压力容器零部件
化工机械基础第十五章

4.3.6 支座和检查孔
δ
D
(2)支承 式支座
B型
A型
支承式支座
带垫板的支承式支座
(2)支承式支座
结构:在容器封头底部 焊上数根支柱,直接支 承在基础地面上。
应用:高度不大、安装位置 距基础面较近且具有凸形封 头的立式容器。
标准: JB/T4712.4《支承式座》。 特点:简单方便,但它 对容器封头会产生较大 的局部应力,因此当容 器较大或壳体较薄时, 必须在支座和封头间加 垫板,以改善壳体局部 受力情况。 它将支承式支座分为A型和B型, A型支座由钢板焊制而成;B型 支座采用钢管作支柱。 垫板的材料一般与容器或封头的 材料相同。
(3)管法兰的标记:标准号、法兰的类型代号、公称直径、 公称压力、密封面形式代号、钢管壁厚、材料牌号、其他。 例:公称通径DN=100mm、公称压力为10.0MPa、配用公 制管的凹面带颈对焊钢制管法兰,材料为16Mn。钢管壁 厚为8mm。 标记:HG20592 法兰 WN100-10.0FM δ=8mm 16Mn
1. 压力容器的公称直径(续)
容器直径较小,可直接用无缝钢 管制作。公称直径指钢管外径。
无缝钢管制作筒体时 容器的公称直径(mm)
159
219
273
325
377
426
1. 压力容器的公称直径(续)
设计时,应将工艺计算初步确 定的设备内径,调整为符合表 15-1所规定的公称直径。
封头的公称直径与筒体一致。
其它: 圈座:用于大直径薄壁容器和 真空容器,增加局部刚 度。 支腿:重量较轻的小型容器。
封头
筒体
支座 (鞍座)
A≤0.5Rm(Rm为圆筒平均半径)或A≤0.2L 鞍式支座
压力容器常用零部件资料

1 2 3 4 5 6 7 8 9 压力容器常用零部件资料20111208.xls 压力容器常用零部件资料20111208.xls 压力容器常用零部件资料20111208.xls 压力容器常用零部件资料20111208.xls 压力容器常用零部件资料20111208.xls 压力容器常用零部件资料20111208.xls 压力容器常用零部件资料20111208.xls 压力容器常用零部件资料20111208.xls 压力容器常用零部件资料20111208.xls 1 2 3 4 5 6 7 8 9 10 11 封头 补强圈 容器法兰(甲型) 容器法兰(乙型) 容器法兰(长颈) 管法兰(盖)质量 管法兰(带颈对焊) 管法兰(带颈平焊) 管法兰(板式平焊) 人孔(垂吊) 人孔(水吊)
10 压力容器常用零部件资料20111208.xls
标准及内容
GB/T25198-2010 《压力容器封头》 JB/T4736-2002 《补强圈》
JB/T4701-2000《压力容器法兰》 JB/T4702-2000《压力容器法兰》 JB/T4703-2000《压力容器法兰》 HG/T20592-2009、HG/T20615-2009《钢制管法兰》 HG/T20592-2009、HG/T20615-2009《钢制管法兰》(含大直径法兰、 欧标PN≥10法兰盖,美标PN≥150法兰盖) HG/T20592-2009、HG/T20615-2009《钢制管法兰》 HG/T20592-2009《钢制管法兰》(含PN≤10法兰盖) HG/T21521-2005《垂直吊盖带颈对焊法兰人孔》 HG/T21524-2005《水平吊盖带颈对焊法兰人孔》
压力容器基本结构
压力容器开孔接管
(1)开孔目的:1)满足工艺要求
2)满足结构要求
(2)开孔类型:
人孔、手孔、视镜孔、物料进出口接管,以及安装 压力表、液面计、安全阀、测温仪表等接管开孔。
法兰
法兰是接管与接管之间相互连接的零件,简 称管法兰;也有用在设备进出口上的法兰,用于 两个设备之间的连接,简称设备法兰。
接管和法兰之间一般采用焊接结构。
1、平焊法兰
2、承插焊法兰
3、对焊法兰
4、螺纹法兰
支座
23
容器靠支座支承在基础设备上,随着容器的 安装位置不同。
1、悬挂式支座
2、立式支座
3、裙式支座
4、卧式支座
1、凸形封头
球形
蝶形
椭圆形 球冠
2、锥形封头艺所需的承压空间,是 压力容器最主要的受压元件之一,其内直径和容 积往往需要由工艺计算确定。圆柱形筒体(即圆 筒)和球形筒体是工程中最常用的筒体结构。
压力容器筒体形式
1、圆柱筒体
压力容器筒体形式
2、球形筒体
开孔
压力容器是指盛装气体或者液体,承载一定压力的 密闭设备。
压力容器一般是由封头、筒体、接管、法兰、 支座、密封元件、安全附件等组成, 这些零部件 大都有国家或行业标准。
法兰 接管 开孔
封头 支座 筒体
压力容器封头一般是在压力容器的两端使用的、再 有就是在管道的末端做封堵之用的一种焊接管件产品。它 与筒体等部件形成封闭空间,常采用焊接结构。
压力容器零部件
1. 整体法兰:法兰与设备或管道不可拆地 固定在一起。
常见的整体法兰型式有两种: (1)平焊法兰 如图4-5(a),(b)所示。 这种法
兰制造容易,应用广泛,但刚性差。
适用的压力范围较低(PN≤4 MPa).
