数控火焰切割机标准作业工单
数控火焰切割机安全操作规程模版

数控火焰切割机安全操作规程模版一、引言数控火焰切割机是一种重要的金属加工设备,用于切割各种金属材料。
为了保障操作人员的人身安全和设备的正常运行,制定本安全操作规程。
二、设备及安全要求1. 设备检查与维护操作人员在操作数控火焰切割机前,应检查设备的工作状态和各项安全装置是否正常。
2. 安全防护装备的佩戴操作人员在操作数控火焰切割机时,应佩戴符合相关要求的个人防护装备,包括防护眼镜、防护手套、防护服等。
3. 环境安全要求操作人员应确保数控火焰切割机周围无易燃、易爆物品,设备工作区域应保持干燥清洁,避免水分或腐蚀性物质对设备造成损害。
三、操作规程1.设备的开启与关闭(1)开启设备前,确保切割区域内无人员,并确保切割区域无杂物。
(2)确认天然气和氧气供应充足,打开气瓶阀门。
(3)打开数控火焰切割机电源开关,确保设备正常启动。
(4)关闭设备前,先关闭数控火焰切割机电源开关,再关闭气瓶阀门。
2. 切割程序设置(1)按照工作任务要求,正确设置数控火焰切割机的切割程序。
(2)严禁在设备运行过程中更改切割程序。
3. 切割过程注意事项(1)设备切割过程中,操作人员应始终保持清醒、专注的状态,严禁操作疲劳、饮酒或服用药物。
(2)切割时,操作人员应避免长时间停留在切割火焰前方,以免受到火焰的辐射伤害。
(3)在切割过程中,严禁将手或其他身体部位伸入切割区域,以免造成伤害。
4. 紧急情况处理(1)如遇到切割火焰突然变大或设备异常情况,应立即关闭设备,并报告相关人员进行检修或维护。
(2)如发生火灾事故,操作人员应立即使用灭火器进行初步灭火,并报告相关安全人员。
四、事故处理当发生设备故障或事故时,操作人员应按以下流程进行处理:1. 立即停止切割操作,切断电源和气源。
2. 寻找并处理导致故障或事故的原因。
3. 对受损设备进行维修或更换。
4. 若事故造成人员伤亡,应立即报告相关主管部门并进行相应救治。
五、安全培训和考核1. 对新入职操作人员进行安全操作培训,并进行相关知识考核。
数控火焰气割机操作规范标准范本

管理制度编号:LX-FS-A74058 数控火焰气割机操作规范标准范本In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall BehaviorCan Reach The Specified Standards编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑数控火焰气割机操作规范标准范本使用说明:本管理制度资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
1、操作人员应掌握本机性能特点,具有劳动局发放的气割操作证。
2、本机操作时须严格遵守《气割操作规范》。
3、使用本机前必须检查气路系统及割炬连接部位有否漏气现象,如有漏气,一经发现必须立即停止使用,并报上级主管,及时修复后再使用。
4、操作者休息或长时间离开机器时,必须关闭电源,严禁无人操作或远距离操作。
5、当被切割的钢板安放在切割工作台上后,适当调整割炬上手轮,使割嘴离开钢板一定距离。
6、气割机使用完毕后,必须切断电源,关闭气源阀门,将管路内剩余气体放完。
7、气割机附近,严禁放易燃易爆物品,严禁吸烟,严禁在气割机及气源附近使用磨光机、电焊机等设备。
8、乙炔(丙烷)与氧气不能混放。
