施耐德培训M340培训教程
2024施耐德ModiconM340编程手册pdf

施耐德ModiconM340编程手册pdf•ModiconM340概述•编程基础•数据处理与运算•程序流程控制目•系统功能实现•调试与故障诊断录ModiconM340概述01Modicon M340是施耐德电气推出的一款高性能可编程逻辑控制器(PLC)。
它采用了先进的处理器技术和丰富的功能模块,适用于各种工业自动化应用。
Modicon M340具有良好的可扩展性和灵活性,可以满足不同规模和复杂度的控制需求。
高速处理能力Modicon M340采用了高性能的处理器,具有快速的数据处理和执行速度。
丰富的功能模块提供了多种功能模块,包括数字量输入/输出、模拟量输入/输出、高速计数器等,可以满足各种控制需求。
强大的通信能力支持多种通信协议,如Modbus、Ethernet/IP、Profinet等,可以与其他设备进行高效的数据交换。
易于编程和调试提供了直观的编程软件和调试工具,使得用户可以轻松地进行程序编写和调试。
制造业能源与基础设施楼宇自动化物流与仓储ModiconM340应用领域Modicon M340广泛应用于各种制造业领域,如机械制造、汽车制造、食品加工等。
Modicon M340也常用于楼宇自动化系统中,如空调控制、照明控制、安防系统等。
适用于电力、水务、燃气等能源与基础设施领域,可以实现设备的自动化监控和控制。
在物流与仓储领域,Modicon M340可以实现货物的自动化搬运、分拣和存储等功能。
编程基础02施耐德Modicon M340 PLC支持多种编程语言,包括梯形图(LD)、指令表(IL)、顺序功能图(SFC)、结构化文本(ST)和函数块图(FBD)。
梯形图(LD)是一种图形化编程语言,直观易懂,适用于简单的逻辑控制。
指令表(IL)是一种类似于汇编语言的文本编程语言,适用于复杂的算法和数据处理。
顺序功能图(SFC)是一种描述顺序控制流程的图形化编程语言,适用于复杂的顺序控制系统。
结构化文本(ST)是一种高级文本编程语言,适用于复杂的数学计算和数据处理。
施耐德培训M340培训教程
施耐德培训M340培训教程1.引言施耐德电气作为全球能源管理和自动化领域的领导者,一直致力于为客户提供高效、可靠和安全的解决方案。
M340作为施耐德电气的一款高性能可编程逻辑控制器(PLC),具有强大的数据处理能力、灵活的编程环境和广泛的应用领域。
为了帮助用户更好地掌握M340的使用方法和编程技巧,本教程将详细介绍M340的基本概念、硬件组成、软件安装与配置、编程方法以及应用案例。
2.M340基本概念2.1PLC概述PLC(可编程逻辑控制器)是一种广泛应用于工业自动化领域的通用控制器。
它通过编程实现对输入信号的逻辑处理,输出信号控制执行器完成各种任务。
PLC具有结构紧凑、编程灵活、抗干扰能力强、可靠性高等特点。
2.2M340特点1)强大的数据处理能力:M340采用高性能处理器,具备强大的数据处理能力,满足复杂控制需求。
2)灵活的编程环境:支持多种编程语言,如LD(梯形图)、IL (指令列表)、FBD(功能块图)等,满足不同用户的需求。
3)广泛的应用领域:M340适用于各种工业自动化领域,如生产线控制、机床控制、过程控制等。
4)高可靠性:采用模块化设计,具备良好的抗干扰能力和散热性能,保证系统稳定运行。
3.M340硬件组成3.1处理器模块处理器模块是M340的核心部件,负责执行用户程序、处理输入输出信号和与其他设备通信。
