大提花知识
机织大小提花面料的鉴别
机织大、小提花面料的鉴别可能大家在工作中会要判断一块面料大、小提花的类型,看到论坛上没有详细的帖子,所以,花点时间总结一下。
用通俗的言语来说明机织大、小提花两者的区别和判断,希望看完之后,大家都能鉴别大、小提花,个人能力有限,如有不当之处请指出讨论。
看一段百度百科的文字:“大提花与小提花的区别,简单地说就是:大提花织物是一个组织循环经纱数可达到数百根,需用贾卡强机织制.小提花是由多臂织机织制的小花纺纹组织的棉织物,或称小花纹织物,多臂提花织物”以上是直接引用百度百科,从字面理解:组织循环经纱数多的就是大提花,少的就是小提花。
这很容易误导我们对一块提花面料的误判。
来点简单的理论说明,机织物是由经、纬纱交织而成,经纱上、下运动,纬纱左、右穿梭。
我们都知道纬纱在经纱上、下运动形成的梭口内左、右穿梭,运动单一,不会对织物组织风格有影响。
经纱的“开口”运动规律则直接影响织物组织风格。
理解一下“开口”运动的作用,“开口”的作用是使踪框(通丝)作升降运动,从而将穿在综框(通丝)上的全幅经纱分开形成梭口,并且根据织物要求的交织规律,控制综框(通丝)的升降顺序。
开口机构的类型;1,电子多臂:织造小提花面料,一般由电磁吸铁接收工控机指令通电,控制棕框升降。
2,电子大提花龙头:织造大提花面料,由电子纹针接收工控机指令控制每一个通丝的升降。
一般多臂织机的综框在16到20片,大提花龙头最常见的是2640针。
穿综捞头;1,多臂穿综,织物结构里讲穿综原则:把浮沉交织规律相同的经纱一般穿入同一页综片中,也可穿入不同综页中,而不同交织规律的经纱必须分穿在不同综页中。
穿综图至少画出一个穿综循环。
2,电子大提花捞头都是从左至右依次捞头。
以上是大、小提花生产过程中基本情况,以助理解。
啰嗦这么多,接下来是重点。
接下来是判断方法:一,判断织物经、纬向;二,找出一个完整的纬向循环;三,找出一个完整循环内有多少根不同运动的经纱根数;四,一般情况下不同运动经纱根数在20根以下是小提花,20根以上是大提花以上只是初步判断,实际过程中,还要根本公司设备配置情况来分析,比如某公司多臂机织最多配置了16片综框,那么织造不同运动经纱根数的织物就得用大提花机织来织造,同时还得考虑到每片综片的综丝密度,因为每片综综丝密度过大会导致生活不好做等问题。
大提花基础知识探讨

南通鸿业纺织有限公司
喷气大提花预计后期维修成本分析
主机:运行速度不高(400r/min), 严格的保养\加油\检修,5年内不会造成太大的维修 成本。 龙头:1是龙头组件的使用寿命, 2通丝装造的正常使用寿命。 从其他工厂使用情况来看国产一年之后就开始出现组 件损坏,断通丝情况,两年以后相比严重。严重影响开台 效率和布面质量。所以龙头的维护保养尤其重要,最大限 度地延长组件和装造的使用寿命。以4年内更换计算成本 也在6万元/台。 由这点就看出喷气大提花机的使用成本很大远远超过一般 平机。所以设备的折旧费用与面料价格不好并排而论。所 以提花机面料要以中高档面料高附加值为主的品种来支撑 利润。如高难度的色织等。
南通鸿业纺织有限公司
绣花的定义
绣花:在绣花机上, 用不同颜色的纱线在 平布上绣上不同图案 形成的花纹。与印花 相比,洗涤时不会褪色. 透气吸湿性好。
ቤተ መጻሕፍቲ ባይዱ
南通鸿业纺织有限公司
提花的定义
