T型钢节点焊接残余应力及变形研究
q460高强度钢材焊接t形截面残余应力影响参数实验研究

LEE 等研究了预热对 Q690高强度钢材焊接箱形截面 T 形接头焊 趾 附 近 残 余 应 力 分 布 的 影 响[5]。CAO 等 研究了板件宽厚比对 Q800高强度钢材焊接 T 形截 面 残余应力分布的影响,提 出 了 两 种 残 余 应 力 分 布 模 型 和计算公式 。 [6]
综上所述,现 有 的 对 于 Q460 高 强 度 钢 材 焊 接 截 面残余 应 力 的 研 究 主 要 集 中 在 H 型 钢、工 字 形、 板 - 板 对 接 、管 - 管 对 接 、管 - 板 对 接 、箱 形 等 截 面 ;对 于焊接 T 形 截 面 残 余 应 力 的 研 究 主 要 集 中 在 Q690、 Q800等高强度的钢材,缺乏 对 Q460 高强 度 钢 材 焊 接 T 形截面残余应力分布的研究。本文对8个不同试件 的 Q460高强度钢材焊接 T 形截面的残余应力进行实 验 研 究 ,分 析 板 件 的 宽 厚 比 、板 件 厚 度 以 及 翼 缘 和 腹 板 的相关性对 Q460高强度钢材焊接 T 形截面残余应 力 分布的影响。
目前国内外学者对不同截面钢材焊接残余应力 的分布 规 律 进 行 了 大 量 的 研 究。童 乐 为 等 研 究 了 Q460高强度焊 接 H 型钢的 残 余 应 力 分 布 规 律,提 出 了 Q460 钢 板 焊 接 H 型 钢 的 残 余 应 力 分 布 模 型[1];班 慧 勇等 研究了 板 件 宽 厚 比、板 件 厚 度 、焊 缝 类 型 等 因 素 对 Q460高 强 度 钢 材 焊 接 工 字 形 截 面 残 余 应 力 分 布的 影 响,提出 了 Q460 高 强 度 钢 材 焊 接 工 字 形 截 面 的 残 余 应 力 分 布 模 型 和 计 算 公 式[2];马 学 周 研 究 了 Q460高强钢板 -板、管- 管、管 -板 3种对接 多 层 多 道 焊 的 残 余 应 力 分 布 规 律[3];段 涛 研 究 了 Q460 高 强 钢中厚板 及厚板焊接箱形截面的残余应力分布规 律 ,提出了 两 种 焊 接 箱 形 截 面 残 余 应 力 分 布 模 型 ; [4]
试论钢结构焊接残余应力与变形控制
试论钢结构焊接残余应力与变形控制摘要:随着科学技术的不断发展,焊接技术也朝着精细化的方向不断快速发展。
其在发展的过程中受到了相应的制约,制约因素是焊接残余应力和钢结构变形控制。
在钢结构焊接加工中出现残余应力,可能会造成焊接材料产生变形翘曲的问题,甚至在后期导致焊接部位开裂与应力腐蚀等等一系列问题,从而使钢结构焊接件的使用寿命大大降低,使钢结构焊接的可靠性降低。
因此,对钢结构残余应力和焊接变形控制进行全面深入地研究是非常必要的。
关键词:钢结构;焊接残余应力;变形控制1钢结构焊接中残余应力产生的原因1.1钢结构材料性能以及力学性能不达标钢结构焊接残余应力的产生主要来自于材料性能和力学性能。
在钢结构的焊接过程中,受热不均匀是残余应力产生的最主要的原因,当受热不均匀的时候,焊接之后的温度冷却呈现一定的规律,是呈梯度进行的。
从物理因素的角度来对受热不均匀的现象进行相应的分析:不同类型的钢结构零部件具有不同的材料性质,当对其进行加工的时候,金属材料的不同使其对温度的感应也存在一定的差异,这就导致了比热容的变化,在此过程中,焊接部位的组织结构也会发生相应的变化。
1.2热源不同导致焊接残余应力产生在焊接的过程中,不同焊接热源的接入也会对焊接残余应力造成不同的影响。
目前,实现金属焊接所需的能量热源包括由电能、机械能、光辐射能及化学能。
其对应产生的焊接热源就是电弧焊热源、气体火焰焊接热源、电阻焊热源及电子束热源等。
