钢水精炼资料
钢水精炼处理过程中化学成分的精确控制

图 2 各阶段 S 含量的变化
2.3 钢中 Mn 的控制
在 LF 处理过程中, 特别是在白渣精炼工艺条件
下将会被还原进入钢水中, 出现精炼过程中的“ 回
锰”现象。回锰量主要取决于钢包渣中的 MnO 含量
和精炼渣的还原性, 并且发生在 LF 处理前期、造白
渣结束这一时期。因此在 LF 进行合金微调时, 必须
■
0.4
■
0.3
0.2
▲
0.1
0 中 P2O5 ■ 钢中 P
0.015 0.010 0.005
▲
▲0
LF 出站 VD 出站
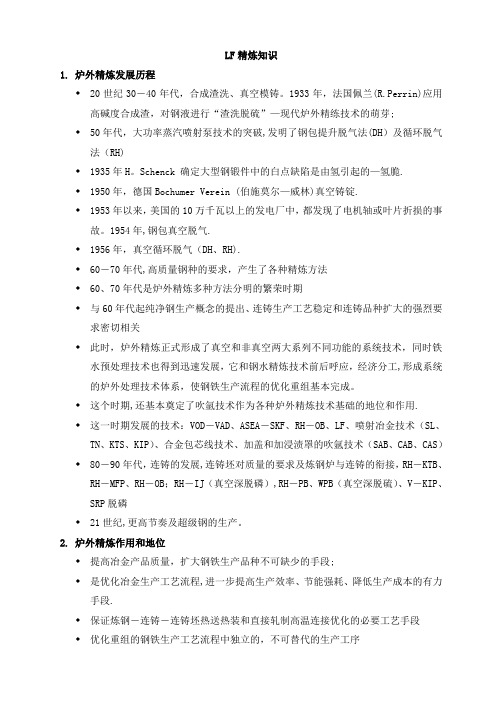
图 1 各阶段( P 2O5) 和[P ]的变化趋势
从图 1 看出: 在 LF 造白渣处理过程中, 由 于强
烈的还原性气氛, 钢包渣中的 P2O5 基本全部被还 原
炼钢) 生产线配备了 KR 铁水预处理、顶底复吹转 炉、CAS、LF/VD 和板坯连铸机等工艺和设备, 该管
渣量、降低转炉渣中的 P2O5 含量、降低转炉终点钢水 中的 P 含量是控制钢中 P 含量的重点。
线钢工程是济钢调整产品结构、生产高附加值、高品 2.2 钢中 S 的控制
质产品的重要环节。在精炼处理过程中精确控制成
的( SiO2) 含量和钢中[Al]t 含量。在冶炼低碳钢时, 应 在转炉出钢时采用纯铝强化脱氧、LF 处理过程中控
济钢三炼钢经精炼处理钢种的成分控制精度达 到较高水平, 保证了铸坯成分的连续性和稳定性, 完
制钢中适当的 Al 含量, VD 处理真空 处理结束后调 全能满足客户的要求。
Accurate Control of Composition in Refining Processing Procedure
CAS_OB钢水在线精炼工艺

第13卷第2期2001年4月 钢铁研究学报JO U RN A L OF IRO N A ND ST EEL RESEA RCHV ol.13,N o.2 A pr.2001作者简介:何 平(1960-),男,硕士,高级工程师(教授级); 收稿日期:2000-05-12; 修订日期:2000-11-05CAS -OB 钢水在线精炼工艺何 平1, 白瑞国2, 刘 浏1, 翁玉娟2, 布焕存1, 周学禹2(1.钢铁研究总院冶金工艺研究所,北京100081; 2.承德钢铁集团公司转炉炼钢厂,河北承德067003)摘 要:承钢CA S -O B 精炼炉采用在线布置的方式处理钢水,其特点是处理速度快、钢水精炼比率高,从而对精炼工艺要求严格。
为此,开发了适合CAS-OB 在线精炼要求的合金微调工艺、吹氧燃烧升温工艺和钢水净化工艺。
生产结果表明:开发的CA S-OB 在线精炼工艺完全可以满足转炉-连铸快节奏的生产流程要求,而且冶金效果良好。
关键词:CA S -O B ;钢水;精炼工艺中图分类号:T F 769.2 文献标识码:A 文章编号:1001-0963(2001)02-0018-06CAS -OB Refining TechnologyHE Ping 1, BAI Rui-guo 2, LIU Liu 1, WENG Yu-juan 2,BU Huan-cun 1, ZHOU Xue-y u 2(1.Centr al Iro n &Steel Resear ch Instit ut e,Beijing 100081,China; 2.Chengde Iro n &Steel Co,Cheng de 067003,China)Abstract :T he liquid steel w as r efined in CAS -OB r efining furnace of Cheng de Iro n &Steel Co by o n-line method.T he char acter istics of the on-line r efining t echnolo gy