提花:是用织机直接织成带有花纹 组织的坯布或色布形成的花纹,与 绣花面料比较,造价成本更高,质量 更好,立体感更 强,透气性能更好。 订单 小提花:小提花组织是利用多臂织 机,通过两种或两种以上织物组织 的变化,在织物表面形成各种小花 纹的组织。组织结构简单,经纱花 纹组织循环数不超过20根。
LOGO
大提花:组织结构复杂,组织循环 数20根以上,正常的数百根,最多 数万根的提花。
南通鸿业纺织有限公司
我公司的机器配置
■喷气280主机36台
■ 大提花龙头36台 ■通丝装造
1)咸阳2喷24台 2)日发:①4喷8台 ② 6喷4台 3)照片.gif 1)宋和宋:2688针26台,可织造出6色 2)长 方:5120针10台,织单色大花位 3)照片 .jpg 1 ) 36套 2 )照片.jpg
什么是色织大提花 提花面料色织提花的区别

什么是色织大提花提花面料色织提花的区别提花面料的制造工艺复杂。
经纱和纬纱相互交织沉浮,形成不同的图案,凹凸有致,多织出花、鸟、鱼、虫、飞禽走兽等美丽图案。
什么是提花面料?提花面料的制造工艺复杂。
经纱和纬纱相互交织沉浮,形成不同的图案,凹凸有致,多织出花、鸟、鱼、虫、飞禽走兽等美丽图案。
质地柔软、细腻、爽滑的独特质感,光泽度好,悬垂性及透气性好,色牢度高(纱线染色)。
大提花面料的图案幅度大且精美,色彩层次分明立体感强,而小提花面料的图案相对简单,较单一。
提花又分为双色提花和单色提花。
什么是色织提花色织布是:指布的经线和纬线,颜色不同。
比如经线用红色,纬线用白色。
色织布料的好处就在于纱线是先染好颜色后织成布的,其色牢度要比一般印染的布料好,洗涤时更不易褪色。
但大多是条格状,花纹较单一。
关于提花:是指在布料上织出的条状或花状凹凸花纹。
分大提花和小提花,大提花是花状花纹,小提花是条状或格子等简单的几何花纹。
色织全棉其实是纯棉面料的一种,是用不同颜色的经、纬纱织成,由于先染后织布,染料渗透性强,色彩牢度较好,色织和提花搭配就属于纯棉面料里的高端产品了,一般为双股纱线色织,所以面料厚度感好,有质感,正反面颜色正好相反,所以立体感强,缩水率小,不易褪色!但是成本要比普通的高很多,品质比贡缎提花面料还要高档,和棉麻面料一样受到很多年轻人的追捧!面料参数支数:支数是纱线表示的一种方式,通常以“定重制”(此计算方法又分为公制支数和英制支数两种)中的英制支数(S)表示,即:在公定回潮率条件下(8.5%),重量为一磅的细纱中,有多少个每绞长度为840码的绞纱,即为多少支数。
支数跟纱的长度和重量有关。
打个比方,一两棉花做成30根长度为1米的纱,那就是30支;一两棉花做成40根长度为1米的纱,那就是40支;1两棉花做成60根长度为1米的纱,那就是60支。
所以纱的支数越高,纱就越细,织出的布就越薄,布相对越柔软舒适。
显然支数越高的布要求原料(棉花)的品质就越高,并且对纱厂和织布厂也要求比较高,所以布的成本就越高。
墙布提花工艺华尔居全面解析

华尔居墙布提花工艺全面解析中国作为已有数千年历史的防止打过,早在古丝绸之路,中国丝绸就以提花织造的方式名扬世界。
在明代的《天工开物.经数》中曾有提及:“凡织花文必用嘉湖,出口、出水、皆乾丝为经,则任从提挈,不忧断接”。
提花是纺织物以经线、纬线交错,织出最终可见的凹凸花纹。
提花面料的价格不一,有些国产大提花每米只要几十元,贵的一些在上百元,进口的甚至可能要上千元。
即使有些看着差不多的提花面料,实际价格也会相差很多。
