成组夹具参数化设计方法研究
夹具优化设计的数值模拟与仿真研究

夹具优化设计的数值模拟与仿真研究随着工业生产水平的不断提高,现代生产中大量采用了夹具进行加工和制造。
夹具的好坏直接影响了产品加工质量和生产效率。
因此,夹具的优化设计和制造十分重要。
数值模拟和仿真技术能够为夹具的设计和制造提供有力的支持。
一、夹具优化设计的意义夹具是现代工业生产中必不可少的加工工具。
它通过夹持工件,使其在加工过程中固定不动,并按照所需的位置和方向进行切削、钻孔、铣削和打磨等工艺操作。
因此,夹具的优化设计和制造直接影响了生产的质量和效率。
夹具的优化设计旨在提高夹持力、降低夹位误差和减小加工残余热应力等方面的问题,从而实现更高效、更精确的加工。
夹具的优化设计涉及到结构、材料和制造工艺等方面,需要综合考虑多种因素进行优化。
二、数值模拟与仿真技术的应用1.数值模拟技术的应用数值模拟技术是指利用计算机模拟实际物理问题的解决方法。
在夹具优化设计中,数值模拟技术主要应用于分析夹具的结构力学特性和加工过程中工件的应力分布等问题。
例如,可以使用有限元分析软件对夹具的受力情况进行模拟和分析,进而掌握夹具在加工过程中的受力情况和可能存在的问题。
通过数值模拟,设计人员可以进行多种设计方案的比较和优化,提高夹具的加工准确度和生产效率。
2.仿真技术的应用仿真技术是指利用计算机模拟实际物理过程的过程和结果的解决方法。
在夹具优化设计中,仿真技术主要应用于模拟夹具的加工过程和优化设计方案的验证过程等方面。
例如,可以使用虚拟现实技术对夹具的加工过程进行模拟并观察其加工效果,通过对加工过程的仿真分析,设计人员可以判断夹具是否满足需求,并对加工参数进行优化。
同时,还可以使用仿真技术对设计方案进行验证,从而提高夹具的制造精度和生产效率。
三、夹具优化设计中应注意的问题在夹具优化设计中,需要注意以下问题:1.结构设计中考虑到力学与加工性能的协调性。
夹具在加工中承受着较大的力,因此需要对其结构进行合理设计。
但是,结构设计中不能忽视夹具的加工性能,需要对其加工难度和生产成本等方面进行综合考虑。
基于SOLIDWORKS的机床夹具元件三维参数化图库的研究
——————————————— 收稿日期:2006-04-26基金项目:四川重点科技攻关项目(03GG010—002)基于SOLIDWORKS 的机床夹具元件三维参数化图库的研究周自平,殷国富,王应国,王新华,王皓辉(四川大学 制造科学与工程学院,四川 成都 610065)摘要:建立机床夹具元件三维图库是提高夹具设计效率的主要方法之一。
本文以Delphi 为开发工具、以SolidWorks 为建模软件平台,针对机床夹具设计的需要,提出了一种基于参数化技术和SolidWorks API 技术的机床夹具元件建模方法。
分析论述了三维夹具元件图形数据库的建立和管理技术,以及实现程序自动绘图功能的代码编写技术。
本文开发的图库系统具有很好的柔性和可扩展性,对其它机械标准零件图库的开发具有指导意义。
关键词;标准件;参数化;三维建模;数据库;中图分类号:TP391.72 文献标识码:A 文章编号:1006-0316(2006)08-0033-04Research on 3D parameterized standard parts library of machine tool fixture based on SolidWorksZHOU Zi-ping ,YIN Guo-fu ,WANG Ying-guo ,WANG Xin-hua ,WANG Hao-hui(School of Manufacturing Science and Engineering, Sichuan University, Chengdu 610065, China)Abstract :It is an important way of enhancing efficiency of products design to establish standard parts library. In this paper, aiming at demand of machine tool fixture design, a modeling method of parts library of machine tool fixture based on parameter technology and SolidWorks API technology is put forward, which regards Delphi as developing tool and SolidWorks as modeling software platform. The skill of establishing and administrating database of the 3D machine tool part fixture, and the technology of writing the code of the automatic drawing function of the procedure are analysed. This system is very flexible and has very good expansibility. It has instructional function to other standard parts libraries. Key words :standard parts ;parameterize ;3D esablishingm odule ;DataBase在产品设计中,标准件库的开发和应用对简化设计过程,提高设计效率、缩短产品的开发周期都起着相当重要的作用。
拉内孔单键槽成组夹具的设计与应用
计 ,此 处 不 予 描 述 [3].