include quick tr eatment and high r efining r atio of liquid st eel.T he composit ion adjusting techno lo gy ,heating liquid steel t ech-nolo gy w it h blo w ing ox yg en and clearing liquid steel technolog y have been dev elo ped so that the re-fining oper atio n attains the demand of o n-line pr oductio n.T he result of the pro ductio n applicatio n sho wed that the on-line refining techno lo gy of CA S-O B is applicable in the pro ductio n o f co nver ter a nd continuous cast,and go od metallur gic r esults ar e achieved.Key words :CA S -O B ;liquid steel ;refining technolog y CAS-OB 是常用的炉外精炼装置之一。
钢水精炼资料
LF精炼知识1.炉外精炼发展历程♦20世纪30-40年代,合成渣洗、真空模铸。
1933年,法国佩兰(R.Perrin)应用高碱度合成渣,对钢液进行“渣洗脱硫”—现代炉外精练技术的萌芽;♦50年代,大功率蒸汽喷射泵技术的突破,发明了钢包提升脱气法(DH)及循环脱气法(RH)♦1935年H。
Schenck 确定大型钢锻件中的白点缺陷是由氢引起的—氢脆.♦1950年,德国Bochumer Verein (伯施莫尔—威林)真空铸锭.♦1953年以来,美国的10万千瓦以上的发电厂中,都发现了电机轴或叶片折损的事故。
1954年,钢包真空脱气.♦1956年,真空循环脱气(DH、RH).♦60-70年代,高质量钢种的要求,产生了各种精炼方法♦60、70年代是炉外精炼多种方法分明的繁荣时期♦与60年代起纯净钢生产概念的提出、连铸生产工艺稳定和连铸品种扩大的强烈要求密切相关♦此时,炉外精炼正式形成了真空和非真空两大系列不同功能的系统技术,同时铁水预处理技术也得到迅速发展,它和钢水精炼技术前后呼应,经济分工,形成系统的炉外处理技术体系,使钢铁生产流程的优化重组基本完成。
♦这个时期,还基本奠定了吹氩技术作为各种炉外精炼技术基础的地位和作用.♦这一时期发展的技术:VOD-VAD、ASEA-SKF、RH-OB、LF、喷射冶金技术(SL、TN、KTS、KIP)、合金包芯线技术、加盖和加浸渍罩的吹氩技术(SAB、CAB、CAS)♦80-90年代,连铸的发展,连铸坯对质量的要求及炼钢炉与连铸的衔接,RH-KTB、RH-MFP、RH-OB;RH-IJ(真空深脱磷),RH-PB、WPB(真空深脱硫)、V-KIP、SRP脱磷♦21世纪,更高节奏及超级钢的生产。
2.炉外精炼作用和地位♦提高冶金产品质量,扩大钢铁生产品种不可缺少的手段;♦是优化冶金生产工艺流程,进一步提高生产效率、节能强耗、降低生产成本的有力手段.♦保证炼钢-连铸-连铸坯热送热装和直接轧制高温连接优化的必要工艺手段♦优化重组的钢铁生产工艺流程中独立的,不可替代的生产工序图1 取样器示意图3. LF 精炼工艺优点● 精炼功能强,适宜生产超低硫、超低氧钢;● 具备电弧加热功能,热效率高,升温幅度大,温度控制精度高;● 具备搅拌和合金化功能,易于实现窄成分控制,提高产品的稳定性;● 采用渣钢精炼工艺,精炼成本较低;● 设备简单,投资较少。
5转炉钢水的炉外精炼

脱气
真空处理可以有效地脱除钢中的氢,使钢中 氢含量降到0.5ppm。而钢水脱氮则比较困 难,炉外精炼降低了钢中氧、硫含量,使钢 水更易于吸氮,因此,防止钢水吸氮是使钢 中氮含量保持低水平的关键。
