铸铁平台平面度检测方法
平面度测量方法

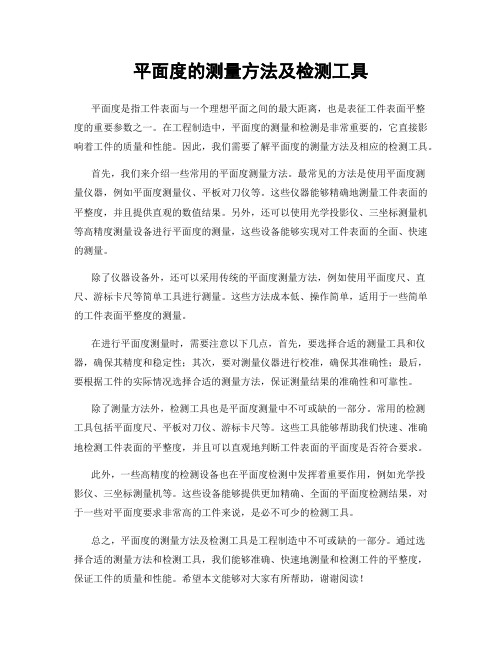
强力磁铁高度规测量来自法1、将钣件固定在带有强力磁 度规放置在水平平台上; 2、把百分表固定在高度规上 3、把百分表的触头接触到钣 游标,使百分表的表针显示 4、移动高度规的底座,使百 置,读取百分表显示的数值
百分表
测量方法:
、将钣件固定在带有强力磁铁的水平平面上,将高 度规放置在水平平台上;
、把百分表固定在高度规上; 、把百分表的触头接触到钣件表面,调整高度规的 游标,使百分表的表针显示至0.50mm的位置; 、移动高度规的底座,使百分表移动至需测量的位 置,读取百分表显示的数值,再计算数值。
平面度的测量方法及检测工具
平面度的测量方法及检测工具平面度是指工件表面与一个理想平面之间的最大距离,也是表征工件表面平整度的重要参数之一。
在工程制造中,平面度的测量和检测是非常重要的,它直接影响着工件的质量和性能。
因此,我们需要了解平面度的测量方法及相应的检测工具。
首先,我们来介绍一些常用的平面度测量方法。
最常见的方法是使用平面度测量仪器,例如平面度测量仪、平板对刀仪等。
这些仪器能够精确地测量工件表面的平整度,并且提供直观的数值结果。
另外,还可以使用光学投影仪、三坐标测量机等高精度测量设备进行平面度的测量,这些设备能够实现对工件表面的全面、快速的测量。
除了仪器设备外,还可以采用传统的平面度测量方法,例如使用平面度尺、直尺、游标卡尺等简单工具进行测量。
这些方法成本低、操作简单,适用于一些简单的工件表面平整度的测量。
在进行平面度测量时,需要注意以下几点,首先,要选择合适的测量工具和仪器,确保其精度和稳定性;其次,要对测量仪器进行校准,确保其准确性;最后,要根据工件的实际情况选择合适的测量方法,保证测量结果的准确性和可靠性。
除了测量方法外,检测工具也是平面度测量中不可或缺的一部分。
常用的检测工具包括平面度尺、平板对刀仪、游标卡尺等。
这些工具能够帮助我们快速、准确地检测工件表面的平整度,并且可以直观地判断工件表面的平面度是否符合要求。
此外,一些高精度的检测设备也在平面度检测中发挥着重要作用,例如光学投影仪、三坐标测量机等。
这些设备能够提供更加精确、全面的平面度检测结果,对于一些对平面度要求非常高的工件来说,是必不可少的检测工具。
总之,平面度的测量方法及检测工具是工程制造中不可或缺的一部分。
通过选择合适的测量方法和检测工具,我们能够准确、快速地测量和检测工件的平整度,保证工件的质量和性能。
希望本文能够对大家有所帮助,谢谢阅读!。
平面度检测的方法和步骤
平面度检测的方法和步骤平面度检测是一种广泛应用于工程领域的测量方法,它用于评估一个物体表面的平整程度。
本文将介绍平面度检测的方法和步骤,并探讨其在工业生产中的重要性。
一、仪器和设备进行平面度检测需要使用特定的仪器和设备,下面是一些常用的工具:1. 平面度测量仪:包括平装和仪表两种类型。
平装采用具有平面度测定功能的平度尺进行测量,而仪表则利用电子传感器或光学系统来测量平面度。
2. 平度尺:通常由金属或玻璃制成,具有高度平整的表面,用于快速测量物体的平面度。
3. 其他辅助工具:如支撑平台、移动输送带等。
二、步骤下面是一般情况下进行平面度检测的步骤:1. 准备工作:首先,确定需要进行平面度检测的物体。
确保物体表面干净,没有杂质或损坏,以避免对测量结果的影响。
2. 安装平面度测量仪:将平面度测量仪的传感器固定在物体表面上,确保其位置准确稳定。
