表面 耐腐蚀 堆焊相关的协会
SA-387 Gr.11+410S堆焊工艺的选择
第 57 卷第 5 期2020 年 10 月化 工 设 备 与 管 道PROCESS EQUIPMENT & PIPINGV ol. 57 No. 5Oct. 2020SA-387 Gr.11+410S 堆焊工艺的选择朱志刚,潘胜东(森松(江苏)重工有限公司,江苏 如皋 226532)摘 要:Cr-Mo 钢表面堆焊410S ,高温高压H 2S 工况,由于Ni 基焊材在此工况条件下容易产生灰化和H 2S 腐蚀,选用不锈钢309L 焊材作为堆焊焊材,能满足H 2S 工况的耐腐蚀性要求。
不锈钢焊材铁素体含量FN 对热处理或高温服役条件下的塑性有很大影响,严格控制焊缝铁素体含量(FN ≤8),避免脆性组织析出。
产品焊缝按照不同焊接方法分别进行评定,并和客户确定焊缝化分验收标准,以此确定产品堆焊厚度和焊接工艺。
关键字:410S 堆焊;H 2S 工况;热处理;焊材;铁素体FN 含量;焊接工艺中图分类号:TQ 050.6;TH 16 文献标识码:A 文章编号:1009-3281(2020)05-0041-005收稿日期:2019-12-24作者简介: 朱志刚(1971—),男,工程师。
长期从事压力容器产品焊接技术工作。
SA-240 410S 为铁素体不锈钢,含碳量≤0.08%,主要合金元素为Cr (铁素体形成元素),特点是具有良好的耐腐蚀性,特别是在氯化物介质和氧化环境中具有较好的耐腐蚀性。
另外由于材料价格较低,同时具有较好的焊接性,所以,410S 在压力容器行业特别是石油化工行业中得到了广泛运用。
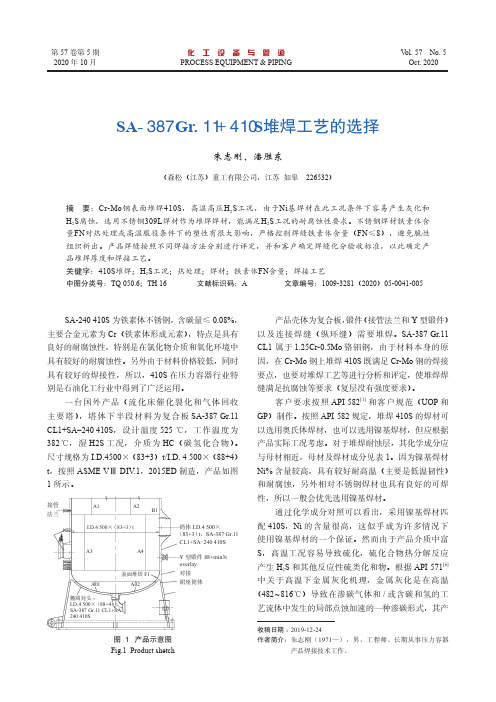
一台国外产品(流化床催化裂化和气体回收主要塔),塔体下半段材料为复合板SA-387 Gr.11 CL1+SA -240 410S ,设计温度525 ℃,工作温度为382℃,湿H2S 工况,介质为HC (碳氢化合物)。
尺寸规格为I.D.4500× (83+3)t/I.D. 4 500× (88+4) t ,按照ASME V Ⅲ DIV.1,2015ED 制造,产品如图1所示。
等离子堆焊机技术参数

等离子堆焊机: 堆焊是指将含有一定使用性能合金材料借助一定热源手段熔覆在母体材料表面, 以给予母材特殊使用性能或使零件恢复原有形状尺寸工艺方法。
所以, 喷焊既可用于修复材料因服役而造成失效部位, 亦可用于强化材料或零件表面, 其目都在于延长零件使用寿命、节省珍贵材料、降低制造成本。
而现代工业中(石油、化工、电站、煤矿等设备)很多机械设备零件因为工作条件恶劣, 尤其是很多是在高温、高压及高腐蚀、高磨损等环境下工作, 所以制造要求很高, 而提升材料使用寿命是一个很切实际问题。
假如采取手工填充或埋弧焊工艺、氧-乙炔气焊、氩弧焊等进行焊接, 不仅产品质量不能确保,而且劳动强度高, 工时大, 生产过程烦琐。
使用等离子弧喷焊方法在被磨损表面进行喷焊, 不仅含有生产效率高, 质量稳定, 易于机械化、自动化; 而且该焊接方法使用粉末作为填充材料, 克服了硬质合金难于制丝等问题; 稀释率也从电弧堆焊30 %~60 %降低到等离子弧5%我企业生产等离子堆焊机是将等离子弧作为热源, 以一定成份合金粉末作为填充金属特种堆焊工艺。
其较高生产率, 美观成型, 堆焊过程易于实现机械化及自动化。
采取等离子堆焊工艺方法, 试验表明, 这一工艺方法对提升材料耐磨, 耐腐蚀及高温性能, 延长使用寿命, 节省珍贵材料, 降低产品成本含有实际意义。
等离子堆焊系统是我企业自主研发拥有完全自主知识产权金属表面改性设备, 该堆焊工艺是提升金属表面耐磨性、耐腐蚀性和耐冲击等性能有效技术方法之一。
