生产线工位管理系统
可视化管控系统在推土机生产线的应用
智能¨位控制器包括大 、 1 小线各3 台智能控制器 ,
分 别控 制对 应 的3个 位 ;入 库处 1 2 台控 制 器 可及
时输入入库信息。系统可通过公司内部网络将现场
信息 过滤后 送 往公 司 内部 相关 部 门 ( 总装 车 间 、设
工位的生产计数状态显示和异常时 陕速报警 。 每个 工 位 上 安 装状 态 信 号 灯 ( 、黄 、绿 、 红
内大 、小 线 的醒 目位置 。
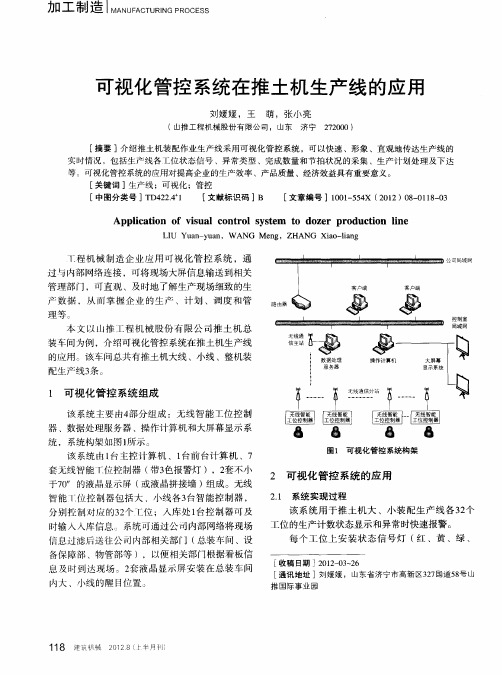
1 可视化管控 系统组成 பைடு நூலகம்
该 系统 主要 由4 分组 成 :无 线 智 能 工位 控 制 部 器 、数据 处 理服 务器 、操作计 算机 和 大屏幕 显示 系
统 ,系统构 架如 图 1 所示 。
8
l 垦 I
l 垦 I
6
该 系统 由 1 主控 计算 机 、1 台 台前 台计 算 机 、7
套无线 智能 T位 控制 器 ( 3 报警灯 ),2 不小 带 色 套 于7 ” 的液 晶显 示屏 ( 0 或液 晶拼 接墙 )组 成 。无 线
图1 可视化管控系统构 架
2 可视化管控 系统的应用
21 系统 实现 过程 . 该 系统 用 于推 土机 大 、小 装 配 生 产线 各 3 个 2
产 数 据 ,从 而 掌握 企 业 的生 产 、计 划 、调 度 和管
理等。
…
I
本 文 以 山推 工 程 机 械 股 份 有 限公 司推 土 机 总 装 车间 为例 ,介绍 可视化 管控 系统在 推 土机生 产线
的应用 。该 车间总 共有推 土机 大线 、小线 、整 机装 配 生产线 3 条。
: -S 造 l N A l 。 s 0 r U uc GR E n M FT NP c s A U R
精益生产标准工位建设与工位管理内容

精益生产标准工位建设与工位管理内容标准工位建设
工位作为构成工位制节拍化流水生产线的基本单元,是“七大任务”即安全环境、质量、生产、成本、设备、人事、信息管理的落脚点,也是落实执行“六要素”(5M1E:人、机、料、法、环、测)标准化作业的根基。
对于整个产品链而言,生产工位的标准化,将从横向拉动管理工位化,即“七大任务”涉及各专业管理的标准化,构建高度协同、高效运行的管理平台,实现同步提升;纵向拉动流程工位化,即明确每个管理工位的输入、工位内容、输出和节拍要求,形成高效运转的管理流水线。
标准工位是公司一切管理流水线建设的基础与平台,加强工位管理,提升工位管理水平,是确保工位制节拍化流水生产线高效运行的基本保证,也是精益生产落地推进的重要一环。
工位管理内容
工作管理一般包含两部分内容。
即以“七大任务”为主要内容的基础管理和以“六要素”为主要内容的作业管理。
基础管理要落实以“七大任务”为主的制度和要求,实现现场的过程可控;作业管理侧重于工位作业的条件管理,并确保“六要素”与工位的符合性。
金蝶云星空+V7.2产品培训_制造_生产线生产

行业产品 伙伴产品
3
设备管理
PM
CAD
QMS
……
红颜色的暂不支持
生产线生产管理-基本概念
生产线管理系统
生产线生产按工艺特点分为两种形式:重复生产、流程生产 重复制造又叫大批量生产,与连续生产有很多相同之处,区别在于生产的产品是否可分离。重复制造的产品通常可一个 个分开,它是由离散制造的高度标准化后,为批量生产而形成的一种方式。如电脑、汽车及工业用品制造等
时间能力; 日产量;
看到具体生产线每一天生产的产 品和投产先后顺序 计划生产数量和已经上下 线的数量
重复制造制造重要特点
产品大批量生产; 或小批量轮番生产; 不考虑换产时间间隔;
定义时间能力节拍 信息
定义生产线每日生 产的计划产量
日计划编制将采用滚动计划方式 手工增加‘废品’补充计划
将物料分配到 生产线 支持成本核算到 [物料+生产编 号] 通过导入,从计划订单获 取需求
已安排生产线的物料需求 信息
物料约束:MPS计划、生产线生产
自动分配生产线
应用场景
做为生产线生产的起始单据,没有 与别的分系统强耦合。该单据即是 与别的MPS的桥梁,同时起到分 配生产线的功能
1、在此张单据的数据都是直接入库的需求; 2、计划导入计划订单的生产线生产物料需求; 2、系统自动分配生产线; 3、根据成本要求建立生产编号; 4、也可手工录入独立需求;
可指定排产日期
17
主线滚动日计划编制实例
日产能=10台,计划长度4天
计划类型 日期 产品 计划数量 上线数量 下线数量 合格数量 计划状态
混流计划
