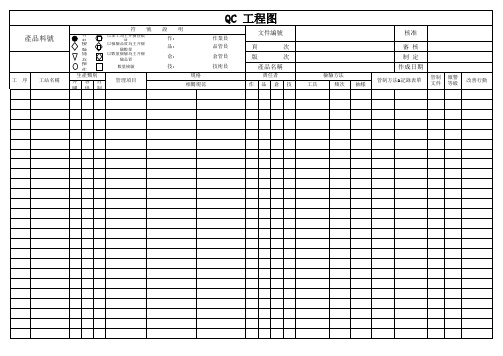
全方位导电海棉QC工程图
QC工程图样板格式
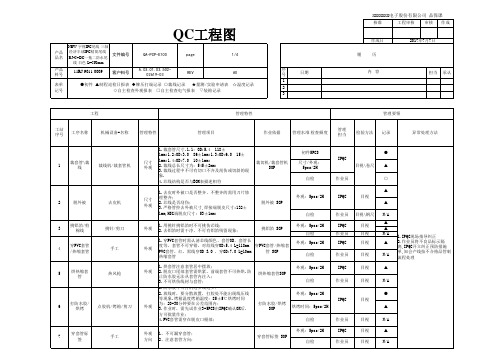
2、成型后外观不可有缺料、压伤套管、压伤线材 等不良现象;
成型SR(Y型) SOP
3、尺寸要求:120±2mm
外观:5pcs/2H 自检
外观/功能:
1.打端子铆高/铆宽/拉力需符合标准要求,参照
5pcs/2H
10
比剪芯线/ 半自动打端子机/比剪治 外观 SOP进行确认;
打端子
具/剪刀
尺寸 2.端子前端需平齐;
比剪芯线/打端子 SOP
外观/功能: 5pcs/2H
自检
11
检端子
放大镜
外观
1、打完后的端子必须全检; 2、端子不可有变形/露铜丝/功能区无铜丝/包胶/ 端子刮伤/卡点下陷/压着过高或过低.不良品分开 放置不可流入下工站;
检端子 SOP
外观:5pcs/2H 自检
12
穿套管/穿 HSG
手工
外观 功能
1、穿HSG过程中员工需严格区分芯线颜色顺序, 不可有线序穿错,端子穿不到位等不良现象; 2、端子穿入HSG后员工需检查是否有芯线单根受 力现象;
管 SOP
热缩套管
外观:5pcs/2H 自检
外观:5pcs/2H
自检
IPQC 作业员
IPQC
作业员
目视 目视 目视
目视
▲
▲
N/A 1.IPQC现场指导纠正
▲ 2.作业员将不良品标示隔 离,IPQC开立纠正预防措施
N/A
单,知会产线按不合格品管制 流程处理
1.烘套管注意套管居中摆放;
外观:5pcs/2H
IPQC
目视
▲
作业员
目视
N/A
IPQC
目视
▲
作业员
目视
N/A
2295130F2 QC工程图
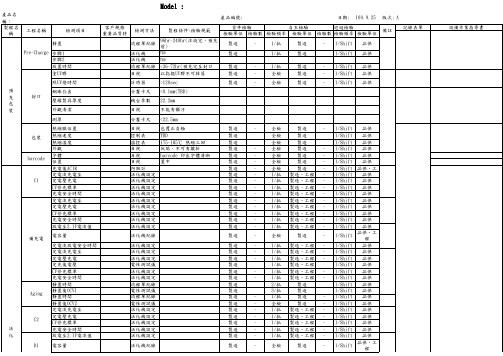
靜置 步驟1 Pre-Charge 步驟2 放置時間 塗UV膠 照UV燈時間 預 充 包 裝 封口 鋼珠凸出 壓罐製具厚度 外觀清潔 測厚 熱縮膜位置 包裝 熱縮速度 熱縮溫度 外觀 字體 位置 充電後ACIR 定電流充電至 定電壓充電 CV停充標準 充電安全時間 定電流充電至 定電壓充電 CV停充標準 充電安全時間 放電至2.1V電流值 電容量 定電流放電安全時間 定電流充電至 定電壓充電 定充後電壓 CV停充標準 充電安全時間 靜置時間 靜置後OCV1 靜置時間 靜置後OCV2 定電流充電至 定電壓充電 CV停充標準 充電安全時間 放電至2.1V電流值 電容量 定電流放電安全時間 充電後ACIR 定電流充電至 定電壓充電 定充後電壓 CV停充標準 充電安全時間 重複充放電
-
1/Shift 品保、工程 1/Shift 品保 1/Shift 品保 1/Shift 品保 1/Shift 品保 1/Shift 品保 2/Shift 品保 3/Shift 品保 1/Shift 1/Shift 1/Shift 1/Shift 品保 品保 品保 品保
-
barcode
C1
補充電
-
-
Aging
活 化
C2
D1
A
C3
-
-
活化
C5