根据需要,可以使用支撑平台或移动输送带来调整物体的位置和姿态。
3. 进行测量:启动平面度测量仪,并按照其操作指南进行操作。
一般来说,仪器会自动扫描物体表面,并给出测量结果。
在此过程中,保持物体的稳定,避免震动和外界干扰。
4. 分析结果:得到平面度测量结果后,对其进行分析。
如果物体表面的平面度符合要求,可以进行下一步工作;如果不符合要求,则需要采取相应的措施来调整或修复。
5. 纪录和输出:将测量结果记录下来,并根据需要输出相应的报告。
有些平面度测量仪还可以将数据导出到电脑或其他设备中进行进一步处理和分析。
三、平面度检测的重要性平面度是许多工程项目中常常需要关注的一个指标。
一个平整的表面可以保证多个零件或组件之间的精确配合,从而提高产品的性能和品质。
平面度检测可以帮助找出表面平整度不达标的问题,及早调整和修复,避免后期出现更严重的质量问题。
此外,平面度检测对于某些工艺过程也是必不可少的。
例如,在制造平面密封件时,需要保证其表面平整度,以确保密封效果和防漏性能。
通过进行平面度检测,可以及时发现并解决潜在的质量问题,从而提高生产效率和产品质量。
平面度最小区域法在铸铁平板检测中的应用

3)按通用平板精度等级要求 1500×1000平板一级 △≤±12 um一一一一GB4986—85
符合一级平板要求 4)据研点数校验估算 研点数为20点以上。(标准规定一级平板不得低于25点) 结论:应用框式水平仪进行打点测量,应用最小区域法进行计算,可较精确判定铸铁平板精度。在无专门检测工具情 况下应用此法可得到较满意的效果。
第12卷年5期 2003车lO月
高等职业教育一天津职业大学学报
Higher voc撕。吼Educ捌on—Jollmal ofTi毗j她Profcssianal conoge
、,olIl2.No.5 oct,2003
单面度最小区域法在铸铁单根楦测中的应用
沈兴东 李富来 (天津职业大学, 天津300402)
参考文献: [1】GB4986—85铸铁平板
【2】刘巽舡形状和位置公差【MJ北京:机械工业出版社.2000 7 口1廖念钊互换性与技术测量fMl.北京:中国计量出版社,1997 i0
[责任编辑:董刚】
AppUca咖n ofthe Me恤od of the Mininum ZoⅡe ofthe Pl蛆。枷ty oⅡthe Exam血e C船t ImⅡPIaⅡe衄bk SHEN X崦-d∞g LI Fu一场
(TiaⅡjin Pro盘踞ional coucgc,Thnjjn 300402,chi矾) Ab蛐'“:Thc p叩盯llscd thc sinlple mcas嘶ng·t001.me Mini咖m z∞e Me山od ofthe pi柚oal时is岫ed on me Exa“ne c私t IⅫ1
直线度为O 0088mm符合精度要求。
2)由于数据的相对性,在原始数据上进行旋转以确定最小区域。旋转量如图3
铸铁测量平板的使用
铸铁测量平板的使用什么是铸铁测量平板?铸铁测量平板是一种用于检测平面度和垂直度的高精度量具,通常用于机床、模具、夹具等工业领域的精密加工中。
铸铁测量平板表面硬度较高,且不会留下痕迹,因此非常适合进行高精度测量。
铸铁测量平板的种类铸铁测量平板可分为两种:精密平板和工作平板。
精密平板精密平板是一种高精度的测量工具,通常用于检测加工件的平面度和垂直度,并可用于校正或校验测量设备和工具。