这是为什么呢?跟随着往下看!一、按经密分大提花分为:高经密提花、低经密提花这2种,经密度越高、纬密度越高自然价格就越高。
一般每厘米经纱数在80根以上的算高经密,但是我们目前的大提花每厘米经纱数在110根左右,纬密也有60梭以上的,经纬密越高,面料手感越厚实!产量相对降低了,自然加工单价就高了!二、按花位分可分为独花、2花、3花、4花、6花等,目前国内最常见的就是4花提花,即一个门幅中有4个花位循环,一般门幅140CM,随着科技的进步2花花位的也逐渐多起来。
同样的图案,越是花位尺寸大价格就越高,比如同一个图案做成2花和4花,2花的价格就会高。
这是因为制版纹针数多了,加工成本自然也就高了。
2花的提花机可以做4花也可以做6花,只要是2的倍数都可以,但是4花的提花机是不能做小于4花的,只能做4的倍数的花位提花。
所以越是花位尺寸大的提花机器价格自然就越高了。
三、按门幅分常见的是2种:140CM门幅提花机,280CM门幅提花机。
同样的一款面料在不同尺寸的提花机上生产加工费是不同的,因为越是门幅宽的机器机器本身费用很高,当然车速也更快。
窄幅的机器大多是老款国产机器机械成本相对低很多。
四、按经轴分我们家纺面料通常见到的大多都是单经轴的提花面料,现在也有双经轴甚至是三经轴的提花机器,使面料层次更丰富,但是生产工艺也更复杂。
大提花
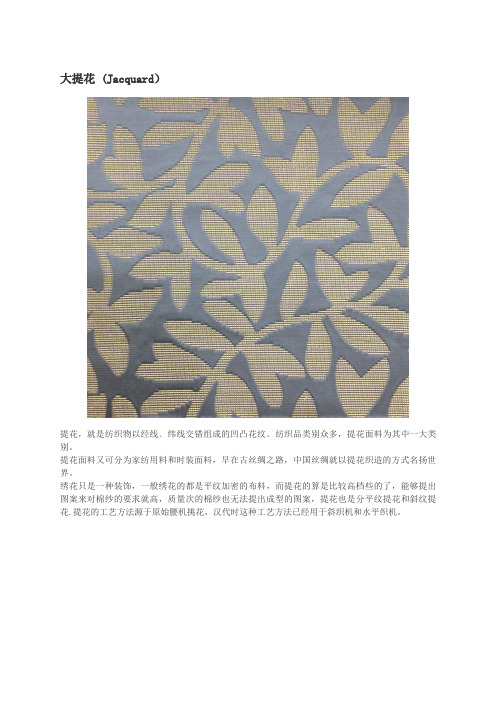
大提花(Jacquard)提花,就是纺织物以经线﹑纬线交错组成的凹凸花纹。
纺织品类别众多,提花面料为其中一大类别。
提花面料又可分为家纺用料和时装面料,早在古丝绸之路,中国丝绸就以提花织造的方式名扬世界。
绣花只是一种装饰,一般绣花的都是平纹加密的布料,而提花的算是比较高档些的了,能够提出图案来对棉纱的要求就高,质量次的棉纱也无法提出成型的图案,提花也是分平纹提花和斜纹提花.提花的工艺方法源于原始腰机挑花,汉代时这种工艺方法已经用于斜织机和水平织机。
jacquardstitch织物组织名。
针织物的一种花色组织﹐也叫“大花纹组织”。
把纱线垫放在按花纹要求所选择的织针上编织成圈而形成。
提花组织可在纬编或经编﹑单面或双面针织物中形成。
构成的织物花纹较大,图案也较复杂,例如织锦、缎、丝织人像、丝织风景以及提花被面等的织物组织都是提花组织需要用提花织机制织。
纬编提花组织由二个或二个以上成圈系统编织一个提花线圈横列。
每个成圈系统只在根据花纹需要选择的那些织针上成圈﹐不成圈的织针退出工作﹐新纱线既不垫放到这些织针上﹐同时旧线圈也不从这些织针上脱下﹐待至下一成圈系统中进行成圈时才将提花线圈脱到新形成的线圈上.纬编三色提花组织的三色提花组织由三个成圈系统编织一个提花线圈横列。
其中红﹑黑﹑白色线分别在1﹑2﹑3成圈系统中编织﹐这样正面由三根色线组成一个线圈横列﹐反面由其中两根色线按一隔一排列组成一个线圈横列。
纬编提花组织的种类较多﹐按结构可分单面与双面﹔按色彩可分单色与多色。
单面提花组织根据线圈大小是否相同﹐可分均匀提花组织与不均匀提花组织两种﹐不均匀提花组织广泛用于袜子和外衣织物中。
双面提花组织根据结构﹐分完全提花组织与不完全提花组织。
在每一成圈系统中﹐所有针盘织针都参加编织反面线圈而形成的组织﹐称完全提花组织﹔针盘织针一隔一参加编织而形成的组织称不完全提花组织。
生产上常用不完全提花组织﹐织物的花形清晰﹑结构稳定﹑延伸性和脱散性较小。