混流计划 混流计划 主线计划 主线计划 主线计划 主线计划 主线计划 主线计划 主线计划 主线计划 主线计划 主线计划 主线计划 主线计划 主线计划
基于PLC的电镀生产线控制系统设计毕业设计(论文)

毕业设计论文基于PLC的电镀生产线控制系统设计摘要本文讨论了如何利用德国西门子PLC S7-200进行自动化电镀生产线控制,在本次设计中,我们从自动控制技术器件在国内的应用前景及电镀生产线生产现场的环境来考虑,以使该生产线真正具备自动生产运行为目的,从而采用在当前及以后都应用广泛且能适应多种环境的可编程控制器来控制整个工作流程的方案。
重点分析了系统软硬件设计部分,并给出了系统硬件接线图、PLC控制I/O端口分配表以及整体程序流程图等,实现了电镀生产自动化,提高了生产效率,降低了劳动强度,大大提高了工作人员的工作环境质量。
为适应现代传统的工业控制系统,还采用了基于组态王软件的系统作为上位机,配合下位机PLC完成了该系统的实时监控系统功能,更好的使该自动生产系统融入到现代工业控制领域中。
关键词:PLC,电镀,组态王Design of Galvanization Production Line ControlSystem Based on PLCABSTRACTThis article discussed how carried on the automated galvanization production line control using German Siemens PLC S7-200. In this design, we take consider of the automatic control technology component in the domestic application prospect and the environment of the galvanization production line, and this makes this production line truly to have the automatic production movement as the goal. We formulate a plan that uses a programmable controller which can adapt many kinds of environment in current and later to control the entire work. We analyzed the system software and hardware design with emphasis, and provide the system hardware wiring diagram, PLC I/O port distribution list and the overall program flow diagram and so on. This design realized the galvanization production automation, enhanced the product efficiency, and reduced the labor intensity. In order to adapt the modern tradition industry control system, we also used the King View software system which had taken on as the position machine. And coordinate PLC as lower position machine. All this has made this system had the function of current time monitoring. That caused this automatic production system integrate to the modern industry control system better.KEY WORDS: PLC, Galvanization, King View目录前言 (1)第1章绪论 (2)1.1 控制系统概述与选题背景意义 (2)1.1.1 控制系统的概述 (2)1.1.2 课题的选题背景及意义 (2)1.2 控制对象的设计要求 (3)1.3PLC系统组成 (4)1.3.1 CPU (4)1.3.2 存储器 (4)1.3.3 输入/输出接口电路 (4)1.4PLC的基本工作原理 (5)1.5 小结 (5)第2章系统的硬件设计 (6)2.1 主电路设计 (6)2.2 PLC机型选择 (7)2.3 I/O分配表及其端子接线图 (7)2.3.1 I/O地址分配 (7)2.3.2 PLC外部接线图 (8)2.4 小结 (9)第3章系统的软件设计 (10)3.1 软件的组成及作用 (10)3.1.1 PLC内部资源 (10)3.1.2 PLC编程语言 (11)3.2 程序流程图设计 (12)3.3 程序梯形图设计 (13)3.4 指令表 (15)3.5 小结 (18)第4章系统组态画面设计 (19)4.1 组态软件介绍 (19)4.2 监控画面设计 (20)4.2.1 建立新工程 (20)4.2.2 创建组态画面 (22)4.2.3 定义I/O设备 (24)4.2.4 构造数据库 (27)4.2.5 动画连接 (29)4.2.6 编写语言命令 (30)4.3 小结 (31)第5章系统软硬件调试 (32)结论 (37)谢辞 (38)参考文献 (39)外文资料翻译 (40)前言本设计的工作过程是这样的,在电镀生产线左侧,工人将零件装入行车的吊篮并发出自动启动信号,行车提升吊篮并自动前进。
RFID生产线管理系统解决方案7.doc
RFID生产线管理系统解决方案7一、项目背景在传统的制造企业中,日常管理更多的是集中在产品管理、质量管理、仓库管理、移动资产管理、现场人员管理、车队管理等等。
而生产线信息的采集通常是采用人工采集、手工输入的方式。
这种人工采集、手工输入的方式准确性远远不足,存在较大的错误率。
且手工输入只能定时进行,导致生产计划按周计划、月计划提交,不能精确到日。
系统中生产数据无法实时更新,滞后情况严重,不利于生产流的顺利进行,制约了产能的进一步提高。
同时制造企业大部分职能部门大多使用纸和笔的初级记录方式,这使得制造企业的大部分职能部门面对着大量的数据错误,降低了企业整体的生产力。
制造企业已意识到这些问题的存在,并尝试使用新兴技术去解决这些问题。
目前,部分生产型企业采用条码识别的方式来提高数据录入的准确性,但条码识别还是存在技术上的瓶颈:1.工人的效率不同,容易引起小组的分工不均匀;2.生产异常、生产线瓶颈问题无法实时发现;3.劳动效率低下,实际工作时间利用率不高;4.条码标签一旦印刷不清晰、有折叠的痕迹等问题时,条码枪便很难识别;5.无法实时追踪,管理层难以根据工作状态进行工作安排,如果工作过程某个工序出现问题,要排除的话也必须等到下一天;6.条码数据采集需要专门安排人员队伍进行操作,劳动成本开销大;因此,以条码识别为代表的生产线管理系统已经越来越不能满足企业对高效、精益化生产管理的要求,企业在深化现代管理理念的同时,构建更先进技术的生产线管理系统具有重要的意义。
二、项目定义RFID无线射频识别技术是既条码之后又一引起自动识别领域变革的新兴高科技技术,其利用无线电磁波的穿透性,远距离传输和高速数据交换的特性,通过特定的协议,来实现对标识物品信息自动识别的技术。
在生产制造行业中,相对目前被广泛使用的条码技术而言,UHF超高频RFID技术具有本质上的优势:可无线远距离读写,可穿透性读写,可在高速移动的状态下读写,存储更多的数据,可在恶劣的环境下使用等等。
工位制节拍化生产方式在轨道车辆制造中的重要性

工位制节拍化生产方式在轨道车辆制造中的重要性摘要:随着轨道车辆精益化生产的推广执行并固化,工位制节拍化生产做为一种先进的生产组织管理方式,依据工艺、生产、质量、物流等保证措施,通过消除生产过程中的消耗浪费追求流程的优化,组织精益化改革,提升企业竞争力。
关键词:工位制节拍化生产方式;轨道车辆制造;重要性;前言:工位制节拍化生产,是以工位为作业组织单元,按照节拍化均衡生产的方式,以流水式作业组织生产。
中国南车工位制节拍化生产有以下特点:工位化管理,标准化作业,平准化生产,准时化物流,拉动式运行。
一、轨道车辆传统生产方式现状轨道车辆分车体、涂装、组装、调试四大工序。
在这轨道车辆的生产线设置上差异较大:车体生产线为集群式生产,涂装为集群式生产,组装为台位固定式生产,调试为台位固定式生产。
无论集群式生产还是台位固定式生产,不能明显体现出生产线节拍化的生产节奏,在生产中出现的异常问题不能在第一时间暴露出来,常常影响解决问题的效率。
生产线车辆生产节拍不好控制,无法及时识别瓶颈工序,对影响整条生产线节拍的关键瓶颈工序无法及时处理,和精益化、流水线式生产方式相背离。
所以在轨道车辆制造企业内部,生产方式存在的缺陷很多,集中体现在生产系统效益不佳,管理流程落后,投入产出转换率低等方面。