(2)对焊法兰
又叫高颈法兰 或长颈法兰 ,如图4-5(c)所 示。由于长颈的存在提高了法兰刚性,同时 由于颈的根部厚度比器壁厚,所以也降低了 这里的弯曲应力。
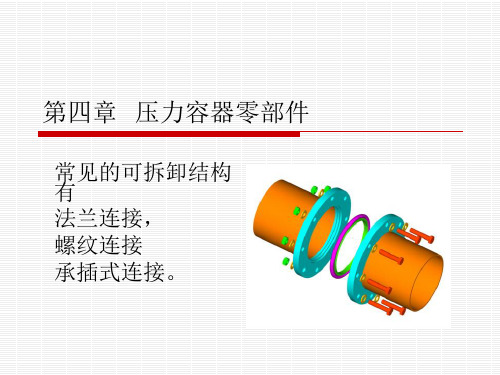
第四章 压力容器零部件
常见的可拆卸结构 有 法兰连接, 螺纹连接 承插式连接。
第一节 法兰连接
一、法兰连接结构与 密封原理
法兰连接结构是 一个组合件,一般是 由连接件、被连接件、 密封件组成。
如图所示.法兰密封 由法兰1一被连接件, 垫片2一密封元件, 螺栓、螺母,3--连接 件组成。
在生产实际中,压力容器常见的法兰密 封失效很少是由于连接件或被连接件的强度 破坏所引起的,较多的却是因为密封不好而 泄漏。
采用减小螺栓直径,增加螺栓个数的办法对
密封是有利的。
2. 压紧面(密封面)
压紧面(密封面)直接与垫片接触,它既
传递螺栓力使垫片变形,同时也是垫片的表面
约束。因而,压紧面的形状和表面光洁度应与
垫片相配合。
压紧面的平直度和压紧面与法兰中心轴线
垂直、同心,是保证垫片均匀压紧的前提。
减小压紧面与垫片的接触面积,可以有效
地降低预紧力,但若减得过小,则易压坏垫片。
法兰压紧面的形式
1、平面型压紧面 2、凹凸型压紧面 3、榫槽型压紧面 4、锥形压紧面 5、梯形压紧面
(1)平面型压紧面
这种压紧面的表面是一个光滑的平面, 或在其上车有数条三角形断面的沟槽〔图45(a),(b)]。这种压紧面结构简单.加工方便, 且便于进行防腐衬里.平面压紧面法兰适用 的压力范围是PN<2. 5MPa,在PN>0. 6MPa 的情况下,应用最为广泛,但是、这种压紧 面垫片接触面积较大,预紧时垫片容易往两 边挤,不易压紧,密封性能较差,当介质有 毒或易燃易爆时,不能采用平面压紧面。
压力容器零部件之法兰

压力容器法兰设计步骤:
(1)确定DN; (2)根据法兰材质、工作温度和最高工作压力,确
定PN; (3)由PN,DN确定法兰形式及连接尺寸、螺栓尺寸
及数量。 (4)根据介质工作温度、工作压力确定密封面及垫
片类型; (5)确定螺栓、螺帽材质; (6)绘制草图。
31
2.管法兰 管法兰标准:
1)HG20592~20635——97 «钢制管法兰、垫片、紧固件»
• 垫片材料及结构的回弹能力 ——提高工作状态下的残余密封比压。
• 耐腐蚀能力。 • 力学性能,尤其抗高温蠕变能力。 • 工作温度下的变质硬化或软化性。
13
14
垫片类型:
15
16
17
18
19
20
因素4.法兰的刚度
——法兰在外力作用下抵抗变形的能力。 刚度小——受力後变形大,垫片受力不均,易泄漏。
28
②.公称压力的确定:
基准:以16MnR在 200℃时的力学性能为基准确定法兰尺 寸系列。
即基准条件下,法兰的最大允许操作压力为该法兰的 公称压力。
法兰公称压力的确定:
公称压力 PN 法兰材质
Q235-A
0.6
16MnR
15MnVR
最大允许工作压力 (MPa)
-20~200℃ 0.4 0.6 0.65
第六章 压力容器零部件设计 6.1 法兰连接 2023最新整理收集
do something
5.1.1.法兰连接结构与密封原理 1.连接结构:
1
法兰连接结构(外观)
2
法兰连接结构(剖开看)
3
2.法兰密封原理
法兰密封面泄漏的原因: ●密封垫表面与法兰密封面之间有空隙,或截面内有毛
压力容器零部件设计(一)
压力容器零部件设计(一)压力容器零部件设计压力容器是一种存储、运输和加工液体、气体或固体的设备。