大提花面料工艺生产流程

大提花面料是啥?大提花面料归属于提花面料的一种,简易而言,就是说加工
工艺上的差别,大提花面料。
光一个字上的差别就可以看出去里边的加工工艺
和步骤的区别。
大提花面料也称为大花纹面料,这是应用提花机手工编织而成的一种大中型的
花纹分配,它的纹样图案的分配的经纱总数至少有好几百根,多的时段要几千根,因此必然要在提花机上边完成手工编织工艺流程,人工服务完成是十分艰
辛的。
大提花用提花机织出的大中型纹路机构,大提花彻底机构的经纱数可高达数千根。
大提花绝大多数要以一种机构为基本,而另一种机构呈现装饰图案,如平
纹布花、缎纹花。
有时候也可运用不一样色调的经细纱,使纺织物展现五颜六
色的大纹路。
也可以适用不一样的化学纤维类型、纱线支数和不一样的经伟密,做成各种各样设计风格的大提花纺织物布料。
大提花机构的运用也十分普遍,
常见于床品套件、窗帘布用具、绒毯等纺织产品中。
大提花面料布料是啥?有关对大提花面料的界定和大提花面料和提花面料差别
的详细介绍到这儿就告一段落。
坚信大伙儿对大提花面料的加工工艺和区别拥
有一定的掌握。
大提花说明书(2)

第三章、资源管理器(1)双击“资源管理器”,进入资源管理器,左边一栏是:所有文件夹,右边一栏显示的为当前文件夹中的文件文件夹名称前可能出现两种符号:“+”和“-”“+”表示此文件有下一层文件夹,而暂时被隐藏起来,单击“+”号会显示下一层文件夹“-”表示此文件夹有上一层文件夹,而且已经显示出来,单击“-”号会将下一层文件夹隐藏起来。
(2)新建文件夹选择路径→点左上“文件”→“新建”→“文件夹”→取名(3)选取文件或文件夹a.单一选取:将鼠标移到要选的文件或文件夹,单击左键b.连续选取:将鼠标移到要选的第一个文件,单击左键,再按住“shift”键不放,将鼠标移到要选的最后一个文件上,单击左键。
c.不连续选取:按住“ctrl”键不放,用鼠标点取要选的文件d.全部选定:按住“ctrl+A”或点“编辑”→“全部选定”。
e.取消选择:全部取消—用左键在任意位置上点一下单个取消—按住“ctrl”键不放,用左键在要取消的文件上点一下。
f.反向选择:点“编辑”→“反向选择”。
(4)移动文件或文件夹a.选取要移动的文件,移动滚动条,使“目的文件夹”可以看到,按住“ctrl”键不放,用鼠标将文件直接拖到“目的文件夹”中。
b.剪贴法:选取文件,单击上工具栏上的“剪切”,将工作文件夹切换到目的文件夹,再单击上工具栏上的“粘贴”。
(5)复制文件或文件夹a.拖动法:选取要复制的文件,移动滚动条,使“目的文件夹”可以看到,利用鼠标将文件移动“目的文件夹”中。
b.复制法:选取文件,单击上工具栏上的“复制”,将工作文件夹切换到目的文件夹,再单击工具栏上的“粘贴”。
(6)拷盘a.拖动法:选取文件,用鼠标左键直接把它拖动3.5英寸软盘b.复制法:选取文件,单击“复制”,用鼠标单击“3.5英寸软盘”再单击“粘贴”c.发送法:选取文件,在所取文件上单击右键→发送到→3.5英寸软盘(7)删除文件或文件夹选取要删除的文件a.单击上工具栏中“删除”b.在选定文件上单击右键单击“删除”c.直接按键盘上的“Del”键d.单击上工具栏“文件”→“删除”(8)重命名a.选取文件→“文件”→“重命名”输入新文件名后,按回车即可b.选取文件→右键单击→“重命名”→键入文件名(9)格式化软盘a.插入软盘b.单击“3.5英寸软盘(A:)”→右键单击→“格式化”c.出现一个对话框,选择“快速”或“全面”格式d.单击“开始”,即开始格式化e.完毕会出现式化的结果,点“关闭”→“关闭”即可。
