利用CSI 2120振动分析仪诊断风机和定冷泵故障
设备故障的振动识别方法与实例
(a)
(b)
图 1-5 齿轮有缺陷时的波形和频谱 a—局部缺陷;b—连续缺陷;fm—啮合频率 范围窄,幅值衰减较快。由上述两种缺陷的调制作用而形成的边带也不同:局部缺陷情况下, 边带范围宽,幅值小,变化平缓;连成片的缺陷情况下,边带范围窄,集中于载波峰附近, 幅值较大,衰减较快。
1.4 宽带频谱——脉冲信号、瞬态信号、随机信号
2.3.1 注意发展和变化 ……………………………………………(16)
3
2.3.2 分析振动的频率成分 ………………………………………(16) 2.3.3 分析振动的方向性和幅值稳定性 …………………………(17) 2.3.4 分析各频率成分的相位 …………………………………(18) 2.3.5 边频分析 …………………………………………………(18) 2.3.6 分析波形变化 ……………………………………………(19) 2.3.7 分析轴心轨迹 ……………………………………………(20) 2.3.8 全息谱分析 ………………………………………………(23) 2.3.9 观察随转速的变化 ………………………………………(24) 3 常见故障的识别及实例 ……………………………………(27) 3.l 不平衡 ………………………………………………………(28) 实例 l 离心压缩机不平衡 ……………………………………(30) 实例 2 压缩机不平衡 …………………………………………(31) 3.2 不对中 ……………………………………………………(32) 实例 l 压缩机组对中不良 ……………………………………(33) 实例 2 电机——发电机组对中故障 …………………………(35) 3.3 机械松动 …………………………………………………(36) 实例 l 电机不平衡及支承松动 ………………………………(38) 实例 2 发电机组汽轮机支承松动 ……………………………(39) 3.4 转子或轴裂纹 ………………………………………………(40 ) 实验 裂纹转子的振动特性及诊断 ………………………………( 41) 实例 合成气压缩机轴裂纹 ……………………………………(42) 3.5 滚动轴承 ……………………………………………………(43)
风机振动故障诊断及处理

参考文献:
[1]高智勇.张根珠.离一t2"式风饥异常振动原因分析及处理[J].热 力发电,200400):91—93,
[2]兰灿辉.一次风机振动故障的诊断与排除!J].烧结球Ⅲ,2{}02, 27(1):47—49.
第21卷第1期 2006年1月
热
能
动
力
工
程
JOURNAL 0F ENGINEERING FOR THERMAL ENERGY AND POWER
V01.21.No.1 Jan.,2006
文章编号:1001—2060(2006)01一0096—03
风机振动故障诊断及处理
陈莲芳,徐夕仁
(山东大学能源与动力工程学院,山东济南250061)
摘要:采用CSl2120双通道振动采集仪对山东临沂某电厂 风机、电动机的振动频谱及相位数据进行收集,在此基础上 对故障进行了诊断分析,找出风机产生振动的原因是电动机 与风机之间的齿型联轴器存在断齿、裂纹和齿面凹坑情况, 且联轴器裂纹是引起振动幅值随负荷显著变化的根本原因。 依据该诊断结论进行了处理,取得显著效果。该风机的振动 特征及处理过程具有代表性。给出分析、诊断的思路和处理 方法.可以为类似风机的振动诊断和处理提供参考。