焊接的过程中采用不同的焊接热源,产生的温度场不同,因此产生的焊接残余应力也不同,进而对钢结构产生的变形影响不同。
1.3其它因素导致焊接残余应力产生在钢结构焊接加工中,不仅受到热源和材料、力学性能因素的影响,而且受到其它因素的影响,也会出现不同的残余应力。
例如:如果在焊接加工操作之前,使钢结构局部零件以及器材进行轧刹,也会影响钢结构焊接加工过程,使钢结构焊接加工中出现不同的残余应力。
此外,在钢结构焊接加工中,还要重点考虑其它多方面因素的影响,才能避免出现较大的残余应力。
T型焊接试件焊接残余应力分布的测定
焊 接 学 报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol . 2 9 No. 1 January 2 0 0 8
T 型焊接试件焊接残余应力分布的测定
江克斌 , 肖叶桃 , 郭永涛
(解放军理工大学 工程兵工程学院 , 南京 210007)
应力仪 、探头连接好 (如图 3) 后即可开始测量 , 测量
时 ,两个探头一个放在补偿试件上 ,并保持位置不挪
动 ,另一个探头放在待测试件上 。此应力仪测量焊接
残余应力是采用切应力差法 , 逐点推求应力大小与
分布规律的 ,测量时需测量每个交叉点上三个方向
(0°、45°、90°) 的电流值 。测量的电流差和两个方向主
56
焊 接 学 报
第 29 卷
图 5 试验与模拟结果比较 Fig. 5 Comparison between te st re sults and numerical simulation re sults
4 结 论
(1) 通过对 T 型焊接试件残余应力分布的测 量 ,基于逆磁致伸缩效应的磁测法 ,操作方便 、快捷 、 实用 ,并且可以测得铁磁材料一定深度内不同层深 的残余应力分布 。
depths in wing panel
中 y = 45 mm处横向残余应力σx 的分布规律 ;图 4c , d 显示了该处纵向残余应力σy 的分布规律 。
从图 4 可以看出 ,焊接残余应力是不均匀的 ,靠 近焊缝处存在较大的残余应力值 ,随着不断的远离 焊缝区域 ,残余应力逐渐减小 ,在焊缝两侧一定距离 处 ,应 力 值 较 小 , 在 零 值 附 近 变 化 。图 4 中 层 深 2 mm处残余应力分布与文献[ 8 ]采用有限元模拟技 术对 T 型焊接试件残余应力分布的计算结果和文献 [9 ]采用 X 射线衍射法的实测结果的分布趋势大致 相同 ,但文献 [ 8 ] 没有考虑不同层深的残余应力分 布 ,文献[ 9 ] 采用的 X 射线法也只能测得构件表层 的残余应力 。
T型材角接焊的变形和残余应力分析
( hn h i i t gU i r t,S a g a 2 0 3 , hn ) S a ga J oo nv sy h n hi 0 0 0 C ia a n ei
Ab ta t T jit i e lsaen t nyfe u nl s di d r hp ulig b t l xe sv - sr c : - n l t d r o l rq e t u e nmo en s ib i n , u s e tn ie o f l we o y d ao
l e n o s o e tucu e n rdg tu t r s I h l i g p o e s m o i g hih e e au e n y us d i f h r sr t r s a d b i e sr c u e . n t e we d n r c s , v n g tmp r t r a d
