021的一般交货技术条件也适用于本欧洲标准供货的产品。
DIN 17221-1988需淬火.回火的热轧弹簧钢中文版(碟形弹簧)

测试时,直径不超过 20 ㎜的试样放进炉 子里加热到热处理温度(不要用盐浴加热), 如有疑问,试样先加热到 1150℃,保温 30 分钟,随后空冷从而达到规定的初始条件。 8.4.3 非金属夹杂物
检测钢中非金属夹杂物,根据 DIN50 602(标准)应无非金属夹杂物。 8.4.4●● 无缺陷
5 牌号
5.1 本标准所有钢的牌号按下列规定给出: (1)产品名称(钢); (2)本标准编号; (3)材料牌号或材料号码的等同号码
(见表 2)(1);
DIN 17 221-1988
(4)需要时,热处理的状态(见 7.2.1
节和表 1)。
例:钢 DIN 17221----50 CrV4 U
或钢 DIN 17221----1.8159 U。
下是可剪切的。
如果在订货时商定,产品应提供下列之
7.4.2 如果 54 SiCr6、60 SiCr7、55 Cr3、
一的表面精整加工:
55 CrV4 和 51 CrMoV4 钢的硬度符合表 6
(1)热轧、酸洗;
规定的数值, 上述钢在“剪切处理”状态(C)
(2)热轧、喷砂清理;
下,被认为是可剪切的。
(3)热轧、剥皮或磨光;
5.2 相关尺寸标准所出的要求适用于标准牌
号的产品。
6 钢的等级
6.1 本标准的要求涉及的是优质合金钢。
6.2● 选用钢的等级是订货者的事务,建议
向制造商咨询。
7 技术要求
7.1 制造方法 炼钢方法、铸造方法和成形方法由制造
商决定。
●●特殊情况下,制造方法可以在订货时
商定。 7.2 材料交付时热处理状态和表面状态 7.2.1●● 热处理状态
油淬火,回火弹簧钢丝,弹簧钢线

钢丝油淬火时,应确保油面高出钢丝≥4cm,但不能将淬火油溢出槽外,更不能进入炉体,确保生产安全,钢丝出油槽时,应尽量将附着在钢丝上的油擦干净。经常观察淬火油油
箱油位,不够及时添加。
为了尽量减少钢丝上的淬火油进入回火炉,增加除油装置。
(四)回火
炉温设定按工艺要求,钢丝在炉内不能交错,要梳理顺畅,铅锅入口处,由于钢丝带有
尽量减少钢丝上的污物,所以钢丝在进炉子前要经过除污装置。
(二)炉温设定按工艺单要求,应确保炉管里有保护气,即炉管出口处应冒火。保护气为液氨在催化剂作用下加热产生75%的氢和25%的氮。即:2NH3———→3H2+N2反应温度800℃~830℃为了尽量减少炉子的炉口结垢,考虑在炉口使用开槽钢管,并时常转动、除垢。
弹簧在国民经济各领域应用举例国民经济领域路机车及车辆减震弹簧高速铁路轨枕弹簧压板汽车摩托车悬架弹簧稳定杆气门弹簧离合器弹簧油泵弹簧变速箱弹簧摩托车减震弹簧安全带弹簧其它各类弹簧化工石油气体压缩机弹簧化工管道阀门弹簧石油钻机弹簧机器制造电动工具电机电器与造船各类用于荷重张紧缓冲复位用压缩拉伸扭转碟形模具继电器电刷弹簧船用柴油机和燃油泵弹簧轻工与纺织钟表发条弹簧各种家用电器减震复位弹簧纺织机摇架弹簧仪器仪表it弹性膜片传感器力负荷指示弹簧计算机用弹簧金床垫弹簧沙发弹簧健身器弹簧玩具锁具打火机弹簧各种弹簧铰链弹簧众多的应用领域中汽车和内燃机摩托车制造业是弹簧最大的用户销售额接近弹簧销售总额一半
残油,时间长了会起火,可干粉灭火剂熄灭,结块的复盖剂应清除,加新的。
(五)水冷
钢丝回火后应保证水冷却,并将残留水吹干,以免钢丝生锈。
(六)涂防锈油
为了防止钢丝生锈,应将钢丝均匀涂上一层簿簿的防锈油。
(七)收线
油淬火钢丝标准

油淬火钢丝标准弹簧标准:油淬火-回火弹簧钢丝标准简介: 本标准自实施之日起,代替并废止YB/T5008(原GB2271)《阀门用油淬火,回火铬钒合金弹簧钢丝》、YB/T5102(原GB4359)《阀门用油淬火,回火碳素弹簧钢丝》、YB/T5103(原GB4360)《油淬火,回火碳素弹簧钢丝》、YB/T5104(原GB4361)《油淬火,回火硅锰合金弹簧钢丝》和YB/T5105(原GB4362)《阀门用油淬火,回火铬硅胶合金弹簧钢丝》。
本标准修改采用ISO/FDIS8458-3《机械弹簧用钢丝第3部分:油淬火和回火钢丝》(英文版)。
本标准根据ISO/FDIS8458-3重新起草。
在附录B中列出了本标准章条编号与ISO/FDIS8458-3章条编号的对照一览表。
考虑到我国国情,在采用ISO/FDIS8458-3时,本标准做了一些修改,其中的技术性差异在它们所涉及的条款的页边空白处用垂直线标示。
在附录C中给出了这些技术性差异及其原因的一览表以供参考。
为便于使用,本标准对ISO/FDIS8458-3还做了下列编辑性修改:-"本部分"一词改为"本标准";-用小数点"("代替作为小数点的逗号",";-标准名称由"机械弹簧用钢丝第3部分:油淬火和回火钢丝"改为"油淬火,回火弹簧钢丝";-增加了附录A"代号与钢号的对应关系";本标准自实施之日起,代替并废止YB/T5008(原GB2271)《阀门用油淬火,回火铬钒合金弹簧钢丝》、YB/T5102(原GB4359)《阀门用油淬火,回火碳素弹簧钢丝》、YB/T5103(原GB4360)《油淬火,回火碳素弹簧钢丝》、YB/T5104(原GB4361)《油淬火,回火硅锰合金弹簧钢丝》和YB/T5105(原GB4362)《阀门用油淬火,回火铬硅胶合金弹簧钢丝》。