夹杂物的去除和变性
炉外精炼能有效降低钢中夹杂物含量。夹杂物变性处 理则可以改变夹杂物的组成、形态和在钢中的行为, 减少其有害影响。硫化物变性是使MnS型长条硫化 物变成高熔点硫化物。氧化物变性使Al2O3型夹杂 物变成易于从钢水中排除的铝酸盐,而残留在钢中 的氧化物则能变成不变形的铝酸盐。工业上普遍采 用钙处理技术使夹杂物变性。此外,向钢水喷吹含 稀土金属元素及Ti、Zr、Te等的粉剂也可取得良好 的夹杂物变性效果。
脱碳
炉外精炼采用强搅拌,在真空下钢水含碳
量可降到5ppm以下,用以精炼超低碳钢
种,如RH法炉外精炼。
脱硫
一些炉外精炼设备有脱硫功能(如LF炉),
可将钢水含硫量降到几个ppm以下。用
CaO基粉剂处理钢水,硫能降到200ppm 以下。如果生产超低硫钢,必须对铁水进 行脱硫预处理,当铁水含硫量低于12ppm 时,炉外精炼可使钢中硫降到7ppm以下。
鞍炉外精炼介绍
炼钢总厂
原第三炼钢连轧厂连铸之后的业务、工序、 资源、人员整体成建制划归热轧带钢厂,热 轧带钢厂精炼、连铸的业务、工序、资源、 人员整体成建制划归新成立的炼钢总厂。
新成立的炼钢总厂将由炼钢一工区(原第一 炼钢厂)、炼钢二工区(原第二炼钢厂南 线)、炼钢三工区(原第二炼钢厂北线)、 炼钢四工区(原第三炼钢连轧厂)组成。
炼钢总厂
一工区精炼设施具有较强的去硫能力,以生产重轨钢、高 级硬线钢、无缝管钢、造船钢、容器钢、管线钢、军工钢 为主。方坯供大型厂、无缝厂,板坯供厚板厂。 二工区以生产普碳钢、低合金钢、低碳钢为主。板坯供 1700机组及中板厂,方坯供中型厂、小型型材厂和线材。 三工区工艺装备先进,以生产高品质洁净钢为主,重点品 种有管线钢、IF钢、电工钢、耐腐蚀钢等,坯子供给1780 机组。 四工区产品主要是汽车、家电和高级石油、建筑结构用钢, 坯子供给2150机组。
纯净钢及二次精炼 ppt课件

PPT课件
15
•纯净钢和洁净钢概念
关于纯净钢(purity steel)或洁净钢(clean steel)的概念,目前国内外 尚无统一的定义,但一般都认为洁净钢是指对钢中非金属夹杂物(主要是氧 化物、硫化物)进行严格控制的钢种,这主要包括:钢中总氧含量低,非金属 夹杂物数量少、尺寸小、分布均匀、脆性夹杂物少以及合适的夹杂物形 状。只有那些尺寸大于“临界值”的夹杂物才起重要作用,凡是只存在 尺寸小于临界值的夹杂物的钢,就认为是洁净钢。而纯净钢则是指除对 钢中非金属夹杂物进行严格控制以外,钢中其它杂质元素含量也少的钢种, 如铜、砷、铅、锌、锑等。
PPT课件
26
目前国内洁P净PT课钢件 生产目标
27
纯净钢(purity steel)
理论研究和生产实践都证明钢材的纯净度越高,其性能越好,
使用寿命也越长。钢中杂质含量降低到一定水平,钢材的性能
将发生质变。
1)钢中碳含量从40×10-6降低到20×10-6,深冲钢的伸长率
可增加7%;
2)轴承钢当[O]从30PPm降到15PPm时,其疲劳寿命提高5
•滚珠轴承钢的纯净度要求
1) 接触疲劳破坏特征:表面凹坑,“麻点”; 2) 非金属夹杂物对接触疲劳的破坏作用:
轴承钢当[O]从30PPm降到15PPm时,其疲劳寿 命 提 高 5 倍 ; 降 到 10PPm 时 , 提 高 15 倍 ; 而 降 到 5PPm时,提高30倍; 3)其他影响因素:粗大的碳化物和杂质元素,如TiN、 Cu、[H]、[P]等。
其固溶强化和弥散强化作用可提高钢的 强度。
PPT课件
29
洁净钢(clean steel)
钢中 非金属夹 杂物总量、
产品 汽车板
精炼技术在提高钢水质量方面的研究
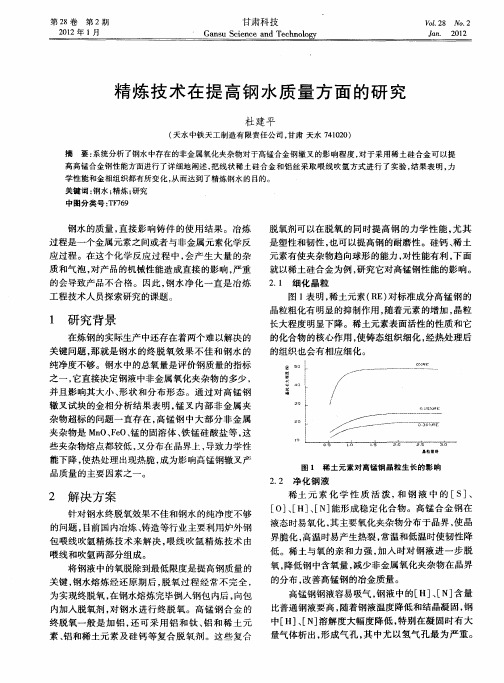
铸造应力的降低与稀土的加入在晶界 富集 , 增
加 了晶界 高温塑性 有关 。凝 固后减 少 晶界碳化 物析