根据性能和功能需求,M340处理器模块分为多个系列,如BMX、CMX、EMX等。
3.2输入输出模块输入输出模块用于连接外部设备,如传感器、执行器等。
M340提供丰富的输入输出模块,包括数字量、模拟量、热电阻、热电偶等类型。
3.3通信模块通信模块用于实现M340与其他设备或系统之间的数据交换。
M340支持多种通信协议,如以太网、CANopen、Modbus等。
4.M340软件安装与配置4.1软件安装M340编程软件为SoMachine,用户需从施耐德电气官网相应版本并进行安装。
安装过程中,需确保计算机满足软件运行要求。
施耐德M340及Unity Pro XL教程
0
0
0 1 23 4 5 6 7 89
0 1 0 6 0 3 4 6 7 99
0 4 0!"#$%&'()*9
+,-.8 0 4 0!"#$%&'()*1 / 7 01231 / 7 4560
4 0 7 =4%F0 0
0
0 IJ9
K0 0 LIJ9
KMN9O<PQR>4 7 BCST%F0 0
0
0 1 2 1 3 4 56789
4 4 4 !"#4 4
4 #$2 2 %4 4 4 #$2 2 %&'()*!+,#$2 % ./04 14 4 23#$2 %./04 514 4
0 123 ^ 50 0 123 ^ 5_`aWX1YZ[\]%&bcde78fghijk l\mnno p78123 q 5ak r so 67tuvwr !k Ox23 5o '(fghiy6z{|Y}~Z[6z WX1Yk O x23 5o fghjijk 3 o 0 0 '(k o dmj\]vwYZ[OPYZ[\]!12 5\]wW X1YZ[r k , . + o k o !0 0
J KCDL M N Oo P +pqr9'(J stu @ ] <P "J s tu @ ] <P pqrvw9'9J <=>? @ AB CDEP xyzJ :P +GH5m12{ 40 0
0
0 123 40 0 15 3 6 789
9 !"#$%&'()*+ ,-./ 9 0 12345,- 0 1234)*67 8 9 : ; < = > ? @ A BC,-DE9FCGH34I', - J KLM!"+ 9NO !"934'P12Q 4R8 0 0
2024版施耐德M340PLC培训教材

施耐德M340PLC培训教材•PLC基础知识•施耐德M340PLC硬件系统•施耐德M340PLC软件系统•基本指令与功能实现目录•高级功能应用与扩展•故障诊断与维护保养策略01PLC基础知识PLC定义与发展历程PLC定义可编程逻辑控制器(Programmable Logic Controller,PLC)是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
发展历程从1969年美国DEC公司研制出第一台PLC开始,经过几十年的发展,PLC已经由最初的逻辑控制扩展到运动控制、过程控制等领域,成为工业自动化领域的重要组成部分。
PLC工作原理及结构组成工作原理PLC采用循环扫描的工作方式,通过输入接口采集现场信号,经过内部处理后再通过输出接口控制现场设备。
结构组成主要包括CPU、存储器、输入输出接口、电源等部分。
其中,CPU是PLC的核心部件,负责执行用户程序;存储器用于存储用户程序和数据;输入输出接口用于连接现场设备和PLC内部电路;电源为PLC提供工作电压。
PLC编程语言与标准编程语言PLC的编程语言主要有梯形图(LD)、指令表(IL)、功能块图(FBD)、顺序功能图(SFC)和结构化文本(ST)五种。