油淬火回火弹簧钢丝的制作工艺流程

油淬火回火弹簧钢丝的制作工艺流程英文回答:Manufacturing Process of Oil-Quenched and Tempered Spring Steel Wire.The manufacturing process of oil-quenched and tempered spring steel wire involves several critical steps to achieve the desired properties and performance characteristics. Here's a detailed overview of the process:1. Raw Material Selection:The starting material for spring steel wire is high-carbon steel, typically with a carbon content ranging from 0.5% to 1.2%. The specific composition and grade of steel chosen depend on the intended application and desired mechanical properties.2. Drawing:The steel wire is drawn through a series of dies to reduce its diameter and increase its strength. This process involves pulling the wire through a tapered hole, which gradually reduces its cross-sectional area. Drawing also improves the wire's surface finish and dimensional accuracy.3. Patenting:The drawn wire is subjected to a patenting process, which involves heating it to a temperature above itscritical point (typically around 723°C) and then coolingit slowly in air. This process relieves internal stresses and produces a pearlitic microstructure, which is characterized by alternating bands of ferrite and cementite.4. Cold Rolling:After patenting, the wire is cold rolled to further reduce its diameter and improve its surface finish. Cold rolling involves passing the wire between a pair of hardened steel rollers, which apply pressure and reduce thewire's thickness.5. Annealing:The cold-rolled wire is annealed by heating it to a temperature below its critical point (typically around 650°C) and then cooling it slowly. Annealing softens the wire and improves its ductility, making it more pliable and easier to work with.6. Oil Quenching:The annealed wire is then oil quenched by heating it to a temperature above its critical point (typically around 850°C) and then rapidly cooling it in oil. This process transforms the wire's microstructure into martensite, which is a hard and brittle phase.7. Tempering:The oil-quenched