vdi粗糙度标准值
粗糙度检测方法及评定【干货技巧】
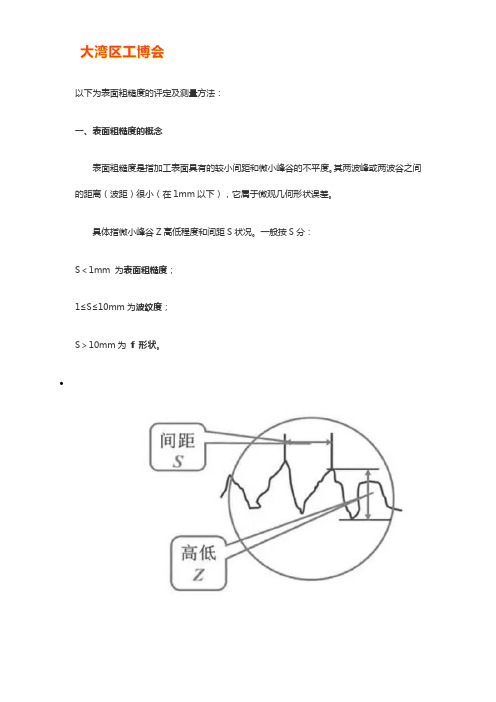
以下为表面粗糙度的评定及测量方法:一、表面粗糙度的概念表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
具体指微小峰谷Z高低程度和间距S状况。
一般按S分:S<1mm 为表面粗糙度;1≤S≤10mm为波纹度;S>10mm为f 形状。
•二、VDI3400、Ra、Rmax对照表国家标准规定常用三个指标来评定表面粗糙度(单位为μm):轮廓的平均算术偏差Ra、不平度平均高度Rz和最大高度Ry。
在实际生产中多用Ra指标。
轮廓的最大微观高度偏差Ry在日本等国常用Rmax符号来表示,欧美常用VDI指标。
下面为VDI3400、Ra、Rmax 对照表。
三、表面粗糙度形成因素表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动、电加工的放电凹坑等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
四、表面粗糙度对零件的影响主要表现影响耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,摩擦阻力越大,磨损就越快。
影响配合的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了连接强度。
影响疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
影响耐腐蚀性。
粗糙的零件表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
影响密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
影响接触刚度。
接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。
机器的刚度在很大程度上取决于各零件之间的接触刚度。
影响测量精度。
零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。
vdi3400粗糙度标准

VDI 3400是德国工程师协会(Verein Deutscher Ingenieure)制定的一种表面粗糙度标准。
这个标准主要用于评估机械加工表面的粗糙度,以确定其是否符合特定的应用要求。
VDI 3400标准主要包括以下几个方面:
1. 基本概念:VDI 3400定义了表面粗糙度的基本概念,包括表面粗糙度、表面纹理、表面波纹等。
2. 测量方法:VDI 3400规定了测量表面粗糙度的几种常用方法,如触针法、光学法、扫描电子显微镜法等。
3. 参数定义:VDI 3400定义了用于描述表面粗糙度的参数,如Ra(算术平均粗糙度)、Rz (最大峰谷高度)、Ry(轮廓最大高度)等。
4. 表面粗糙度等级:VDI 3400将表面粗糙度分为不同的等级,如粗糙度等级1-10,其中1表示最粗糙,10表示最光滑。
5. 表面粗糙度的应用:VDI 3400还介绍了如何根据不同的应用需求选择合适的表面粗糙度等级。
6. 表面粗糙度的影响因素:VDI 3400分析了影响表面粗糙度的各种因素,如加工方法、材料特性、刀具磨损等。
7. 表面粗糙度的改进方法:VDI 3400提供了一些改进表面粗糙度的方法,如优化加工参数、选择适当的刀具和润滑剂等。
总之,VDI 3400是一种广泛应用于机械加工行业的表面粗糙度标准,它为评估和控制表面粗糙度提供了详细的指导。
通过遵循VDI 3400标准,可以确保机械零件的表面质量满足特定应用的要求,从而提高产品的性能和寿命。
什么是表面粗糙度?