2.2 可 换 部 分 定 位 套 的 设 计
定位套功能为加工零件的内圆和端面的定位.
定位套外 径 D(可 变 尺 寸)与 组 内 各 零 件 的 内 孔 配
合.定位套 内 径 d(不 变 尺 寸 )与 导 套 定 位 轴 外 圆
配合. 组内各零件 定 位 套 内 外 径 尺 寸 见 表 2,其 他 尺
图
1
中
导
套
Φ60-0.010 -0.023
和
Φ80±0.2
是
拉
床
的
安
装尺寸.导向轴外圆 Φ25.40-0.021与可换定 位 套 内 径
配合,同时 可 直 接 作 为 凸 轮 轴 齿 轮 E049305000016
内
孔
的
定
位
面
.导
向
槽
宽
度
15+0.020 +0.005
与
刀
体
宽
度
动
配或凹型调 整 垫 外 宽 B 配 合.其 他 尺 寸 按 规 范 设
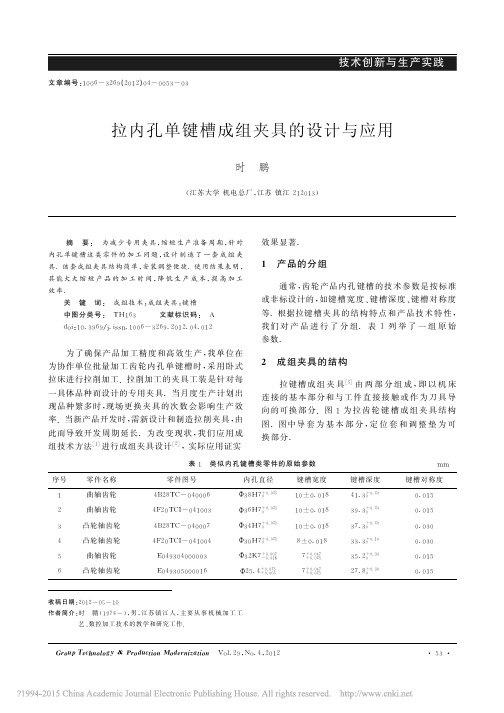
序号 1 2 3 4 5 6
零件名称 曲轴齿轮 曲轴齿轮 凸轮轴齿轮 凸轮轴齿轮 曲轴齿轮 凸轮轴齿轮
表 1 类 似 内 孔 键 槽 类 零 件 的 原 始 参 数
零件图号
内孔直径
键槽宽度
4B28TC-040006 4F20TCI-041003 4B28TC-040007 4F20TCI-041004
Abstract:According to the problem of machining inner hole keyways,a set of group fixtures is designed and manu- factured in order to reduce the special fixtures,and shorten the cycle of production preparation.This set of group fixture is with the advantages of simple structure and convenience for installation or adjustment.Results shows that this meth- od can greatly shorten the processing time and reduce pro- duction costs,as well as improve processing efficiency while economy is significantly improved.
