中碳调质钢的焊接工艺
焊接技术培训试题及答案
焊接技术培训试题及答案一、单项选择(请将正确的选项填入括号内.每题1分,满分65分)1.将钢加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺称为(A)。
A、退火B、回火C、淬火2.氧气瓶应留有余压(B)MPa oA、0.05-0.06B、0.1-0.3C、0.5-0.6D、0.3-0.43.气焊过程中,焊丝与焊件表面的倾斜角一般是(B)。
A、10°〜20°B、30°〜40°C、50°〜60°D、70°〜80°4.酸性焊条的烘干温度一般为(A)oA、80〜150PB、100〜200PC、300〜400TD、400〜500C5.表示焊缝横截剖面形状的符号是(A)。
A、基本符号B、辅助符号C、补充符号D、尺寸符号6.低碳钢焊接广泛采用(D)oA、超声波焊B、激光焊C、电子束焊D、手工电弧焊7.焊条就是涂有药皮的供(B)用的熔化电极。
A、气焊B、手弧焊C、埋孤焊D、C02气体保护焊8.正火钢的(A)性能比退火钢高。
A、塑性、韧性B、强度、硬度C、强度、塑性D、硬度、塑性9.焊接电缆的常用长度不超过(A)oA、50米B、40米C、30米D、20米10.焊接是采用(D)方法,使焊件达到原子结合的一种加工方法。
A、加热B、加压C、加热或加压,或两者并用,并且用(或不用)填充材料11.焊接设备三相电源线路应由谁进行联接(D)。
A、电焊工B、班组长C、安全员D、电工12.焊接时,熔池中的气泡在凝固时未能及时逸出而残留下来所形成的空穴称为(C)oA、夹渣B、未焊透C、气孔D、凹坑13.当选择焊接材料合适时,(D)的方法是手弧焊。
A、只可以进行水平位置焊接B、不可能进行空间平、立、横、仰及全位置焊接C、不可进行空间平、立、横、仰及全位置焊接D、可进行空间平、立、横、仰及全位置焊接14.用碱性焊条焊接时,因在焊条药皮中含有的(C)物质放出有毒气体,所以比酸性焊条焊接时对工人健康的危害大。
中碳调质钢的焊接
对于必须在调质状态下焊接,且焊后不能再进行调质处理的焊 接结构,这时HAZ性能下降是很难解决的。因此应采用尽可能 小的焊接热输入。
为了消除HAZ淬硬组织和防止延迟裂纹的产生,必须 适当采用预热、层间温度控制、中间热处理,并应焊 后及时进行回火处理。上述工艺过程的温度控制应比 母材淬火后的回火温度至少低50℃。
40CrNiMoA、34CrNi3MoA 由于加入3%Ni和Mo,显著地提高了淬透性和抗回火 软化的能力,对改善钢的韧性也有好处,具有良好的综 合性能,如强度高、韧性好等。主要用于高负荷、大截 面的轴类以及承受冲击载荷的构件,如汽轮机、喷气涡 轮机轴以及喷气式客机的起落架和火箭发动机外壳等。
Cr-Mo系 美国H-11,超高强钢,极高的强度且有较高的耐热性 成分相当于35Cr5MoSiV 真空冶炼,1000℃空淬,500℃回火,σs 2000MPa S、P<0.01%,强化相Mo2C、V4C3,弥散分布 主要用于:超音速喷气式飞机
从韧性方面出发,过热区是接头中最薄弱的环节;而 从强度方面考虑,软化区是接头中最薄弱的环节。
(a) 焊条电弧焊
(b) 气焊
图3-32 调质状态的30CrMnSi钢焊接接头的强度分布
其中在AC1附近失强最大
中碳调质钢HAZ软化最明显的部位,是温度处于
Ac1~Ac3之间的区段,这与该区段的不完全淬火过程
Cr能增加低温或高温的回火稳定性,但40Cr钢有回火脆性。
3.4.2 中碳调质钢的焊接性分析
1. 焊缝中的热裂纹 2. 淬硬性和冷裂纹 3. 热影响区的脆化和软化
1.焊缝中的热裂纹
(1)产生原因:(C高、合金元素总量高、成分偏析) 中碳调质钢含碳量及合金元素总量较高,焊缝凝固结