dit rin a d r mn n s sr s . Th l ng ta so ma in a d t e r sdu l sr s l fe tt e q a i f so t n e a t te s o e wedi r n f r to n h e i a te s wi a fc h u lt o l y
张喜 梅 ,张世 联 ,胡 铁 牛
( 上海 交通 大 学 , 海 2 0 3 ) 上 0 0 0
摘 要 : T 型材焊 接不 仅常用 于现代造船工程 中, 而且在近海平 台和桥梁建 造中也得 到广泛应 用。焊接过程
中 , 温 移 动 热 源 及 之 后 的快 速 冷 却 , 得 在 焊 缝 及 其 附 近 区 域 产 生 了 残 留 的 拉 应 力 , 此 产 生 焊 接 变 形 和 残 余 应 高 使 由 力 。焊 接 变形 和残 余 应 力 的 存 在 , 影 响钢 结 构 的建 造 质 量 及 疲 劳 强 度 。 为 预 测 焊 接 变 形 , 于 A S S有 限 元 软 件 将 基 NY 应 用 于对 T 型 材 焊 接过 程 进 行 模 拟 , 求解 残 余 变 形 和 残 余 应 力 分 布 情 况 , 以及 边 界 约 束 条 件 对 它 们 的 影 响 。 通 过 分 析可 得 出 , 缝 上 的各 点 在 焊 接 过 程 中 , 热 时 受 压 应 力 , 却 时 受 拉 应 力 。 在 热 影 响 区 内 , 焊 缝 方 向多 为 拉 应 力 , 焊 加 冷 沿
T形焊接接头残余应力与变形的三维数值模拟
4 计算结果
4. 1 温度场计算结果 观察焊接过程温度场的变化 ,可以发现 ,焊缝单
元被激活后温度迅速上升 ,并超过熔点温度 。约 1 s 后 ,系统温度趋于平稳变化 。图 6 为焊接 10 s时刻 的温度云图 ,从图 6看到 ,热源前方的等温色带变化 十分密集 ,热源后方的等温色带变化随着距离逐渐 趋缓 ,这说明热源前方温度梯度高于后方的温度梯 度 。20 s后焊接过程结束 ,进入冷却阶段 。此时 ,系 统最高温度急剧下降 ,等温色带逐渐散开 ,最后 ,整 个模型各点温度趋于均匀 ,并缓慢降低至室温 。
度决定 ; { P}称为热流向量 ,由内热源和边界换热条
件决定 。第 2步 ,时间域的离散 。采用加权差分法
将以上非线性微分方程组转化为非线性代数方程
组 ,然后用迭代法求解随时间变化的节点温度 ,最后
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
焊缝单元边缘 2. 5mm 的纵向路径上的应力分布 。 纵向应力 Comp 11 of Stress (平行于焊缝方向 )在焊 道中间为拉应力 ,其值达到屈服强度 。拉应力向两 端逐渐减小 , 接近端部处变为压应力 。横向应力 Comp 33 of Stress(垂直于焊缝方向 )的分布趋势也 是两端为压应力 ,中间为拉应力 ,拉应力与压应力在 整个纵向路径上近于平衡 。
第 24卷 第 1期 2007年 02月
江苏船舶 J IANGSU SH IP
焊接残余应力与变形的成因及控制措施研究

獬 辫
张 军 元 郭 睿 涵
( 武威职 业学院 7 3 3 0 0 0 )
焊接残 余应力 与变形 的成 因及控制 措施研 究
摘 要: 在焊接 过程中 , 由于焊件 的局部加热 , 同时 随着热 源的移动 , 构件上各 处的温度是变化 的, 导致焊 件受热不均匀 、 焊缝金属 的收缩、 金相组 织 的变化及焊件 刚性拘 束等众多因素的影响, 致使影响焊接应力与变形 的因素, 使得焊后焊件 中存 在焊接残余应力和变 形。本文探 讨焊件残余应力 与变 形