其中,梯形图是最常用的编程语言,具有直观易懂的优点。
标准国际电工委员会(IEC)制定了PLC的编程语言和通信标准,即IEC 61131-3标准。
该标准规定了PLC编程语言的语法、语义和显示方式,以及PLC之间通信的协议和规范,为不同厂商生产的PLC 提供了统一的编程和通信接口。
02施耐德M340PLC硬件系统CPU 模块内存模块通信模块提供大容量存储空间,支持程序和数据的高效存储。
支持多种通信协议,实现与其他设备的可靠通信。
0302 01采用高性能处理器,实现快速逻辑运算和数据处理。
可根据需求添加扩展模块,实现更多功能。
体积小巧,节省安装空间。
采用工业级元器件,确保长时间稳定运行。
支持在线诊断和远程维护,降低维护成本。
施耐德培训_Modicon M340 串行通讯
连接设备
总线长度
干缆 : 1000 米 支缆 : 40 m 256 bytes 字 / 位 读操作 字 / 位 写操作 诊断
干缆 : 1000 米 支缆 : 40 m 1 K bytes 字符串发送 字符串接收
信息大小 服务
Serial line communication – 2006/05 4
Modbus 与 OSI 参考模型
Force single output bit Write single register
Write multiple output bits Write multiple registers Read / Write multiple registers
Serial line comm communication – 2006/05 31
Modbus调试界面
Modbus通讯端口 工作模式
调试 计数器
Serial line communication – 2006/05 32
字符串模式配置界面
Serial line communication – 2006/05 33
字符串协议
5
4 3 2 1
会话层
传输层 网络层 数据链路层 物理层
无定义
半双工 (RS485) 半 / 全 双工 (RS232) 物理接口定义RS485 / RS232 两线制或四线制
Serial line communication – 2006/05 6
B – 物理层
Serial line communication – 2006/05 7
动态协议交换
使用WRITE_CMD功能块可以动态改变串行通讯端口的协议类型
– Modbus 主模式 – Modbus 从模式 – 字符串模式
施耐德PLC教程 ppt课件

存储器(系统 /用户程序)
输
输
入
出
I/O
处理器CPU
I/O
接
接
口
口
电源
ppt课件
16
1.3 可编程控制器的工作原理 •1.3.1 扫描原理 •1.3.2 I/O映象区,响应时间 •1.3.3 举例说明PLC如何取代传统的继电器、接触器控制电路
ppt课件
17
1.3.1 扫描原理
PLC采用循环扫描的方式进行,循环扫描一次所用的时间称为一个扫描周期。 扫描周期的长短由CPU指令执行速度、用户程序长短、有无外围设备与PLC交换 信息等多种因素决定,扫描周期的长短直接影响输入、输出的响应速度。
ppt课件
20
PLC的I/O响应时间 为了增强PLC的抗干扰能力,提高其可靠性,PLC的每个开关量输入端都采用光
