基于.PLC的贴标机控制系统设计说明
基于PLC的标签打印机控制系统设计

基于PLC的标签打印机控制系统设计摘要:随着科学技术的进步,标准化管理的原则,公司的快速发展,各个行业对标签质量、形象、安全、高效、准确等管理方面的要求不断提高。
标签打印已经成为一个重要的内容,越来越多的管理者更高程度地关注的生产和印刷,标打印签已经成为日常工作的一部分。
如何更有效率地制作出便捷标签将成为人们更加关注的一个问题。
因此,这种设计对于实现更方便的标签印刷过程控制和标签内容更容易改变印刷系统设计具有重要意义。
本设计的主要内容是通过PLC输出控制电机,来实现标签打印机的控制,完成最终的设计。
1.引言在我们的日常生活中,打印机始终发挥着不可或缺的作用,作为工作和学习中不可或缺的设备,它已经被广泛地应用于政府、公司、银行、医院、高校、家庭等众多机构和单位。
这种设备的意义在于,采用先进的技术手段和算法,为企业提供高效、准确、规范化的标签打印服务,在保证标签质量的前提下提高生产效率,降低人力成本,同时也为行业的数字化转型提供了重要的支撑。
此外,PLC标签打印机中的传感器和检测功能,还可以实现对标签质量和条码的自动检测和校验,有效降低生产环节中的错误率提高产品质量和客户满意度。
2.总体方案设计该项目设计内容为基于PLC标签打印机控制系统设计及应用研究,即以S7-200 PLC作为控制器地标签打印机控制系统,需要有良好的软件控制系统,能够实现标签打印的自动化过程,能够对标签内容进行自定义设置和编辑,支持多种打印格式和字体。
PLC标签打印机需要保证标签打印质量高、精准、稳定,能够适应不同材料的标签打印需求,及时检测并纠正打印错误,以确保打印品质符合ISO标准。
该机器需要具备良好的可靠性和稳定性,能够长时间运行而不出现故障或打印延误等问题。
3.硬件选型3.1 PLC的选型S7-200系列PLC就是为了满足不断发展的市场需求而开发出来的,其价格比较低廉,性能要求较高。
选择PLC的型号为S7-200 CPU 226。
基于PLC的标签打印系统资料
摘要可编程控制器PLC是集计算机技术、自动控制技术和通信技术为一体的新型自动控制装置,其性能优越,已被广泛应用于工业控制的各个领域,并以成为工业自动化的三大支柱之一,而由于可编程控制器具有很好的处理开关控制及良好的稳定性,所以越来越多的自动化都采用PLC作为其主控制器。
本文就是基于PLC标签打印控制系统的设计。
标签打印控制系统主要由可编程控制器(PLC)、驱动装置和传动装置组成。
主要工作原理是PLC控制电气控制回路来完成标签打印工作的进行。
通过对整个系统硬件和软件的设计,最后又按照要求对系统的梯形图进行了模拟调试,得出了符合设计要求的结论。
关键词: PLC、标签打印、梯形图AbstractProgrammable controller PLC is a new automatic control device which integrates computer technology, automatic control technology and communication technology. It has been widely used in various fields of industrial control. It is one of the three pillars of industrial automation. Because of its good control and good stability, more and more automation uses PLC as its main controller.This paper is based on the PLC label printing control system design. The label printing control system is composed of programmable logic controller (PLC), sensor, drive device and drive device. The main working principle is the PLC control circuit to complete the work of label