什么是表面粗糙度?许多零部件需要具有特定的表面加工结果,以便达成所要求的功能。
例如烤漆前的汽车车体或曲轴或凸轮轴上的颈轴承。
我们先了解一下什么是表面粗糙度。
一、什么是表面粗糙度?表面粗糙度(Surface Roughness)就是我们日常测量中所说的面粗糙度,可以理解为在加工产品过程中细小间距和微小峰谷的不平整度。
通常被定义为两个波峰值或者两个波谷指之间的微小距离(波距),在一般情况下波距都在1mm以内或者更小,也可定义为微观轮廓的测量,俗称微观误差值。
综上所说,大家可能已经有了一个关于粗糙度笼统的概念,那么下记内容是更详细的进行了分析。
我们一般评价粗糙度会有基准线,基准线以上最高点我们叫波峰点,基准线以下最低点叫波谷点,那么波峰和波谷之间的高度我们用Z 来表示,加工产品的微观纹理的间距我们用S来表示。
通常情况下S值的大小在国家检定标准里给了相关的定义:S<1mm 定义为表面粗糙度1≤S≤10mm 定义为表面波纹度中国国家计量检定标准中规定:通常情况下用VDI3400、Ra,、Rmax这三个参数来评价检定表面粗糙度,计量单位通常用μm表示。
评价参数的关系Ra定义为曲线平均算术偏差(平均粗糙度),Rz的定义为不平度平均高度,Ry定义为最大高度。
微观轮廓的最大高度差Ry在其他也使用Rmax来表示。
Ra、Rmax的具体关系还请参考下面的表格:表:Ra,Rmax参数对比(um)二、表面粗糙度是如何形成的?表面粗糙度的形成是由工件的加工过程引起的。
而加工的方法、工件的材料,工艺过程都是影像表面粗糙度的因素。
例如:放电加工时被加工零件表面出现放电凹凸点。
加工工艺和零件材质有所不同,被加工零件表面留下的微观痕迹也有各种差别,比如(疏密,深浅,形状变化等)。
三、面粗糙度对工件的影响工件的耐磨性配合稳定性疲劳强度耐腐蚀性密封性接触刚度测量精度、镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。
VDI3400对应表
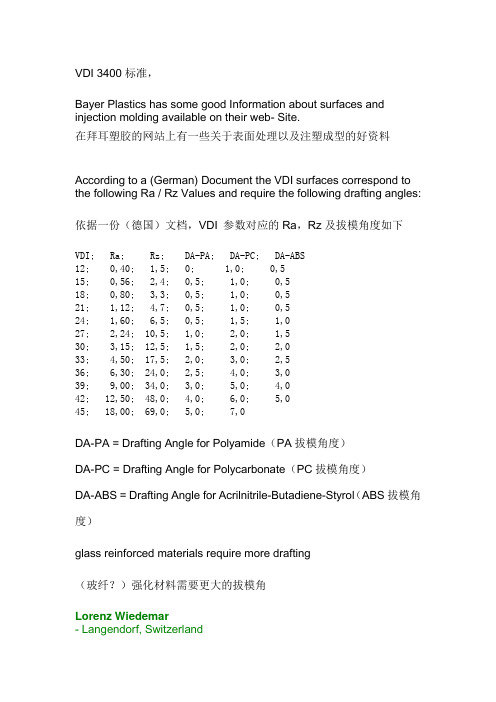
VDI 3400标准,Bayer Plastics has some good Information about surfaces and injection molding available on their web- Site.在拜耳塑胶的网站上有一些关于表面处理以及注塑成型的好资料According to a (German) Document the VDI surfaces correspond to the following Ra / Rz Values and require the following drafting angles: 依据一份(德国)文档,VDI 参数对应的Ra,Rz及拔模角度如下VDI; Ra; Rz; DA-PA; DA-PC; DA-ABS12; 0,40; 1,5; 0; 1,0; 0,515; 0,56; 2,4; 0,5; 1,0; 0,518; 0,80; 3,3; 0,5; 1,0; 0,521; 1,12; 4,7; 0,5; 1,0; 0,524; 1,60; 6,5; 0,5; 1,5; 1,027; 2,24; 10,5; 1,0; 2,0; 1,530; 3,15; 12,5; 1,5; 2,0; 2,033; 4,50; 17,5; 2,0; 3,0; 2,536; 6,30; 24,0; 2,5; 4,0; 3,039; 9,00; 34,0; 3,0; 5,0; 4,042; 12,50; 48,0; 4,0; 6,0; 5,045; 18,00; 69,0; 5,0; 7,0DA-PA = Drafting Angle for Polyamide(PA拔模角度)DA-PC = Drafting Angle for Polycarbonate(PC拔模角度)DA-ABS = Drafting Angle for Acrilnitrile-Butadiene-Styrol(ABS拔模角度)glass reinforced materials require more drafting(玻纤?)