精密平板的表面通常经过磨光和打磨,表面光滑度较高。
工作平板工作平板同样用于检测加工件的平面度和垂直度,但通常不需要像精密平板一样进行精细的研磨和打磨。
工作平板表面略带颗粒感,用于检测工件平面度时,可使用颜色对比垫片来判断工件表面的平整度。
铸铁测量平板的使用方法1.在使用铸铁测量平板前,先要清洁平板表面,以确保其表面干净,并防止与工件表面贴合不紧密。
2.将平板放置在水平的工作台上,在平板表面两端分别放置检测工件。
3.使用测试指针(高度规、游标卡尺等)对工件表面进行检测,并记录测量数据。
4.在使用过程中,要尽量避免摔打或碰撞铸铁测量平板,以免破坏其精度。
铸铁测量平板的维护与保养1.定期使用高精度石英表或水平仪检测铸铁测量平板的水平度,并校正水平度误差。
2.在使用前,要检查平板表面是否有深度划痕或凸凹不平的情况,并及时进行维修和研磨。
3.经常使用的铸铁测量平板,应当每半年对其进行仔细的清洁和保养,并在表面涂上薄薄的防锈油,以保持平板的表面质量和精度。
总结铸铁测量平板是一种用于检测平面度和垂直度的高精度测量工具,其使用方法简单,但需要注意平板的维护和保养。
在工业制造中,安全和精度是至关重要的,因此正确使用铸铁测量平板并定期检测和维修,是确保精密加工质量的重要保证。
如何评定铸铁平板和铸铁平台的误差

如何评定铸铁平板和铸铁平台的误差实际工作中经常会遇到这样的问题怎样评定铸铁平板和铸铁平台的误差,下面泊头市盛利铸造量具有限公司给各位新老客户朋友讲解用于确定理想平面方位的原则问题。
铸铁平板和铸铁平台的误差平面度误差是指被测实际表面对理想平面的变动量。
在确定变动量大小时,理想平面相对于实际表面的具体方位起着决定性作用,因为不同方位的理想平面与实际表面上各点的距离是不同的。
用于确定理想平面方位的原则如下:1、最小条件原则用两个平行的理想平面包容实际表面,并使两理想平面间的距离为最小,此最小距离为平面度误差值。
2、贴切原则用一个理想平面与实际表面相切,且与实际表面之间的最大距离为最小,此距离为平面度值3、最小二乘方原则将一个理想平面按实际表面的趋向,置于实际表面的中部,并使实际表面上各点到理想平面的距离平方和为最小,以这个最小二乘方中心平面作为评定基面,各测点对此平面偏差中最大值与最小值之差为被测表面平面度误差值。
4、对角线原则以通过被测表面的一条对角线而平行于另一条对角线的平面作为评定基面,各测点对此平面偏差中最大值与最小值之差为被测面平面度误差值。
5、环线法原则利用测量闭合环的平差原理,使各被测点平差后的新位置到测量基面的距离变为各点相对于理想平面的距离。
这时理想平面就是通过原点的自然水平面。
6、三点法原则规定理想平面通过实际表面上相距最远且不在一条直线上的三点形成的平面为评定基面,以各测点距此平面偏差中最大值与最小值之差为所求被测表面的平面度误差值。
7、最大直线度原则以实际表面任一截面最大直线度误差作为平面度误差值。
铸铁平板和铸铁平台的局部误差铸铁平板(铸铁平台)的局部误差是指平板工作面局部平面度加工质量,包括工作面加工的微观质量和工作面小范围内的局部畸变。
所谓加工的微观质量是指加工表面极小间距微小峰谷不平度,即表面粗糙度。
表面微观质量好,耐磨损,平板使用寿命高。
而工作面小范围内的局部畸变是指加工表面不平整、有变形。
平面度检测方法

平面度检测方法平面度是一个物体表面平整程度的指标,对于某些需要高精度加工的工件来说,平面度是一个非常重要的参数。
因此,需要对工件的平面度进行检测,以保证产品质量和工艺精度。