printing.Through the design of the entire system of hardware and software, and last, in accordance with the requirements for simulation debugging system ladder diagram, comply with the design requirements of the conclusions were reached.Key words: PLC, Label printing, ladder diagram目录引言 (1)第一章PLC概述 (2)1.1 PLC的特点和分类 (2)1.1.1 PLC的特点 (2)1.1.2 PLC的分类 (2)1.2 PLC组成 (3)1.3 PLC的工作方式 (3)1.4 PLC的梯形图编程语言 (4)1.5 西门子S7-200 SMART PLC简介 (5)第二章标签打印控制系统控制方案的设计 (7)2.1 标签打印系统的控制要求 (7)2.2 控制方案的设计 (7)2.2.1 调试模式 (7)2.2.2 加工模式 (8)2.2.3 非正常情况处理 ...................... 错误!未定义书签。
基于PLC控制的自动贴标机设计

光机电一体化课程设计题目:变频器控制与通信院别:机电学院专业:机械电子工程班级:姓名:学号:指导教师:基于PLC控制的自动贴标机设计——变频器控制与通信摘要变频器(VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。
变频器靠内部IGBT的开断来调整输出电源的电压和频率,根据电机的实际需要来提供其所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能,如过流、过压、过载保护等等。
随着工业自动化程度的不断提高,变频器也得到了非常广泛的应用。
本课程设计主要讨论变频器与可编程控制器(PLC)通信原理,介绍变频器的控制方式、PLC与变频器远程通信控制的硬件连接等。
选用三菱FX2N型PLC及三菱FR-S500变频器,介绍串行通信技术在贴标机交流变频调速控制系统中的应用,并通过相应的部分通信控制程序来说明利用可编程控制器实现串行通信编程设计方法。
关键词:通信协议;变频器;PLC;控制目录前言 (3)一.变频器的选用 (4)二.变频器的控制方式 (5)三.PLC与变频器远程通信控制的硬件连接 (5)四.变频器的远程控制原理 (6)五.对变频器远程控制时参数的设定 (8)六.对变频器远程控制的软件设计 (8)七.变频器仿真 (9)八.心得体会 (14)附录: (16)前言变频器调速是集自动控制、微电子、电力电子、通信技术于一体的技术,它因很好的调速、节能性能, 在各行业中获得了广泛的应用。
PLC是近年来发展极为迅速、应用面极广的工业控制装置,它具有体积小、组装灵活、编程简单、抗干扰能力强和可靠性高等优点。
现代工业生产的许多领域将变频器与PLC相结合使用, 借助于 PC或(HMI)可以对自动化设备进行智能控制。
随着网络技术的发展,PLC既可以独立地对自动化设备进行控制,也可以作为工作站与整个工厂网络系统的各个单元进行信息交换,有利于“无人化”工厂的实现。
基于PLC的全自动高速彩色不干胶商标机控制系统设计设计
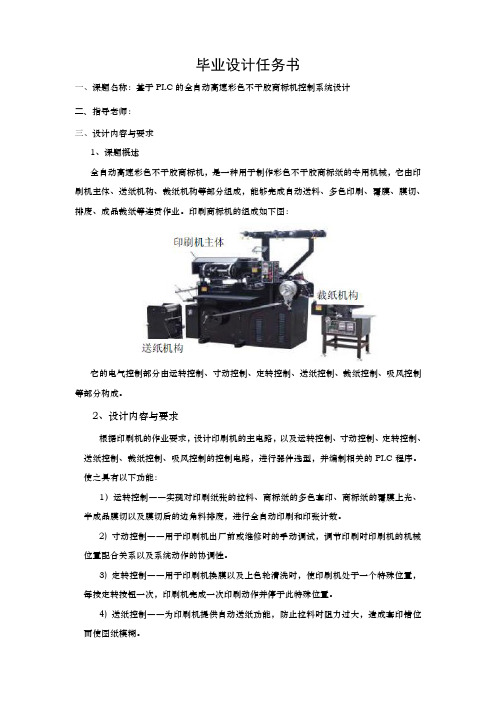
毕业设计任务书一、课题名称:基于PLC的全自动高速彩色不干胶商标机控制系统设计二、指导老师:三、设计内容与要求1、课题概述全自动高速彩色不干胶商标机,是一种用于制作彩色不干胶商标纸的专用机械,它由印刷机主体、送纸机构、裁纸机构等部分组成,能够完成自动送料、多色印刷、覆膜、膜切、排废、成品裁纸等连贯作业。
印刷商标机的组成如下图:它的电气控制部分由运转控制、寸动控制、定转控制、送纸控制、裁纸控制、吸风控制等部分构成。
2、设计内容与要求根据印刷机的作业要求,设计印刷机的主电路,以及运转控制、寸动控制、定转控制、送纸控制、裁纸控制、吸风控制的控制电路,进行器件选型,并编制相关的PLC程序。
使之具有以下功能:1)运转控制――实现对印刷纸张的拉料、商标纸的多色套印、商标纸的覆膜上光、半成品膜切以及膜切后的边角料排废,进行全自动印刷和印张计数。