基础原理: 等离子堆焊是以等离子弧作为热源, 应用等离子弧产生高温将合金粉末与基体表面快速加热并一起熔化、混合、扩散、凝固, 等离子束离开后自激冷却, 形成一层高性能合金层, 从而实现零件表面强化与硬化堆焊工艺, 因为等离子弧含有电弧温度高、传热率大、稳定性好, 熔深可控性强, 经过调整相关堆焊参数, 可对堆焊层厚度、宽度、硬度在一定范围内自由调整。
等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面, 结合强度高; 堆焊层组织致密, 耐蚀及耐磨性好; 基体材料与堆焊材料稀释降低, 材料特征改变小; 利用粉末作为堆焊材料可提升合金设计选择性, 尤其是能够顺利堆焊难熔材料, 提升工件耐磨、耐高温、耐腐蚀性。
基于液压缸活塞表面堆焊铜合金工艺

基于液压缸活塞表面堆焊铜合金工艺摘要:在带滴液缸的工程机械中,为了减少往复直线运动过程中的活冷量和全压缸内表面因干燥的相对滑动面摩擦而产生的活冷,提高全压缸的使用寿命,特别是在高速、重载和连续运行条件下,可以在活塞表面焊接一定高度的铜合金,以提高活塞工作表面的滑动性能。
这样可以减少磨损。
通过理论分析,研究了常用干焊铜合金的性能特点,以及通过选择合适的堆焊材料、焊接方法和焊接工艺,在45#钢活塞表面堆焊铜合金,从而获得一定的强度,同时也具有良好的滑动财产,以满足特定工况的设计要求。
关键词:液压缸;活塞铜合金;表面包层;工艺参数液压缸是液压传动系统的执行部件,活塞在液压系统压力的作用下沿液压缸内壁面作往复直线运动。
为了承受一定的工作压力和冲程末端的冲击力。
活塞本身必须具有一定的强度,但由于活塞在往复直线运-动的过程中会与液压缸壁面发生相对滑动摩擦,这就要求活塞在其自身硬度不能太大的同时具有良好的滑动性能的工作面。
否则,活塞在往复直线运动中会对液压缸内表面造成损坏,降低液压缸的使用寿命,甚至导致功能失效。
特别是在高速、重载和连续工作中,钢活塞在很大程度上决定了液压缸的工作性能和使用寿命。
为了使钢制活塞具有一定的基体强度,同时其工作面具有良好的滑动性能,可以在钢制活塞表面焊接一定高度的铜合金。
1理论分析由于铜和钢的原子半径、晶格类型、晶格常数和原子外层的电子数量相对接近,在液态下可以无限嵌入,在固态下虽然有限嵌入,但不会形成脆性金属化合物,因此,铜合金具有良好的弹性、耐腐蚀性,导热性和耐磨性,铜合金由于其组织和性能优势,适用于堆焊材料。
由于铜合金材料成本高,不能常用,而45#钢材料成本相对较低,因此可以作为铜合金的替代材料,用于制造液压缸活塞基板,然后在活塞基板表面堆焊一定高度的铜合金。
这种方法广泛应用于高速重载液压缸,既保证了活塞本身的强度,又使活塞工作面具有良好的滑动财产,既有铜和钢的物理化学财产,又具有成本优势。
堆焊工艺规程定稿版

堆焊工艺规程HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】堆焊工艺规程文件编号:制定: 日期: 审核: 日期: 批准: 日期: 版次:生效日期:受控:堆焊工艺规程文件编号:ROCWI:A/11、目的:为了更好的指导堆焊生产,使现场生产人员能够规范操作,检验员对堆焊产品进行有效检验,特制定本堆焊焊接工艺规程。
2、适用范围本规范适用于本公司对钢管、法兰、管件、压力容器元件、阀门部件、采油树部件、热交换器部件及其他需要堆焊的产品进行耐腐蚀合金堆焊,以及平焊、横焊、相贯线、锥形等复杂异形焊接服务。
3、引用标准API SPEC 5LD-2009API SPEC 5L-2007ASME VASME IXASTM A370ASTM A388ASTM A751ASTM E10ASTM E1654、职责4.1、质检部a) 制定产品检验测试计划(ITP),b) 审查并保存焊材和母材的材质证明,并对焊材进行成分复检,对母材进行成分和性能复验;c) 对焊接过程进行定期抽查以确保焊工按照正确的WPS和WI进行工作。