出, 阻碍连续网状物形成 , 使高锰钢塑性增加 , 从而 使得铸造应力降低 , 因此说稀土加入能有效防止热
裂 。高锰 钢热裂 主 要 是非 金属 氧 化 物 在 晶界 偏 聚 , 降低 了 晶界 的高 温 强 度 和塑 性 , 而稀 土 的加 入 能抑 制或 消除 柱状 晶 , 化高锰 钢 晶粒 , 细 固氢 、 固氮 , 防止 或减 少气 体析 出 , 降低 由气 泡形 成 的应力 , 这一 切都 有助 于 防止热裂 纹 的产生 。
图 2 吹 氩 喂 线 设 备 组 成 示 意
4 实施 结果
经过精心准 备 , 别对于熔炼 的钢 水进行 未喂线 分 吹氩 和进行 喂线吹氩各实验 了 5炉 , 其结果见表 2 。
表 2 实验 数 据 结 果
5 结 论
吹氩 喂线精炼 技 术作 为减少 钢水 内部夹杂 物 的 关 键 生产工 序 , 已经在 其他 冶炼 、 铸造 生 产单位 得 到 广 泛应 用 , 它可 以极 大 地 减少 钢 液 中 的非 金 属夹 杂 物数量 , 降低 非金 属夹 杂物 直径 , 控制 非金 属夹 杂物
杂凝 结 起来 , 形成 较大颗 粒夹 杂 , 过 钢液不 断循 环 通 流动 , 夹 杂被带 到渣 面分离 出去 , 使 那些 无法 分离 除 去 的极 小颗 粒 , 钢 中分 布 也 比较 均匀 。 在 通 过 喂 线 吹氩 工艺 , 以使 钢水 中非 金属 夹 杂 可 物 减少 2 % 以上 , 效解决 非 金属 夹 杂 物 超标 的问 0 有 题 , 到精 炼处理 的 目的 。 达
钢水精炼处理过程中化学成分的精确控制
钢水精炼处理过程中化学成分的精确控制摘要 LF炉成分的精确控制一直是冶金工业企业冶炼精品钢种的难点,因为各化学成分在钢-渣之间相互反应,相互制约。
本文就主要化学成分的精确控制和影响因素以及北营钢铁厂精炼作业二区的实践经验,阐述自己的观点,以便为以后的品种钢生产的成分精确控制做指导。
关键词:LF炉;精确控制;增碳;回硅;烧硅;回锰;回磷1前言随着高附加值钢种的不断开发以及客户要求的不断提高并确保连铸钢水成分在一个小的范围内波动,保证连铸坯成分的连续性和稳定性,最终实现板材性能的稳定。
在精炼处理过程中化学成分的精确控制显得日益重要。
2控制内容2.1钢中C的控制在精炼过程中,LF电极和钢包砖特别是渣线部位的侵蚀是主要的增碳过程。
LF炉电极增碳主要是由于电极接头脱落、电极掉块以及大电流对电极的冲击造成的剥落、加热过程中大幅度升温飞溅的钢渣粘附电极后造成的电极剥落及摩擦侵蚀、电极质量不佳掉块或操作原因造成电极折断等原因造成的。
因此为了避免以上众多因素造成的碳控制失误,要做到如下控制:2.1.1注意观察冶炼过程,若发现电极高度突然下降或钢液面漂浮有电极头,要将其造成的增碳进行考虑并在调碳过程中适当减少增碳剂使用量;2.1.2若周期允许、温度满足条件,尽量避免在LF炉大幅度升温;2.1.3选用合理的造渣制度,尽早营造还原气氛并使炉渣泡沫化,降低电极与物料之间的摩擦侵蚀以及大块物料的飞溅;2.1.4使用合理的吹氩强度,在达到冶金效果的前提下选择合适大小既保证电极稳弧效果又保证钢水迅速传质、传热;2.1.5保证电极质量,减小处理过程中电极侵蚀;2.1.6加强操作继续贯彻《电极接长制度》以及接缝划线、放电极紧固的认真落实,减少并避免电极误操作。
钢包砖增碳与钢包砖材质、处理时间、搅拌强度、炉渣氧化性、炉渣干稀程度及钢水温度等因素有关因此在生产中应做到如下要求:2.1.6.1尽量减少电极长时间通电,每次通电时间要求不超过10分钟立即停止通电等钢水成分、温度搅拌均匀后再次通电,避免长时间通电引起钢水表面过热高度侵蚀冲刷钢包砖造成增碳;2.1.6.2避免大吹氩对钢包的冲刷;2.1.6.3合理布料减少萤石使用量从而降低萤石对钢包砖的强烈侵蚀。
炼钢精炼连铸过程钢水演示文稿
炼钢精炼连铸过程钢水演示文稿尊敬的各位领导、专家、同事们:大家好!我今天要向大家演示一下炼钢精炼连铸过程中的钢水处理工艺。