wire is tempered by heating it to a temperature below its critical point (typically between200°C and 500°C) and then cooling it slowly. Tempering reduces the hardness of the wire by tempering the martensite and producing a more ductile and resilient microstructure.8. Finishing:The tempered wire may undergo additional processes such as shot peening or stress relieving to enhance its fatigue life and surface properties. It is then typically coiled or packaged for storage and distribution.中文回答:回火淬火弹簧钢丝制作工艺流程。
碳素弹簧钢丝

铬硅弹簧钢丝
55CrSiA
0.8~6.0
高温时强度性能稳定,用于较高温度下的高应力弹簧
弹簧用不锈钢丝
A组:
1Cr18Ni9、
0Cr19Ni10、
0Cr17NI12Mo2
B组:1Cr18Ni9、
0Cr18Ni10
C组:0Cr17Ni8Al
全部
0.6~12.0
QBe2
0.03~6.0
有较高的耐磨损、耐腐蚀、防磁和导电性能。用于机械和仪表等用精密弹性元件
热扎弹簧钢
65Mn
5~80
弹性好,用于普通机械用弹簧
55Si2Mn
55Si2Mn8
60Si2Mn
60Si2MnA
5~80
较高的疲劳强度,弹性好,广泛用于各种机械、交通工具等用弹簧
55CrMnA
60CrMnA
耐腐蚀、耐高、低温,用于腐蚀或高、低温条件下工作的小弹簧
硅青铜线
QSi3-1
0.1~6.0
有较高的耐腐蚀和防磁性能。用于机械和仪表等用弹性元件
锡青铜线
QSn4-3
QSN6.5-0.1
QSn6.5-0.4
QSn7-0.2
0.1~6.0
有较高的耐磨损、耐腐蚀和防磁性能。用于机械和仪表等用弹性元件
铍青铜线
名称
牌号
等级
用途
碳素弹簧钢丝
25~80
40Mn~70Mn
B级:0.08~13.0
C级:0.08~13.0
D级:0.08~6.0
强度高,性能好。B级、C级和D级分别用于低、中和高应力弹簧
油淬火回火碳素弹簧钢丝
55、60、60Mn、65、65Mn、70、70Mn、75、80
swrh82b弹簧钢丝
【82B】属于高碳钢,82代表的是它的含碳量为% ,B代表等级。
一般制作高碳钢丝,又称为琴钢丝。
硬度范围是41-60B之间。
82B钢丝是经铅浴淬火后冷拉而成,具有非常高的强度极限和弹性极限,是广泛应用的小弹簧材料。
钢丝的质量、性能要求严格,除拉伸试验外,还需作扭转、腐蚀、锐碳等试验。
按用途可分为制造各种重要弹簧、各种高应力机械弹簧及阀门弹簧所用的琴钢丝。
82B钢的各组分的含量如下:C:;Si:;Mn:;P:以下;S:以下;Cu:以下。
SWRH82B线材材质的特点SWRH82B线材经拉拔、绞线制作预应力钢绞线,广泛用于高层建筑、大跨度桥梁、水利设施等重点工程。
为此,要求所用的原料——高碳钢线材应具有稳定的化学成分、纯净的钢质、优良的力学性能。
由于对其质量要求职高,而其生产工艺难度大。
在国内只有少数几个钢厂(宝钢、包钢、武钢等)生产(面且采用模铸的方法生产或连铸大方坯二次开坯生产),目前该产品仍需大量进口。
国家西部大开发、国家高等级公路的迅猛发展、2008年奥运会在北京的召开等等一大批国家重点工程的相继建设,市场对钢绞线的需求量一定会越求越大,目前,一大批钢绞线生产厂出现供不应求的局面,因此SWRH82B钢的市场前景非常广阔。
弹簧钢丝的标准及用途????摘要我国弹簧纲丝标准是参照ISO和JIS制订的,本文以ISO和JIS为依据,分析了弹簧纲丝现行国家标准和行业标准的适用范围,各组别之间隐含的的差别,对弹簧钢丝的生产和使用都有参考价值。
关键词弹簧钢丝、标准、适用范围弹簧是机械行业和日常生活中最常用的零件。
弹簧在弹性范围内使用,卸载后应回复到原来位置,希望塑性变形越小越好,因此钢丝应具有高的弹性极限,屈服强度和抗拉强度。
屈强比越高,弹性极限就越接近抗拉强度,因而越能提高强度利用率,制成的弹簧弹力越强。
弹簧依靠弹性变形吸收冲击能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油淬火-回火钢丝产品介绍徐效谦(东北特钢集团大连特殊钢丝有限公司)摘要:本文简要介绍了油淬火-回火钢丝的特性,现行产品标准、产品发展方向;以及产品生产流程和工艺控制要点,为用户合理选用该类钢丝牌号,订购优质产品提供了有用信息。
关键词:油淬火-回火处理,预硬化处理,多次回火,在线探伤。