外觀標準 表單代號:
充電後ACIR 定電流充電至 定電壓充電 定充後電壓 CV停充標準 充電安全時間 充電休息時間 放電休息時間 C2流程環境溫度 正/負極端子 正/負極絕緣貼紙 條碼標籤 熱塑膜
A
內阻計 活化機設定 活化機設定 電性測試儀 活化機設定 活化機設定 活化機設定 活化機設定 溫度計 目視 目視 目視 目視
製造 製造 製造 製造 製造 製造 製造 製造 表面金屬層無剝落或汙損 無顏色剝落或汙損 外觀無汙損且格式統一 外觀無汙損及收縮不良 製造 製造 1/批 1/批 1/批 1/批 1/批 全檢 全檢 全檢 全檢
QC工程图(346)
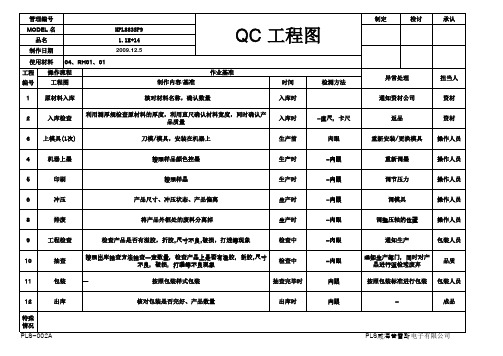
制定
检讨
承认
QC 工程图
异常处理 通知资材公司 返品 重新安装/ 重新安装/更换模具 重新调墨 调节压力 调模具 调 压轴 通知生产 产 进 门, 时对产 检 废弃 担当人 资材 资材 操作人员 操作人员 操作人员 操作人员 操作人员 包装人员 品质 包装人员 成品
操作流程 工程图 原材料入库 入库检查 上模具( 上模具(1次) 机器上墨 印刷 冲压 排废 工程检查 抽查 包装 出库
管理编号 MODEL 名 品名 制作日期 使用材料 工程 编号 1 2 3 4 5 6 8 9 10 11 12 特殊 情况 04、RH01、 04、RH01、01 01 作业基准 制作内容/基准 制作内容 基准 核对材料名称, 核对材料名称,确认数量 利用测厚规检查原材料的厚度,利用直尺确认材料宽度,同时确认产 利用测厚规检查原材料的厚度,利用直尺确认材料宽度,同时确认产 品质量 刀模/模具, 刀模/模具,安装在机器上 样品颜色控墨 样 产品尺寸、冲压状态、 产品尺寸、冲压状态、产品偏离 将产品外框处的废料分离掉 检查产品是否有溢胶,折胶, 检查产品是否有溢胶,折胶, 库 查 查 , 数 , 检查产 损, , 损,打透 现象 胶, 现 胶, 时间 入库时 入库时 生产前 生产时 生产时 产时 产时 检查中 检查中 抽查完毕时 出库时 ,卡尺 肉眼 -肉眼 -肉眼 -肉眼 检测方法 HPL883SP9 1.1E+14 2009.12.5
按照包装样式包装 核对包装是否完好、 核对包装是否完好、产品数量
按照包装标准进行包装 -
PLS-002A
电子有限公司 PLS
QC工程图(完整版)
作业员
1.发现异常要及时报 告主管 2.连续3PCS 不良应停机稽核,并 及时汇报工程主管处 理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁 干净, 无残留物、起 泡、发黄2.做好静电
目视
包装作业 1.每块PCBA 指导书 2.每班
《生产包装日报表》 《标示卡》
作业员 主管
2H内不良发生3个以 上报告班长2.无卤产 品污染全线停机稽核 。并及时汇报总经理 处理。
QA检验规
16
QA抽检
对生产线送检的产品 按《QA检验规范》和 《IQC/QA抽样计划标 准》进行检验
按QA检验规范、IQC/QA 抽样计划标准和作业指 导书
