gr3钛锻件常见硬度范围
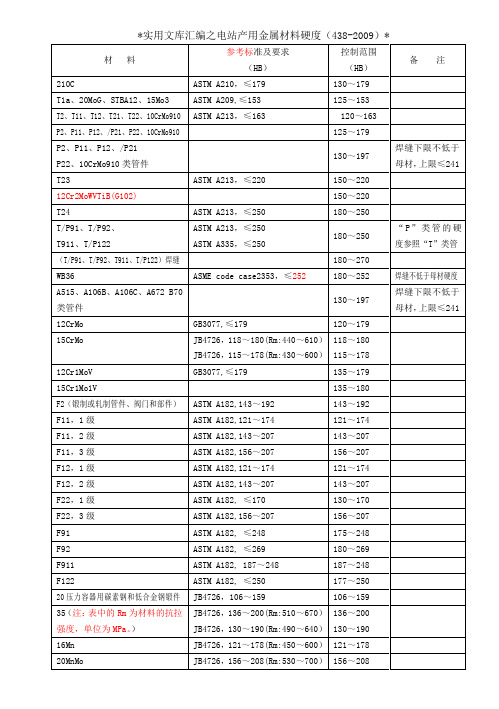
实用文库汇编之常用金属材料硬度
东方汽轮机厂标准
248~293
螺栓
R-26(Ni-Cr-Co合金)
DL/T439,262~331
262~331
螺栓
GH445
DL/T439,262~331
262~331
螺栓
ZG20CrMo
JB/T7024,135~180
135~180
汽缸
ZG15Cr1Mo、ZG15Cr2Mo
ZG20Cr1MoV、ZG15Cr1Mo1V
ASTM A213,≤163
120~163
P2、P11、P12、/P21、P22、10CrMo910
125~179
P2、P11、P12、/P21
P22、10CrMo910类管件
130~197
焊缝下限不低于母材,上限≤241
T23
ASTM A213,≤220
150~220
12Cr2MoWVTiB(G102)
ZG15Cr2Mo1
JB/T 7024,140~220
140~220
ZG20CrMoV
JB/T 7024,140~220
140~220
ZG15Cr1Mo1V
JB/T 7024,140~220
140~220
35
DL/T439,146~196
146~196
螺栓
45
DL/T439,187~229
187~229
JB4726,136~200(Rm:510~670)
JB4726,130~190(Rm:490~640)
136~200
130~190
16Mn
JB4726,121~178(Rm:450~600)
121~178
ta32钛合金标准

TA32钛合金是一种广泛应用的钛合金,具有优良的机械性能和耐腐蚀性。
以下是对TA32钛合金标准的详细描述:
一、化学成分
TA32钛合金的化学成分主要包括钛、铝、钒、铁等元素。
具体的成分范围如下:
1、钛(Ti):余量
2、铝(Al):4.0-6.0
3、钒(V):3.0-5.0
4、铁(Fe):≤0.3
二、机械性能
1. 拉伸强度:≥890 MPa
2. 屈服强度:≥840 MPa
3. 伸长率:≥10%
4. 断面收缩率:≥25%
5. 硬度:≤241 HV
三、耐腐蚀性
TA32钛合金具有良好的耐腐蚀性,可在多种腐蚀环境中使用,如氧化、硫化、氯化等。
其耐腐蚀性主要得益于钛元素本身的高化学稳定性和表面形成的钝化膜。
四、工艺性能
TA32钛合金的工艺性能良好,可进行焊接、锻造、轧制等多种加工工艺。
此外,该合金还具有良好的热处理性能和铸造性能。
五、应用领域
TA32钛合金广泛应用于航空航天、石油化工、医疗器械、体育用品等领域。
由于其优良的耐腐蚀性和机械性能,TA32钛合金成为许多高要求场合的首选材料。
总结,TA32钛合金作为一种优质的金属材料,其标准涵盖了化学成分、机械性能、耐腐蚀性、工艺性能和应用领域等方面的要求。
了解并遵守这些标准对于确保材料的质量和使用安全性至关重要。
常用钛及钛合金密度参考值

1. 纯钛(Grade 14) Grade 1:4.51 g/cm³Grade 2:4.51 g/cm³Grade 3:4.51 g/cm³Grade 4:4.51 g/cm³2. 钛合金(Ti6Al4V,Grade 5)4.43 g/cm³3. 钛合金(Ti5Al2.5Sn)4.51 g/cm³4. 钛合金(Ti6Al2Sn4Zr2Mo,Grade 9)4.51 g/cm³5. 钛合金(Ti3Al8V6Cr4Mo4Zr,Grade 23)4.51 g/cm³6. 钛合金(Ti6Al7Nb)4.51 g/cm³7. 钛合金(Ti6Al4V ELI,Grade 23)4.43 g/cm³8. 钛合金(Ti3Al2.5V)4.51 g/cm³9. 钛合金(Ti3Al8V6Cr4Mo4Zr ELI,Grade 29)4.51 g/cm³10. 钛合金(Ti6Al4V,Grade 5,β相)4.43 g/cm³1. 纯钛(Grade 14)Grade 1:4.51 g/cm³Grade 2:4.51 g/cm³Grade 3:4.51 g/cm³Grade 4:4.51 g/cm³2. 钛合金(Ti6Al4V,Grade 5)4.43 g/cm³3. 钛合金(Ti5Al2.5Sn)4.51 g/cm³4. 