压力容器不仅需要能够耐受压力、温度等因素的影响,还需要具备高度的安全保障。
零部件是构成压力容器的基础,好的压力容器零部件设计可保障压力容器的安全、寿命和性能。
缺陷分析压力容器零部件设计需要避免以下缺陷:1. 结构强度不足:压力容器工作环境的压力、温度等因素对容器本身的材质和结构有很高的要求。
设计时若结构强度不足会导致容器的爆炸等严重后果。
2. 材料选择不当:材料的选择不当可能导致零件在高压、高温等复杂环境下出现失效,进而对容器的整体安全性造成影响。
3. 缺乏必要的松弛缝:由于容器的变形,需要把材料和结构上的缺陷转化为必要的松弛缝,以避免材料和结构的锁死和破裂,也避免了过多的应力集中。
关键设计指标压力容器零部件设计需要符合以下关键设计指标:1. 固定力:压力容器需要通过零部件的固定力将所有部件固定在一起。
2. 尺寸和形状:零部件的尺寸和形状要和容器本身的尺寸和形状相匹配,保证不会出现空隙或者松动的情况。
3. 材质选取:针对不同的工作环境,压力容器零部件的选择需要合理,确保零部件的耐久性能、超压时的性能以及高温环境下的性能等都能满足要求。
4. 强度和稳定性:设计时需要遵循国家标准,零部件的强度和稳定性能够贯穿整个容器的运作寿命。
设计原则对于压力容器零部件设计,有以下几个原则:1. 材料要优先选择纯度高、强度和韧性较好的材料。
2. 控制整体重量,减小材料成本。
3. 尽可能地减少零部件数量,从而减少加工成本和组装成本。
4. 优先考虑贴近整个容器的结构,避免孤立的点,整体性较强可以提高体积利用率。
5. 通过分阶段设计来避免未来的改进成本和时间成本。
压力容器是关系到人们生命和财产安全的装备,所以对于设计要求非常高,本文阐述压力容器零部件设计的缺陷分析、关键设计指标和原则,以期为日益重要的压力容器行业提供帮助。
压力容器零部件

新型焊接工艺的发展:如激光焊接、电子束焊接等提高了焊接质量和效率降低了制造成 本。
模块化设计:将压力容器零部件设计成模块化结构方便维修和更换提高了设备的可靠性。
压力容器零部件的市场需求和发展趋势
市场需求:随着工 业生产和能源需求 的增长压力容器零 部件的市场需求不 断扩大。
压力容器零部件的铸造工艺要求严格需遵循相关标准和规范确保生产出的零件符合安全性能要求。
锻造工艺
定义:通过加热和加压使金属 材料变形并形成所需形状的工 艺
优点:高强度、耐磨性、耐腐 蚀性
制造过程:备料、加热、锻打、 冷却、热处理等
应用范围:压力容器、化工机 械、石油机械等领域
焊接工艺
焊接的定义和原理 焊接的分类和应用 压力容器零部件制造中常用的焊接方法 焊接工艺对压力容器零部件性能的影响
和性能。
智能化监测: 通过智能化监 测技术实现对 压力容器零部 件的实时监测 和预警提高设 备的安全性和
可靠性。
新型材料应用: 新型材料的不 断涌现和应用 将为压力容器 零部件的制造 提供更多选择
和可能性。
绿色环保:随 着环保意识的 提高压力容器 零部件的设计 和制造将更加 注重环保和节 能减少对环境
的影响。
THEME TEMPLATE
感谢观看
选用原则:选用压力容器零部件时应考虑介质特性、操作条件、载荷状况等因素以确保安全可靠 地运行。
压力容器零部件的标准和规范
压力容器零部件必须符合相关国 家和行业标准确保安全性能和使 用寿命。
定期进行检测和维护确保压力容 器零部件的正常运行和使用安全。
添加标题
添加标题
压力容器的设计单元十三 压力容器零部件(支座及开孔)52p