2) 寸动控制――用于印刷机出厂前或维修时的手动调试,调节印刷时印刷机的机械位置配合关系以及系统动作的协调性。
3) 定转控制――用于印刷机换膜以及上色轮清洗时,使印刷机处于一个特殊位置,每按定转按钮一次,印刷机完成一次印刷动作并停于此特殊位置。
4) 送纸控制――为印刷机提供自动送纸功能,防止拉料时阻力过大,造成套印错位而使图纸模糊。
5)裁纸控制――实现商标纸成品自动裁切,用户可以根据需要设定裁切方式,一旦裁切条件满足,裁刀落下完成裁切并自动记录裁切次数。
6)吸风控制――当印刷纸在工作台面上移动时,通过吸风增加印刷纸的附着力。
四、设计参考资料1./jiaocheng/2./3./五、设计说明书内容1.封面2.目录3.内容摘要(200~400字左右,中英文)4.引言5.正文(设计方案比较与选择,设计方案原理、计算、分析、论证,设计结果的说明及特点)6.结束语7.附录(参考文献、图纸、材料清单等)六、设计进程安排第1周:资料准备与借阅,了解课题思路。
第2周:设计要求说明及课题内容辅导,完成图纸初稿。
基于PLC的标签打印系统

摘要可编程控制器PLC是集计算机技术、自动控制技术和通信技术为一体的新型自动控制装置,其性能优越,已被广泛应用于工业控制的各个领域,并以成为工业自动化的三大支柱之一,而由于可编程控制器具有很好的处理开关控制及良好的稳定性,所以越来越多的自动化都采用PLC作为其主控制器。
本文就是基于PLC标签打印控制系统的设计。
标签打印控制系统主要由可编程控制器(PLC)、驱动装置和传动装置组成。
主要工作原理是PLC控制电气控制回路来完成标签打印工作的进行。
通过对整个系统硬件和软件的设计,最后又按照要求对系统的梯形图进行了模拟调试,得出了符合设计要求的结论。
关键词: PLC、标签打印、梯形图AbstractProgrammable controller PLC is a new automatic control device which integrates computer technology, automatic control technology and communication technology. It has been widely used in various fields of industrial control. It is one of the three pillars of industrial automation. Because of its good control and good stability, more and more automation uses PLC as its main controller.This paper is based on the PLC label printing control system design. The label printing control system is composed of programmable logic controller (PLC), sensor, drive device and drive device. The main working principle is the PLC control circuit to complete the work of label printing.Through the design of the entire system of hardware and software, and last, in accordance with the requirements for simulation debugging system ladder diagram, comply with the design requirements of the conclusions were reached.Key words: PLC, Label printing, ladder diagram目录引言 (1)第一章PLC概述 (2)1.1 PLC的特点和分类 (2)1.1.1 PLC的特点 (2)1.1.2 PLC的分类 (2)1.2 PLC组成 (3)1.3 PLC的工作方式 (3)1.4 PLC的梯形图编程语言 (4)1.5 西门子S7-200 SMART PLC简介 (5)第二章标签打印控制系统控制方案的设计 (7)2.1 标签打印系统的控制要求 (7)2.2 控制方案的设计 (7)2.2.1 调试模式 (7)2.2.2 加工模式 (8)2.2.3 非正常情况处理 ....................... 错误!未定义书签。