图4为电动机驱动端轴承的高频频谱图,它显 示出齿轮的啮合频率为基本频率。出现此频率特征 的故障包括:齿轮胶合、疲劳和磨损等。啮合频率的 高次谐波产生是由于齿面存在多个小缺陷(如凹点) 或断齿造成,并且啮合频率及其谐波处的振幅随故 障的恶化而加大。在1、2倍的啮合频率及其谐波处 出现无限的以故障齿轮的运行频率为间隔的边带 族,且其振幅随故障的恶化而加大,此故障特征符合 齿断裂或凹坑。
基于离线振动数据分析的风电机组故障诊断
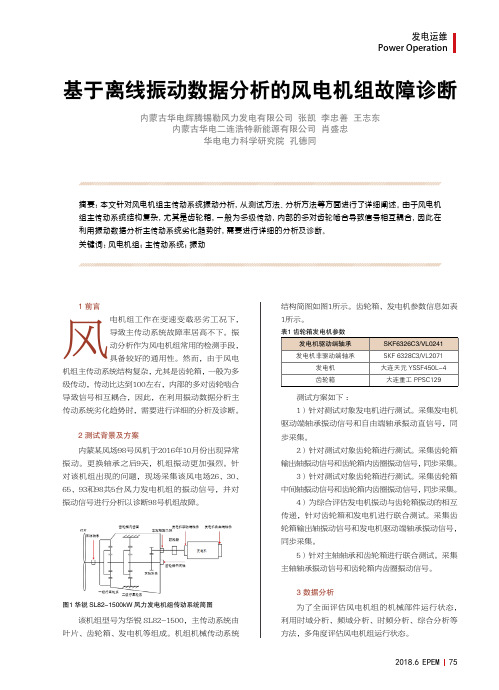
发电运维Power Operation基于离线振动数据分析的风电机组故障诊断内蒙古华电辉腾锡勒风力发电有限公司 张凯 李忠善 王志东内蒙古华电二连浩特新能源有限公司 肖盛忠华电电力科学研究院 孔德同摘要:本文针对风电机组主传动系统振动分析,从测试方法、分析方法等方面进行了详细阐述。
由于风电机组主传动系统结构复杂,尤其是齿轮箱,一般为多级传动,内部的多对齿轮啮合导致信号相互耦合,因此在利用振动数据分析主传动系统劣化趋势时,需要进行详细的分析及诊断。
关键词:风电机组;主传动系统;振动1 前言风电机组工作在变速变载恶劣工况下,导致主传动系统故障率居高不下。
振动分析作为风电机组常用的检测手段,具备较好的通用性。
然而,由于风电机组主传动系统结构复杂,尤其是齿轮箱,一般为多级传动,传动比达到100左右,内部的多对齿轮啮合导致信号相互耦合,因此,在利用振动数据分析主传动系统劣化趋势时,需要进行详细的分析及诊断。
2 测试背景及方案内蒙某风场98号风机于2016年10月份出现异常振动。
更换轴承之后9天,机组振动更加强烈。
针对该机组出现的问题,现场采集该风电场26、30、65、93和98共5台风力发电机组的振动信号,并对振动信号进行分析以诊断98号机组故障。
结构简图如图1所示。
齿轮箱、发电机参数信息如表1所示。
表1 齿轮箱发电机参数图1 华锐Sl82-1500kw风力发电机组传动系统简图该机组型号为华锐SL82-1500,主传动系统由叶片、齿轮箱、发电机等组成。
机组机械传动系统测试方案如下:1)针对测试对象发电机进行测试。
采集发电机驱动端轴承振动信号和自由端轴承振动直信号,同步采集。
2)针对测试对象齿轮箱进行测试。
采集齿轮箱输出轴振动信号和齿轮箱内齿圈振动信号,同步采集。
3)针对测试对象齿轮箱进行测试。
采集齿轮箱中间轴振动信号和齿轮箱内齿圈振动信号,同步采集。
4)为综合评估发电机振动与齿轮箱振动的相互传递,针对齿轮箱和发电机进行联合测试。
外高桥电厂一次风机和定冷泵振动故障诊断
1 ’ f 叩 f
’ 1 I’ '胃 r
图 5定冷泵 电机 M2 测点振动波形频谱 图 H
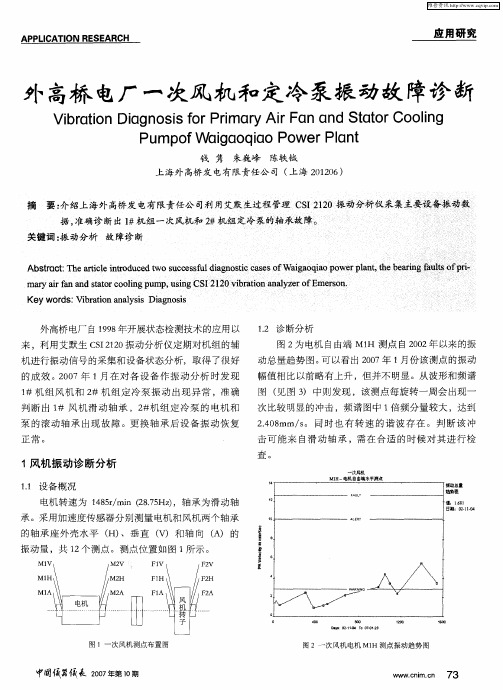
可 07 月份该测点的振动 机进行振动信号 的采集和设备状态分析,取得 了很好 动总量趋势 图。 以看出 20 年 1 的成效 。 0 7 1 2 0 年 月在对各 设备作 振动分析 时发 现
幅值相比以前略有上升 ,但并不明显 。从波形和频谱
图 ( 图 3 中则发现 ,该测点每旋转一周会 出现一 见 ) 次 比较明显的冲击 ,频谱图中 1 倍频分量较大 ,达到 2 0m s 。 8 m/ 。同 时也有 转速 的谐 波存 在 。判断该 冲 4
—
maya — r if ra n
s tr o l gp m s gC I 1 0 i t o oi u p i S 2 a c n , n u 2 v
,
dnisfiqro t glf- l syzegiswp,b tp io caoa Emep.rner fs r a a, roooneate |uoi gtQnn aW f ao l h a | cel s a