夹具设计的要求方法和步骤

夹具设计的要求方法和步骤一、夹具设计的要求夹具设计应满足以下主要要求:1夹具应满足零件加工过程的精度要求。
特别是在添加玉石的过程中,应适当提高夹具的精度,以确保工件的尺寸公差和形位公差。
2.夹具应达到加工生产率的要求。
特别对于大批量生产中使用的夹具,应设法缩短加工的基本时间和辅助时间。
3.夹具的操作应方便、安全。
根据不同的加工方法,可设置必要的保护装置、排屑板和各种安全用具。
4.能保证夹具一定的使用寿命和较低的夹具制造成本。
夹具元件的材料选择将直接影响夹具的使用寿命。
因此,定位元件以及主要元件宜采用力学性能较好的材料。
夹具的低成本设计,目前在世界各国都已相当重视。
为此,夹具的复杂程度应与工件的生产批量相适应。
在大批量生产中,宜采用如气压、液压等高效夹紧装置;而小批量生产中,则宜采用较简单的夹具结构。
5.适当提高夹具元件的通用化和标准化水平。
选择标准化组件,尤其是商用标准组件,以缩短夹具制造周期,降低夹具成本。
6.具有良好的结构工艺性,以便于夹具的制造、使用和维修。
???? 上述要求有时是矛盾的,因此我们应该在综合考虑的基础上处理主要矛盾,以取得更好的效果。
?例如钻模设计中,通常侧重于生产率的要求;镗模等精加工用的夹具则侧重于加工精度的要求等。
二、夹具设计方法??夹具设计主要是绘制所需的图样,同时制订有关的技术要求。
夹具设计是一种相互关联的、工作,它涉及到很广的知识面。
通常,设计者在参阅有关典型夹具图样的基础上,按加工要求构思出设计方案,再经修改,最后确定夹具的结构。
其设计方法可用图5-1表示。
显然,夹具设计的过程中存在着许多重复的劳动。
近年来,迅速发展的机床夹具计算机辅助设计(cad),为克服传统设计方法的缺点提供了新的途径。
?????三、夹具设计的步骤夹具的设计步骤可分为六个阶段:1。
设计准备??这一阶段的工作是收集原始资料、明确设计任务。
(1)分析产品零件图和装配图,分析零件的功能、形状、结构特点、材料和技术要求。
面向套类零件的成组夹具设计
9
【
_
.
+ 0
∞
卜
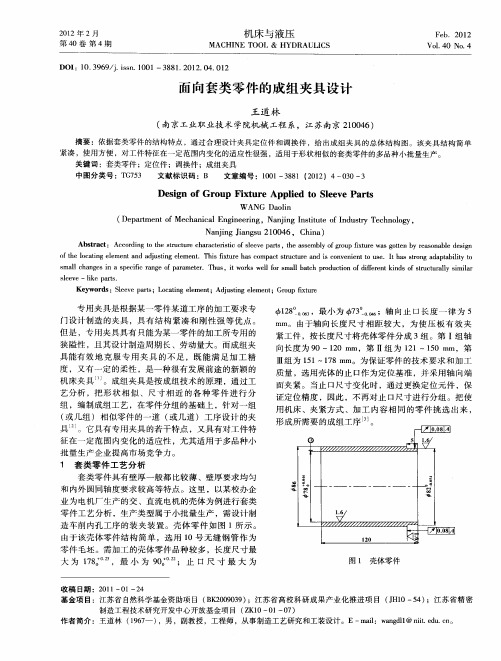
零件工艺 分析 ,生产类 型属于小批量生产 ,需设计 制 造车削 内孔工序 的装夹 装 置。壳体零 件如 图 1所示 。 由于该壳体零件 结构 简单 ,选 用 1 0号无缝 钢 管作 为 零件毛坯 。需加 工的壳 体零件 品种较 多 ,长度 尺寸最 大 为 18 ,最 小 为 9 0 ;止 口 尺 寸 最 大 为 7o 0
・
3 2・
机床与液压
第4 0卷
进行 调整 ,保 证 工 件 轴 线 与 机 床 主轴 的轴 线 一 致 , 从而达到 同轴要求 ,保证 零件的加工质量 。 该夹具 的工 作原 理 是 :首 先 根 据轴 套 零 件 的尺 寸 ,形成零件组 ;然后根 据所需加工工件止 曰的不 同
21 0 2年 2月 第4 0卷 第 4期
机床与液压
MACHI OOL & HYDRAUL CS NE T I
F b 2 2 e . 0l
Vo . 0 No 4 14 .