请在该处输入组织/单位名称Please Enter The Name Of Organization / Organization Here。
数控火焰切割机标准作业工单

数控火焰切割机操作流程标准作业工单编制:审核:批准:日期:1、叉车主要参数:数控系统:EDGE供气方式:氧、乙炔气体切割厚度:6-100mm驱动方式:双边设备总重量:4T纵向电机功率:750W×2 电机转速:3000r/min横向电机功率:400W×1 电机转速:3000r/min有效切割范围:长10000m m×宽5100mm供电系统:三相380V /50Hz单割矩(SK5):升降高度150mm/无级可调升降/电容式自动调高2、数控火焰切割机概况:生产厂家:东方机电设备制造有限责任公司型号:SK-II 6m×12m出厂编号:200104出厂日期:使用日期:使用部门:加工服务部责任人:李愽历史维护记录:-进行设备大修;①更换美国海宝(EDGE PRO)1套;②更换驱动后柜(含750W 松下驱动器2套,400W松下驱动器1套);③更换单割炬升降吊架2套;④加装自动调高装置、自动点为系统2套;⑤更换供气系统1套;⑥更换纵横向拖链,横向气管及加装割炬预选电磁阀(每套割炬3件电磁阀)2套。
3、数控火焰切割机保养①轨道不允许人员站立、踏踩、靠压重物及撞击;导轨面每天用压缩空气除尘后用纱布沾20#机油擦拭轨面,随时保持导轨面润滑、清洁。
②传动齿条用20#机油清洗,不允许齿条上有颗粒飞溅物,以避免影响机床精度。
③操作人员不得随意拆卸机械零件及电气部件。
④若设备出现故障,应及时联系维修人员处理,严禁私自拆机检查。
注意事项:定期检查保养结果应记录在案保存三年。
4、操作人员经培训合格后持证上岗注意事项:(1)严禁无证上岗作业(2)禁止酒后上岗作业。
数控火焰气割机操作规范本

数控火焰气割机操作规范本一、操作准备1. 在操作数控火焰气割机前,首先确认周围没有易燃物品和爆炸物品,并保持操作区域清洁整齐。
2. 检查数控火焰气割机的电源线是否接地良好,电源开关是否处于关闭状态。
3. 检查气割切割头部分是否安装良好,切割嘴是否磨损或损坏。
如有问题,及时更换或修复。
二、操作步骤1. 打开数控火焰气割机的电源,并启动电源开关。
2. 进入数控火焰气割机的系统主界面,选择正确的切割程序。
3. 检查切割程序所需的材料和切割参数是否正确设置。
包括切割速度、气压、切割高度等参数。
4. 将要切割的材料放置在数控火焰气割机的工作台上,并用夹具夹紧固定。
5. 调整切割头的位置,确保切割头与工件的距离适当。
6. 启动数控火焰气割机的切割程序,观察切割过程中的情况。
7. 在切割过程中,密切注意火焰喷口是否正常工作,如有异常应停机检查。
8. 切割完成后,关闭数控火焰气割机的电源开关。
9. 检查切割头部分是否有切割渣滓和损坏,及时清理和更换。
三、安全注意事项1. 在操作数控火焰气割机前,应穿戴好防护手套、护目镜、防护服等个人防护装备。
2. 操作过程中应注意火焰的方向,避免火焰烧伤身体或引发火灾。
3. 在切割过程中,不得将手指、手臂等身体部位靠近切割区域,以防止意外伤害。
4. 使用数控火焰气割机时,应保持清醒和专注,不得在疲劳或酒醉状态下操作。
5. 在更换切割头或维修设备时,必须先切断气源和电源,并等待设备冷却后进行操作。
6. 使用数控火焰气割机时,严禁擅自改动或调整机器的软件设置和机械结构。
7. 在停机前,应等待设备完全停止运行后再离开操作区域。
四、设备维护1. 定期检查数控火焰气割机的电源线、气源管道、切割头等部件是否完好无损。