点数机、电子 称、检测仪
防静电手套
见领料单和送 材料规格型号、物料
料单
编码、数量
目视
BOM表, 客户其它 全数 要求
领料清单、送料单
核对物料规格、型号
2
核对物 料
数量,物料编码是否 与文件一致,是否材 无 料不良,是否有不符
合ROHS及无卤要求
万用表、电容 表、电桥、卡
尺、检测仪
1.防静电手环 2.镊子 3.手指套 4.放大镜5X
1.锡膏使用时间
Label,记录冰箱取出
7
锡膏回 1.锡膏回温时间 温/搅拌 2.搅拌时间
时间、回温时间和开封 时间2.开封24小时内未
搅拌机
搅拌刀
使用完的锡膏/表面有
干结的焊膏都应报废
/
1.符合先进先出原则 2.密封锡膏可保存6个 月
QC 工程图(模版)
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
qc工程图范本
qc工程图范本
工程图是一种图示记录工程设计的技术文件,它是建筑、机电设备等工程项目施工的基础,具有指导施工、安装和维修的作用。
下面是一份QC工程图范本,以供参考。
工程图范本
一、总体布置图:
总体布置图是工程项目的骨架图,用于描述建筑、设备的整体布置。
它包括建筑平面布置图、设备平面布置图等。
总体布置图应明确标注建筑主体结构、设备安装位置、通道与管道的走向等信息。
二、平面布置图:
平面布置图是工程项目的平面展开图,用于描述建筑、设备的具体布置。
它包括建筑平面布置图、设备平面布置图等。
平面布置图应标注清晰明确的尺寸、设备位置、管道走向、房间用途等信息。
三、立面图:
立面图是工程项目的立体展示图,用于描述建筑、设备的正面或侧面。
它包括建筑立面图、设备立面图等。
立面图应标注建筑外观风格、设备外形尺寸、通风口、开窗位置等信息。
四、剖面图:
剖面图是工程项目的切面展示图,用于描述建筑、设备的内部构造。
它包括建筑剖面图、设备剖面图等。
剖面图应标注建筑
楼层高度、设备内部构造、管道走向等信息。
五、细部图:
细部图是工程项目的局部展示图,用于描述工程的细节部分。
它包括建筑细部图、设备细部图等。
细部图应标注特殊构造、连接方式、材料规格等信息。
综上所述,QC工程图范本涵盖了建筑平面布置图、设备平面
布置图、建筑立面图、设备立面图、建筑剖面图、设备剖面图、建筑细部图、设备细部图等内容。
工程图应准确、明确地展示工程的布置和构造,以指导施工和管理。
产品QC工程图
文件编号: HD-QC-R-024流程图编号流程控制要求检查方法责任人主要仪器设备工具物料监督人相关文件/记录1来料检验外观尺寸及表面质量/性能指标抽检IQC 卡尺/产品图纸产品素材IQC组长进料检验规范/来料检验报告2生产清洗抽检QC 灯台/10倍镜产品素材QC组长作业指导书(SOP)/制品/成品检验作业规范/个人检验报表3PVD 全检QC灯台/放大镜/色度仪半成品QC 