钛合金(Ti6Al2Sn4Zr2Mo,Grade 9)4.51 g/cm³5. 钛合金(Ti3Al8V6Cr4Mo4Zr,Grade 23)4.51 g/cm³6. 钛合金(Ti6Al7Nb)4.51 g/cm³7. 钛合金(Ti6Al4V ELI,Grade 23)4.43 g/cm³8. 钛合金(Ti3Al2.5V)4.51 g/cm³9. 钛合金(Ti3Al8V6Cr4Mo4Zr ELI,Grade 29)4.51 g/cm³10. 钛合金(Ti6Al4V,Grade 5,β相)4.43 g/cm³钛及钛合金的密度与其加工状态也有一定关系。
钛板硬度标准

钛板硬度标准钛板硬度标准是衡量钛板材料硬度的重要指标。
硬度是材料抵抗外界力量侵蚀或压缩的能力,通常用硬度测试来进行评估。
钛板硬度标准分为几个常用的测试方法,包括布氏硬度、维氏硬度、洛氏硬度、龙氏硬度等。
布氏硬度是最常见的一种硬度测试方法之一。
它是通过在待测材料表面施加静态载荷,然后测量在特定压力下产生的印痕直径或深度来计算材料的硬度值。
布氏硬度常用于金属材料硬度测试,可用于测量钛板硬度。
钛板的布氏硬度标准通常在200到400之间,具体数值取决于材料的合金成分和处理方法。
维氏硬度是另一种常用的硬度测试方法,它是通过在待测材料表面施加一个直径为1mm的钢球头,并测量印痕的直径来计算硬度值的。
维氏硬度测试方法也可以用于衡量钛板硬度,其数值范围通常为100到500。
洛氏硬度是一种基于压入深度进行硬度测试的方法,对于某些特殊的材料,如高温合金和钢铁材料,洛氏硬度测试相对更准确。
然而,洛氏硬度测试在钛板硬度标准中应用较少,主要是因为钛板材料的特殊性质和组织结构。
龙氏硬度是一种在金属材料硬度测试中常用的方法,它是通过在待测材料表面施加一个直径为2.5mm的钢球头,并测量钢球头的压入深度来计算硬度值的。
龙氏硬度测试可以用于钛板硬度标准的评估,一般数值范围为100到600。
除了以上几种硬度测试方法,还有一些其他的方法也可用于衡量钛板的硬度,如超低负荷硬度测试、巴氏硬度测试等。
这些方法可以根据不同的应用要求来选择和确定钛板的硬度标准。
需要注意的是,钛板硬度标准的具体数值与钛板的合金成分、热处理状态、冷加工程度等因素密切相关。
此外,不同国家和行业在钛板硬度标准上可能存在差异,因此在实际应用中,应根据具体要求和需求,参考相关的国际标准和行业标准来确定钛板硬度标准。
钛合金硬度对照表
钛合金硬度对照表是指钛合金的硬度和其他金属材料的硬度之间的比较。
硬度是指材料的组织构造所具有的抗压强度,它是材料的一种重要物理性能。
钛合金的硬度可以达到非常高的水平,并且具有良好的耐腐蚀性。
硬度是一般金属材料中最重要的性能之一,它具有决定材料特性的重要作用。
一般来说,硬度越高,材料的抗磨损性能就越强。
下面是一张关于钛合金硬度对照表:
| 材料 | 硬度 |
| :---: | :---: |
| 钛合金 | 1020HV |
| 铝合金 | 70HV |
| 碳钢 | 220HV |
| 镍钢 | 700HV |
| 铜合金 | 100HV |
可以看到,钛合金的硬度比一般金属材料高出很多,这就是为什么钛合金被用来制造具有高强度、高硬度和高耐腐蚀性的零部件的原因。
钛合金不仅有很高的硬度,而且还具有良好的抗拉强度和延展性,高温下也具有不错的抗拉强度和延展性,这使其可以用于高温环境下的工程领域,比如航空航天、核能、船舶等。
钛合金是一种重要的工程材料,具有非常高的硬度和抗腐蚀性。
它的硬度比一般金属材料要高得多,因此可以制造出具有更好性能的零部件。
在使用钛合金的时候,可以参考上面的钛合金硬度对照表,以便有效的利用钛合金的特性。
金属材料硬度对照表
硬度知识一、硬度简介:硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1.布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2.洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:•HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
•HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
•HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3 维氏硬度(HV)以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度HV值(kgf/mm2)。
#############################################################################################注:洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。
国内外钛材标准对照和性能[1]
![国内外钛材标准对照和性能[1]](https://img.taocdn.com/s3/m/5654699a6bec0975f465e223.png)
GB TA0 TA1 TA2 TA3 TA6 TA7 TA9 TA10 TC1 TC2 TC4 TC6 TC10 TC11 ASTM GR.1 GR.2 GR.3 GR.4 GR.6 GR.7 GR.12 GR.5 AMS Ti-662 JIS 1类 2类 3类 4类 12 类 60 类 DIN 3.7025 3.7035 3.7055 3.7065 3.7115 3.7235 3.7105 3.7165 3.7175 ΓOCΓ BT1-00 BT1-0 BT5 BT5-1 OT4-1 OT4 BT6 BT3-1 B19
2002/1/17
标准
ASTM JIS DIN ΓOCΓ GB ASTM JIS DIN ΓOCΓ GB ASTM JIS DIN ΓOCΓ GB ASTM JIS DIN ΓOCΓ GB ASTM JIS DIN GB ASTM DIN GB ASTM JIS DIN ΓOCΓ GB
牌号
GR.1 1类 3.7025 BT1-00 TA0 GR.2 2类 3.7035 BT1-0 TA1 GR.3 3类 3.7055 TA2 GR.4 4类 3.7065 TA3 GR.7 12 类 3.7235 TA9 GR.12 3.7105 TA10 GR.5 60 3.7165 BT6 TC4
各国工业纯钛牌号化学成分对照表
标准 ASTM JIS DIN ΓOCΓ GB ASTM JIS DIN ΓOCΓ GB ASTM JIS DIN ΓOCΓ GB ASTM JIS DIN ΓOCΓ GB 牌号 Fห้องสมุดไป่ตู้ GR.1 1类 3.7025 BT1-00 TA0 GR.2 2类 3.7035 BT1-0 TA1 GR.3 3类 3.7055 TA2 GR.4 4类 3.7065 TA3 0.20 0.20 0.15 0.15 0.15 0.30 0.25 0.20 0.25 0.25 0.30 0.30 0.25 0.30 0.50 0.50 0.30 0.40 C 0.08 0.06 0.05 0.10 0.08 0.06 0.07 0.10 0.08 0.06 0.10 0.08 0.06 0.10 化学成分 % 不大于 N 0.03 0.05 0.05 0.04 0.03 0.03 0005 0.05 0.04 0.03 0.05 0.07 0.05 0.05 0.05 0.07 0.05 0.05 H 0.015 0.013 0.013 0.008 0.015 0.015 0.013 0.013 0.010 0.015 0.015 0.013 0.013 0.015 0.015 0.013 0.013 0.015 O 0.18 0.15 0.12 0.10 0.15 0.25 0.20 0.18 0.20 0.20 0.35 0.30 0.25 0.25 0.40 0.40 0.35 0.30 Al 0.30 0.70 Si 0.08 0.10 其他元素 单一 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 总和 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40 0.40