一、钢水准备阶段在炼钢精炼连铸过程中,首先需要进行钢水的准备。
钢水一般是通过铁矿石还原冶炼得到的。
在冶炼过程中,我们需要根据所需钢种的不同,选用不同的原料进行冶炼。
经过高温熔炼后,得到钢水。
这些钢水含有很多杂质,需要经过精炼过程进行净化。
二、钢水精炼阶段1.吹炼钢水经过精炼装置进入精炼炉,首先进行吹炼过程。
吹炼是指将高纯氧吹入钢水中,通过氧化反应将钢水中的杂质氧化成气体。
这些气体随后会被排出,以达到排除杂质的目的。
2.调温控成分在吹炼过程中,我们还会加入适量的合金元素,以调整钢水的成分,使其符合所需的钢种标准。
通过添加合适的合金元素,可以提高钢水的强度和韧性等性能。
三、连铸阶段1.钢水准备在精炼完成后,钢水会被送至连铸机的铸包中,待进入连铸机进行连铸。
2.结晶器冷却在连铸过程中,我们会通过结晶器对钢水进行冷却。
结晶器是由一系列水冷铜管组成的,通过水的循环,将钢水的温度降低,从而使其逐渐凝固。
结晶器的冷却速度和冷却方式可以根据钢水的要求进行调整。
3.拉速控制在连铸过程中,我们还需要通过控制拉速来控制钢坯的形态和质量。
拉速过快会导致钢水的不均匀凝固,从而产生缺陷。
而拉速过慢则会使连铸生产效率降低。
4.喷流冷却在连铸过程中,我们还会通过喷流冷却来进一步降低钢水的温度,以促进钢水的凝固。
喷流冷却可以减少钢水的表面温度,提高钢坯的质量。
四、总结通过以上的介绍,我们可以看到,在炼钢精炼连铸过程中,钢水的质量得到了极大的提高。
通过吹炼和精炼过程,钢水中的杂质被有效去除,同时钢水的成分也得到了调整。
在连铸过程中,钢水经过结晶器的冷却和拉速的控制,得到了均匀凝固和理想的形态。
喷流冷却进一步降低了钢水的温度,确保钢坯的质量。
这就是炼钢精炼连铸过程中钢水的处理工艺,通过这样的工艺流程,我们可以生产出质量优良的钢材。
rh精炼炉的工作原理
rh精炼炉的工作原理
RH精炼炉是一种用于钢水精炼的设备,工作原理如下:
1. 初始状态:钢水由脱氧剂(如铝、硅)去氧化剂(如氧、硫)的加入而含氧量较高,同时含有杂质元素(如硫、氮、氢)。
2. 加热:首先将RH炉加热至一定温度,以保持钢水在液态状态,并提供热能用于后续处理。
3. 充氩:通过向炉腔内注入氩气,将气氛改为惰性气体,以防止钢水与空气发生反应,减少含氧量。
4. 抽真空:通过抽取炉腔内部的气体,形成负压,实现去气的目的。
抽真空的同时,还可以去除钢水中的氧化物、氢气等气体。
5. 吹吸:将钢水中加入的精炼剂(如钙、铝、氧化钛)通过吹气混合装置喷射入钢水中。
精炼剂与钢水中的杂质发生反应,生成气体,使杂质浮于钢水表面。
吹吸的过程实际上是通过吹气在钢水内部产生的气泡使钢水得到搅拌和搅动,从而实现对杂质的混合和剥离。
6. 分离:在吹吸的过程中,通过钼室和配套的转子装置,使气泡被上升到炉腔上部,并对气泡进行持续的紊动,从而将气泡中的杂质分离出来。
分离过程主要是基于气泡的上浮和沉降的原理。
7. 钢液进出:在精炼过程中,可根据需要随时向炉腔内添加新的钢水,并从炉腔底部排出已精炼的钢水。
8. 放氩冷却:在精炼过程结束后,向炉腔内注入氩气,使炉腔内的气氛恢复到惰性气体状态,同时进行炉体冷却。
总的来说,RH精炼炉通过充氩、抽真空、吹吸、分离等一系列步骤,通过气泡搅拌和杂质的分离,使钢水中的含气及杂质得到有效去除,从而达到精炼钢水的目的。
炼钢精炼工艺介绍课件
熔化与氧化期
使用电能加热,将生 铁和废钢等材料熔化 为钢水,并使用氧气 吹入钢水,去除杂质, 形成初期钢水。
还原期
使用电能、化学能和 辐射能加热,调整钢 水成分,控制钢水温 度,形成中期钢水。
精炼期
使用不同的精炼剂和 合金元素调整钢水成 分和温度,控制钢水 中气体和夹杂物含量, 形成末期钢水。
浇注期
影响因素
主要因素包括温度、压力、合金元素含量、熔渣 组成等。这些因素会影响化学反应的速度和程度, 进而影响最终产品的性能和质量。
炼钢精炼工艺的选择及优化