电隔离等技术。为了能实现继电器控制线路的硬逻辑并行控制, PLC采用了不同于一 般微型计算机的运行方式(扫描技术)。以上两个主要原因,使得PLC得I/O响应比一 般微型计算机构成的工业控制系统慢很多,其响应时间至少等于一个扫描周期,一般 均大于一个扫描周期甚至更长。
1、安装方法 2、CPU模块接线图 3、离散量I/O模块接线图 4、模拟量I/O模块接线图 5、外部电池安装方法
ppt课件
12
TWIDO PLC 高级教程
目录
1.1 宏功能的应用 1.1.1 一般COMM通讯 1.1.2 变频器DRIVER通讯
1.2 CANOPEN通讯介绍 1.2.1 CANOPEN配置工具的用法 1.2.2 CANOPEN的编程方法
ppt课件
9
第七章 TWIDO PLC通讯功能
M340入门
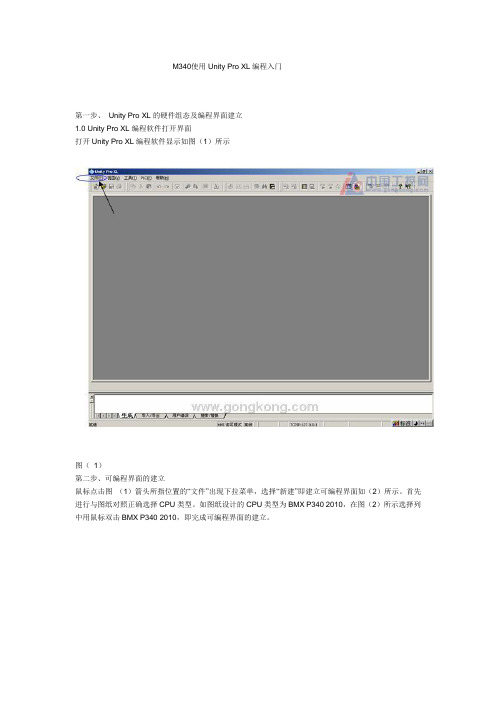
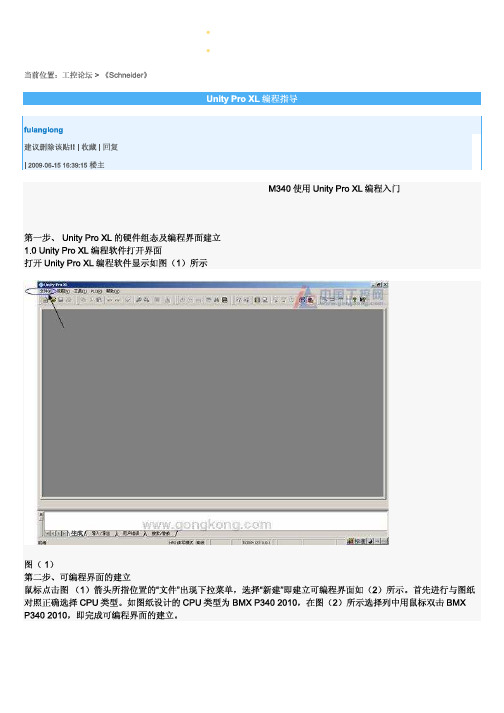
M340使用Unity Pro XL编程入门第一步、Unity Pro XL的硬件组态及编程界面建立1.0 Unity Pro XL编程软件打开界面打开Unity Pro XL编程软件显示如图(1)所示图(1)第二步、可编程界面的建立鼠标点击图(1)箭头所指位置的“文件”出现下拉菜单,选择“新建”即建立可编程界面如(2)所示。
首先进行与图纸对照正确选择CPU类型。
如图纸设计的CPU类型为BMX P340 2010,在图(2)所示选择列中用鼠标双击BMX P340 2010,即完成可编程界面的建立。
图(2)第三步、硬件组态的建立第二步完成后将出现图(3)所示界面图(3)即可进行硬件组态、序的建立等。
首先进行硬件组态。
3.1 主站硬件组态的建立鼠标双击图(3)的左边树型列中“PLC总线”,操作位置见图(3)箭头所指,将出现主站硬件组态配置界面图(4)。
图(4)在图(4)界面箭头所指位置用鼠标双击或鼠标右键操作,将显示图(5)界面。
图(5)在图(5)箭头所指位置正确选择进行添加或修改模块,参照本项目电气图纸正确选择同型号PLC模块及在插槽中相对应的位置,最后完成的硬件组态必须与真实的PLC硬件配置相一致,否则与PLC进行通讯调试时将出现硬件配置不一致的错误。
3.2 从站硬件组态的建立及主站与从站的变量映射配置3.2.1从站硬件组态的建立鼠标双击图(3)的左边树型列中箭头所指位置“CANopen”,将出现从站硬件组态配置界面,图(6)所示。
图(6)箭头所指位置为从站硬件组态及地址配置,鼠标双击将出现图(7)所示界面,在箭头所指位置进行正确选择需要配置的从站,从站与主站硬件组态的配置步骤基本一致。
图(7)3.2.2 从站中岛(OTB_ISLAND)的建立当“CANopen”组建从站时,如果从站存在OTB1 CODM9LP连接的其它I/O模块时就需要组建一个岛.其组建需要通过两步来实现.首先,参照从站硬件组态建立的方法,见图(7)箭头指向位置,“CANopen子站”的下拉列中选择“分布式I/O”,在“分布式I/O”下拉列菜单中选中“OTB_ISLAND”,即完成“岛”的建立。
施耐德培训M340培训教程

xx年xx月xx日
• M340 PLC基础知识 • 基本编程技能 • 高级编程技术 • 通信与网络技术 • 系统集成与应用实例 • 故障诊断与维护保养
目录
01
M340 PLC基础知识
PLC概述及发展历程
PLC定义
可编程逻辑控制器(
Programmable
Logic
Controller),一种数字运算操
作的电子系统。
发展历程
从早期的继电器控制系统到现代 PLC的发展历程,以及PLC在工业 自动化领域的重要性。