针织大提花工艺图例
针织大提花工艺图例:双面提花组织的花纹可在织物的一面形成,也可以同时在织物的两面形成。
在实际生产中,大多数采用织物的正面提花,不提花的一面作为织物的反面。
双面提花组织的正面花纹双面提花组织的花纹可在织物的一面形成,也可以同时在织物的两面形成。
在实际生产中,大多数采用织物的正面提花,不提花的一面作为织物的反面。
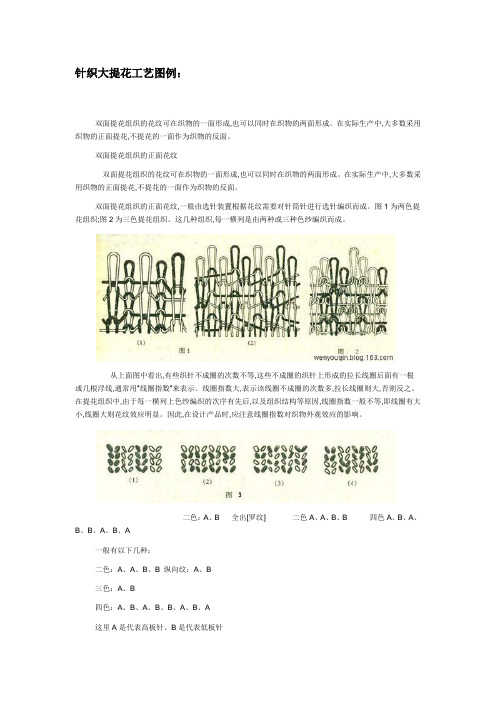
双面提花组织的正面花纹,一般由选针装置根据花纹需要对针筒针进行选针编织而成。
图1为两色提花组织;图2为三色提花组织。
这几种组织,每一横列是由两种或三种色纱编织而成。
从上面图中看出,有些织针不成圈的次数不等,这些不成圈的织针上形成的拉长线圈后面有一根或几根浮线,通常用″线圈指数″来表示。
线圈指数大,表示该线圈不成圈的次数多,拉长线圈则大,否则反之。
在提花组织中,由于每一横列上色纱编织的次序有先后,以及组织结构等原因,线圈指数一般不等,即线圈有大小,线圈大则花纹效应明显。
因此,在设计产品时,应注意线圈指数对织物外观效应的影响。
二色:A、B 全出[罗纹] 二色A、A、B、B 四色A、B、A、B、B、A、B、A一般有以下几种:二色:A、A、B、B 纵向纹:A、B三色:A、B四色:A、B、A、B、B、A、B、A这里A是代表高板针、B是代表低板针其它还有:全出[罗纹]、平过[浮线]、集圈[半含]提花组织的反面花纹有直条纹、横条纹、小芝麻点以及大芝麻点等,其示意图分别如图3中(1)、(2)、(3)、(4)所示。
反面花纹为横条纹的线圈图如图1(1)所示。
两色和三色反面小芝麻点花纹如图1(2)和图2所示。
提花组织反面花纹,在生产中一般采用小芝麻点,其产品的花纹效应较好,但有些提花组织采用其他反面花纹外观效应更好,这需视对产品的要求而它们有规律的、第一路是A那下个同颜色的就是B[例如:黑白二色、第一路是A那第三路就B(黑(A)白黑(B)白就得出AABB)]判断工艺:如大泡跟小泡,大泡的泡是2:1[面有泡的地方是2针、底有泡的地方是1针] 、小泡是1:1[底面都是1针]同一空间有多一针的效果:例:图:工艺图绿色的地方要注意。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大提花
大提花的大概生产流程,工厂根据客户的来样或彩稿+织物的规格,让专业制作大提花纹板及上机工艺的加工厂设计出工艺、做出纹板。
然后根据工艺投料、染色(色织)、做经轴(可能是2个或3个)、调整龙钩、吊通丝、穿经(在织机上穿)、装纹板、调上机纬密、试车对花形、开出、坯布生修、后整理、熟修、打包出厂。
大提花的提花原理,大提花织物与小提花织物生产上不同处有两点,一是大提花不用棕框,而用龙头+通丝+目板+棕丝的比较复杂的组合;二是大提花的纹板帘一般很长,在一个提花回位中有N根纬纱就得配N块纹板,要有专门的支架用来挂纹板帘,穿联纹板有讲究,哪块纹板正反面搞错或左右两头调了位,都会织错花形,寻找排错的纹板也很麻烦,挂纹板帘的支架一般和提花龙头一起安排在织机的上方。