不同炼钢精炼工艺的比较及选择
转炉炼钢法
适合大型钢厂,生产效率高,但不适合生 产高精度、高合金钢。
连铸法
提高钢水凝固效率,降低能耗,提高生产 效率。
炉外精炼的主要设备和工艺流程
主要设备
包括钢水罐、真空脱气装置、合金添 加装置、喷粉装置等。
工艺流程
首先将钢水从转炉或电炉转移到钢水 罐中,然后进行真空脱气、合金添加、 喷粉等工序,最后将处理后的钢水返 回转炉或电炉进行二次处理。
炉外精炼过程中的化学反应及影响因素
主要化学反应
包括碳氧反应、脱硫反应、脱氧反应等。
炉外精炼工艺在某钢厂的应用实例
总结词
灵活性、高精度控制、适应性强
VS
详细描述
某钢厂采用炉外精炼工艺,通过使用各种 合金料和脱氧剂等辅助材料,实现了对钢 水成分和温度的精确控制。该工艺具有灵 活性高、适应性强等优点,可根据不同产 品需求进行灵活调整。
还原反应
使用焦炭、石灰等材料与氧化 物反应,生成铁、硅、锰等元 素,调整钢水成分。
合金化反应
添加合金元素与钢水反应,形 成合金元素化合物,调整钢水 成分和温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LF精炼知识1.炉外精炼发展历程♦20世纪30-40年代,合成渣洗、真空模铸。
1933年,法国佩兰(R.Perrin)应用高碱度合成渣,对钢液进行“渣洗脱硫”—现代炉外精练技术的萌芽;♦50年代,大功率蒸汽喷射泵技术的突破,发明了钢包提升脱气法(DH)及循环脱气法(RH)♦1935年H.Schenck 确定大型钢锻件中的白点缺陷是由氢引起的-氢脆。
♦1950年,德国Bochumer Verein (伯施莫尔-威林)真空铸锭。
♦1953年以来,美国的10万千瓦以上的发电厂中,都发现了电机轴或叶片折损的事故。
1954年,钢包真空脱气。
♦1956年,真空循环脱气(DH、RH)。
♦60-70年代,高质量钢种的要求,产生了各种精炼方法♦60、70年代是炉外精炼多种方法分明的繁荣时期♦与60年代起纯净钢生产概念的提出、连铸生产工艺稳定和连铸品种扩大的强烈要求密切相关♦此时,炉外精炼正式形成了真空和非真空两大系列不同功能的系统技术,同时铁水预处理技术也得到迅速发展,它和钢水精炼技术前后呼应,经济分工,形成系统的炉外处理技术体系,使钢铁生产流程的优化重组基本完成。
♦这个时期,还基本奠定了吹氩技术作为各种炉外精炼技术基础的地位和作用。
♦这一时期发展的技术:VOD-VAD、ASEA-SKF、RH-OB、LF、喷射冶金技术(SL、TN、KTS、KIP)、合金包芯线技术、加盖和加浸渍罩的吹氩技术(SAB、CAB、CAS)♦80-90年代,连铸的发展,连铸坯对质量的要求及炼钢炉与连铸的衔接,RH-KTB、RH-MFP、RH-OB;RH-IJ(真空深脱磷),RH-PB、WPB(真空深脱硫)、V-KIP、SRP脱磷♦21世纪,更高节奏及超级钢的生产。
2.炉外精炼作用和地位♦提高冶金产品质量,扩大钢铁生产品种不可缺少的手段;♦是优化冶金生产工艺流程,进一步提高生产效率、节能强耗、降低生产成本的有力手段。
♦保证炼钢-连铸-连铸坯热送热装和直接轧制高温连接优化的必要工艺手段♦优化重组的钢铁生产工艺流程中独立的,不可替代的生产工序3.LF精炼工艺优点●精炼功能强,适宜生产超低硫、超低氧钢;●具备电弧加热功能,热效率高,升温幅度大,温度控制精度高;●具备搅拌和合金化功能,易于实现窄成分控制,提高产品的稳定性;●采用渣钢精炼工艺,精炼成本较低;●设备简单,投资较少。
4.计算合金加入量调整钢液成分4.1 技能实施与操作步骤●根据钢种的特点和工艺要求,首先了解初钢液中合金元素配加情况并预测在加热前期、中途、后期、结束分别配加合金的种类并作好准备。
●精炼钢包进入LF工位后,按要求取样进行化学元素全分析。
●根据全分析结果,计算出精炼期应配加的各种合金的补加量,并进行称量。
●精炼钢水加热到预定温度后,把上述称量好的合金通过料仓或人工分批加入。