特别是在像现阶段国内城轨市场,各城市对车辆的需求多种多样,国际市场均是小批量多品种订单制生产特点的轨道交通行业中,传统的生产方式无法满足现在的市场需求。
二、工位制节拍化生产方式的主要内涵工位是生产线上作业管理的最小单元。
是指产品在生产线上流动时,员工在一个节拍内完成规定作业内容,产品相对停留的区域位置。
在该区域内生产“六要素”(人、机、料、发、环、测)状态清晰、过程受控,实现管理标准化。
工位制节拍化生产线通常由多个工位组成,工位与工位之间通过实物流和信息流实现联动。
工位制节拍化生产方式在统一节拍的指挥下,应用精益的方法和工具实现制造资源的最佳配置,在满足产品品质稳定可靠、制造成本清晰可控的前提下,同时也能快速满足顾客的要求。
生产线管理
生产线管理生产线管理在现代企业中扮演着至关重要的角色。
随着科技的不断进步和市场竞争的日益激烈,如何高效地管理生产线成为了企业持续发展的关键。
本文将从生产线规划、流程优化和员工管理三个方面探讨如何有效地进行生产线管理。
首先,生产线的规划是管理的基础。
在规划阶段,需要详细了解产品的特性、原材料的供应、生产设备的性能以及生产线的布局等因素。
在安排生产线工作时,需要根据产品的特点合理划分工作岗位,并确保每个工位上都有足够的员工和设备来完成任务。
同时,还需要考虑到生产线的灵活性和可扩展性,以应对订单量的波动和市场需求的变化。
其次,流程优化是提高生产线效率的重要手段。
通过优化流程,可以减少非价值增加的活动和时间浪费。
在实际操作中,可以引入精益生产的概念,在生产流程中去掉浪费的环节,提升生产线的整体效率。
此外,通过引入自动化设备和信息化系统,可以进一步提高生产线的工作效率。
例如,使用自动化机械可以减少人力投入,提高生产效率;使用信息化系统可以实时监控生产进度和质量,及时发现问题并及时解决。
最后,员工管理是保障生产线平稳运转的关键。
员工是生产线的核心,他们的素质和能力直接影响到生产线的效率和质量。
因此,企业需要加强对员工的培训和管理。
首先,要为员工提供系统的培训,使其熟悉生产线的操作流程和技术要求。
其次,要建立明确的目标考核机制,通过奖惩激励员工的积极性和主动性。
此外,还要关注员工的工作环境和待遇,提高员工的工作满意度和归属感。
只有这样,员工才能更好地发挥其潜力,推动生产线的高效运转。
综上所述,生产线管理是现代企业不可或缺的重要环节。
通过合理的生产线规划、流程优化和员工管理,企业可以提高生产线的效率和质量,进而实现可持续发展。
当然,随着科技的发展和市场的变化,生产线管理也需要与时俱进,不断进行改进和创新。
只有不断优化生产线,才能保持竞争力,并为企业的成功打下坚实的基础。
管子智能生产线数字化管理系统设计

管子智能生产线数字化管理系统设计孙学荣,黄捷春,卞正伟(招商局重工(江苏)有限公司,江苏海门 226100)摘 要:为实现管子生产过程的智能化,设计一种高效的管子智能生产线数字化管理系统。
涉及企业ERP 系统、船舶中日程计划排程系统、供应链系统、车间MES 系统、高级排程APS 系统、设备监控SCADA 系统、立体库管理WMS 系统、车间拉料LES 系统等先进的信息化管理系统,配合先进的生产设备和合理的生产线布置,可以有效节约生产成本,提高车间的生产效率,成为管子智能化生产的最佳示范车间,具有广阔的实际应用前景。
关键词:管子;智能;数字化管理;生产效率中图分类号:U664.82 文献标志码:A DOI :10.14141/j.31-1981.2021.02.021Design of Digital Management System ofIntelligent Pipe Production LineSUN Xuerong, HUANG Jiechun, BIAN Zhengwei(China Merchants Heavy Industry (Jiangsu) Co., Ltd., Haimen226100, Jiangsu, China)Abstract: In order to realize the intelligent procedure of the pipe production, a high-efficient digital management system for intelligent pipe production line is designed, involving advanced information management systems such as the ERP system, the ship schedule and plan system, the supply chain system, the