Introduction of Oil-hardening-tempering Steel Wire ProductsXu Xiaoqian(Dalian Special Steel Wire Company of Dongbei Special Steel Group)Abstract This paper provides a brief introduction on the feature of oil-hardening-tempering steel wire, standards of existing product and trends of product development; and the key points of manufacturing process and process control. It offers helpful information for customers to select the grade of this kind steel wire reasonably and order high-quality goods.Material Index oil-hardening-tempering treatment,pre-hardening,multiple tempering,flaw detection online特殊钢丝中有一部分产品最终需要在淬火-回火状态下使用,传统的做法是金属制品厂提供冷拉或退火状态的钢丝,下游企业将钢丝制成相应零部件或元件,再进行淬火+回火处理,强韧性达到预定要求后交付使用。
因为零部件或元件的尺寸、形状千变万化,带来最终热处理炉千差万别,势必造成生产成本增加,热处理性能波动加大。
现在逐步演变成:将形状不复杂、加工成形方便的零部件或元件用钢丝的淬火+回火处理转移到金属制品厂进行,由此形成了一个新品种——淬火-回火钢丝。
1概况1油淬火-回火处理:指将拉拔到成品尺寸的钢丝,在连续炉中进行淬火和回火处理:展开的钢丝首先在连续炉中加热到完全奥氏体化温度,然后通过油槽淬火获得马氏体组织,再通过连续回火,获得预期的强韧性。
油淬火-回火钢丝平直度好,力学性能的均匀性,制成零部件或元件后只需进行低温消除应力处理即可直接使用。
油淬火-回火热处理炉由张力放线装置、加热炉、油淬火槽、回火炉和收线机5个部分组成。
常用于碳素弹簧钢丝、合金弹簧钢丝、弹性针布钢丝、合金结构钢丝和马氏体不锈钢丝等成品热处理,热处理后钢丝的显微组织通常为回火马氏体、回火托氏体或回火索氏体,具有很高的强度(硬度)、适宜的韧性和良好的挺直性能。
预硬化处理:是一种特殊的油淬火-回火处理,指钢丝拉拔到成品尺寸后进行油淬火处理,然后根据牌号及使用情况,再进行一次或多次高温回火处理,使钢丝的硬度或抗拉强度达到相应级别的要求。
常用于冷作模具钢丝、热作模具钢丝和塑料模具钢丝等成品热处理。
因为此类钢丝碳和合金元素含量较高,油淬火-回火时必须采用一些特殊的工艺措施:①为保证碳和合金元素充分溶解,必须提高奥氏体化加热温度(有的高达1 150℃),延长保温时间;②淬火后钢丝中残留奥氏体含量大,为促使残奥分解确保钢丝达到预定硬度,必须选用多次回火的方法,回火保温时间比一般回火要延长数倍到数百倍。
③一般淬火-回火处理时,回火的目的是:促进马氏体转变成回火马氏体、回火托氏体、回火索氏体或珠光体,回火后钢丝的韧性和塑性显著提高,但抗拉强度和硬度必然有不同幅度的下降。
预硬化处理时,回火同样有促使组织转变的目的,但同时还具有沉淀硬化效应和析出韧性相的功能。
沉淀硬化效应指钢中Fe、Mn和合金元素(Cr、Ni、Mo、W、V、Ti、Al等)的碳化物、氮化物或金属间化合物(γ'相、γ''相和β相等)沉淀析出,使钢的强度和硬度显著提高;析出韧性相指促使钢中残余奥氏体分解成二次马氏体,二次马氏体在二次或多次回火过程进一步转变为逆转奥氏体。
最新研究成果表明:逆转奥氏体是高强度钢中最有效的韧化相,可以做到使钢的韧性和塑性显著提高的同时,强度和硬度无明显下降,甚至有所提高2。
特殊的工艺要求决定了预硬化处理的设备与一般(弹簧钢丝)油淬火-回火设备有很大不同:弹簧钢丝通常选用连续炉进行油淬火-回火处理,淬火炉最高使用温度900℃,回火炉最高使用温度600℃,炉长相对较短。
硬化处理的淬火和一次回火通常也选用连续炉,但炉子的最高使用温度和炉长均有大幅度的提高。
我公司利用整体搬迁改造的机会,新上一台具有世界先进水平的预硬化处理炉,淬火炉最高使用温度1 150℃、有效加热区长度22 m;回火炉最高使用温度700℃、有效加热区长度30 m。
此外,收放线系统可对钢丝施加一定的、可调整的预张力,以改善钢丝的蠕变和抗应力松弛性能。
一般说来,预硬化处理炉可以用于油淬火-回火处理,但油淬火-回火炉无法用于预硬化处理。
更大的不同是:预硬化处理通常需进行的2次或2次以上的回火,回火保温时间以小时计算,无法在连续炉中完成,需在气体保护退火炉中进行,生产厂可配置不同规格的气体保护退火炉,为该类钢丝的研制和开发奠定基础3。