●凡钢水经过造白渣处理后,一般应再取样进行全分析。
图1 取样器示意图● 根据全分析结果及该钢种成分控制要求,计算出需要补加的合金数量,进行称量,并在进入软吹前5分钟加入完毕● 取样操作:取样器(见图1)取样操作过程:A.完好取样器插入取样棒。
B.检查头部保护套是否完好。
C.打开工作门。
D.快速插入钢水深约300mm 左右,位置靠近吹氩搅拌区。
E.保持3s-5s 左右后迅速提起取样棒,拉出钢液面。
F.拆卸纸管,打破壳取出试样。
4.2 注意事项● 在进行合金补加前,必须掌握准确的钢水量及各种合金的成分液中已经配加的合金量。
● 合金加入量的计算必须要经过复核,以保证准确无误。
● 要能准确识别各类常用合金,防止误用。
● 称量合金要准确,并经过复核才能加入钢包内。
● 合金加入钢包内时,注意勿碰击电极,必要时应停止加热。
● 精炼钢包内合金熔化的条件较差,因此不宜加入块状较大的合金,一般控制在10mm-30mm 。
● 为了确保合金元素有较稳定的回收率。
加合金前钢包中的渣应脱氧良好,渣应呈白色为好。
● 加合金毕要继续保持炉渣良好的还原性,在渣面要适量补加粉状脱氧剂。
● 全部合金加毕到开始软吹必须有足够的时间使合金充分熔化。
● 加入较多数量的合金必须考虑合金熔化吸热造成的钢液温度下降,及足够的温度弥补。
● 在加入合金时要考虑合金中除主元素外的其它元素对钢液成分的影响。
如加入高碳铬、高碳锰要计算增碳量,喂Ca-Si 丝时考虑增硅量,喂Fe-Ti 丝时要考虑A1、Si 增量喂A1丝时注意有增硅的可能性。
4.3 知识点● 各种合金加入量的计算计算公式铁合金:合金加入量(公斤)=铁合金中元素含量%回收率%钢水量(公斤)分析成分%)控制成分%⨯⨯-( 喂丝: 喂丝长度=喂丝总量/单位重量(Si 含量)● 各种合金元素的回收率在精炼炉内脱氧条件较好的情况下加入合金的回收率比较高,在钢包内顶渣氧化铁小于 0.5%的条件下各元素的回收率分别为:(1)100%回收率的元素有Ni 、Mo 、Mn 、Cr 、Si 、C 、V 、Nb 。
(2)S 、A1、Ti 直接加包中回收率30%~50%。
(3)喂丝法加入的回收率,S 、A1、Ti 为70%~80%,B 为40%~50%。
5.成分异常的处理5.1 技能实施与操作步骤● 在精炼过程中通过取样发现钢水成分同预测成分(合金配加成分)比较有较大差异。
● 重新取样进行验证。
● 对照工艺卡检查执行情况,及时发现问题,寻找原因。
可按以下几个方面检查,以下14项原因是易造成成分异常的主要原因。
(1)钢水量是否有误。
(2)前期合金加入是否有误。
(3)搅拌系统工作是否正常。
(4)是否有设备漏水情况,电极是否有增碳现象。
(5)取样是否有代表性。
(6)炉渣是否还原良好,上工序氧化渣是否带入过多。
(7)温度是否过低。
(8)已加入合金是否熔化均匀。
(9)发送样是否有误。
(10)分析试样是否符合要求。
(11)是否采用全新未烘烤良好的钢包。
(12)合金元素成分是否正确无误。
(13)合金配加量计算是否正确。
(14)料仓及输送系统是否工作正常。
●根据重取样分析结果与工艺执行情况的分析,采取相应措施。
●如合金元素(C、Si、Mn、Cr、Ni等)低于下限要求,补加合金至成分中下限。
●如合金元素(C、Si、Mn、Cr、P、Ni等)确认高于上限,则回炉重氧化或改钢号、改相应标准。
●如有害元素S不符合进入下一工序要求必须进一步采取脱硫操作。
(1)增加渣量。
(2)加强钢液搅拌。
(3)加强渣脱氧。
5.2注意事项●取样符合操作规范,具有代表性。
要做到:(1)添加合金、还原剂后不能马上取样。
(2)渣况不好出现灰色、褐色、棕黄色,要等渣转白再取样,不然会引起取样无代表性。
(3)温度过低会引起取样无代表性,不宜取样。
●发现钢水成分异常应尽早处理。
●补加合金量应考虑炉渣还原性。
●钢水量必须正确。
●合金成分必须确认无误。
●要杜绝合金元素配加过量。