2. 如发现切割头或切割嘴磨损严重或损坏,应及时更换。
3. 定期清洁数控火焰气割机的工作台、切割头和切割渣滓,保持设备的整洁和正常运行。
4. 对于数控火焰气割机的润滑部位,应按照设备说明书要求定期加油或润滑。
数控火焰切割编程100例

数控火焰切割编程100例1.数控火焰切割编程100例第一例:圆形燃烧截面切割。
设置工程基本参数:X,Y值为400*400mm,Z值为50mm,切割厚度为10mm;设置割断时间为0.1s,重复时间为6s;张力气压为0.2Mpa;定义切割方式为G02,圆圈半径值为350mm,起始点的X、Y坐标为50mm;切割速度为3000mm/min;使用500mm气体管;切向速度为1000mm/min。
第二例:封头式切割。
设置工程基本参数:X,Y值为400*400mm,Z值为50mm,切割厚度为5mm;设置割断时间为0.08s,重复时间为3s;张力气压为0.1Mpa;定义切割方式为G01,起始点的X、Y坐标为50mm;定义切割路径为线条上的封头;切割速度为2500mm/min;使用450mm气体管;切向速度为1000mm/min。
第三例:离散切割。
设置工程基本参数:X,Y值为400*400mm,Z值为50mm,切割厚度为8mm;设置割断时间为0.05s,重复时间为2s;张力气压为0.3Mpa;定义切割方式为G00,起始点的X、Y坐标为50mm;切割速度为4000mm/min;使用550mm气体管;切向速度为2000mm/min。
第四例:扩口切割。
设置工程基本参数:X,Y值为400*400mm,Z值为50mm,切割厚度为7mm;设置割断时间为0.06s,重复时间为4s;张力气压为0.15Mpa;定义切割方式为G04,起始点的X、Y坐标为50mm;定义切割路径为扩口形;切割速度为3000mm/min;使用500mm气体管;切向速度为1500mm/min。
第五例:滚动切割。
设置工程基本参数:X,Y值为400*400mm,Z值为50mm,切割厚度为12mm;设置割断时间为0.09s,重复时间为7s;张力气压为0.25Mpa;定义切割方式为G03,圆圈半径值为300mm,起始点的X、Y坐标为50mm;切割速度为3500mm/min;使用550mm气体管;切向速度为2000mm/min。
2024年数控火焰气割机操作规(2篇)
2024年数控火焰气割机操作规第一章总则第一条为了保障数控火焰气割机的安全运行,提高工作效率,确保工作质量,制定本操作规程。
第二条本操作规程适用于2024年数控火焰气割机的操作及维护。
第二章安全要求第三条操作人员必须经过专业培训,具备相关技术能力,并持有相关证书。
第四条操作人员必须穿着符合安全要求的劳动保护装备,包括防护眼镜、防护手套、防护面具等。
第五条操作人员必须熟悉数控火焰气割机的结构和工作原理,并能够正确使用相应的切割材料。
第六条在使用数控火焰气割机过程中,操作人员应保持机器周围良好的通风环境。
第三章操作规范第七条在使用数控火焰气割机前,操作人员应对机器进行检查,确保各项部件的正常工作状态。
第八条操作人员应按照操作面板上的界面指示调整割炬的高度和方向,并确保割炬与工件之间的距离符合规定。
第九条在操作过程中,操作人员应根据工序要求设置数控火焰气割机的切割速度和温度。
第十条操作人员在操作数控火焰气割机过程中,应高度集中注意力,保持清醒的状态。
第十一条操作人员应按照规定的切割路径进行操作,不得随意更改工作方向和顺序。