DOI 0 3 6 / .sn 1 0 :1 .9 9 j i . 0 1—3 8 . 0 2 0 . 1 s 8 12 1 . 4 0 2
7 垫铁 一
8 一压 板
球面垫 圈 l_ 螺 母 l一工件 o_ l
l 校正环 卜
图 4 壳体零件成组夹具结构
单 、结构 紧凑 、装 卸工件方便 ;还应保证具有足 够的 强度和 刚度 。成 组夹具 的夹具体应尽量保 证在可能 的
范 围内 ,力 求 能加 工 全部 零 件组 。应 根据 零 件 的形 状 、尺 寸 、精 度及其 加工工艺方法来确定 成组夹具夹 具体 的形状 、尺 寸 ,以满 足加 工所 有 相 似零 件 的要 求 。壳体零 件成组夹具 的夹具体 ,如 图 3所示 。通 过它组成车壳体 内孔 的成组夹具 ,可 以完成一定 尺寸
基于Solidworks的汽车焊装夹具参数化设计与研究

内燃机与配件0引言在工业4.0时代的热潮中,汽车工业也在不断得转型升级。
随着汽车零部件MES 系统的发展升级,应对多变的生产订单、柔性排单生产,制造的自动化程度越来越高,逐步成为一个智慧工厂。
汽车制造技术的发展,给汽车的制造过程带来了更为严峻的考验。
为了获得更大的市场,汽车的生产制造周期越来越短,产品质量越来越高。
焊接,作为保证汽车品质的重要一环,其中生产制造过程中的重要性不言而喻。
焊接过程中需要高质量的夹具保证焊接的品质。
汽车本身的焊接过程就是复杂又高度精确,其焊装夹具的设计要求自然更高,其设计质量的不断提高,要求设计者考虑的因素也愈来愈多,依靠工程师采用传统的设计方法已经很难高效快速高品质的完成设计。
面对这种发展的现状,新的理论和适当的设计方法正迫在眉睫,而焊装夹具的参数化设计成为汽车焊装夹具设计研究一个重要方面。
1焊装夹具的基本构成及主要功能汽车焊接装配夹具由以下几个部分组成,分别是BASE (基座)、UNIT (定位单元)、举升机构、辅件、气路或电路控制系统组成。
BASE (基座)是固定夹具与零件的基础平台,具有安装定位夹紧零件单元、旋转、举升、移动等功能,也是整台夹具精度的基准。
本文以BASE 为例来说明参数化的设计流程。
UNIT (定位单元)是通过各种变化以满足钣金件不同的定位和夹紧要求,实现汽车零件的定位夹紧;辅件主要有调高支架、移动夹具的滚轮、移动夹具推手等,以实现满足夹具的整体工作需求;气路或电路控制系统满足焊装量产夹具进行人工或自动化控制。
2参数化设计的功能介绍与SolidWorks 应用的可行性2.1参数化设计主要功能参数化设计主要功能有:①参数化模型通过对某些关键几何要素进行约束,不需要精确的图形,就能够自动导出几何模型,这对于多方案快速比较和开展动态设计的实现至关重要,同时增加与改变约束条件保证更加精确的三维几何模型;②通过对部分关键参数进行调整数值就可以实现整个三维模型的修改,对于焊接夹具等机械形状完全相同或者比较相近的零部件,通过相关参数调整就能生成新且满足需求的设计,参数化设计极大的简化了工作,避免工程师进行重复劳动,减少了劳动时间,降低了生产成本;③将整个零部件设计的过程数据采用并保存,不但实现了某个产品的模型设计,同时还能进行某一类新产品的开发设计,这样一来产品参数化设计就可以得以实现。
发动机箱体夹具参数化设计