li i Il “ I I 盥
电机频率为 25rr n( . H ) 90/ i 4 1 z,电机端轴承型 a 93 号为 S F 33 K 61 ,定 冷泵端轴承型号为 S F 37 K 60 。采用 加速度传 感器分别 测量两个轴 承 的轴 承座外壳水 平 () H 、垂直 () 和轴 向 () 的振动量 ,共 1 V A 2个测 点。测点位置如图 4 所示 。在进行普通的波形频谱分
M 1 V M1 H
CSI振动分析仪用于纸厂状态监测的实例

∞
∞
∞
∞
C I 动分 析 仪 用 于纸 厂 状 态 监 测 的实例 S振
翁建 忠
摘要 以实例介 绍 C I S 振动分析仪在 纸厂设备故障诊断 中的应用及其效果。
关键词 振动分析仪 纸厂 设备 监测 中 图分 类 号 T 7 4 S 3 文献 标 识 码 B
20 0 5年 9月 1日 3 真空泵齿轮箱输 入轴 的 P av e 势 eku 趋
突然上 升 , 幅值从 3 g上升 到 2g左右 ( 4 , 通的振动趋 势 7 图 )普
没 有 明 显 变化 ( 5 。 图 )
从 损坏 的中 间轴 轴承来 看 ,轴 承进 水是 引起 P ave趋 eku
1 . 5 1 . 0
20 04年 1 0月 1 8日, 机械维修停机时检查 了 4 9与 5 号烘 1 缸传动侧 的虹吸管 ,4 9号烘缸传动侧 的虹吸管没有损坏 , 5 而 1
n5
0
…
f
lo 00
Hz
J
号烘缸传动侧的虹吸管 已经 断裂 。 笔者在 纸厂通过 C I 动分析仪发现 了上百个轴 承故障 , S振 限于篇幅 , 在此就不一一列举 了。 该分析仪除了可以准确检测轴 承故障外 , 还可 以检测出诸如不平衡 、 不对 中、 松动、 摩擦 、 裂纹 、 齿轮缺陷等不同类 型的故 障。 另外 , S 振 动分析仪还具有瞬态 CI
以准确判断轴承故障的发展进程。 下面介绍纸厂应用 的实例 , 供 参考。 案例 1 后段烘缸展开辘中间轴轴承故障
20 0 5年 l O月 2 日该 中间轴轴 承 的 P a ve趋势 突然上 0 ek u
3
2
趋势
振动检测在煤矿通风设备故障诊断中的应用

结束语
本文所论述内容不限于煤矿通风设备的 诊断,其他旋转类机械也可参照进行检测。
由于水平有限 欢迎批评指正
振动检测在煤矿通风设备故障 诊断中的应用
机制F0908 张高杰
振动检测在煤矿通风仪器与参数选择 (3)诊断标准 (4)结果分析 • 实例分析
研究背景
意义:煤矿通风设备是煤矿机械的四大组成 部分之一,其运行状态的好坏对安全生产 有着中有重要的意义,对其检测十分重要。 现状:矿山设备的维修通常采用定期维修的 方法,这种方法需要停机,维修时间长, 费用高。
诊断标准与结果分析
根据ISO2372旋转机械振动速度标准的规定, 矿山机械的状态标准详见下表。 将测量结果与诊断标准对照,即可得出运行状 态。
实例分析
一台矿井用通风机,工作噪声很大,采 用HG2504测振仪进行检测,其结果如下:
结果分析
振动速度最大值已远超过11.2mm/s的极限值说明风机 故障非常严重,应停机维修。风机的轴承振动值远大于电 动机与增速器的振动值,说明故障在于风机。 其径向振动比较大,尤其以水平方向为甚,可判断风 机叶轮以破坏。风机两端轴承振动值相差较大,轴承在 振动中加速度达89.7,不平衡振动在此方向上冲击力很大, 说明轴承已经损坏。反之,由于轴承损坏,加速了转子偏 离旋转中心,加速不平衡振动,造成位移与速度值异常。 通过以上分析诊断为:第一、转子严重不平衡 第二、轴承已损坏