强化材料需要更大的拔模角Lorenz Wiedemar- Langendorf, Switzerland++++++VDI换算方式如下:VDI = 20log(10Ra)James Lai- JB, Malaysia+++++++Conversion scales from VDI.......RA......UM......RMS....I have a VDI Scale. Does anyone have such a conversion scale....Is the um a separate scale from the RA scale or is it part of it? If not how is the um expressed.PinocciJoe Pinocciequipment supplier - Warwick, RI+++++++VDI Table(完整的VDI表)In the following, you can determine the roughness for your application according to VDI table.根据下表,你可以得到你的产品的表面粗糙度VDI3400 Ra = AA = CLA ISO1302 Rt0-45 µm µinch N3-N10 µm----- ----- ----- ----- -----0 | 0.1 | 4 | N3 |1 | 0.11 | 4.4 | |2 | 0.12 | 4.8 | |3 | 0.14 | 5.6 | |4 | 0.16 | 6.4 | |5 | 0.18 | 7.2 | N4 |6 | 0.2 | 8 | |7 | 0.22 | 8.8 | |8 | 0.25 | 10 | |9 | 0.28 | 11.2 | |10 | 0.32 | 12.8 | |11 | 0.35 | 14 | N5 |12 | 0.4 | 16 | | 1.613 | 0.45 | 18 | |14 | 0.5 | 20 | |15 | 0.56 | 22.4 | | 3.216 | 0.63 | 25.2 | |17 | 0.7 | 28 | |18 | 0.8 | 32 | N6 | 519 | 0.9 | 36 | |20 | 1 | 40 | |21 | 1.12 | 44.8 | | 7.522 | 1.26 | 50.4 | |23 | 1.4 | 56 | |24 | 1.62 | 63 | | 1225 | 1.8 | 72 | N7 |26 | 2 | 80 | |27 | 2.2 | 88 | | 1628 | 2.5 | 100 | |29 | 2.8 | 112 | |30 | 3.2 | 125 | N8 | 2031 | 3.5 | 140 | |32 | 4 | 160 | |33 | 4.5 | 180 | | 2534 | 5 | 200 | |35 | 5.6 | 224 | |36 | 6.3 | 250 | N9 | 3737 | 7 | 280 | |38 | 8 | 320 | |39 | 9 | 360 | | 4640 | 10 | 100 | |41 | 11.2 | 448 | |42 | 12.6 | 500 | N10 | 6043 | 14 | 560 | |44 | 16 | 640 | |45 | 18 | 760 | | 85 Qijin Wu- Nanjing Jiansu Province, P.R.ChinaApril 4, 2011Nr is the number of roughness or the class, using VDI d Nr=20*log(10*Ra)Try with the equivalence table.AitorAitor Ruiz- Basq Country (north of Spain)--MORE DETAILS ,PLS REFER TO BELOW LINK/307/63.shtml。
vdi3400粗糙度对照表
在国内实际生产中多用Ra指标;日本常用Rmax指标,相当于Rz指标;欧美国家常用VDI3400标准来标示表面粗糙度,做欧洲模具订单的工厂,经常会用到VDI指标,比如常听到客户说“这个产品的表面按VDI30做”。
VDI3400表面与常用标准Ra有着对应关系,不少人经常要去查资料找对应的值,下面这份vdi3400粗糙度对照表,表面粗糙度对照表图很全,推荐收藏。