基于PLC的自动贴标机控制系统设计

基于PLC的自动贴标机控制系统设计0.引言随着微机技术的不断深入发展,以微机技术为基础的可编程控制器(Programmable Logical Controller)也在不断地发展和成熟,它以高可靠性、优越的抗干扰能力、强大的功能和使用简单方便程序开发周期短等巨大优越性,在工业控制领域得到了广泛的应用,成为工业自动控制的首选产品。
在自动贴标机行业中面对复杂多变的控制要求和客户紧迫的供货周期,PLC更是体现出了其自身的优势,本文将详细介绍基于PLC的自动贴标机控制系统的设计以及PLC在此系统中的优势体现。
1.系统硬件设计本控制系统主要是由可编程控制器、人机界面、伺服电机、调速电机以及光电传感器组成。
根据控制要求,该控制系统主要由四部分组成:·控制部分:松下电工FP0R-C16型PLC。
人机界面:维纶电子MT6070IH人机界面(HMI)。
·执行部分:单相调速电机、台达伺服电机。
·传感部分:日本基恩士光纤传感器。
系统结构框图如图1所示。
图1 系统结构框图1.1 系统控制部分系统关键的控制器PLC选用的是松下电工的小型机FP0R-C16型,该型号是一种性能和价格比很高的可编程控制器,由于其结构紧凑小巧、执行速度快、指令集丰富及价格低廉等特点,符合本系统各方面要求。
在该系统中,其独特的高速脉冲发生指令简单而容易地实现了对伺服电机的控制。
I/O点分配如表1所示:表1 I/O点分配如表1.2 系统操作部分人机界面选用的是维纶通的MT6070IH机型,该产品取代了传统按钮指示灯控制方式,大大节省了PLC的I/O点资源并且简化了系统的配线,减少了故障率,实现了数字设定、信息显示、功能设定等功能。
1.3 系统执行部分1.3.1输送带系统输送带系统是被贴物在机器上通过的通道,被贴物从上一工序由输送到接到贴标机上并在贴标机上匀速通过,在通过贴标头时贴上不干胶标签,最后离开贴标机进入下一工序。
基于PLC的罐装贴标控制系统设计与开发

基于PLC的罐装贴标控制系统设计与开发作者:郭新兰来源:《价值工程》2018年第28期摘要:本文研究了罐装贴标系统PLC程序设计与开发。
该系统采用1台QCPU的PLC为主站,2台FX3U的PLC为从站,以CC-Link的形式组网,根据控制要求进行PLC软件程序设计。
实现两种运行模式:调试模式和加工模式。
采用HMI进行调试和加工的触屏控制。
通过现场调试运行结果表明,所设计的程序满足控制要求。
Abstract: In this paper, the design and development of PLC program of canned labeling system are studied. The system adopts one QCPU PLC as the main station, and two FX3U PLC as the slave station. The network is organized in the form of cc-link, and the PLC software program is designed according to the control requirements. Two operating modes are realized: debug mode and machining mode. HMI is used for debugging and processing touch screen operation. The results show that the program meets the control requirements.关键词:罐装贴标;PLC;程序设计;CC-LINKKey words: canned labeling;PLC;programming;CC-LINK中图分类号:TU473.1 文献标识码:A 文章编号:1006-4311(2018)28-0180-021 系统运行说明灌装贴标系统是将液体产品装入固体容器中,并在容器外贴上标签,此系统需高速高精确的灌装工艺、传输带连续给料、高速准确贴标等性能,一般应用于各种液体、膏体、半流体等物料的清洗、灌装、旋盖、贴标、喷码等,如图1所示。