发动机箱体夹具参数化设计侯昌辉;樊红丽;卢继平;朱海波【摘要】对发动机箱体夹具参数化设计进行了研究,构建了工装设计系统构架,定义了夹具参数化设计流程,详细介绍了Pro/E二次开发夹具的参数化设计方法,建立了发动机箱体夹具的参数化模型库,并开发了发动机箱体夹具的工装设计系统.该系统能够完成发动机箱体加工的夹具设计,提高了夹具的设计效率.【期刊名称】《新技术新工艺》【年(卷),期】2014(000)001【总页数】4页(P12-15)【关键词】夹具;参数化设计;发动机箱体【作者】侯昌辉;樊红丽;卢继平;朱海波【作者单位】北京理工大学机械与车辆学院,北京100081;北京理工大学机械与车辆学院,北京100081;北京理工大学机械与车辆学院,北京100081;北京理工大学机械与车辆学院,北京100081【正文语种】中文【中图分类】TP391在发动机箱体的加工过程中要用到各种不同的夹具,以定位和夹紧箱体,保证加工的质量和精度,其中包括许多组合夹具。
如果能够建立一个组合夹具库,工艺人员只要根据所需的参数选取相关组件,就能自动创建夹具的三维模型,从而减少设计人员的重复性劳动,提高工作效率。
本文针对发动机箱体的制造工艺,开发了基于Pro/E的工装设计库,包括组合夹具库和专用夹具库,采用参数化设计技术实现了夹具的快速设计。
工装设计系统为工艺人员提供了良好的设计服务环境,具有快速提取相关信息、检索定位、分析计算、生成和存储、输入和输出、图形设计和处理能力,以及友好的人机交互等功能。
本文开发的参数化工装设计系统由用户界面、执行模块、模型库和参数特征数据库组成,如图1所示。
1) 用户界面是用户与执行模块进行交互的窗口,可在界面中选取所需的夹具类型,输入特征参数。
2) 执行模块是系统的核心部分,其功能是对界面中输入的数据进行处理,与模型库及参数特征数据库进行交互运算,并通过API与Pro/E交互,完成夹具建模。
3) 模型库和参数特征数据库为夹具建模提供了基础和几何参数[1]。
成组技术中典型零件设计方法的研究_李书宇

!"#"$%&’ () *+,-&$. /$%0 1"#-2) -) 3%(4, *"&’)(.(2+
)* +,-.- ! ,/012 34567-4 " ,801 14 ! ( !+9,::; :< =>9,56495; ?6@46>>A46@,)45:646@ B>9,6495; C64D>AE4F.,G-H46 "$%&&& ,IJ1; "K>L5AFM>6F :< 8A>94E4:6 *6EFA-M>6F 56N =>9,56:;:@. ,BE46@,-5 C64D>AE4F.,O>4P46@ "&&&’( ,IJ1) 3456"176:B,> 9:6EF4F-F4:6 :< F.L495; L5AFE 4E 56 4ML:AF56F >;>M>6F :< @A:-L F>9,6:;:@. >H>9-F46@ LA:9>EEQ R>@5ANS 46@ F,> 9:ML;>H M:-;N46@ E-A<59> :< F,> 46D>EF4@5F>N E-TP>9F ,F,4E F,>E4E >;5T:A5F>E F,> F.L495; L5AF 9:6S EF4F-F4:6 U4F, F,> ,>;L :< 8A: V ?12*1??R /4;N<4A>,56N >ML,5E4W>E F,> 9:AA>;5F4:6 :< F.L495; L5AF N>E4@6 56N LA:9>EE L;56646@ 5E U>;; 5E LA:N-9F N5F5 -64<495F4:6Q CF4;4W46@ F,> 8A: V 8A:@A5M M:N-;> ,F,> 9:6D>AS E5F4:65; :L>A5F4:6 4E N>D>;:L>N F: X-497;. 