5.3 知识点●成分异常产生的原因分析(1)取样无代表性A.取样位置、方式不符合要求,如靠近渣面的试样易受炉渣影响造成成分波动B.合金未全部熔化造成成分偏析。
C.搅拌效果差,造成钢水成分不均匀,同时钢渣反应差影响脱硫的正常。
(2)合金料未加入由于合金加料系统故障,应加入合金料部分留在料仓内或撒落在钢包外。
也有人为因素造成漏加、计算错误等。
(3)操作工艺执行不规范A.还原精炼渣未达到脱氧良好的要求,渣量不足。
在上工序氧化渣带人过多时尤其要注意。
B.加热过程电极插入钢液增碳。
C.钢水量不准。
秤量系统故障以及对造成损失的钢水估计不足。
D.钢液温度不符合要求。
尤其是温度低造成化学成分均匀性差。
●防止措施(1)取样操作熟练工具完好。
(2)保证加料系统正常。
(3)严格执行操作工艺。
●处理方法(1)成分高于上限要求,不能改钢号作回炉或原料钢处理。
应尽量避免出现这类事故。
(2)成分低于下限要求,补加合金至成分要求范围。
6.常见典型成分异常情况炼钢生产过程中,钢液中[C]的异常情况最常见,以此作为典型分析。
(1)造成[C]的异常的原因:A.初钢液出钢过程增碳,因电极粒密度较钢液、炉渣轻,如果操作不当部分电极粒将浮在渣面,而未进入钢液,同时吹氩搅拌不充分,造成[C]偏低。
在增碳量较大的钢种中易发生。
B.电极粒中固定碳含量不稳定,引起增碳量误差。
C.加热电极熔损,引起增碳。
特别是当炉渣较稀薄时,加热操作中电极容易与钢液接触造成增碳。
炉渣结块不导电,电极下降插入钢液造成增碳。
D.炉渣脱氧不良,含碳脱氧剂(电石)使用过量造成增碳。
E.取样无代表性。
F.含碳质耐火材料的钢包内衬烘烤不符合要求,造成在精炼过程中剥落进入钢液增碳。
(2)防止措施:A.电极粒加入时要直接与钢液接触,尽量避免通过炉渣再进入钢液。
必要时可用喂丝机喂碳粉包芯线增碳。
B.电极粒中固定碳含量要定期检验,并在实际操作中进行验证。
C.加热操作时做到电极严禁与钢液接触。
D.造好还原精炼渣,保证碳的吸收率。
E.增碳操作结束要经充分搅拌后取样。
(3)[C]成分异常处理方法:A.[C]成分高于上限要求时,可考虑改钢号。
如45钢改50钢。
B.[C]成分低于上限要求时,可用电极粒或喂碳粉包芯线增碳至要求成分中下限。
7. 钢包精炼炉脱硫操作7.1技能实施①准备好符合工艺要求数量的造渣材料(石灰、萤石、)、脱氧剂(Si—Fe粉、铝粒)及发泡剂等渣料。
②造渣的二种形式(1)在出钢过程加入预制或配比好的造渣材料。
(2)氧化渣出钢在排除氧化渣后加入渣料。
③渣量控制渣量按钢包容量确定:一般控制钢渣比为1.5~2.5%,大容量钢包取下限,小容量钢包取中下限(结合脱硫要求)。
④渣成分控制(1)碱度一般控制2~4,碱度过高造成熔点过高易结壳影响钢渣反应,碱度过低造成对包衬侵蚀,一般可适当提高渣中A12O3含量。
(2)精炼过程包中渣的氧化铁控制≤1.0%,通过渣面加入C、Fe—Si粉、铝粒等脱氧剂控制。
(3)为防止包衬侵蚀可加入发泡剂,发泡剂一般可含碳质或CaCO3质的材料。
⑤钢渣搅拌方式运用钢渣的接触,实现脱硫反应,钢渣搅拌方式共有二种:(1)钢包底吹氩搅拌(较普遍)。
(2)钢包外有电磁搅拌装置(国内较少)。
⑥脱硫量和脱硫率工艺要求(1)了解该钢种初炼钢液的含硫量和精炼过程进入下一工序的含硫量要求。
(2)掌握常规精炼过程的脱硫率。
7.2 操作步骤●加入造渣材料按工艺要求加入准备好配比正确的造渣材料或按工艺要求对精炼钢包中已经加入的渣料作适当补充和调整。
●吹氩搅拌,要求可见渣面有翻滚现象。
●钢包进入加热工位三相电极通电加热。
●分批散加适量(0.2~0.3kg/t)脱氧剂,种类一般为铝粒、Fe-Si粉、碳化硅。
●造白渣后每次打开工作门(间隔5~8min)用铁杆粘渣观察渣况一次。
粘渣均匀且厚度3mm~4mm说明化渣均匀流动性良好,冷却后炉渣颜色呈乳白色说明渣中∑(FeO)在0.5%左右,炉渣脱氧良好。