d) 对成品进行外观,化学成分,物理性能,耐腐蚀性能进行检验。
4.2、技术部a) 负责编制焊接工艺指导书(WPS);b) 绘制加工图纸(客户确认后);c) 根据实际生产产品特点针对性的做好工艺细则(WI);d)根据WPS安排制造试件并见证或邀请第三方(如DNV, BV, Moody等)共同见证工艺评定报告(PQR)。
4.3、生产部a) 根据焊接工艺指导书制定焊接工艺卡、b) 编制生产计划单,合理安排进行焊接生产加工。
5、内容5.1、母材进入现场的管子、法兰、管件、压力容器元件、阀门部件等母材应符合相应标准和设计文件规定要求,并具有材料质量证明书或材质复验报告。
5.2、焊接材料(以下简称焊材)进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明书。
铁基碳化钨堆焊的裂纹问题
铁基碳化钨堆焊的裂纹问题铁基碳化钨堆焊是一种常用的表面修复和增强技术,可提高材料的硬度、耐磨性和耐腐蚀性。
然而,在实际应用中,铁基碳化钨堆焊时可能会出现裂纹问题,影响其性能和可靠性。
以下是对铁基碳化钨堆焊裂纹问题的详细解释。
1.裂纹形成原因铁基碳化钨堆焊时出现裂纹的原因可以归结为以下几个方面:-残余应力:在堆焊过程中,由于热量输入和冷却速率的不均匀分布,会导致堆焊区域内产生较大的温度梯度和残余应力。
这些残余应力会导致铁基碳化钨堆焊层内部的拉伸或剪切应力集中,进而引发裂纹的形成。
-冷裂敏感性:铁基碳化钨材料本身具有一定的冷裂敏感性,即在低温下易发生冷裂。
当堆焊过程中的冷却速率过快或存在应力集中的区域,会导致铁基碳化钨堆焊层产生冷裂。
-合金不匹配:铁基碳化钨与母材之间可能存在组织结构和热膨胀系数的差异。
当这种差异较大时,堆焊过程中的热应力会引起界面处的应力集中,从而导致裂纹的形成。
-焊接工艺控制不当:错误的焊接参数、不合理的预热温度和残留焊接缺陷等因素都可能导致堆焊层出现裂纹。
2.裂纹防治方法为了解决铁基碳化钨堆焊裂纹问题,可以采取以下措施:-合理控制焊接工艺:优化焊接参数,包括焊接电流、焊接速度和预热温度等,以减小焊接区域的温度梯度和残余应力。
-适当预热和后热处理:对于特定情况下容易产生裂纹的铁基碳化钨堆焊,可以进行适当的预热和后热处理,以减小残余应力和提高材料的韧性。
-合金匹配与界面改性:选择合适的焊接材料和合金组成,以降低铁基碳化钨堆焊层与母材之间的应力集中程度。
此外,可以通过表面处理或添加中间层等方式改善堆焊层与母材之间的界面结合性能。
-缺陷检测和修复:在堆焊过程中及时进行缺陷检测,如超声波检测、X射线检测等,以便及早发现潜在的裂纹并采取相应的修复措施。
-优化堆焊工艺和参数:结合实际应用需求和具体情况,进行系统的工艺研究和参数优化,以提高铁基碳化钨堆焊的质量和可靠性。
3.质量控制和测试为了确保铁基碳化钨堆焊的质量和可靠性,在生产过程中需要进行严格的质量控制和测试。
设备防腐蚀的管理制度

设备防腐蚀的管理制度设备防腐蚀的管理制度在充满活力,日益开放的今天,制度使用的频率越来越高,制度泛指以规则或运作模式,规范个体行动的一种社会结构。
这些规则蕴含着社会的价值,其运行表彰着一个社会的秩序。
想必许多人都在为如何制定制度而烦恼吧,以下是小编收集整理的设备防腐蚀的管理制度,欢迎阅读与收藏。
设备防腐蚀的管理制度11、目的加强设备、管道的反腐管理,延长使用寿命。
2、反腐蚀管理范围2.1生产装置中受工艺介质腐蚀的设备、管道。
2.2厂区内受工业大气腐蚀的设备、管道。