M340 PLC特点与优势
特点
高性能、高可靠性、易于使用和维护 等。
优势
模块化设计、丰富的功能库、强大的 通信能力等,使其在工业自动化领域 具有广泛的应用前景。
硬件组成与结构
01
02
03
04
根据工艺流程和控制需求,设计合理的控制系统 架构,包括硬件选型、网络拓扑等。
3
控制程序编写与调试
根据控制系统架构,编写相应的控制程序,并进 行调试和优化,确保生产线稳定运行。
工业物联网(IIoT)应用案例
IIoT技术介绍
简要介绍工业物联网的基本概念、技术架构和应用场景。
Байду номын сангаасIIoT在施耐德M340系统中的应用
等。
04
通信与网络技术
通信协议及接口标准介绍
常见的工业通信协议
Modbus、Profibus、Profinet、EtherNet/IP等
通信接口标准
RS232、RS485、以太网等
以太网通信配置与实现
以太网通信基础知识:IP地址、子网掩码、网关等 M340 PLC以太网通信配置步骤
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
施耐德培训M340培训教程
施耐德电气是全球领先的能源管理和自动化解决方案提供商,其业务覆盖全球100多个国家和地区,服务于众多领域,包括地铁、大型商场、机场、工厂、电力公司等。
M340是施
耐德电气推出的高性能PLC,广泛应用于各种自动化控制领域。
本文主要介绍施耐德培训M340培训教程的内容和意义。
一、施耐德培训M340培训教材内容
1. 基础知识
在进行M340培训之前,需要掌握一些基本的电气知识和PLC的基本概念。
施耐德培训的教程中会涵盖这些知识点,包
括电气开关、继电器、传感器和PLC的基本构成。
2. M340硬件配置
在进行M340编程前,需要了解它的硬件配置和安装方法。
这些知识点包括M340的机箱、电源、CPU模块、I/O模块等构成,这些构成的理解对编写PLC程序非常重要。
3. M340软件配置
施耐德M340的编程软件为Unity Pro,培训中将介绍该软件的安装过程和界面功能,包括软件配置、连接PLC、下载程
序等操作流程。
4. 编程语言
Unity Pro支持的编程语言有IL、ST、FBD、LD和SFC等,培训教程将详细介绍这些编程语言的特点、使用方法和示例应用,帮助学员了解和掌握这些语言。
5. PLC程序设计
通过理解基础知识、掌握软件配置和编程语言,培训教程将鼓励学员开始进行PLC程序设计。
通过实际案例和示例,学员将学会编写PLC程序,也将了解如何进行部署和调试。
二、施耐德M340培训教程的意义
1. 提高技能水平
M340培训教程将为学生提供必要的技能和知识,包括电气知识、PLC硬件和软件配置、编程语言等,使学员能根据需求设计和编写灵活、高效的PLC程序,并对其进行部署和维护。
2. 改善职业发展
通过施耐德M340培训,学员将掌握PLC程序设计的必要技能和经验。
这些技能在自动化控制领域具有广泛应用性,是未来职业发展的必备技能之一。
3. 提高效率
PLC的自动化控制是近年来越来越重要的工业行业。
在学习施耐德M340培训教程后,PLC程序设计者能够更快速地设计和编写程序,也可以更容易地对工业设备和系统进行诊断和维护,从而提高效率和质量。
三、结语
M340是施耐德电气推出的高性能PLC,它为自动化控制的应用提供了广泛的解决方案。
本文介绍了施耐德M340培训教程的内容和意义,可为工业自动化控制领域的从业者提供非常有价值的指导和尝试。