B=2d d=接管内径+2C (C=C1+C2)
h 1
dSnt
或实际外伸高度的值较;小
h 2
dSnt
或实际内伸高度的值较;小
等面积补强,纵截面上的投影面积要满足下式:
A1+A2+A3≥A A1—壳体的贡献(有效壁厚减去计算壁厚部分); A2—接管的贡献(有效壁厚减去计算壁厚部分); A3—焊缝金属截面积; A—壳体上需要补强的截面积。(表6-20 P179)
椭圆形人孔(或称长圆形人孔)的最小 尺寸为400mm×300mm。
人孔:筒节、法兰、盖板和手柄。
使用中常打开,可用快开式结构人 孔。
水平吊盖人孔
手孔(HG21515~21527-95) 和人孔(HG21528~2153595)已有标准,
设计时根据设备的公称压力, 工作温度以及所用材料等按 标准直接选用。
(2)加强元件结构 (3)整体补强结构
若须补强的接管较多, 可采取增加壳体壁厚 的办法,也称为整体 补强。
(四).等面积补强的设计方法
1. 开孔有效补强范围及补强面积的计算 等面积补强——补强的金属量等于或大于开孔所
削弱的金属量。 图上看,应该考虑的截面是强度削弱较大的截面
——轴(纵)向截面的面积:
三、手孔与人孔
检查设备内部空间以及安装和拆 卸内部构件。
手孔直径150mm~250mm,标准
手孔公称直径有DN150和 DN250两种。
手孔结构:容器上接一短管,其 上盖一盲板。
人孔:
设备直径超过900mm,有手孔也设 人孔。
人孔的形状有圆形和椭圆形。
椭圆形人孔短轴与筒身轴线平行。
圆形人孔直径400mm~600mm,容 器压力不高或有特殊需要时,直径 可以大一些。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.2.3 设备的开孔
(3)整锻件补强
图4-37 (c)
整体锻件
1.2.3 设备的开孔
结构: 将接管和部分壳体连同补强部分做成整体锻件,再与 壳体和接管焊接,见(c)图。 优点: 补强金属集中于开孔应力最大部位,能最有效地降低 应力集中系数;可采用对接焊缝,并使焊缝及其热影 响区离开最大应力点,抗疲劳性能好,疲劳寿命只降 低10~15%。 缺点: 应用: 锻件供应困难,制造成本较高。 重要压力容器,如核容器、材料屈服点在500MPa以 上的容器开孔及受低温、高温、疲劳载荷容器的大 直径开孔容器等。
垫板 盖板
垫板 盖板
支柱
支柱
支柱
支柱
底板
底板
底板
底板
A型
AN型
B型
BN型
支腿式支座的标记为: JB/TB4724-92,支座 × × 支座号 型号A、B
如容器公称直径DN800,角钢支柱支腿,不带垫板, 材料为Q235-A.F,支承高度H=800mm。标记为: JB/T 4713-92,支腿AN3-800
法 兰 分 类 及 系 列 参 数
甲 乙 型 平 焊 法 兰 的 最 大 允 许 工 作 压 力
甲 乙 型 平 焊 法 兰 的 最 大 允 许 工 作 压 力
法 兰 、 垫 片 、 螺 柱 、 螺 母 材 料 匹 配 表
长颈对焊法兰的最大允许工作压力
长 颈 对 焊 法 兰 的 最 大 允 许 工 作 压 力
Di
Di
P
P
M Q
0
0
M
0
Q
0
Q
0
Q M
0
0
M
0
Di
椭圆形封头
h1
DN
h2
椭球形封头
t
DN
碟形封头
h1
r
t
h2
DN
R
锥形封头
DN
t
h
H
60° d
平板封头
t
DN
1.2.2 法兰联接
螺母 法兰 螺栓 垫片 垫圈
法兰联接的特点:
1、密封可靠:能保证紧密不漏;
2、强度高:附加法兰不削弱整体强度;
1.2.3 设备的开孔
(2)厚壁接管补强
结构: 在开孔处焊上一段厚壁接管,见(b)图。
特点:
补强处于最大应力区域,能更有效地降低应力集中
系数。接管补强结构简单,焊缝少,焊接质量容易
检验,补强效果较好。 应用:
高强度低合金钢制压力
容器由于材料缺口敏感
性较高,一般都采用该 结构,但必须保证焊缝
全熔透。
以与壳体形成整体,抗疲劳性
能差。 图4-37 (a)
1.2.3 设备的开孔
应用:
中低压容器应用最多的补强结构,一般使用在
静载、常温、中低压、
材料的标准抗拉强度低于540MPa、 补强圈厚度小于或等于1.5δn、 壳体名义厚度δn不大38mm的场合。
标准: HG21506-92《补强圈》,JB/T4736-95《补强圈》
1.2.3设备的支座
1)、悬挂式支座 悬挂式支座通常由两块筋板和一块底板焊接而成
b2 2 30
通气孔
8
H
3
d
30
1
b1
与筒体外形贴合
b3
A型
2
AN型
1
3
b2 2 100
通气孔
8
H
3
d
30
1
与筒体外形贴合
b3
B型
b1 2
BN型
1
s1
3
JB/T4724标准规定了耳式支座的标记:
JB/T 4725-92,耳座 × ×
问题:没有考虑开孔处应力集中的 影响,没有计入容器直径变化的影 响,补强后对不同接管会得到不同 的应力集中系数,即安全裕量不同, 因此有时显得富裕,有时显得不足。
原理:以双向受拉伸的无限 大平板上开有小孔时孔边的 应力集中作为理论基础的, 即仅考虑壳体中存在的拉伸 薄膜应力,且以补强壳体的 一次应力强度作为设计准则。 故对小直径的开孔安全可靠。
零部件的二个基本参数 公称压力(PN)
国家标准GB1048将管路元件的公称压力分为以 下十个等级:0.25MPa、0.6MPa、1.0Ma、 1.6MPa、2.5MPa、4.0MPa、6.30MPa、10.0MPa、 16.0MPa、25.0MPa 。
1.2.1 筒体和封头 筒体和封头是构成压力容器的两个最基本元件,工 程上绝大多数压力容器的筒体均为圆筒形。 筒体通常由钢板卷焊而成或直接采用无缝钢管。 钢板卷焊而成的压力容器公称直径指的是内径; 直接采用无缝钢管制作的容器公称直径指的是外径。
3)、支承式支座 (1)公称直径DN800~4000; (2)圆筒长度L与公称直径DN之比L/DN≤5;
形 外 头 封 封 与 头 外 形
垫板
(3)容器的总高H≤10m。
合 吻
A-A
垫板
支柱 支承板
底板
与
底板
吻
合
支承式支座的标记为: JB/TB4724-92,支座 × ×
支座号 型号A、B
4)裙式支座
1.2.3 设备的开孔
二、开孔补强设计准则
开孔补强设计:
指采取适当增加壳体或接管厚度的方法将应 力集中系数减小到某一允许数值。
弹性失效设计准则——等面积补强法
开孔补强设计准则
塑性失效准则—极限分析法
1.2.3 设备的开孔
(1)等面积补强
定义:壳体因开孔被 削弱的承载面积,须 有补强材料在离孔边 一定距离范围内予以 等面积补偿。
1991年化工部颁布新标准HGJ44~76-91《钢制管法兰、垫片、紧固 件》,这一标准存在与58年标准及国家标准不配套的问题,所以1997 年重新修订HG20592~20635-97。 石化标准SH3401~3407-96
注意:管法兰标准制订了法兰的压力-温度等级,也规定 了不同公称压力下法兰的最大允许工作压力,与容器法兰 不同的是不管何种材料,其最大允许工作压力均小于公称 压力。