组长作业指导书(SOP)制品/成检验作业规范/个人检验报表4镀膜耐磨测试仪器测试实验员CAR纸带机纸带半成品QC组长物理实验作业规范/纸带耐磨记录5镀膜附着力测试仪器测试实验员介刀片/3m610号胶纸半成品QC组长物理实验作业规范/百格记录6镀膜硬镀测试仪器测试实验员铅笔刮痕仪铅笔半成品QC组长物理实验作业规范/铅笔刮痕记录7镀膜耐腐蚀测试仪器测试实验员盐雾机食用盐半成品QC组长物理实验作业规范/盐雾测试报告8镀膜色度仪器测试操作人色度仪半成品QC组长作业指导书(SOP)/巡检记录表9镀膜耐水/高温测试仪器测试实验员水煮机半成品QC组长作业指导书(SOP)/水煮记录表10喷油全检QC 产品图纸/问题标准片/清洁布成品QC组长制品/成检验作业规范/个人检验报表11产品外观全检QC 成品QC组长装配检验作业指导书/外观检验表格12产品外观抽检OQC 成品QC 组长制品/成检验作业规范/出货检验报告13标签、序列号、装箱附件、包装质量自检操作人出货标签成品、附件及标签、纸箱 QC 组长制品/成检验作业规范/个人检验报表14产品外观抽检OQC 成品、附件及标签、纸箱品管组长制品/成检验作业规范/个人检验报表14成品入库产品外观、数量自检操作人成品品管组长图例说明:检查工序储存工序基本工序产品质量QC流程图生产工序注:喷油物理测试参照PVD物理测试批准: 审核: 编制:吴彩飞深圳市昊珊科技有限公司深圳市得邦真空科技有限公司不合格不合格不合格合格退货合格合格合格合格合格合格合格合格不合格不合格返工不合格返工不合格不合格不合格返工返工。
质量QC工程图(质量管理文件)
目视
《封口、分容车间
√
每柜
查看电脑设置 IPQC巡检记录表》
√ 生产返工
√
√ √ 生产返工/开稽查单
√ √ 反馈上级/PE处理
车间温度 状态标识
常温
下柜筛选
分容看板电压要求
参照此工序SOP
√
堆放层数
电池高度>50mm,堆码层数≤4 层, ≤50 mm堆码层数≤6层
1次/2h 每柜 每柜
全检
温湿度计 分容柜
★ 老化时间
19 测电压
电池高度>50mm,堆码层数≤4 层, ≤50 mm堆码层数≤6层
型号/批次/容量/日期 40℃
40+5,-2℃
48h
电压
电池电压3.85-3.97V
全检 全检 1次/1h 1次/1h
全检
全检
目视
√
目视 查看设置值
查看读数
记录起止时 间
《封口、分容车间 IPQC巡检记录表》
√ √ √√
XXXX有限公司
系统名称: 制程控制标准程序
说明:
检验工序
物料 134
流程图
1
转交
2 电池烘烤 ★
主题: 铝壳电芯通用工程图-注液、化成、分容
文件编号:
版面
共4页
版本 AO
工序
物料导入
★ 重点工序
过程特性
控制点 产品特性
控制标准
首件 抽检频率 检验方法/工
控制 抽样数量
具
记录形式
责任部门 生产 品质
外观
表面无凹点、划伤、钢珠歪斜 、变形,见样板
√
20pcs/h 20pcs/h
卡尺 目视
《封口、分容车间 √ √ IPQC巡检记录表》 《首件产品确认表》 √ √
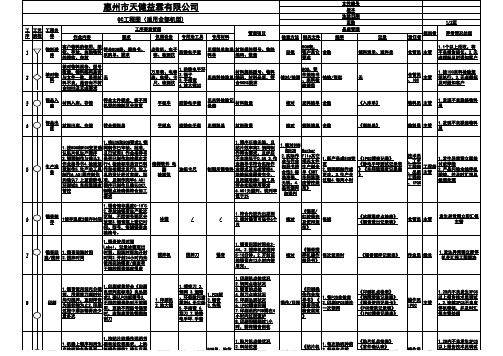
全方位导电海棉QC工程图
作业员
退回原料仓/重 工/报废
7
复合镀 铜
已做真空镀镍的半 成品
材质.规格.外 观.