下面将介绍几种常见的平面度检测方法。
1. 直尺法。
直尺法是一种简单直观的平面度检测方法,它适用于一些表面较大的工件。
具体操作方法是将一根较长的直尺或平板放置在被检测的表面上,通过目视或使用游标卡尺等测量工具,来检测工件表面与直尺之间的间隙。
通过测量不同位置的间隙值,可以初步判断工件的平面度情况。
2. 对角线法。
对角线法是一种利用对角线测量工件平面度的方法。
具体操作方法是在工件的表面上绘制两条相交的对角线,然后使用测量工具(如游标卡尺、激光测距仪等)测量对角线的长度,通过对角线长度的差异来判断工件的平面度情况。
这种方法适用于一些较小的工件,对角线长度的测量精度较高。
3. 光栅法。
光栅法是一种利用光栅投影仪来检测工件平面度的方法。
光栅投影仪会在工件表面投射一系列平行的光栅线,然后通过光电传感器来测量光栅线在不同位置的偏移量,从而计算出工件表面的平面度。
这种方法适用于对工件平面度要求较高的情况,具有较高的测量精度和稳定性。
4. 数字化测量法。
数字化测量法是一种利用三维坐标测量仪或激光三维扫描仪来进行工件平面度检测的方法。
这种方法可以实现对工件表面的全面扫描和测量,通过数学算法对测量数据进行处理,得出工件表面的平面度情况。
数字化测量法适用于对工件平面度要求非常高的情况,可以实现对工件表面微小偏差的精确测量。
总结。
以上介绍了几种常见的平面度检测方法,每种方法都有其适用的场景和特点。
在实际工程中,可以根据工件的大小、精度要求、测量环境等因素选择合适的平面度检测方法。
通过科学合理的平面度检测方法,可以有效保证工件的加工质量和精度,提高产品的竞争力和市场占有率。
铸铁平尺使用与检验方法

铸铁平尺使用与检验方法企业自行检测铸铁平尺需要具备的条件:1、需要有2名以上拥有计量检定证的计量检定员。
(项目:铸铁平尺检定资格)。
2、首先需要有铸铁平尺检定装置:电子水平仪和桥板,1、2级铸铁平尺用分度值0.01mm/m的合像水平仪也是可以。
3、如果对外铸铁平尺检定还要提供建标报告的技术资料(包括:复查申请书、履历书、技术报告,铸铁平尺测量不确定度评定等)。
4、等建标申请批准后,市局下发计量标准证书后方可开展铸铁平尺检定工作。
铸铁平尺常常会因为使用不当造成过早的损坏或精度出现误差,所以我们在使用铸铁平尺时一定要注意正确的使用铸铁平尺,以延长铸铁平尺使用寿命。
使用铸铁平尺时,平尺要经拿轻放,放正放稳,不许在测量设备表面上将铸铁平尺的工作面拖来拖去。
在敲打垫铁时,必需将铸铁平尺拿起。
检验设备时应用力均匀地紧靠在设备工作面上。
铸铁平尺从低温拿到高温处时,不应立即使用。
使用完后,要用细白布擦净,并涂上一层机油,放入盒内,妥善保存。
用铸铁平尺研磨铸铁平板时尽可能选用桥型平尺,因其结构牢固,不易变形,且较重,拖研时能紧贴铸铁平板,使接触斑点真实可靠。
且桥型平尺较宽,与平板接触面积较大,有利于刮研铸铁平板的修理。
桥型平尺的选择时尽可能选用分别比铸铁平板的对角线、长边、短边稍长一点的三把铸铁平尺,太长太短均不利于铸铁平板的修复,太长会在拖研时两头下沉使铸铁平板变凸,太短会使铁平尺重复在平板中心研刮而使平板变凹。
铸铁平尺只要能保证应有的直线度,而对外观质量并无严格要求。
平板研磨时,拖研距离不宜太长,一般不超过100mm,如果选用铸铁平尺的长度明显大于所拖研的平板截面,则拖研距离不要缩小。
研磨平板时,不应在平尺上向平板外加压力,而应以铸铁平尺自身重量紧贴铸铁平板,在平行平板方向上施力拖拉铸铁平尺,以便产生真实可靠的接触斑点。