优点:长期实践经验,简单易 行,当开孔较大时,只要对其 开孔尺寸和形状等予以一定的 配套限制,在一般压力容器使 用条件下能够保证安全,因此 不少国家的容器设计规范主要 采用该方法,如ASME Ⅷ-1和 GB150等。
材料和使用温度不同时,最大允许工作压力将降低或升高
如pN4.0的标准长颈法兰
用16Mn,200℃以下时pmax为4.00MPa,400℃时pmax为3.08MPa; 用20钢,200℃以下时pmax为2.90MPa,400℃时pmax为2.01MPa; 15MnMo,200℃以下时pmax为4.27MPa,400℃时pmax为4.00MPa。
3、适用面广:设备和管道均可适用;
4、可拆联接:可多次重复装拆; 5、经济合理:可批量生产。
法兰联接的工作原理:
F1 p Fp
F1
F1 (a) 初始状态 (b) 预紧状态
Fp
F1
(c) 工作状态
法兰连接结构型式和标准 1)法兰密封面的型式
(a) 全平面型压紧面(Flat face):柔软材料垫片,或铸铁、搪瓷、塑料等低压 法兰场合。 (b) 突出平面型压紧面(Raised face):p≤2.5MPa,加三、四道周向沟槽后, 可以提高密封压力。简单但不易对中,螺栓力大。 (c) 凹凸型压紧面(Male-female face):便于对中,垫片不易被挤出和吹出, p≤6.4MPa (d) 榫槽型压紧面(Tongue-groove face):垫片窄,螺栓力小,安装简单, 不会偏,且少受冲刷和腐蚀。但是结构复杂,更换垫片困难(有小技巧:安 装时在密封垫上涂石墨),适用于易燃易爆和高度或极度危害等重要场合。 (e) 梯形压紧面(Trapezium face):适用于高温,压力较高场合,O形圈、金 属垫圈— —八角垫、椭圆垫
支座号
型号A、AN、B、BN
如A型、不带垫板,3号耳式支座,支座材料为Q235A.F 标记为:JB/T4725-92,耳座AN3,Q235A.F
2)、支腿式支座 (1)公称直径DN400~1600;
(2)圆筒长度L与公称直径DN之比L/DN≤5;
(3)容器的总高H≤5000mm。
垫板 盖板
垫板 盖板
JB4704-92 非金属软垫片
JB4706-92 金属包覆垫片
JB4705-92 缠绕垫片
双头螺柱
JB4707-92 等长双头螺柱
(2) 管道法兰标准
我国最早的化工生产中使用的管道法兰标准是:HG5006~5026-58,其 它JB74~90-59等
1988年颁布国家标准《钢制管法兰》GB9112~9131-88
A
L
1.2.4 设备的开孔 1)、设备开孔的装置 设备的管口与凸缘 人孔 手孔及检查孔
l
DN
1.2.3 设备的开孔
一、补强结构
补强圈补强
局部补强 补强结构
厚壁接管补强
整锻件补强
整体补强
1.2.3 设备的开孔
(1)补强圈补强 结构: 补强圈贴焊在壳体与接管连接处,见(a)图。 优点: 结构简单,制造方便,使用经验丰富; 缺点: 1)与壳体金属之间不能完全 贴合,传热效果差,在中温以 上使用时,存在较大热膨胀差, 在补强局部区域产生较大的热 应力; 2)与壳体采用搭接连接,难
第二节 压力容器零部件
1.2.1 筒体和封头 1.2.2 法兰联接
1.2.3 设备的支座
1.2.4 设备的开孔 1.2.5 设备安全附件
1.2压力容器零部件
压力容器的结构
液位计 管口 人孔 封头
支座
筒体
零部件的二个基本参数 公称直径(ቤተ መጻሕፍቲ ባይዱN)