2.3遭受循环水、冷却水腐蚀的设备、管道。
2.4遭受腐蚀的工业建筑、构筑物和设备基础。
3、管理分工3.1公司的反腐车间设专职的反腐蚀管理人员负责全公司的反腐蚀计划、技术管理。
3.2各车间主任对设备的反腐蚀管理负全面责任,由车间设备员组织具体工作。
3.3操作工严格遵守操作规程,严格控制工艺条件,防止设备的腐蚀,发现腐蚀损坏现象,及时报告。
3.4维修工进行设备拆装、检修、动火时要熟悉设备内的反腐蚀衬里性质,避免损坏。
3.5反腐车间是公司设备衬里和耐腐蚀非金属设备制造和施工单位。
3.5.1按公司作业计划,按时、按质完成全厂反腐蚀工程施工。
3.5.2负责编制、上报全公司反腐蚀材料的需用计划。
4、反腐蚀衬里施工4.1反腐蚀衬里材料要严格按技术标准选择。
4.2外协施工单位需要有施工许可证。
4.3合理制订反腐蚀施工工艺,严格质量管理。
4.4衬里施工后,需养生处理的,必须按工艺要求留够充足时间,达到养生处理合格。
5、运行与维护5.1严格按工艺条件使用,做到不超压、不超温、不超负荷、不随变改变介质的种类和浓度。
严禁随意排放腐蚀性介质,需要排放的,要采取措施,并经安全环保处同意。
6、设备检修6.1设备、管道、工业建(构)筑物的反腐蚀施工要结合大修理进行。
6.2设备大检修时尽可能不损坏反腐蚀衬里,如反腐蚀衬里受到损坏,检修后应予修复。
6.3设备、管道、建(构)筑物和设备基础表面刷油漆反腐,其颜色按标准规定执行。
钢质管道焊口内堆焊防腐技术简介

钢质管道焊口内堆焊防腐技术胜利油田金岛工程安装有限责任公司2015年钢质管道焊口内堆焊防腐技术简介Steel pipe Inner weld surfacing anticorrosion technology introduction一概述1.1术语钢质管道焊口内堆焊防腐技术是指:在钢管管端内壁预先堆焊一定宽度和厚度的耐蚀合金,然后再对钢管内、外壁进行防腐处理,在管道组对焊接后无需对焊口内壁进行防腐补口处理的技术。
Steel pipe Inner weld surfacing anticorrosion technology means: Surfacing corrosion resistant alloys with a certain width and thickness on the the inner wall of steel tube end in advance of inner wall corrosion of the tube, then the inner and outer wall of the steel tube, anti-corrosion treatment, after welding the pipeline group don't need to anti-corrosion the inner wall of weld .1.2 技术要点钢质管道焊缝腐蚀是影响管道使用寿命的关键,由于焊接热输入的影响,焊缝及焊缝附近热影响区的金相组织发生了改变,使焊缝腐蚀速率数倍于钢管母材,焊缝腐蚀如(图1)所示图1 管道内壁腐蚀与焊缝腐蚀状态为防止和延缓钢制管道被所输送的介质(油、气、水、化工产品等)腐蚀,延长管道使用寿命,一般必须对管道内壁进行防腐处理,在管道焊接施工时,由于焊接热影响区的破坏,管道焊口内壁区域成为防腐空白。
在管道组对焊接后,通过管道补口机器人进入管道内部对焊缝区域喷涂防腐材料进行防腐处理的过程称管道“内防腐补口”。
20MnMo钢表面堆焊304不锈钢

焊接性差 的异种金属直接焊接困难很大时,
可采用能与两种金属都可很好焊接的中间层 ( 如
金属垫 、金属丝 ,金属粉末 、过渡接头 )的办