PLC在贴箱机中的应用设计
PLC在贴箱机中的应用设计1、引言现代商业生产流通领域中,产品都离不开包装。
如牛奶包装箱、水果包装箱等。
而包装纸箱的生产中贴箱机每天处理几十万件应是一件量非常大的生产任务,如果不能实现自动化的生产,将会消耗大量的劳动力,而且效率和质量方面都很难提高。
本设计就是将PLC应用于贴箱机系统中,从而使纸箱的生产实现自动化,其主要的任务是如何将纸板加工成型,打包成捆,如何进行生产过程中的自动控制,它是机电一体的纸箱机械产品。
总之在保证工艺控制要求的情况下,大大提高了生产效率,有很广阔的市场前景。
2、系统控制特点及工艺2.1 控制要求及特点(1) 吸附进纸,确保了纸板吸进纸的位置准确;(2) 折叠部上下传输带夹紧纸板送纸、左右吸附腔吸附送纸和运转与众不同的两侧竖带夹紧纸板送纸相互配合,确保折叠纸无歪斜;(3) 左右下纠偏带各配增减速器,折叠时摩擦强制前后扯动纸板纠偏效果明显;(4) 采用崭新的分垛逐出装置技术,比国外先进的相似装置的性能更为稳定可靠、运行更为迅速。
遇不良纸板时卡纸混乱几率大幅度降低;(5) 人机界面化,可显示生产速度,纸张数及相关的参数;(6) 实现了A/M的控制方式。
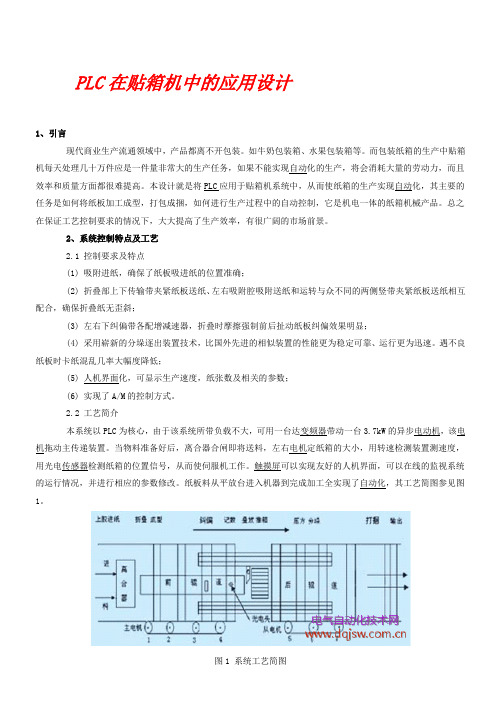
2.2 工艺简介本系统以PLC为核心,由于该系统所带负载不大,可用一台达变频器带动一台3.7kW的异步电动机,该电机拖动主传递装置。
当物料准备好后,离合器合闸即将送料,左右电机定纸箱的大小,用转速检测装置测速度,用光电传感器检测纸箱的位置信号,从而使伺服机工作。
触摸屏可以实现友好的人机界面,可以在线的监视系统的运行情况,并进行相应的参数修改。
纸板料从平放台进入机器到完成加工全实现了自动化,其工艺简图参见图1。
图1 系统工艺简图整个轨道是纸板成型的通道,轨道的形状决定纸板所加工纸箱的形状,以下对各个主要部件做简单的介绍。
(1) 进料装置由于纸板是流水线加工的,当工作台上放有足够多的加工纸板时,才能进入平稳连续,不重叠的工作状态,提高了生产率;(2) 辊矫直机为了让纸板经过时垂直于传送带,并使其紧贴轨道以便纸板较为准确地成型;(3) 测速检测用抗干扰能力强的接近开关作为传感器,并将其所产生的脉冲信号给PLC的高速计数器;(4) 传送装置由电动机带动,它控制主生产线的速度,并由变频器进行控制;(5) 纸板矫正主要由位置信号传感器和伺服系统组成,它主要是矫正成型的纸箱在轨道上的位置偏移,并为后序的纸箱打包做好准备;(6) 记数传感器检测轨道上的纸箱数,以便定量打捆;(7) 纸箱叠放台把传送的纸箱给叠放,定数量给推出;(8) 打捆将定数量的纸箱捆扎好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本系统采用二线式光电开关,接线如总原理图所示。一条 线接到指令输入端子,另一条接到COM端。
伺服驱动器参数设置
标签带驱动轮伺服驱动器
参数 NO.0 NO.2 NO.3 NO.4 NO.9
名称 控制模式 自动调整 电子齿轮分子 电子齿轮分母 内部速度指令2
参数设置
初始值
设定值
0000
贴标机系统综述
贴标机分类
贴标机(Labeller),是以粘合剂把纸或金属箔标签粘贴在规 定的包装容器上的设备。品的型式分为直线式贴标机和回 转式贴标机。
主要分类有:
全自动立式圆瓶贴标机 全自动卧式圆瓶贴标机 全自动转角贴标机 平面贴标机 上下不干胶贴标机 双侧气动贴标机 单侧气动贴标机
基于PLC的贴标机控制系统设计
Contents
1
贴标机系统综述
2
硬件电路设计
3
控制程序设计
4
总结与系统改进
贴标机系统综述
目前,可编程控制器(PLC)、触摸屏和伺 服电机越来越普遍的应用于各种包装机械。 其中,PLC的使用可以提高控制系统的稳定 性,增强系统的抗干扰性;伺服电机的使用 则可以精确定位机械运动位置;触摸屏的使 用可清晰地提供人机操作界面。
2.1模式切换
通过Y7输入高低电平来选择控制模式。速度模式时Y7为1,位置 模式时Y7为0.