9A>5F> M>MT>A L5AFE <A:M F.L495; L5AF M:N>;Q B5746@ 5 746N :< U,>>; F.L495; L5AFE <:A >H5ML;> ,F,> 5LL;495F4:6 :< F,4E N>E4@6 M>F,:N 4E 4;;-EFA5F>NQ 8/9:#"-5:B.L495; 85AF;8A: V ?12*1??R;2A:-L B>9,6:;:@. ;+4M4;5A4F.;I:N46@ +.EF>M 典型零件是成组技术领域内一个重要的概念。成 组工艺过程设计是在零件分类成组的基础上进行的, 只有在零件分为若干零件组后, 才可以按零件组设计 成组工艺; 而零件组的成组工艺过程设计则需要对该 组零件选择或构建典型零件后才能实施。在一个零件 组中, 选择其中一个能包含这组零件全部加工表面要 素( 即最大包容) 的零件作为该组的代表零件, 或称之 为样件, 即为典型零件; 如果在零件组中不能选择出典 型零件, 则需要设计一个假想零件, 或称虚拟零件, 作 为典型零件。具体做法是先分析零件组内各个零件的 型面要素, 将它们有机地组织在一个零件上, 使这个零 件包含了全组的型面特征, 便形成了典型零件。 图 " 简单表示了典型零件设计产生的过程。该零 件组由 % 个零件组成, 共包含阶梯轴、 锥面、 回转功能 槽、 切入槽、 圆周均布孔、 单向台阶通孔共 ! 个型面特 征, 将它们合理组合到一起就形成了图中典型零件 ( 。 虽然所构造的典型零件在结构上与其他零件有差异, 如 比 较 典 型 零 件( 和 零 件$ , 零 件$ 的 辅 助 孔 为 简 单
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二 次 开 发 参 数 化 设 计 , 最 大 化 地 利 用 已 有 夹 具 设 可
计 的知识 和 经验.在标 准件 和非标 准 件参 数化 的基 础 上 , 出基 于装配 关 系和 关联 驱 动 的产 品 级参 数 给 化 建模方 法 , 并在此 基础 上建 立包括 夹具标准 件 、 夹 具 典 型组 合 件和典 型夹具 等夹具 零件 组件及 典型夹 具 模板 库 , 以凸轮 夹具 为 例 验证 该 方 法 能支 持 夹具 整体参 数化 和快速 变形设 计.
摘
要 : 针 对 夹 具 参 数 化 生 成 和 成 组 夹 具 设 计 的 需
到 零 件 总 数 量 的 6 以 上 l , 准 件 的 重 复 建 模 占 O 4 标 j 用 夹 具 设 计 的 大 量 时 间 , 国 内 开 发 的 标 准 件 库 大 而
求 , 比 较 uG现 有 参 数 化 设 计 方 法 的 基 础 上 , 用 重 用 库 在 采
而 更 新 模 型 .该 方 法 需 要 二 次 开 发 .
2 5 重 用 库 .
建立 一 个 具体 零 件作 为 零件 模 板 , 该 零件 的 对 表 达式变 量进行 用 户 化命 名 , 部 件 族 电子 表 格 中 在 添加 表达 式变量参 数及 各参 数 的 系列 规格 值.调 用
化 设计 的需求 .
本 文针 对 以上 问 题 , 利 用 C D 软 件 uG 进 在 A 行 夹具设 计 中 , 通过 分 析 和对 比 UG平 台各 种参 数 化 建模工 具 的特点 , 用 基 于重 用 库 的标 准 件参 数 采
化 建 模 方 法 , 方 法 在 保 证 可 扩 展 性 的 同 时 , 够 支 该 能
方 向 为制 造 过 程 规 划 、 装 参 数化 设 计 . 工
式 的参数值 .
《 组 技 术 与 生 产现 代 化 》2 1 第 2 成 00年 7卷 第 3 期
・
1 ・ 8
2 2 零 件 族 法 .