是多种 多样的 ,对 接头也有多种要求 ,因此焊
接时采取的工艺措施也是因材料不同而异。
( 上接第J 一 5 5 页 )
放。二是焊工操作 时 ,没有按正确 的焊接顺 次 施焊过渡层 ,没有按焊接工艺参数施焊。 找到了焊接此法兰盖的焊工 ,了解施焊时 的状况 ,果然与焊接工艺制定 的焊接顺序不符, 于是把 以前 的堆焊层全部刨掉 ,严格执行焊接
为Q 3 4 5 R ,管程 主体为2 0 M n M o I V 堆焊3 0 4 ,管箱 筒节与管箱法兰盖表面都要堆焊一层 8 6 m m 厚 的3 4 ,筒节堆焊 时没有 出现任何问题 ,可是在 0 焊法兰盖时 出现了麻烦 ,因为法兰盖的密封面 上存在一个凹槽 ,问题就出现在凹槽的地方。
在此焊接过程 中,存在以下两个 问题 :1 、由于
3 焊接
焊接时应使 用短弧 ,小电流 ,快速焊的操 作方法 ,且采用直流反接 ,焊接时每层焊道厚 度 在2 ~ 3 m m 之 间。注意调整焊接顺序 ,以控制 焊接变形 。焊接时不仅对打底层及盖面层 ,还 要对层间焊道进行锤击 ,消除应力 。
( 下转第J 一 5 8 页)
母材基体对表面堆焊层 的稀释作用,将降低堆焊 层中的铬镍含量 ,增加 了堆焊层中的含碳量 ,易 导致堆焊层 中产生马氏体组织 , 从而降低焊接接
头的塑性和韧性 ,影响堆焊层的耐腐蚀性。2 、
由于不锈钢堆焊层具有低的热导率 ( 仅为母体的
二分之一 )和较大的膨胀系数 ( 为基体母材的1 . 3
法和工艺条件焊接较为简便 ,且能获得优质接 头 ,应能做到合理选用 。因为焊接性是一个相 对的概念 ,同样 的异种金属 ,例如铜与铝 ,选 择手工弧焊可能很难焊接 ,但选用 电阻焊 、扩 散焊就能获得优质稳定的接头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面耐腐蚀堆焊相关的协会
关于表面、耐腐蚀和堆焊的相关协会有以下几个:
1. 国际腐蚀协会(International Corrosion Council,简称ICC),国际腐蚀协会是一个非盈利性的国际性组织,致力于促进腐
蚀科学和技术的研究与发展。
该协会汇集了来自不同国家和地区的
专家学者,通过组织国际会议、研讨会和出版物等方式,推动腐蚀
领域的交流与合作。
2. 国际焊接与堆焊协会(International Institute of Welding,简称IIW),国际焊接与堆焊协会是一个全球性的组织,
致力于推动焊接、堆焊和相关领域的科学研究和技术发展。
该协会
的成员包括来自不同国家的研究人员、工程师和业界专家,通过组
织国际会议、培训课程和标准制定等活动,促进行业的进步和发展。
3. 国际防腐蚀联盟(International Union of Protective Coatings,简称IUPC),国际防腐蚀联盟是一个专注于防腐蚀涂层
领域的国际组织。
该联盟的成员包括涂料制造商、施工公司、研究
机构和监管机构等,致力于推动防腐蚀涂层技术的研究、标准制定
和应用推广。
通过组织培训、认证和技术交流等活动,提高防腐蚀
涂层行业的水平和质量。
4. 国际金属腐蚀与防护协会(International Metal
Corrosion and Protection Association,简称IMCPA),国际金
属腐蚀与防护协会是一个致力于金属腐蚀与防护领域的国际性组织。
该协会的成员包括来自不同国家的科学家、工程师和企业代表,通
过开展研究项目、技术交流和标准制定等工作,推动金属腐蚀与防
护技术的创新和应用。
这些协会都在各自的领域内发挥着重要的作用,通过促进交流
合作、推动科学研究和技术发展,为相关行业的发展和进步做出了
积极贡献。