区外 , 防止 应力叠加 , 影 响结构 的承载 能力。 四是采用 局部 降低 刚度的方 法, 使焊缝 能比较 自由的收缩 。 五是采用合理 的接头形式 , 尽量避免采用搭 接接头 。 ( 2 ) 工艺措施 。 一是合 理选择 装配顺 序和焊接顺序 , 以调整焊接残余应 力 的分布 。二是缩小焊接区与结构整体之间的温差。三是 降低接头的拘束 度 。四是 采 取 锤 击 法 减 小 焊 接 残 余 应 力 。除此 之 外 , 还 可 以采 取 热 处 理 法 、 机械拉伸法 、 温差拉伸法及振动法等 , 来消除焊接残余应力。 总之 , 在焊接 时, 一定要 了解结构 的焊接工 艺, 合 理的控制焊接残余应 力与变形 , 不断地提高焊接产 品质量和 生产率 。一 参 考文 献 :
件 刚性拘 束等因素。焊接残余应力不仅会直接导致各种 焊接残余变形 , 影 响到焊接结构 的形状尺寸精 度, 而且 还会降低焊接 结构 的抗 拉强度、 疲 劳 强 度、 刚度及 受压件的稳 定性等 , 严重 影响焊接 结构的力学性 能和安全 使 用 性能。而焊接 残余 变形与残余应力 同时残存于焊接结构中。焊接残余变 形会造成构件 形状和尺 寸的变化 , 还 会影响后续机 械加工 , 严 重的可 能会 影响其结构的承载能力 。由此 , 探讨焊接残余 应力与变形 的成 因及控制 措 施, 从而保证焊接产品的质量和生产率 的提高 。
转向架管支架T形构件焊修残余应力研究
Welding Technology Vol.48No.2Feb.2019转向架管支架T 形构件焊修残余应力研究武永寿1,朱平2,陈彦君2,刘洋2(1.中车青岛四方机车车辆股份有限公司,山东青岛266111,2.大连交通大学材料科学与工程学院,辽宁大连116021)摘要:针对管支架组焊构件焊修残余应力状态,通过数值模拟和试验测试方法,分析了在现场焊修条件下,先退火后焊接和先焊接后退火工艺分别对管支架T 形构件焊趾部位残余应力的影响。
结果表明:无论是先退火后焊接,还是先焊接后退火,管支架T 形角焊缝接头在焊趾部位的残余应力均为拉应力,其应力数值有的达到母材的屈服极限。
比较先退火后焊接和先焊接后退火,先退火后焊接的残余应力比先焊接后退火的残余应力大。
关键词:管支架;焊修;退火处理;残余应力中图分类号:TG404文献标志码:B文章编号:1002-025X (2019)02-0015-03收稿日期:2018-11-060前言高速列车转向架管支架焊接构架存在服役后的焊修处理问题。
在现场焊修条件下,常采用多层多道连续焊修作业,且焊修后构架不再重复进行去应力退火处理,而主要采取风铲冲击、锤击、打磨等非热处理消应力措施[1-6]。
因此,需要研究先退火后焊接的工艺和先焊接后退火工艺下转向架构架管支架T 形接头的残余应力及分布状况,为合理制订转向架构架焊修工艺提供可行性依据。
1管支架材料及焊修工艺管支架用钢为按照JIS G 3114—2008生产的SMA490BW 板材(厚12mm )和管材(准203mm×11mm )。
钢的屈服强度≥355MPa ,抗拉强度490~630MPa ,伸长率≥15%。
焊丝选用符合T B /T 2374—2008的JM55-Ⅱ焊丝,直径1.2mm 。
焊接保护气体采用富氩混合保护气体(φ(Ar )80%+φ(CO 2)20%)。
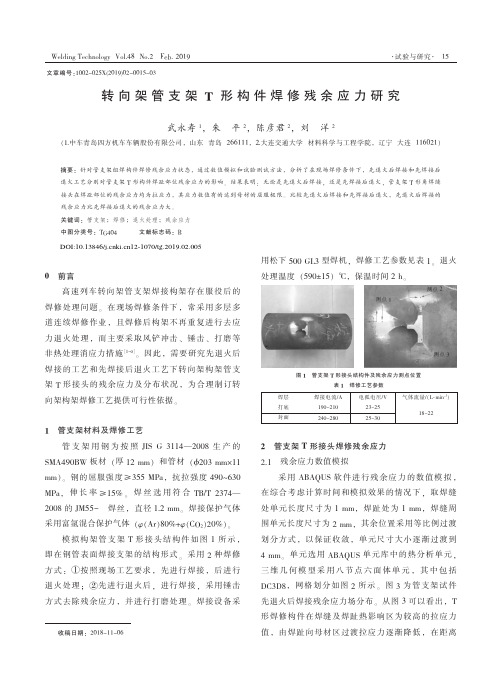
模拟构架管支架T 形接头结构件如图1所示,即在钢管表面焊接支架的结构形式。
焊接顺序对T型接头残余应力及变形影响

焊接顺序对T型接头残余应力及变形的影响[摘要]:本文利用simufact welding专用焊接软件,模拟了5种不同焊接顺序对t型焊缝残余应力及变形的影响,并得到了最优的焊接顺序。