第十二条操作人员在操作数控火焰气割机过程中,不得进行除工作以外的其他操作。
第十三条在进行维护、更换刀具或其他维修工作时,必须切断电源,并在检查确认无误后方可重新运行。
第四章故障处理第十四条在使用数控火焰气割机过程中,如果出现异常情况或故障,操作人员应立即停机,并报告相关负责人。
第十五条在更换刀具时,操作人员必须确保刀具的规格和型号与要求相符,并正确安装。
第十六条在清洁和维护数控火焰气割机时,操作人员应使用适当的工具和清洁剂,并注意安全防护。
第五章员工培训与管理第十七条企业应定期对操作人员进行安全培训和技术培训,提高他们的操作技能和安全意识。
第十八条企业应建立健全员工管理制度,确保操作人员合理轮班,工作时间合理安排。
第六章处罚措施第十九条操作人员违反本操作规程的,将会受到相应的处罚,包括口头警告、经济处罚、工作停职等。
数控火焰切割机工安全操作规程范本(2篇)

数控火焰切割机工安全操作规程范本1. 目的和适用范围本规程的目的是确保数控火焰切割机工作过程中的安全性,预防事故的发生。
适用于所有使用数控火焰切割机的操作人员。
2. 安全设备和装备2.1 在操作过程中,必须佩戴个人防护装备,包括防护眼镜、防护手套、防护鞋等。
2.2 切割区域周围必须设置明显的警示标识,禁止无关人员进入。
2.3 数控火焰切割机必须经过定期维护和检查,确保设备的正常运行和安全性能。
2.4 应配备灭火器材并定期检查其有效性。
3. 操作前的准备工作3.1 操作人员必须熟悉数控火焰切割机的操作手册,了解切割过程中可能发生的危险因素。
3.2 在进行操作前,检查设备是否正常运行,刀具是否锋利,液压装置是否工作正常等。
3.3 清理切割区域周围的杂物,确保操作区域整洁无障碍。
3.4 确保空气中的可燃物和易燃物质得到有效处理,避免切割过程中引发火灾。
4. 操作过程中的安全要求4.1 操作人员必须按照操作规程进行操作,严禁随意调整数控火焰切割机的参数。
4.2 在操作过程中,不得将手指、手臂或其他身体部位靠近刀具或切割区域,以免发生伤害事故。
4.3 若需要调整或更换刀具,必须先关闭电源并等待设备停止运行后方可进行操作。
4.4 切割过程中,操作人员必须集中注意力,防止不必要的干扰和误操作。
4.5 切割结束后,必须关闭电源并进行设备清理和维护,保持设备的良好状态。
5. 火灾预防和应急措施5.1 操作人员必须定期检查切割区域的可燃物和易燃物质,并及时清理。
5.2 在切割过程中,操作人员必须保持警惕,防止工作区域发生火花或引起燃烧物燃烧。
5.3 如发生火灾,在确保人身安全的前提下,尽快关闭电源,使用灭火器材进行灭火,若无法控制,请及时报警并撤离现场,并按照应急预案进行处置。
6. 事故处理和报告6.1 如发生设备故障或人身意外伤害事故,操作人员必须立即停止操作,及时采取应急措施,确保人员安全。
6.2 在事故处理过程中,保持冷静并遵循正确的事故处理流程。
数控火焰切割机技术要求
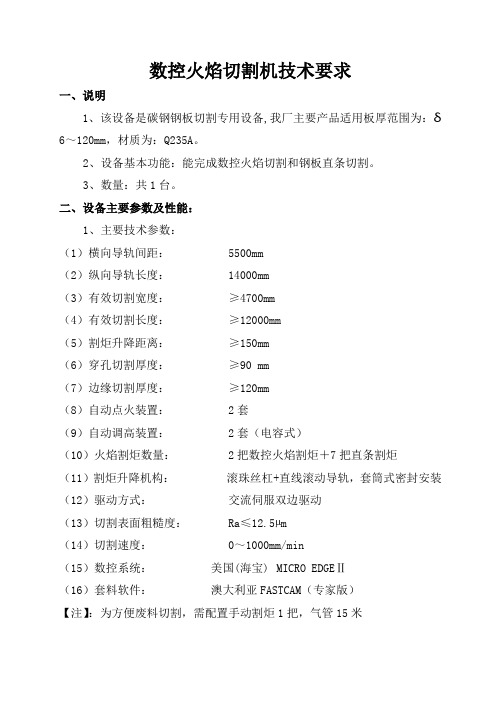
数控火焰切割机技术要求一、说明1、该设备是碳钢钢板切割专用设备,我厂主要产品适用板厚范围为:δ6~120mm,材质为:Q235A。
2、设备基本功能:能完成数控火焰切割和钢板直条切割。
3、数量:共1台。