模 型参 数 库 , 过 C D 接 口, 递 给 三 维模 型 , 经 A 传 进
化 设 计 方 法 建 立 了典 型 凸 轮 成 组 夹 具库 , 以 凸轮 夹 具 为 例 并 对所 提 方 法 实现 夹具 参 数 化 设 计 的 有 效性 进 行 验 证 . 关 键 词 : 成 组 夹 具 设 计 ; 数 化 设 计 ; 用 库 ; 参 重
装 配
件 的参数 化设计 功 能 尚难 以很好 地满 足产 品级 参数
具 设 计 时 , 具 的结 构 尺 寸 依 靠 人 的 经 验 , 人 的经 夹 而 验 又 往 往 不 能 被 挖 掘 和 再 利 用 .同 时 , 目前 C AD 软
验 .在 零 件 参数 化设 计 的基 础 上 , 立 基 于装 配 关 系和 关 联 建 驱 动 的产 品级 参 数 化 方 法.利 用 本 文 研 究 的成 纽 夹 具 参 数
中图 分 类 号 : TP3 1 7 9.2
文 献 标 识 码 : A
d i1 . 9 9 jis . 0 6 3 6 . 0 0 0 . 0 o : 0 3 6 / .s n 1 0 — 2 9 2 1 . 3 0 5
持 智能装 配.针 对 非 标 准件 , 采用 基 于 图 形模 板 的
的 方 法进 行 标 准 件 参 数 化 设 计 , 方 便 扩 展 又 支持 智 能 装 既
配.对 于 非 标 准 件 , 过 二 次 开 发 , 通 实现 基 于 可 最 大 化 地 重 用 夹 具 设 计 中 的 知 识 和 经 该
都 存在 通用性 不足 和扩充 性 较差 的缺 点L .非 标准 5 ] 件 通 常形状 不规则 , 结构 也 比标准 件复 杂.因而 , 夹
1 引 言
夹 具是 制造 企 业 一种 重 要 的工 艺装 备 资源 , 夹 具设 计 是生产 准 备 过 程 的 关键 环 节.以 多 品种 、 小 批 量为代 表 的面 向大规模 定制生 产模式 要求 企业 能
够 快 速 响 应 用 户 需 求 , 短 产 品 开 发 时 间 .成 组 夹 缩 具 由于 能 够 利 用 加 工 零 件 工 艺 上 的 相 似 性 , 适 应 且 工件特 征在一 定 范 围 内的 变化 而 得 到 推广 和应 用 ,
文 章 编 号 l0 6 2 9 2 1 0 —0 1 —0 0 ~3 6 ( 0 0) 3 0 8 6 1
成 组夹 具 参 数化 设 计方 法 研 究
李 少 帅 , 立 红 乔
( 京 航 空 航 天 大 学 机 械 工 程 及 自动 化 学 院 , 京 1 0 9 ) 北 北 0 11
零 件 模 板 , 过 选 择 不 同 的 参 数 系 列 值 得 到 更 新 的 通 标 准件模 型. 2 3 用 户 自定 义 特 征 .
2 1 关 系 表 达 式 法 .
据 统计 , 夹 具 开发 过 程 中标 准件 的使 用 率 占 在
收 稿 日期 : 0 0 6 0 2 1 —0 —3
建立一 个具 体规 格 的零件 作 为种子 文件.使 用
时 , 调用 该种 子文件 , 先 再修 改零件 中尺寸 变量表 达
作 者 简 介 : 少 帅 ( 9 7 ) 男 , 南 漯 河 人 , 士 研 究 生 , 要 研 究 李 18 一 , 河 硕 主
如 何提 高成组 夹具 设计效 率成为 需要 重点解 决 的问 题 之一l .参 数 化 技 术 作 为 快 速设 计 的 常 用 手 _ l ] 段, 因此 , 成组 夹具 参数化 生成 和快速变 形设计 成 为
企 业 的迫切需 要.
2 UG 中参 数 化 设计 方 法 比较
目前 , UG环 境下 , 在 零件 层次 的参数化 方法 主 要 包括 关系 表 达 式 法 、 部 件 族 法 、 户 自定 义特 零 用 征 、 次开 发编程 和重用 库等 . 二