结果表明:残余应力和变形具有相反的变化趋势,先焊两端后焊中间分段焊法既可有效控制t型接头的残余应力,又可控制其变形量。
[关键词]:t型接头有限元模拟焊接顺序残余应力焊接变形引言焊接结构一个很明显的特点是有较大的焊接应力和变形。
焊接应力和变形不但可能引起热裂纹、冷裂纹、脆性断裂等工艺缺陷,而且在一定条件下将影响结构的承载能力,如强度,刚度和受压稳定性。
除此以外还将影响到结构的加工精度和尺寸稳定性。
因此,在设计和制造时充分考虑焊接应力和变形这一特点是十分重要的[1][2]。
采取合理焊接工艺控制焊接残余应力和变形,对于提高结构件使用寿命具有重要的意义。
焊缝残余应力和变形的复杂性使得以通过试验、检测等手段获得残余应力分布规律变得很困难,精度难以保证。
在计算机高速发展的今天,大多采用数值模拟的方法[3]。
因此本文以泵车臂架和支腿结构为研究对象,利用simufact welding专用焊接软件优化工艺设计,提出合理的施焊方案,使变形和残余应力得到控制,以满足结构的使用要求。
1.有限元模型建立1.1 模型建立泵车臂架和支腿为典型的箱体结构,由顶底板、两侧板和焊缝组成,一般实际结构尺寸较大,为了方便计算,取实际结构的一部分建立简化模型(尺寸:底板和侧板尺寸为150×450×8mm),如图1所示。
1.2 网格划分为提高计算效率并保证计算精度,在温度梯度较大的焊缝及热影响区网格划分较密,而远离焊缝和热影响区的区域网格较粗,本网格有限元模型采用六面体和四面体混合网格,网格划分结果为9090个节点,5800个单元,有限元划分结果如图1所示。
1.3 材料特性由于泵车臂架和支腿均为高强钢焊接结构,本次模拟选用16mncr5作为高强钢材料,其热物理参数和力学性能参数随着温度变化而变化,如下表1所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
月 尹 、 ,
根据混凝土板单元的受力及平衡条件可得如下关系式:
/
co [ 1求得 梁 完 组合以 组合作 i 等[ 在 组合 在 全 n 5 , 6 及无 用下的 弯曲曲
· 率基础上, 引人滑移效应的影响, 求得修正后的弯曲中心, 以此来 得到组合梁截面的应力。 文中通过材料力学原理, 推导出在均布荷载作用下的简支组 合梁交界面相对滑移的理论计算公式, 进一步得出挠度变形以及 弯曲曲率的计算公式, 从而得到组合梁任意截面的应力分布, 并
采用有限元软件 A S S进行分析, NY 根据计算模 型用
PA E32 4 L N 1, 节点热 3 1 一应力祸合单元建立有限模型[。利用 ] ’
A SS N Y 单元生死方法和 祸合功能模拟焊接过程。其焊缝区沿焊 缝的应力分布如图2 所示, 钢板上表面应力分布如图3 所示。
R En
2 相对滑移的理论计算公式 2 1 基本假定 .
1钢梁与混凝土均为各向同性的弹性体;) ) 2变形前后, 组合 梁中的钢梁和混凝土板符合平截面假定;) 3钢梁与混凝土板的弯 曲曲率相等, 即钢梁与混凝土板之间无竖向掀起;) 4剪力连接件 沿梁长均匀布置, 连接件的荷载滑移关系为线性关系。
22 建立微分方程 . 根 基 假 取钢梁与 定, 据 本 混凝土 板组合梁 某一单元 并 体, 蒋
钢梁与混凝土板单元分离开来, 如图 1 所示。由组合梁单元的受 力及平衡条件, 考虑弯矩与曲率的关系式, 以及交界面的滑移应 变可得如下方程组:
聂建国 [ 〕 ,推导了在不同 作用下钢一混凝土组合梁因 等[ i 2 荷载
滑移效应引起的附加变形计算公式, 并求得滑移效应使组合梁产 生的附加曲率进而考虑滑移效应对组合梁弯曲强度的影响; 余志
第3 3卷
2 00 7
第 年
3 On
期 月
山
西
建
筑
Vo. 3 o 8 l3 N .