诊断对象
诊断对象为矿山机械的通风机,主要有 电动机、增速机和风机三部分组成,三者 通过联轴器连接。
测量仪器与参数选择
V 采用测量振动位移(P-P)、速度( rms ) 和加速度(Gp)值的测量仪。 在每一个测试点的垂直、水平和轴向三 个方向测量位移和速度,分析机器低、中 频类的故障(基础震动、不平衡、不对称 等)。 测试点分布图
基于振动特征的风机叶片故障检测与诊断方法
基于振动特征的风机叶片故障检测与诊断方法随着风能的开发和利用,风机作为风能转换的重要设备,其正常运行对风电场的发电效率和经济效益有着重要影响。
然而,由于外界环境和长期运行等因素的影响,风机叶片容易出现各种故障,如裂纹、疲劳断裂和松动等。
这些故障如果不能及时发现和诊断,可能会导致严重的事故和设备损坏,因此风机叶片故障的检测和诊断显得尤为重要。
近年来,基于振动特征的风机叶片故障检测与诊断方法得到了广泛关注和应用。
振动信号是风机叶片故障的重要特征之一,通过对叶片振动信号的分析可以有效地识别和判断叶片故障类型和程度。
下面将介绍几种常用的基于振动特征的风机叶片故障检测与诊断方法。
一、时域振动特征分析法时域振动特征分析法是一种常用的风机叶片故障检测与诊断方法。
该方法主要是通过对风机叶片振动信号的时域波形进行分析,提取出其中的故障特征信号。
常用的时域振动特征包括峰值、波形、振幅等。
通过对这些特征进行统计和分析,可以准确地判断叶片是否存在故障以及故障类型和程度。
二、频域振动特征分析法频域振动特征分析法是另一种常用的风机叶片故障检测与诊断方法。
该方法主要是通过对风机叶片振动信号进行频谱分析,得到叶片振动频率和振动幅度的分布情况。
常用的频域振动特征包括频谱图、功率谱密度和谐波分析等。
通过对这些特征进行分析,可以判断叶片是否存在频率异常或振动幅度异常,从而判断叶片是否存在故障。
三、小波变换分析法小波变换分析法是一种较新的风机叶片故障检测与诊断方法。
该方法主要是通过对风机叶片振动信号进行小波分析,得到叶片振动信号的时频特性。
通过对时频特性进行分析,可以提取出叶片振动的瞬时能量和频率分布情况,从而判断叶片是否存在异常振动和故障。
四、模式识别方法模式识别方法是一种较为高级的风机叶片故障检测与诊断方法。
该方法主要是通过建立风机叶片振动特征和故障类型之间的模型,利用相关算法对叶片振动信号进行分类和诊断。
常用的模式识别算法包括神经网络、支持向量机和朴素贝叶斯等。
数据分析方法在工业设备故障诊断中的应用教程
数据分析方法在工业设备故障诊断中的应用教程随着工业设备的智能化程度不断提高,设备故障诊断成为了工程师们面临的重要挑战之一。
传统的故障诊断方法往往需要繁琐的人工操作和大量的试错实验,而且往往耗时耗力。
然而,随着数据科学的快速发展,数据分析方法在工业设备故障诊断中的应用逐渐成为一种高效、准确的诊断手段。
本文将介绍一些常见的数据分析方法,并详细说明如何将其应用于工业设备故障诊断中。
一、故障诊断的基本方法在介绍数据分析方法之前,我们需要了解一些基本的故障诊断方法。
通常,故障诊断可以分为以下几个步骤:1. 故障检测:通过监测设备的传感器数据,判断设备是否存在故障。
常用的方法包括统计分析、峰值检测和模型匹配等。
2. 故障分类:将检测到的故障进行分类,确定故障的类型和程度。
通常采用模式识别、特征提取和机器学习等方法。
3. 故障定位:确定故障发生的位置,帮助维修人员准确定位故障点。
常用的方法包括信号处理、模型推理和故障树分析等。
4. 故障预测:根据设备的运行状态和历史数据,预测可能发生的故障,提前采取措施避免故障的发生。