锻造件的硬度要求和硬度计的选用

锻造件的硬度要求和硬度计的选用锻造业是现代工业生产的支柱产业,许多复杂、力学性能要求较高的零件都优先选用锻造制坯的方式来生产。
与铸造件相比,锻造件组织细密,碳化物分布和流线分布合理,在硬度、塑性、韧性等方面都得到了廉顾,只有最为优越的综合力学性能。
此外,零件经过锻造加工还可以节约金属材料,减小切销加工量,提高生产率。
锻造工件,一般作为机械零件的毛坯,为了消除锻造应力,便于随后的切削加工,锻造后要进行适当的热处理,机械加工后还要进行最终热处理。
力学性能是锻造件最重要的性能指标。
几乎所有的锻造件都要求进行拉伸试验,大部分锻造件都要求进行布氏硬度试验。
经过机械加工和最终热处理后的工件要进行洛氏硬度试验,如果工件尺寸过大,无法进行洛氏硬度试验,可采用肖氏或里氏硬度试验代替。
作者收集整理了美国标准ASTM中关于锻造件硬度要求的部分规定。
本文主要有两部分内容,第一部分,列举出美国标准ASTM中典型锻造产品关于硬度要求方面的规定,第二部分,介绍在锻造产品上硬度计的选用方法。
美国ASTM标准中关于锻造件硬度的规定1、用作压力容器构件的碳素钢锻造件(ASTM A266/A266M-90)适用于供锅炉、压力容器及有关设备用的4个牌号碳素钢锻造件。
需方可在锻造件上任何位置检验其布氏硬度,硬度值应在下列范围内:级别布氏硬度允许范围(HB)1 121-1702和4 137-1973 159-2072. 冷轧和热轧用合金锻钢轧辊(ASTM A427-87)适用于黑色或有色金属扁平轧材的冷轧和热轧用均质淬硬合金锻钢轧辊。
硬度要求.生产厂应按供需双方一致同意的硬度范围提供轧辊。
硬度试验应检查每个轧辊的硬度,硬度值应在合同规定的范围内。
可使用肖氏硬度计,洛氏硬度计或维氏硬度计测试。
硬度试验步骤、试验数量及部位可由供需双方商定。
为确保轧辊纵横方向均匀性,对于每个轧辊应进行足够数量的硬度试验。
生产厂应提供一份硬度试验报告,钢号、轧辊、型号和硬度计的型号应写入报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
gr3钛锻件常见硬度范围
GR3钛锻件是一种常见的钛合金锻件,常用于航空航天、船舶、化工、医疗器械等领域。
硬度是衡量材料抗压性能的重要指标之一,也是评价钛合金锻件质量优劣的重要指标之一。
本文将围绕GR3钛锻件的常见硬度范围展开讨论。
GR3钛锻件的硬度范围受多种因素的影响,包括成分、热处理工艺、冷变形程度等。
一般来说,GR3钛锻件的硬度范围在HV200-300之间。
下面将从不同因素对GR3钛锻件硬度的影响进行具体介绍。
成分是影响GR3钛锻件硬度的重要因素之一。
GR3钛锻件主要由钛、铝和钒等元素组成。
其中,钛的硬度较低,而铝和钒的硬度较高。
因此,GR3钛锻件的硬度主要由其中的铝和钒元素决定。
一般来说,铝和钒元素含量越高,GR3钛锻件的硬度也越高。
热处理工艺对GR3钛锻件的硬度也有重要影响。
热处理是通过控制材料的加热和冷却过程来改变其组织和性能的工艺。
对于GR3钛锻件来说,常见的热处理工艺包括固溶处理和时效处理。
固溶处理是将钛锻件加热至适当温度,使固溶相溶解,然后迅速冷却,以获得均匀的固溶相组织。
时效处理是在固溶处理后将钛锻件再次加热至一定温度,然后保温一段时间,使固溶相进一步析出,从而获得更高的硬度。
通过合理控制热处理工艺,可以使GR3钛锻件的硬度在一定范围内达到要求。
冷变形程度也会对GR3钛锻件的硬度产生影响。
冷变形是通过机械变形的方式改变材料的形状和结构,从而改变其性能。
对于GR3钛锻件来说,适当的冷变形可以提高其硬度。
这是因为冷变形会引起材料的晶格畸变和位错增多,从而增加了材料的硬度。
但是,过度的冷变形会导致材料的脆性增加,从而降低其硬度。
因此,在制备GR3钛锻件时,需要合理控制冷变形程度,以确保硬度在合理范围内。
GR3钛锻件的硬度范围一般在HV200-300之间。
硬度受成分、热处理工艺和冷变形程度等多种因素的共同影响。
合理控制这些因素,可以获得符合要求的GR3钛锻件硬度。
在实际应用中,根据具体需求,可以通过调整成分、优化热处理工艺和控制冷变形程度等手段,进一步调节GR3钛锻件的硬度,以满足不同领域的需求。