小提花纹板上一般最多24个纹孔,分别用来控制棕框升降和选纬,一块大提花纹板会有几千个纹孔,它们与提花机龙头的纹针数相对应,每个孔位对准一根纹针,以该孔位是否打孔来控制是否提棕,一个纹孔控制数根经纱的运动,这些经纱分别是通幅布面中每朵花中的一根或几根,原则就是运动轨迹相同的经纱可以通过各自的通丝吊在一个龙钩上,如果根数过多,超过龙钩的承重能力,可以考虑多几只钩分担,很多情况下,一只钩上所吊的通丝数是整幅布中的花数。
它们的信息传输过程是纹板---纹针---龙钩---通丝---综丝---经纱。
先进的电脑提花龙头大提花机,可以省去制作纹板和安排一堆纹板运转的麻烦。
同时从设计到开车的时间大大缩短,还便于修改,效率有很大提高,但设备投入要高很多,往往是普通机的十倍或更多。
大提花织物和一般织物一样,只能做有限度的纱支和密度,而且不是所有花式都能提,因为是大提花,经纱有很多种不同的织造结构,可能会有不同的织造松紧度,以至于织造过程中产生经纱张力不均现象,如果张力不均轻微,可以生产,布面有一些不平复的现象,或容易有星跳。
如果严重,无法织造,或织造效率很低,还伴有很多的疵病。
这要求设计提花工艺时充分考虑生产可行度,主要看它的花部和地部各是什么组织、提花部分块面的大小、花在布面上分布是否均匀。
工厂的工艺人员会根据这些因素估计一个品种的生产难度,供业务部门报价和接单时参考,遇到生产难度太大的品种,工厂多会放弃。
比较常见的提花方法是花与地分别做正反组织,或相近组织,如直贡地横贡花,3/1地1/3花,3/1地2/2花,2/1地1/2花,或花、地组织相调换。
遇到花部与地部组织结构松紧不一时,如平纹地的提花布,最好是线条形的花纹,同时均匀分布在布面上,尽力让每根经纱经历的交织点数相同或相近。
如果不能做到这些,考虑双经轴或三经轴,将张力相近的经纱安排在同一经轴上,分别牵不同长度的经纱。
大提花机根据纹针数不同一般分为1400针、1800针、2240针、2400针、2800针、3700针,等等,以2400针和1400针为最常见,纹针数高,更容易做大花形,2400针机基本能适应大部分服装用大提花面料,花形的经向尺寸大小,跟面料的纬密、纹板块数的多少有关系,一般情形,花形经向回位的大小不受限制,就看机上可否放置足够的纹板。
纬向花回跟面料的经密和纹针数有关系,如果在一个花回中所有经纱组织均不重复,这幅花的经纱最多根数就是纹针数,结合面料的经密,就可以知道花形最多能做多宽,因此工厂对纬向回位更介意。
如有大提花面料规格是50X50,144X80,花形是立着的椭圆,经纬向回位分别是椭圆的长短径,如果用2400针提花机做,它的纬向回位最大尺寸可以计算出来是:2400X2/144=33吋,说明花形椭圆最宽做到33吋,如果花形不是椭圆,而是一个不规则的形状,这个花形只能做到16。
5吋宽。
根据历来接触工厂的情况:
江苏如皋地区以190CM-230CM2400针机做棉质色织服装面料的工厂比较多一点,报价较
高。
浙江海宁地区以280CM-360CM1400/2400针机做窗帘及床品的工厂多一些。
浙江绍兴地区、江苏吴江地区以190CM-230CM1800/2400针机做化纤长丝类服装面料工厂多一些。
报价较低,做外销单不很习惯。
另一类提花厂专做床单类大提花,分散在山东、江苏及各地,多是280CM、32OCM、360CM 宽机,2800针/3700针为主。
能适应高密细支的品种。
小提花
小提花是一种机织物最高可织到18页综
通俗点讲就是提花很小!。