常用的方法包括时间序列分析、模型预测和人工智能等。
二、数据分析方法在故障诊断中的应用1. 统计分析:统计分析是最常见、最基础的数据分析方法之一。
通过对设备的传感器数据进行统计计算,可以获得设备的运行状态、变化趋势等信息。
例如,通过计算设备的平均值、方差和标准差,可以判断设备是否正常工作。
此外,统计分析还可以用来检测异常数据,帮助发现潜在的故障。
2. 特征提取:特征提取是将原始数据转化为有意义的特征向量的过程。
通过选择适当的特征,可以提高故障诊断的准确性和效率。
常用的特征提取方法包括主成分分析、小波变换和奇异值分解等。
例如,在汽车故障诊断中,可以通过提取引擎转速、进气温度和油压等特征,判断发动机是否存在故障。
3. 机器学习:机器学习是一种能够自动从数据中学习模式和规律的方法。
在工业设备故障诊断中,机器学习可以通过训练模型,自动识别设备的故障类型和程度。
冷冻水泵振动异常分析
冷冻水泵振动异常分析摘要:本文详细叙述了对冷冻水泵的一种故障进行分析诊断的全过程,从而说明在企业开展设备状态监测的重要意义。
关键词:冷冻水泵振动频谱诊断前言:冷冻水泵作为一种提供制冷机冷量传输的设备,在烟草行业的生产过程中是相当的重要,冷冻水泵故障将导致整个企业的空调系统无法正常调控生产车间环境温湿度,从而影响产品质量。
我公司2010年二期技改项目采用流量EBARA的冷冻水泵配合运行,10月分投入运行。
冷冻水泵的连接方式采用弹性联轴器连接,该冷冻水泵2010年10月投入运行。
我公司采用艾默生的CSI-2130状态监测分析仪进行设备的状态监测及故障诊断,在生产过程中的设备管理起到了很好的效果。
一、故障现象根据对冷冻水泵的振动趋势分析,发现电机自由端水平方向、垂直方向的振动峰值超出故障设置值,并且根据维修工日常设备巡检反馈冷冻水泵的异常声响在加大,因此对这台水泵我们进行了更进一步的分析。
利用CSI-2130状态监测仪进行振动监测发现:M1H、M1U测点出现了振动异常值,M2H、M2V、P1H、P1V2的振动幅值有明显小幅上升。
二、振动分析从振动的趋势管理可以明显的看出,M1H、M1U振动幅值已经超过了设定的故障值,M2H、M2V振动幅值也超过了报警值,且M1H、M1U、M2H、M2V振动幅值有逐步攀升趋势。
因此侧重分析M1H、M1U两个测点,频谱图如下:对这2张频谱图进行重点分析,可以看出在高倍频部位出现了冲击,根据资料可判断为轴承出现故障。
三、故障处理维修工对冷冻水泵电机自由端的轴承进行拆卸检查,发现润滑油存在变质,将轴承拆卸后,手动转动轴承有存在敲击感,证明经过振动分析的故障诊断是正确的。
更换了轴承之后,异常声音消失了,利用CSI2130仪器重新检测M1H、M1U振动幅值恢复正常,说明故障诊断及故障处理的正确性。
并对M1H测点进行测量并作出前后对比图,如下:四、结论企业在利用先进的状态监测技术,例如振动分析、油液分析、温度测量等手段进行设备运行状态进行分析,提前预知设备的故障,做好设备的维修保养工作,说明了状态监测的重要性。
机械系统振动监测与故障诊断方法
机械系统振动监测与故障诊断方法引言机械系统的振动是指机械元件或部件在运动过程中产生的周期性或非周期性的震动现象。
振动会导致机械系统的运行不稳定,降低系统的工作效率,甚至引发故障。
因此,对机械系统的振动进行监测和故障诊断是非常重要的。
本文将介绍机械系统振动监测与故障诊断的一些常见方法。
一、振动传感器的应用振动传感器是一种用于测量机械系统振动的装置,常见的振动传感器包括加速度传感器、速度传感器和位移传感器。
加速度传感器常用于测量机械系统的振动加速度,速度传感器则用于测量振动速度,位移传感器用于测量机械系统的振动位移。