Ma r
S HANXI ARC TE URE HI CT
20 07
·5 . 7
文章编号:09 8520 )805- 10- 2 (070-07 2 6 0
T型钢节点焊接残余应力及变形研究
翟晓鹏 张系斌 刘泰凤
图 1 钢管与节点板焊接坡口形式
32 有限元计算及残余应力分析 .
收稿 日期: 0 - - ; 61 2 2 0 04
作者简介: 翟晓鹏( 8- 长江大学城市建设学院钢结构研究所硕士研究生, 荆州 442 1 0 )男, 9 . 湖北 303 张系斌(96 )男, 15- 教授, . 长江大学, 荆州 442 湖北 303
武等[将剪力连接件拟合为符 o m n [ 3 1 合Go a假设的弹性夹层, d 推导
出 考虑滑 效 组 支梁 度 公式; 移 应的 合简 挠 计算 王连广等闭对钢 一
轻骨料混凝土组合梁滑移性能进行了实验研究和理论分析;e - Sr a
(cs +二hN啥 省 E+l (十 )= 一 cE) 、 ss I s 0 u )s ' N =S (+ )‘lEs s h h‘Ec A c s一c+ Lu , 1
5 16 1 . 2 6
的综合 应力, 计算应力公式为。 D 。 。 。 = ( 一 。 其中, 为温度变 ) 。 。
化引起的温度应变。
0 358 4 .9 7 .9 9 .9 17 9 8 2 .9 7 16 7 4 3 2 1.8 0 4 1.9 3 .9 5 .9 8 .9 16 1 1 179 53 7 89 5 2 53 0 .9 DIT S
ZI I opn Z A G -i I T ieg I Ma eg H N X b LU - n A - i n af
p A sat h r i ase ad o ao re c oTs pd d g ea aa z wt fi em n m t dT e a t eo bt c T e d l s d r tn a h - ae w ln nd r nle i it l et h . m i y s r : e u ts n e m i e r f h s r f s e i o s y d h e e n e e o h n f w ln df m tn t dtbtn o r i ase ad m a r f dfm tn t l d cb i dtlt poi vf - e i e r ao , ir uos ed l s n t e u s e r ao c r a e re n a, n r d e r d g o i h si i f u t s h e s r e s e o o i o o r s id e iic r n e a v e e
[] 修三. 钢的焊接【 . 1上田 结构 M]北京: 金工 版社, 0. 冶 业出 24 0 【 幻王助成 有限单元法【 . M]北京: 清华大学出 版社, 0. 23 0 [] 3龚曙光.N Y 工程应用实例解析[ . A SS M]北京: 机械工业出 版
社 ,03 20 .