MES system for workshop, the APS system, the SCADA system, the WMS system and the LES system. Cooperating with advanced production equipment and reasonable production line layout, it can effectively save the production cost and raise the production efficiency of the workshop, which help the workshop to become the best demonstration of intelligent pipe production workshop. It has wide actual application prospect.Key words: pipe; intelligent; digital management; production efficiency基金项目:2020年江苏省工业和信息产业转型升级专项资金项目“智能薄板分段生产线及管子加工中心建设项目”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产线工位管理系统
上海仁微电子科技有限公司Shanghai Rw Ele&Tec CoLtd
一、系统意义
1)实现了生产线的流水作业智能化统计、生产过程时时工序监控,各工
位耗时自动统计等,取代了传统人工统计方式,最大限度的实现生产
型企业的信息话,智能化。
2)提高了生产线上的工时利用率和生产效率,弥补了单一产品生产时,
由于缺件、倒线所造成的工时空耗和空线现象。
3)工位工作人员实时考勤,监控在岗人员的工作状态。
4)全过程实时状态跟踪。
准确了解在制品的工位位置和状态信息,为产
品问题的跟踪和质量追溯提供精确依据。
5)通过对工位实时监控,了解在制品的加工和装配过程,减少异常处理
时间,提高准时完工率和交货率。
二、系统架构及方案阐述
为了提高生产过程透明化和企业综合信息化建设,达到提高效率和降低成本的目的,生产企业迫切需要一套符合生产线管理的控制管理系统,解决生产现场状态监控能力不足、工位之间协调能力差、现场操作和配料缺乏有效指导、质量数据录入滞后等问题。
上海仁微电子科技有限公司基于RFID技术的生产线工位管理系统成为解决上述问题的有效方案之一,通过采用RFID技术,系统能够自动采集生产数据和设备状态数据,为生产管理者提供企业业务流程所有环节的实时数据,可允许结合各工序设备的工艺特点和相关的工艺、质量指标参数,进行各生产重要环节的工艺参数和设备运行参数等生产信息的在线监测和分析,帮助企业实现生产过程中半成品工序、成品工序的计量,仓储的出入库管理的自动化和信息化集成,供应链的自动实时跟踪,销售及售后服务反馈,让企业领导可实时掌握流程信息,并对企业业务进行监管理督。
同时通过与企业各种管理系统的结合,及时查询每一个订单的生产情况,使企业的管理者及采购,物流等部门能够实时监控任何一个订单的生产情况,为生产排期、物料采购、海关报关及物流运输等环节提供调度依据。
2.1 系统架构
系统网络架构
2.2方案阐述
如上图所示,我们采用RFID半有源技术做生产线工位管理,在每个被监控的工位,安装半有源定位基站,也就是我们公司的吸顶式定位基站。
在整个我们的工位管理系统中,定位基站是最小的基点,作为定位点的最基本的基点,其激活标签的距离在3-5米,也就是每个标签在定位基站3-5米的范围里被激活,其定位精度可以描述为3-5米。
不同工位的定位基站,都有自己唯一的地址码,当人员或者在制品带着半有源低频激活标签进入定位基站被激活后,标签正常工作,向外界发送标签的ID号,同时也发送出激活标签的定位基站激活天线的地址码,这样,通过激活天线的地址码,我们就能够定位出标签所在的工位。
当标签从一个工位拿到另一个工位时,上传上来的激活天线地址码也会随之变化,这样,就
形成了完整的定位体系。
而标签上传的数据,被工位上的定位基站网关接收到,将信息上传至信息监控中心进行处理,信息监控中心时时显示处于哪道工序、还有几道工序可以完工、每道工序用时多久,每个工位耗时多久等。
该系统,实时记录各工位人员在岗情况、生产情况、各生产线上的产量,管理人员根据待生产产品数量,流水进度,可轻松实现优化生产效率、提高生产质量。
借助于先进科技,实现生产的智能化、自动化、信息化,使得整个生产、管理水平有了质的飞跃。
三、典型案例
三一重工。