vdi3400粗糙度对照表-表面粗糙度对照表图:镜面0.006 微米雾状镜面0.012 镜状光泽面0.025 亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.5vdi3400粗糙度对照表-表面粗糙度对照表图1 级Ra 值不大于\μm=100表面状况= 明显可见的刀痕加工方法= 粗车、镗、刨、钻应用举例= 粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2 级Ra 值不大于\μm=25 、50表面状况= 明显可见的刀痕加工方法= 粗车、镗、刨、钻应用举例= 粗加工后的表面,焊接前的焊缝、粗钻孔壁等3 级Ra 值不大于\μm=12.5表面状况= 可见刀痕加工方法= 粗车、刨、铣、钻应用举例= 一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4 级Ra 值不大于\μm=6.3表面状况= 可见加工痕迹加工方法= 车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例= 不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5 级Ra 值不大于\μm=3.2表面状况= 微见加工痕迹加工方法= 车、镗、刨、铣、刮1 ~2 点/cm^2 、拉、磨、锉、滚压、铣齿应用举例= 和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
精冲标准参考-(1)

1.精冲零件的工艺性精冲零件的工艺性,主要指保证零件的技术和使用要求,并在一定的批生产条件下,在制造上应最简单、最经济。
而影响它的主要因素有(1 ) 零件结构的工艺性;(2 ) 零件尺寸公差和形位公差;(3 ) 材料性能和厚度;(4 ) 冲裁面质量;(5 ) 模具设计、制造质量及寿命;(6 ) 精冲机的选择等。
精冲零件结构的工艺性,是指构成零件几何形状的结构单元,它包括:最小圆角半径、孔径、壁厚、环宽、槽宽、冲齿模数等的确定尤为重要。
图1所示,可供选择精冲零件结构参数的极限值。
它们都小于普冲零件。
这是由精冲原理决定的。
然而,合理的零件结构参数,有利于提高产品质量,降低生产成本。
2.精冲零件的难度等级根据零件几何形状及其结构单元,在图1各图中划分为S1、S2和S3三级。
S1—简单的,适于精冲材料抗剪强度Ks=700N/mm2S2中等的,适于精冲材料抗剪强度Ks=530N/mm2S3—复杂的,适于精冲材料抗剪强度Ks=430N/mm2在S3以下的范围,不适宜精冲,或者要采用特别措施。
使用S3的范围时,其条件是冲裁元件要用高速钢制造,且精冲材料抗拉强度§bW600N/mm2(抗剪强度KsW430N/mm2)。
例:图1中开关凸轮,材料为Crl5(球化),Ks=420N/mm2,确定其难度等级。
•孔径d=4.1mmS1•搭边b=3.5mmS3•齿模数m=2.25mmS2•圆角半径Ra=0.75mmS1/S2此零件最大难度是搭边b,故总难度为S3,可以精冲。
3.精冲零件的技术要求3.1尺寸公差精冲零件的尺寸公差,取决于:零件形状、模具制造质量、材料厚度及性能、润滑剂和压力机调整等因素。
可由表1中选取。
3.2平面度公差精冲零件的平面度是指零件平面的挠度(见图2),其值为:f=h—s由于精冲材料是在压紧状态下进行的,故精冲件具有较好的平面度。
而这种平面度随零件尺寸、形状、材料厚度及机械性能等不同而有所差别。
压敏胶操作指南
压敏胶操作指南很多人在使用压敏胶时,并没有充分发挥出压敏胶的效果,因为大多数情况,人们的使用方式并不规范,忽略了压敏胶需要的粗糙度、表面张力、清洁程度、压力、温度、时间六个条件。
下面就由德莎来教你如何正确使用压敏胶?一、表面粗糙度首先,在使用德莎压敏胶时应该注意物体表面的粗糙度。
常见的表面粗糙度为:VDI 18~24(Ra0.8~1.6)。
通常情况下,当表面粗糙度在VDI 15~21 范围内时, 压敏胶与被粘物可以获得较好的粘接效果:表面粗糙度(VDI & Ra对照)VDI 15 ≈ Ra 0.52VDI 18 ≈ Ra 0.80VDI 21 ≈ Ra 1.12VDI 24 ≈ Ra 1.60二、表面张力表面张力是影响压敏胶使用效果的重要因素。
那什么是表面张力呢?表面张力的单位是达因/厘米(dyne/cm),使用表面张力墨水或达因测试笔可以简单测定被粘物的表面张力。
所以说在不同的表面下,表面张力也会不同,同样tesa压敏胶带的效果也就不同。
例如:•对于极性表面(活跃金属, PC, PET, PMMA,ABS, PU, PVC),其表面张力较大,表面容易被粘贴。
•对于非极性表面(喷涂过或油漆过的表面, 硅橡胶,PA),其表面张力较小,对表面进行粘贴往往较难。
•非极性表面通过预处理(如电晕,电离,涂表面处理剂)会明显提高粘贴效果三、清洁程度物体表面的清洁程度是最直接影响被粘物表面的粘接效果。