5 结语 文中采用有限元数值模拟的方法分析了T型节点焊接残余 应力及变形分析, 给出了T型焊接残余应力的分布规律和控制变
王 硕
摘 要: 通过材料力学原理: 推导出 在均布荷载作用下的简支组合梁交界面相对滑移的 理论计算公式, 进一步得出 挠度 变形以 及弯曲曲率的计算公式, 讨论了 滑移效应对弯曲 应力的影响, 为进一步的 理论研究提供了 依据。
关键词: 滑移效应, 钢一混凝土组合梁, 弯曲应力 中图分类号二U 7. T 351
K:r sl
图2
9妇 =1 56 4 5 6 1.7 7 V =匆 15 IE 9
焊缝区沿焊缝的应力分布
( 1* a x 0 *)
Y AH n工 犷
I ' M =8 2
50 3 11 5 .4 44 17 1 9 .0
39 0 2 1 3 .6
P 12 3 Y )=7 任 N
3引 8 1 治.2 2任】.8 731 22 59 1 4 .4 ! 8 .0 6月51 !130 1 2 .6
摘 要: 运用有限元方法分析研究了T型节点焊接的残余应力与变形, 重点阐述了 该T型焊接变形的类型、 残余应力分 布规律及控制焊接变形的措施, 供类似工程参考。
关键词: T型节点, 焊接变 残余应力 形,
中图分类号二U 5 .1 T 781 文献标识码: A
1 研究目的
焊接过程中, 应力变形是随时间而改变的。当焊件温度降至
式大多采用相贯焊接, 但其残余应力比 较大, 同时残余变形比较
难控制。文中拟采用T型节点取代管管相贯焊缝, . 并对T型节点 焊接残余应力与变形进行分析研究。
. 'w =叨 15 7柳 1E3 I l 9 76 7 86 0 . 1 P R 月JT AI ) K X I 1 )= 5 733 82 4 . 1 N[R=2 I 3 7硬9 8旧 1 . 7 1 任互 N 6 5 日 8 1 只
形的措施。证明在工程中用 T型焊接对接焊缝取代相贯焊缝, 可
[] 乐. 接工程学[ . 4曾 焊 M]北京: 新时代出 版社, 8. 16 9 [」 5北京土木工程建筑学会. 钢结构工程施工技术措施〔 . M]北 京: 经济科学出 版社, 0. 25 0
Ree rh s rs u l es T tp s e hd w lig d dfr t n sac e o ei a srs o - e t l e dn a i e mai n d t f y e o e n t o s o
文献标识码: A
1 概述
钢一混凝土组合梁中剪力连接件是钢梁与混凝土板共同工 作的关键, 前应用最广泛的剪力连接件是圆柱头焊钉连接件。 目 由于连接件在传递钢梁与混凝土交界面上的水平剪力时自身要 发生变形, 使钢梁与混凝土交界面上产生相对滑移。对于使用圆 柱头焊钉这类柔性连接件的组合梁, 滑移效应对组合梁的力学性 能产生不可忽略的影响, 许多学者通过实验发现按照换算弹性模 量法计算所得的组合梁挠度值要小于实测值, 这在工程中是偏不 安全的, 我国G 507 03 B 1- 0 钢结构设计规范对部分连接组合 0 2 梁, 考虑了滑移效应对刚度的折减以及对极限抗弯强度的影响。
讨论了焊钉纵桥向布置间距对截面应力的影响。
d s d c sx N 二一 N =一rd 由假定得到交界面上分布剪力与相对滑移的关系式:
、
.
八J
、 ‘ 声 矛
r s= 一丁 0
K
了 . 、
月 峙
, J 口 、
尸
其中, 焊钉的抗剪刚度; 为焊钉纵桥向 K为 P 间距。 令a EI十 s ; c = c EI Q EAc E A ;“二hc s ; c s h c +hu k = s ss
受任何约束, 则物体上有变形而不引起应力, 但是物体由于约束或 各部分温度变化不均匀热变形不能自由进行时, 则在物体中产生 应力, 物体由于温度的变化而引起的应力称为热应力。当弹性体 的温度场已经求得时, 就可以进一步求出弹性体各部分的热应力。 由于热变形产生的应变可以看作是物体的初应变, 计算热应 力时只需算出 热变形引起的初应变。, 。求得相应的初应变引起的 等效节点载荷Po与其他载荷项合在一起, E , 求得包括热应力在内
65 1 日旧 5. 62 7 7 6 8 .9 603 7 2 2 .9 57 9 7 5 .朋
2 残余应力计算方法[ I l l
当物体各部分温度发生变化时物体将由于热变形而产生线 应变aO 0) 其中, 为材料的 ( 一 0。 a 线膨胀系数; 为弹 0 性体内任一
545 7 4 9 .8 52 170 3 .8
4 悍接 残余变 控制5 形的 [ 1 1
从设计和工艺两方面着手, 根据分析结果及实际工程中发现 的问题, 采取以下措施确保焊缝质量, 减小焊接变形。1预留补 ) 偿余量。根据试验结果, 为便于管理, 每根无缝管制作时预留 1m 0 m余量。z采用合理的安装、 > 焊接顺序。对析架结构采取由 中间往两边对称安装、 焊接的顺序。先将处于正中间的析架结构 准确定位并进行刚性固定. 接着安装邻近的无缝管, 测量定位后,