二、频谱分析方法频谱分析是一种常见的振动信号处理方法,可用于对机械系统的振动信号进行分析。
通过将振动信号转换为频谱图,可以清晰地观察到振动信号在不同频率上的能量分布情况。
频谱分析可以帮助工程师判断机械系统振动的原因,例如确定是否存在某个特定频率的共振点。
三、时域分析方法时域分析是通过分析振动信号在时间域上的波形特征来判断机械系统的振动情况。
时域分析可以通过计算信号的均值、方差、峰值等参数来评估振动信号的特性。
通过时域分析,工程师可以了解振动信号的幅值、周期、频率等信息,从而判断机械系统是否存在振动问题。
四、振动特征提取方法振动特征提取是通过对振动信号进行数学运算和处理,提取出能够反映机械系统振动特征的特征参数。
常见的振动特征参数包括峰值、脉冲指数、裕度、峭度等。
通过提取振动特征参数,可以更准确地诊断机械系统的故障原因。
五、人工智能在振动监测与故障诊断中的应用近年来,人工智能技术在振动监测与故障诊断中得到了广泛的应用。
通过使用机器学习算法和深度学习模型,可以从大量的振动数据中学习并建立模型,实现对机械系统的状态识别和故障预测。
人工智能的引入可以大大提高振动监测与故障诊断的准确性和效率。
六、实时监测与远程诊断技术实时监测与远程诊断技术是指利用物联网和远程通信技术,对机械系统的振动进行实时监测和故障诊断。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
略有上升 , 但并不 明显。该测点每旋转一周会 出现一 次 比较 明 显 的冲击( 2 , 图 )是较 为明显的轴承故障特征 。 春节期问停机检 查, 发现该滑动轴承有 明显的剥落故 障。
32 . Z8 24 .
20 .
、
风机振 动诊断分析
l - 6 1 . 2 08 . 04 - 0 0 lo 0 0
1 . 滚动轴承 出现故障时 , 振动信号多呈现 调制特征 , 对此调 制信号进行解调是滚动轴承故 障诊断的主要途径 。但在噪声的 干扰下 , 传统的方法有时难 以诊断。实验结果证明 , 时延相关解 调法 能够很好地抑制噪声 , 能够准确地诊断 出滚动轴承的故 障。 2相对于轴承外 圈故障而言 , . 轴承 内圈故障更难诊断 。 这是 由于轴承外圈故障引发 的脉 冲经轴承座直接传至振动加速度传 感器 , 故障特征信号能量引发的脉 冲能量也较 强 , 故轴承的外圈 故障也较易检测到 。 而轴承内圈出现故障时 , 该故障引发的脉 冲 冲击首先要经过滚动体 , 然后再 由滚动体将这个 冲击传递出去 ,
20 0o
1 . 设备概况
电机转速为 18r i(4 5 z , 4 5/ n 2 . H )轴承为滑动轴 承。 m 7 采用加 速度传感器分别测量两个轴承座外壳水平 、垂直和轴向 3 个方 向的振动量。测点位置如图 1 所示 。
2 断分析 . 诊
从 电机 自由端 M1测 点 水 平 方 向
S F 3 3 定冷 泵轴承型号为 S F 3 7 K 6 , 1 K 6 0 。采用加速 度传感器分别 测量两个轴承的轴承座外壳水平 、垂直和轴向 3 个方 向的振动 量。 测点位置如图 3所示。在进行普通 的波形频谱分析的同时 , 还利用 了 C I S 的专利技术 P a uT对轴承进行状态监测。 ek V e M
2 0 ,8 1 :0 — 1 0 3 1( )1 9 13 W 0 .1 2 71 — 5
作者通联 : 李冬梅
信箱 6 0 3 10 1
四川成都 西南交通大学( 九里校 区)5 28
即它存在着更多的传递环节 ,因此振动信号 中的脉冲冲击成分