1.生产指令单 2.半成品检验规 范
自主檢查100%
目视/量测/ 卡尺/厚度规
/万用表
1.复合车间生产记 录表
作业员
退回原料仓/重 工/报废
1.首件检验:更
8
1.图面
首检/巡 已做复合镀铜的半 材质.外观.尺 2.生产指令单
1.巡检表
IPQC 挑选/重工/报废
录.
12
成品检 验
已做复合镀镍的成 品
材质.外观.尺 寸.数量.包装 方式.标签.
1.生产指令单 2.图纸 3.成品检验规范
全检
目视/测量/ 卡尺/数字微
欧计
1.成品检验记录表 2.产品检测报告
FQC
挑选/重工/报废
13
入库
全检并包装好的全 方位导电泡绵成品
包装.数量.搬 运.储存.防 护.交付管制
待镀镍海绵
材质.规格.外 观.
1.生产指令单 2.半成品检验规 范
自主檢查100%
目视/量测/ 卡尺/厚度规
/万用表
1.真空车间自主检 查表
作业员
退回原料仓/重 工/报废
6
半成品 检验
已真空镀镍海绵
材质.数量.规 格.外观
1.生产指令单 2.半成品检验规 范
自主檢查100%
热切机
1.产品追踪卡 2.半成品检验记 录表
按仓储管制程序 执行.
/
叉车/栈板/ 1.成品入库单 物料架
成品仓
退回生产部/重 工/挑选/报废
14
出货检 验
包装好的全方位导 电泡绵成品
电子厂qc工程图.xls
器及治具
2.外觀 料規格表 每批 MA: AQL 0.4 2.各種儀器量
1.進料檢查 2.電橋表測試及 3.電性功能 2.承認書 治具
MI: AQL 0.65 具及治具量側
3.直流電源
2
1.成型機 2.前加工 2.電動起子
1.扭力 2.尺寸
依作業 1.自主檢查 指導書 2.巡回檢查
100% 不定
目視 目視
W-EN-001
測試
作業指導書 作業員 作業指導書 IPQC W-EN-001
入庫
作業指導書 品檢員 W-EN-001
檢驗
錫爐操作. 點檢.保養 標准書
G-EN-001
錫爐技 術員
流動
1.依最新版 1.制造部
本之樣品內 相關人員
容
2.品保部
無 IPQC稽核記錄表
3.各種夾治具 3.外觀
(加工線)
1.回風機
1.縱向偏移 依作業 1.自主檢查 100%
目視
無
3
3.SMD手貼
2.點膠機 3.各種夾治具
2.橫向偏移 指導書 2.巡回檢查 3.旋轉偏移
不定
目視
IPQC巡檢稽核表
4.浮起高度
1.輸送帶
1.零件高度 依作業 1.自主檢查 100%
目視
QC 工 程 圖
機種名稱
版
年 月 日 實施
核
審
制
公
A0
00-ATP1655
次
年 月 日 次修改 准
查
表
司
制造流程
品質管制項目
品質管制方式
流程圖 工程別 設備.儀器及工具品質特性 規格 檢查方式
釆樣數
測試方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FQC
13
入库
/
叉车/栈板/物 1.成品入库单 料架
成品仓
14
材质.外观.料 1.图面 包装好的全方位导 号.数量.尺寸. 出货检验 2.成品检验规范 电泡绵成品 品名.包装方 3.生产指令单 式.标识
MIL-STD-105E L=Ⅱ AQL:CR=0 MAJ:0.25 MIN:0.4
目视/量测/卡 1.出货检验报告表 尺/厚度规
IPQC
12
成品检 验
材质.外观.尺 1.生产指令单 已做复合镀镍的成 寸.数量.包装 2.图纸 品 方式.标签. 3.成品检验规范 包装.数量.搬 按仓储管制程序 全检并包装好的全 运.储存.防护. 方位导电泡绵成品 执行. 交付管制
全检
目视/测量/卡 1.成品检验记录表 尺/数字微欧 2.产品检测报告 计
原料仓
2
1.原物料进料检 材质.数量.规 验规范 进料检验 海绵、铜角、镍角 2.样品 格.外观.