•被粘物表面的清洁与否会对粘接效果有很大影响。
被粘物表面不可以有油污,灰尘等脏污。
•潮湿的粘接表面会降低胶粘剂与被粘物的浸润,影响粘接强度。
因此,粘接的表面必须干燥。
•如发现被粘物表面脏污,可用高浓度酒精或丙酮擦拭表面,静置使溶剂充分挥发后再进行后续加工。
四、压力为快速达到最佳的贴接效果,压力是重要环节。
在德莎压敏胶带贴合时加压可以加快胶粘剂的浸润。
推荐压强:2~6bar(1 bar=1 kg/cm2=14.7 psi)加压时间:6~8sec五、温度1.贴合阶段在过低的温度中贴合压敏胶带,胶带相比常温下失粘,所以需要更大的压力更长的停放时间来浸润表面。
晒纹资料大全

11.POLISHING工作表面光洁度按照下列标准Refer below for polishing grades:抛光光洁度表火花电蚀的光洁度表标准SPI(DME)MDC MDC VDI3400(HASCO) Grade Ra(uin)加工方法Ra(um)加工方法Grade Ra(uin)Grade Ra(uin) A00.0081um钻石膏B100.10 A10-1#3钻石膏0.0163um钻石膏B230.15 A21-2#6钻石膏0.0325um钻石膏60.20 A32-3#15钻石膏0.06415um钻石膏B390.30 B00.063#800砂纸E10.45120.40 B12-3#600砂纸0.064#600砂纸E20.60150.55 B23-5#400砂纸0.11#400砂纸E30.80180.80 B39-10#320砂纸0.24#320砂纸21 1.10 C00.24#800砂纸E4 1.5024 1.60 C110-12#800油石0.28#600砂纸27 2.20 C225-28#400油石0.67#400砂纸E5 3.0030 3.20 C338-42#320油石 1.00#320砂纸E6 4.0033 4.50 D00.25湿喷#12玻璃珠E7 5.5036 6.30 D110-12干喷#11玻璃珠0.40湿喷#8玻璃珠E88.00D226-32干喷#24氧化珠0.50湿喷#8玻璃珠E99.50399.00 D3190-230干喷#24氧化珠 2.0湿喷#5玻璃珠E1012.004212.50E1115.00E1218.004518.00 SPI(DME)—D级光洁度的加工方法D1=干喷#11玻璃珠联--距离8”,用100psi,为时5秒D2=干喷#240氧化珠--距离5”,用100psi,为时6秒D3=干喷#24氧化珠--距离6”用100psi,为时5秒注解:SPE=Society of Plastics Industry(参考有关之纹板)MDC=Hong Kong Mould and Die Council香港模具协会(参考其提供之ABS纹板)VDI3400=欧洲标准(参考有关之纹板)12.TEXTURING\ENGRAVING\MARKING12.1蚀纹简介Introduction on texturing:蚀纹目的:增进塑胶零件的外观质感,使产品呈现多变化或全新的设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
vdi粗糙度标准值
VDI粗糙度标准值是指德国机械工程师协会(VDI)制定的表征表面粗糙度的标准值。
VDI粗糙度标准值是通过对表面粗糙度进行测量和分析,得出的一个数值,用于描述表面的光滑程度和粗糙程度。
VDI粗糙度标准值的计算方法是通过测量表面的峰谷高度差,然后将
其转换为一个数值,该数值越大,表面越粗糙。
VDI粗糙度标准值通
常用于评估机械零件表面的质量和精度,以确保它们能够正常运行并
满足设计要求。
VDI粗糙度标准值的范围通常从0到100,其中0表示表面非常光滑,100表示表面非常粗糙。
在实际应用中,不同的行业和应用领域可能
会有不同的VDI粗糙度标准值要求。
例如,对于高精度的机械零件,
通常需要较低的VDI粗糙度标准值,以确保其精度和稳定性。
除了VDI粗糙度标准值外,还有其他一些常用的表征表面粗糙度的标
准值,例如Ra、Rz等。
这些标准值的计算方法和范围可能会有所不同,但它们都用于描述表面的光滑程度和粗糙程度,以帮助评估表面质量
和精度。
总之,VDI粗糙度标准值是一种常用的表征表面粗糙度的标准值,它
通过测量表面的峰谷高度差来描述表面的光滑程度和粗糙程度。
在实际应用中,不同的行业和应用领域可能会有不同的VDI粗糙度标准值要求,但它们都旨在确保机械零件的精度和稳定性。