2.2 PLSR指令
贴标过程的1秒,采用PLSR可调速脉冲指令,此指令脉 冲只能从Y0或Y1输出,且输出类型只能是晶体管型,这就 要求我们选PLC只能选择T型输出的PLC.
系统控制电路设计
2.电路接线的关键技术
贴标机系统综述
贴 标 机 工 作 示 意 图
硬件电路设计 硬件概述 控制要求分析 系统控制电路设计 伺服驱动器参数设置 系统调试
系统整体方案框图
硬件概述
硬件概述
1.伺服驱动器
三菱通用交流伺服MELSERVO-J2-Super系列是在 MELSERVO-J2的基础上开发的具有更高性能的更多功 能的伺服系统。 控制模式有位置控制、速度控制、转矩控制3 种控制模式。还有位置/速度控制、速度/转矩控制、 转矩/位置控制这些切换的工作模式可供选择。其应 用广泛,不但可以用于工作般工业机械等需要高精 度位置控制和平稳机械和一速度控制的领域,而且 也用于速度控制和张力控制的领域。
按下PLC的停止信号按钮,PLC的Y端无输出,而且伺 服电机停止转动,再次按启动按钮时,系统重新启动。
控制程序设计 贴标机原理图 程序控制流程 电子齿轮比的计算 PLSR指令参数的确定 程序仿真与系统调试
贴标机原理图
贴 标 机 机 械 原 理 图
贴标机原理图
贴 标 机 简 化 原 理 图
16462 3.88346 4239
其中CMX,CDV数值手动输入伺服驱动器参数NO.3和NO.4中。
PLSR指令参数的确定
本课题就是通过PLSR指令控制最重要的贴标过程,所以我们单独列出说明本 指令。 PLSR指令格式如下:PLSR S1 S2 S3 D 其中S1为最高频率,S2为脉冲总数,S3加减速时间,D为脉冲输出口.
知识回顾 Knowledge Review
放映结束 感谢各位的批评指导!
谢 谢!
让我们共同进步
电子齿轮比计算
由于要用到PLSR指令,所以我们需要计算出伺服驱动器的电子齿轮 比,脉动当量设置为0.01mm/plus,标签带驱动轮直径 d1=107.95mm, 周长s=339.1mm。
指令脉冲数 n 33913
电子齿轮
电机编码器分辨率 指令脉冲数
CMX CDV
131072 33913
t1,t2,t3—依次为标签带加速、 匀速、减速时间。N1、N2、N3 依次为对应的脉冲数量。N为 贴标过程总脉冲数量。
PLSR指令参数的确定
经计算最高频率s1=6541Hz,脉冲数 s2=7849Hz ,加减速时间s3=200ms,脉冲输出 口定为Y0.