MIL-STD-105E L=Ⅱ AQL:CR=0 MAJ:0.25 MIN:0.4
IQC
4
真空镀 镍
待镀镍海绵
1.生产指令单 材质.规格.外 2.半成品检验规 观. 范 1.生产指令单 材质.数量.规 2.半成品检验规 格.外观 范
文件名称
全方位导电海棉质量管制计划
作业对象 管制项目 检验标准
文件编号
页次
序号
工程图号
工程名称
检验频率/水准
设备/工具
记录表单
责任者
1
进料
海绵、铜角、镍角
材质.规格.外 1.采购订单 观. 2.送货单
每批进料核对
目視/叉車/棧 1.入库单 板 目視/量測/卡 尺/厚度規/放 大鏡/卷尺/经 1.进料检验报告表 纬度仪/电子 天秤
文件编号
页次
9
复合镀 镍
自主檢查100%
目视/量测/卡 1.复合车间生产记 尺/厚度规/万 录表 用表
作业员
10
1.图面 首检/巡 已做复合镀镍的半 材质.外观.尺 2.生产指令单 检 成品 寸. 3.制程检验规范 4.样品
1.首件检验:更换 物料、工艺参数 目视/测量/卡 改变时检验一次. 1.巡检表 尺 2.巡回检验:每小 时一次并记录.
自主檢查100%
目视/量测/卡 1.真空车间自主检 尺/厚度规/万 查表 用表 1.产品追踪卡 2.半成品检验记录 表
作业员
6
半成品 检验
已真空镀镍海绵
自主檢查100%
热切机
作业员
7
复合镀 铜
1.生产指令单 已做真空镀镍的半 材质.规格.外 2.半成品检验规 成品 观. 范
自主檢查100%
目视/量测/卡 1.复合车间生产记 尺/厚度规/万 录表 用表
退回原料仓/重工 /报废
退回原料仓/重工 /报废
退回原料仓/重工 /报废
挑选/重工/报废
2/2
退回原料仓/重工 /报废
挑选/重工/报废
挑选/重工/报废
退回生产部/重工 /挑选/报废
退回生产部/重工 /报废
退回生产部/重工 /报废
OQC
15
出货
包装好的全方位导 料号.数量.标 1.生产指令单 电泡绵成品 识.品名 2.送货单 表示生产过程中; 表示检验判定;
100%核对
叉车/其它运 1.出库单 2.出库台帐 输工具
成品仓
注:
表示开始与结束;
表示成品完 补货
退貨/換貨/重工/ 扣款/特采
作业员
8
1.图面 首检/巡 已做复合镀铜的半 材质.外观.尺 2.生产指令单 检 成品 寸. 3.制程检验规范 4.样品
1.首件检验:更换 物料、工艺参数 目视/测量/卡 改变时检验一次. 1.巡检表 尺 2.巡回检验:每小 时一次并记录.
IPQC
文件名称
全方位导电海棉质量管制计划
1.生产指令单 已做复合镀铜的半 材质.规格.外 2.半成品检验规 成品 观. 范