二、设备主要参数及性能:1、主要技术参数:(1)横向导轨间距: 5500mm(2)纵向导轨长度: 14000mm(3)有效切割宽度:≥4700mm(4)有效切割长度:≥12000mm(5)割炬升降距离:≥150mm(6)穿孔切割厚度:≥90 mm(7)边缘切割厚度:≥120mm(8)自动点火装置: 2套(9)自动调高装置: 2套(电容式)(10)火焰割炬数量: 2把数控火焰割炬+7把直条割炬(11)割炬升降机构:滚珠丝杠+直线滚动导轨,套筒式密封安装(12)驱动方式:交流伺服双边驱动(13)切割表面粗糙度: Ra≤12.5µm(14)切割速度: 0~1000mm/min(15)数控系统:美国(海宝)MICRO EDGEⅡ(16)套料软件:澳大利亚FASTCAM(专家版)【注】:为方便废料切割,需配置手动割炬1把,气管15米2、机械系统性能机械系统由机架、传动装置等部分组成,要求如下:(1)机架采用箱形龙门式结构,具有足够的强度和刚性,外形美观。
(2)横梁必须保证长年使用不变形。
(3)纵向、横向驱动系统均采用日本松下数字式交流伺服电机与德国NEUGART行星减速器,以保证准确执行系统指令。
(4)机械传动系统采用国标精度为6级的精密齿轮与齿条啮合。
(5)割炬升降机构应采用滚珠丝杠配合直线滚动导轨控制,套筒式密封安装,以确保割炬能精确地完成上下动作,而无前后左右动作。
(6)设备外观能见到的钢结构件、螺钉等,均采用发黑或镀铬处理。
(7)整机喷漆采用轿车漆种,颜色为黄色。
3、气路系统要求:(1)纵向、横向电缆和气管采用拖链拖动。
实现总进气管线、电缆和横向管线、电缆拖链拖动。
(2)设备供气采用中央集气单元,压力调整单元,电磁阀、减压阀、回火防止器等组成,应具备高低压转换,压力、流量无级调节,回火防止等功能,确保切割的安全性和高效性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控火焰切割机操作流程
标准作业工单
编制:
审核:
批准:
日期:
1、叉车主要参数:
数控系统:EDGE
供气方式:氧、乙炔气体
切割厚度:6-100mm
驱动方式:双边
设备总重量:4T
纵向电机功率:750W K 2 电机转速:3000r/mi n
横向电机功率:400W K 1 电机转速:3000r/mi n
有效切割范围:长10000mmx宽5100mm
供电系统:三相380V /50Hz
单割矩(SK5):升降高度150mm/无级可调升降/电容式自动调高
2、数控火焰切割机概况:
生产厂家:东方机电设备制造有限责任公司
型号:SK-II 6m x 12m
出厂编号:200104
出厂日期:2001.12
使用日期:2001.12
使用部门:加工服务部
责任人:李博
历史维护记录:-进行设备大修;
①更换美国海宝(EDGE PRO)1套;②更换驱动后柜(含750W 松下驱动器2套,400W松下驱动器1套);③更换单割炬升降吊架2 套;④加装自动调高装置、自动点为系统2套;⑤更换供气系统1套;⑥更换纵横向拖链,横向气管及加装割炬预选电磁阀(每套割炬3件电磁阀)2套。
3、数控火焰切割机保养
①轨道不允许人员站立、踏踩、靠压重物及撞击;导轨面每天用压缩空气除尘后用纱布沾20#机油擦拭轨面,随时保持导轨面润滑、清洁。
②传动齿条用20#机油清洗,不允许齿条上有颗粒飞溅物,以避免影响机床精度。
③操作人员不得随意拆卸机械零件及电气部件。
④若设备出现故障,应及时联系维修人员处理,严禁私自拆机检查。
注意事项:定期检查保养结果应记录在案保存二年。
4、操作人员经培训合格后持证上岗
注意事项:(1)严禁无证上岗作业
(2)禁止酒后上岗作业
主要部位图示
主要部位图示
工序二:开机作业。