如果刮研铸铁平板短边方向直线度误差明显大于长边方向直线度,则在修复对角线直线后应先修复短边直线度,再修复长边直线度,这样更为合理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸铁平台平面度检测方法
平面度误差是指被测铸铁平台表面对理想平面的变动量,而理想平面的方位应符合最小条件,即其方位应使被测铸铁平台表面对理想平面的最大变动量为最小。
铸铁平台的平面度要求很高,在使用之前要测量平面度是否达到国家的标准,在检测合格以后才能够投入使用。
在机械的制造中,经常会遇到使用铸铁平台来检验工件的平面度、平直度以及角度的公差值。
1、图解法:所谓图解法是一种几何作图求解法。
它是以铸铁平台各测点的测量值按比例在进角坐标系上描点,用作图方式从坐标图上量取铸铁平台平面度偏差值。
它有简单、直观的优点,但该法需用坐标纸准确作图,且有作图误差,适合现场使用。
2、旋转法:旋转法是将铸铁平台基面经过适当变换(旋转或平移),使测量基面和评定基面重合,获得符合最小条件的位置,通过测量数据的交换获取铸铁平台平面度误差。
该法不需使用绘图或计算工具,有简便易行的优点,具体操作时常需做多次旋转,对不熟练者效率不高。
但该法是最基本的方法,只要掌握旋转要领,最终必能达到目的。
3、节距法:节距法是使用桥板对被测面进行分段,由仪器读取各段前后两点测量线相对于标准直钱的倾斜角或高度差值,通过数据处理得到铸铁平台直线度、平面度误差值的一种间接测量方法。
节距法又称角差法,其测量原理是把被测截线分成等距的若干挡,用水平仪或自准直仪,分别测出各挡相对于测量基准的倾斜角按1〞=0。
005/1000化成弧度,乘以桥板跨距,就反映了桥板两支点之间相对于测量基准的高度差。
使用合像水平仪测量铸铁平台平面度是最常见的方法,一般的步骤如下:
根据被测铸铁平台的形状、尺寸选择布点形式,并确定各个截面的分段数及桥板跨距;将固有水平仪或反射镜的桥板放在被测铸铁平台截面上,沿铸铁平台测量方向等跨距、首尾衔接地移动桥板,
记取各位置读数;使用水平仪测量时,被测面调到大致处于水平位置;使用自准直仪测量时,被测线调到大致与仪器光轴平行;按分段检定结果进行数据处理,求出铸铁平台平面度值。
4、计算法:应用计算公式获得铸铁平台平面度误差值。
该法有计算精确的优点,但需事先判准高低点,否则将造成计算错误或影响其计算准确度。
必须指出,
用计算法获取铸铁平台对角线法原始数据的方法对角线法是以对角线平面为理想平面评定平面度的一种数据算得方法。
数据处理是将水平仪或自准直仪得到的截面各点相对于该截面两端点连线的直线度偏差值折合到对角线平面上,计算出相对于理想平面偏差。
当按对角线原则评定时,则取其最大偏差于最小偏差的代数差为所求平面度误差值;当按最小条件原则评定时,则将计算出相对理想平面的偏差作为对角线法的原始数据。
(用计算法获取对角线法的原始数据是通过计算式得到的。
我国标准与检定规程给出的对角线法求取平面度误差的计算式经历了多次变动,总的看来计算式的计算原理大体相同,但数学表达式却有较大差别。
归纳起来,常用计算式7种:1、截面计算式2、简化计算式3、中心高不变计算式4、变换计算式5、通式计算式6、坐标值计算式7、插入法计算式)上述四种方法在使用中具有同等价值,可按其掌握程度、测量条件灵活选用。
在实际工作中采用哪一种方法,取决于工作现场的具体条件和人员的特长与水平而定。