并不明显 。但时延相关解调法无论对轴承的内圈故 障还是外圈 故障都 能很好地诊断。
四、 论 结
版社 ,9 6 1 9
参考文献
1 梅宏斌 . 动轴承振动监测与诊断 理论 ・ 滚 方法・ 系统 . 】 [ . M 机械工业 出 2 李国华 , 张永忠. 机械故障诊断【 】 M. 化学工业出版社 ,9 9 19
3 Mca d n Th irt n p o u e y a i ge p i t eet n fd e P D. e vb ai rd c d b sn l on d fc i o
5 0
l0 o
10 5
20 0
m
20 5
30 0
30 5
4O O
年 1月份 该测 点 的
振动 幅值 相 比 以前
图 1 风机测点布置 图
图 2 风机 电机 M1 测点水平方向波形频谱 图
图8 的时延相关解 调谱 图中可 以清楚地看 到内圈故障特征频率 10 H 处有 凸峰 以及其 23 4. z 4 、 倍频均可 清晰地凸显出来 ,说 明 轴承 内圈出现故障。且与轴承包络谱相 比, 噪声影响较小 , 更具 有优势 , 能更好地诊断轴承 外圈故障。
E mal d n me 1 @ 1 3c m - i: o g i6 6 .o
( 编辑
王
其]
圈 设 — 与 _ 27 1 _ 瑶 维 0 №1 0
维普资讯
二 、 冷 泵 振 动 诊 断 分 析 定
1 . 设备概况 电机 转 速 为 2 5 d i (91H ) 电机 端 轴 承 型 号 为 90 m n 4 . z , 3
a ln lm n er g 【】 ora f Su d a d irt n 94, oi r l g e e tb a n J. u l o n n Vba o , 8 e i J n o i 9( ) 98 6 1 :6 — 2
4 Mca d n P T e vb t n p o u e b l pe p it ee t i fd e D. i r i rd c d y mut l n d fcs n h a o i o
a rin lm n baig ]ora o u d a d Vb t n 9 5 9 ol gee e t er [ . u l fS n ir i ,8 ,8 i n JJ n o n a o
( )2 3 2 3 2 :6 — 7
5 寇惠 , 原培新. 故障诊断中的振 动信号处理. 冶金工业 出版社 , 8 19 9 6 孟涛 , 明夫 . 廖 齿轮故 障诊断的时 延相关 解调法 【 . 空动力学 报 , J航 】
自 20 0 2年 以 来 的 振 动 总 量 趋 势 图
中 ,可 以 看 出 20 07
1 . 6 1 . 2 08 .
故障
岛 I - 子 转 机 风 ]
凡 用
04 . 00 . 州 n8 12 . l l 6 20 - 0
. 一 一 —
维普资讯 ຫໍສະໝຸດ 利用 C I 0 S 2 振动分析仪诊断风机和定冷泵故障 1 2
钱
摘要
隽
朱巍峰
陈轶钺
利用 C I2 2 S 10振动分析仪采 集设备振动数据 , 准确诊 断 出风机和定冷泵的轴承故障。 故障诊 断 轴承
文献标识码 B T 31 P 9
关键词 振动分析仪
中图分类号
外高桥 电厂 自 19 年开展状态监测技术的应用以来 , 98 利用 艾默生 C I22 S 10振动分析仪定期对机组进 行振动信号 的采 集 和设备状态分析,取得 了很好的成效。20 年 1 07 月在对各设备 作振动分析时发现 1风机和 定冷泵振动 出现异常 , 经诊断准 确判断 出 1风机 滑动轴承 , 2 定冷泵 的滚动轴承 出现 故障 , 更 换轴承后设备振动恢复正常。