2油淬火-回火弹簧钢丝油淬火-回火弹簧钢丝金相组织为均匀的回火马氏体或回火索氏体,各向同性;在抗拉强度相同条件下,比冷拉钢丝具有更高的弹性极限,有良好的弹直性能,抗应力松弛性能和抗蠕变性能优于冷拉钢丝;如要保证松弛率≤6.0%,冷拉碳素钢丝的最高工作温度为120℃,油淬火-回火碳素钢丝的最高工作温度为150℃,油淬火-回火合金钢丝50CrV的最高工作温度为200℃,55CrSi和60Si2MnA的最高工作温度为250℃,65Si2MnW A的最高工作温度为350℃。
使用油淬火-回火钢丝绕制的弹簧,经消除应力回火后直接使用,简化了弹簧厂的生产工艺流程、降低生产成本;与原绕制后再淬火-回火的弹簧相比,弹簧表面脱碳与力学性能均匀性有了根本性改善,疲劳寿命有了数十倍的提高。
目前日本的合金弹簧钢丝已完全改为以淬火-回火状态交货。
我国近年来中大规格油淬火-回火钢丝正在逐步取代冷拉钢丝。
油淬火-回火钢丝的缺点是热处理不当时表面氧化、脱碳较重,影响疲劳寿命;钢丝的氢脆敏感性强,抗应力腐蚀性稍差1。
我国现行标准GB/T 18983-2003《油淬火-回火弹簧钢丝》是参照ISO/FDIS 8458-3起草的,自2003年实施之日起,代替YB/T 5008(原GB 2271)《阀门用油淬火-回火铬钒合金弹簧钢丝》、YB/T 5102(原GB/T 4359-85)《阀门油淬火-回火碳素弹簧钢丝》、YB/T 5103(原GB/T 4360-85)《油淬火-回火碳素弹簧钢丝》、YB/T 5104(原GB/T 4361-85)《油淬火-回火硅锰弹簧钢丝》、YB/T 5105(原GB/T 5362-85)《阀门用油淬火-回火铬硅合金弹簧钢丝》。
目前世界最先进的标准是欧洲标准化委员会2011年10月发布,2012年4月正式实施的新标准:EN 10270-2:2011(E)《机械用弹簧钢丝—第2部分:油淬火-回火弹簧钢丝》4。
油淬火-回火弹簧钢丝常用牌号及化学成分见表1。
表1钢丝的化学成分(熔炼分析),质量分数%Table 1 Chemical component of steel wire(heat analysis)and mass fraction%牌号 C Si Mn Cr V P S 其他元素标准FDC (60~75Mn)0.60~0.750.10~0.350.50~1.20- - ≤0.030 ≤0.030 Cu≤0.20GB/T 18983-2003TDC ,VDC (60~75Mn)0.60~0.750.10~0.350.50~1.20- - ≤0.020 ≤0.025 Cu≤0.12GB/T 18983-200350CrV A (FDCrV-A,TDCrV-A)0.47~0.550.10~0.400.60~1.200.80~1.100.15~0.20≤0.030 ≤0.030 Cu≤0.20GB/T 18983-2003VDCrV-A (50CrV A)0.47~0.550.10~0.400.60~1.200.80~1.100.15~0.25≤0.025 ≤0.025 Cu≤0.12GB/T 18983-2003续表1牌号 C Si Mn Cr V P S 其他元素标准67CrV A (FDCrV-B,TDCrV-B)0.62~0.720.15~0.300.50~0.900.40~0.600.15~0.25≤0.030 ≤0.030 Cu≤0.20GB/T 18983-2003VDCrV-B (67CrV A)0.62~0.720.15~0.300.50~0.900.40~0.600.15~0.25≤0.025 ≤0.025 Cu≤0.12GB/T 18983-2003FDSiMn,TDSiMn (60SiMn)0.56~0.641.50~2.000.60~0.90≤0.035 ≤0.035 Cu≤0.25GB/T 18983-200355CrSiA (FDCrSi,TDCrSI)0.50~0.601.20~1.600.50~0.900.50~0.80≤0.030 ≤0.030 Cu≤0.20GB/T 18983-2003VDCrSi (55CrSiA)0.50~0.601.20~1.600.50~0.900.50~0.80≤0.025 ≤0.025 Cu≤0.12EN 10270-2:2011FDCrSiV (60CrSiV A)0.50~0.701.20~1.650.40~0.900.50~1.000.10~0.25≤0.030 ≤0.025 Cu≤0.12EN 10270-2:2011TDCrSIV (60CrSiV A)0.50~0.701.20~1.650.40~0.900.50~1.000.10~0.25≤0.020 ≤0.020 Cu≤0.10EN 10270-2:2011VDCrSiV (60CrSiV A)0.50~0.701.20~1.650.40~0.900.50~1.000.10~0.25≤0.020 ≤0.020 Cu≤0.06EN 10270-2:2011注:中等和高疲劳寿命钢丝的V含量可调整为0.05%~0.15%。