另外,本贴标系统具有设定标签带长度的 功能,所以为了验证后文仿真部分的正确性, 我们像上文一样计算出标签带长度为8inch时 PLSR指令的各个参数。这里由于标签间隔不 变,所以t1=t3依然是200ms。由于标签长度 为8inch,所以贴标时间t2=0.8s,总脉冲数n 经计算为6540。
制
负逻辑(脉冲串+符号) 用于选择指令脉冲的方
向伺Βιβλιοθήκη 驱动器参数设置传动带驱动轮伺服驱动器
参数 NO.0 NO.2
名称 控制模式 自动调整
参数设置
初始值 设定值
0000
0002
0105
0105
NO.8 内部速度指令1 100
30
NO.19 参数范围选择 0000
000E
说明
设置为速度模式
设置为自动调整 设置为30r/min
程序仿真与系统调试
1.步进梯形图的仿真
我们使用三菱PLC专用编程软件GX-developer进 行梯形图的编制,通过GX-simulator进行仿真,主 要检验逻辑动作和预设功能。其中预设功能包括: 计数、计时、定数、定时、标签长度设定。
2.人机界面仿真
人机界面我们同样采用三菱HMI专用设计软件 GT-designer2,并通过GT-simulator2进行仿真调 试。最后将设计的人机界面与PLC建立通讯形成完 整的”自动贴标系统”。
硬件概述
2.传感器
光电传感技术用于检测非电量,具有结构简单, 非接触,高可靠性,高精度和反应快的特点。
光电开关是由发射器、接收器和检测电路三部分 组成。发射器对准目标发射光束,发射的光束一般 来源于发光二极管(LED)。光束不间断地发射,或 者改变脉冲宽度。受脉冲调制的光束辐射强度在发 射中经过多次选择,朝着目标不间接地运行。接收 器有光电二极管或光电三极管组成。
零位传感器选择镜反射式光电开关 镜反射式光电开关亦是集发射器
与接收器于一体,光电开关发射器 发出的光线经过反光镜,反射回接 收器,当被检测物体经过且完全阻 断光线时,光电开关就产生了检测 开关信号。
硬件概述
系统控制电路设计
1.电路组成
系统主电路 系统控制电路
系统控制电路设计
2.电路接线的关键技术
在接收器的前面,装有光学元件如透镜和光圈等。 在其后面的是检测电路,它能滤出有效信号和应用 该信号。
3.选型
MR-J2S-60A
HC-SFS53 控制标签带驱动轮
硬件概述
FX2N-16MT-001
MR-J2S-60A
HC-SFS53 控制传动带驱动轮
登记传感器选择对射式光电开关
对射式光电开关包含在结构上相互 分离且光轴相对放置的发射器和接收器, 发射器发出的光线直接进入接收器。当 被检测物体经过发射器和接收器之间且 阻断光线时,光电开关就产生了开关信 号。
总结与系统改进
改进方案
加上一个张力传感器,控制系统的张力在某个确 定的范围内,以保证驱动轮主轴和皮带的寿命。
可以在此系统的基础上改造出能同时贴多个标签 的系统,这样不仅节约成本,也加快了贴标效率 。
由于系统运行过程中,PLC发的脉冲偶尔会丢失 ,为了防止该情况发生,在程序编制中可采用软 件容错技术。
总结与系统改进
1. 系统的优势
该系统可以实现自动判定贴标过程中的标签由于带轮打 滑而造成的贴标不准问题;
人机界面可以方便的设置贴标数和贴标时间。 可以贴不同长度的标签,实现了标签长度的柔性化。
2. 系统劣势
由于标签带是变速运动,张紧轮上的力是不断大幅度变 化,因此皮带的寿命会变短。
0001
0105
0105
1
16462
1
4239
500
1000
NO.19 参数范围选择 0000
000E
NO.21 指令脉冲选择 0000
0011
NO.54 功能选择9
0000
0000/0001
说明 设置为位置/速度模式
设置为自动调整 设置为16462 设置为4239
设置为1000r/min 选择对所有参数都能控
PLSR指令参数的确定
频率f(Hz) 匀速段
6541
加速段
减速段
t1 2inch 200ms 10inch / s
t 2 10inch 1000ms 10inch / s
200
1200 1400
时间t(ms)
t3
2inch
200ms
10inch / s
N1 25.4102 / 3.88346 654 N 2 25.4103 / 3.88346 6540 N 3 25.4102 / 3.88346 654 N 654 6540 654 7849
(10in/s) 选择对所有参数都
能控制
系统调试
首先进行主电路和控制电路接线的检查。
合上NFB后,PLC得电,伺服驱动器控制电源L11、L12 得电,RA继电器得电。
接触器MC吸合,伺服驱动器主电路接通。
按下PLC的启动信号按钮,PLC的程序运行,而且有相 应的Y输出,伺服电机按程序运行。
程序控制流程
本课题中我们采用三菱FX-2N 系列PLC作为上位机,MR-J2S 伺服驱动器为下位机,为使贴 标控制系统便于操作我们加入 人机界面,系统的人机界面采 用GT11系列触摸屏控制。
按下贴标系统启动按钮X3后, 1号伺服电机驱动标签带驱动 轮以速度模式恒速运动寻找登 记信号X1,感应到登记信号后 停止运动等待货物信号,当感 应到货物信号X2进入位置控制 模式进行贴标,周而复始。