晶时,固-液相温度区间大,结晶偏析倾向严重,焊接 时易产生结晶裂纹,具有较大的热裂纹敏感性。 例如30CrMnSi由于C、Si含量较高,热裂倾向较大。 为了防止产生热裂纹,要求采用低碳低硅焊丝(焊丝 中C<0.15%,最高不超过0.25%),严格限制母材 及焊丝中的S、P含量(S+P<0.03%~0.035%)。 对于重要产品的钢材和焊丝,要求采用真空熔炼或电 渣精炼,将S、P总量限制在0.025%以下。
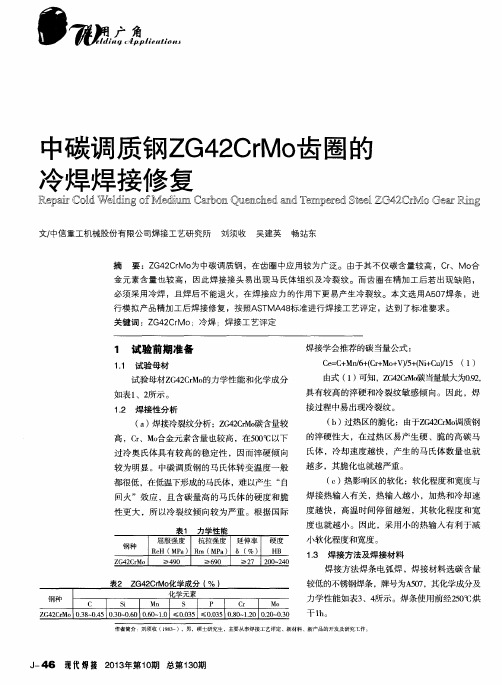
中碳调质钢ZG42CrMo齿圈的冷焊焊接修复
1 4
( 母材 ) ( 热影响区 ) ( 焊缝 )
21 3
2 0 7
( 热影 响区 ) ( 母材:
2 78
2 6 0
按照A S T M A 4 8 8 标准对焊接接头进行 弯曲
焊接接头采用带垫板 的对接接头型式 ,如
图1 所示 。焊接 电流 1 2 0~1 6 0 A,层间温度8 0 ~
1 2 0℃ 。
2 焊接难点控制
由于此次焊接工艺评定 ,焊前不预热 ,焊
后不缓冷 ,极 易产生焊接冷裂纹 ,且热影响区 易发 生回火脆性 。为减少由于Z G 4 2 C r Mo 中合金
表3 A 5 0 7 焊条熔敷金属化学成分 ( %)
化学元素
C l S i l Mn l S l P l C r l Mo l Ni 1 C u
≤0 . 1 2 l ≤0 . 9 O 1 0 . 5 O ~ 2 . 5 l ≤0 . 0 3 0 l ≤0 . 0 3 5 I 1 4 . 0 ~ 1 8 . 0 I 5 . 0 ~ 7 . 0 I 2 2 . 0 ~ 2 7 . 0 l ≤0 . 5 0
的淬硬性 大 ,在过热区易产生硬 、脆 的高碳马 氏体 ,冷却速度越快 ,产生 的马氏体数量也就
越多 ,其脆化也就越严重。 ( c ) 热影 响区的软化 :软化程度和宽度与 焊接热输入有关 ,热输 入越小 ,加热和冷却速
回火 ”效应 ,且含碳量高的马氏体的硬度 和脆
性更大 ,所以冷裂纹倾 向较为严重。根据 国际
l 化学 元素 c ‘ s i l M n I S P I C r l M o Z G 4 2 C r M 0 l 0 . 3 8 0 . 4 5 0 . 3 0 ~ 0 . 6 0 l 0 . 6 0 ~ 1 . 0 l ≤ 0 . 0 3 5 ≤ o . 0 3 5 l 0 . 8 0 ~ 1 . 2 0 l 0 . 2 0 ~ 0 3 c
42CrMo的焊接工艺
42CrMo焊接工艺1 42CrMo钢焊接性能分析42CrMo钢系中碳调质高强钢,钢的Ceq值高达 0.893%,可焊性较差。
由于母材金属中含碳量高,在焊接过程中,母材金属的一部分要熔化到焊缝金属中去,致使焊层金属含碳量增高,焊缝凝固结晶时,结晶温度区间大,偏析倾向也较大,加之含硫杂质和气孔的影响,容易在焊层金属中引起热裂纹。
特别是在收尾处,裂纹更为敏感。
热裂纹的特征是裂纹垂直于焊缝鱼鳞状波纹,呈现不明显的锯齿形,但也有沿焊缝金属与基体金属交界处发展产生。
为防止产生热裂纹,要求采用低碳钢焊丝,一般焊丝中含碳量在0.15%以下。
42CrMo钢淬硬倾向性大,母材金属热影响区容易产生低塑性的淬硬组织,Ms点又低,因而在淬火区产生大量脆硬的马氏体,导致严重脆化,工件愈厚,则淬硬倾向愈大。
该焊件刚性大,若焊条或焊接工艺选用不当,在焊件冷却至300℃以下时,容易沿热影响区的淬硬区产生冷裂纹。
42CrMo钢的焊接冷裂纹一般是在焊后冷却过程中,在Ms点附近或200~300℃的温度区间产生的。
冷裂纹的起源多发生在具有缺口效应焊接热影响区或有物理化学不均匀的氢聚集的局部地带。
冷裂纹有时焊后立即出现,有时经过一段时间才出现。
而延迟裂纹的危害性更为严重,实践证明,钢种的淬硬倾向、焊接接头的氢含量及其分布,以及焊接接头的拘束应力状态是产生延迟裂纹的三大主要因素。
焊接接头的淬硬倾向主要取决于钢种的化学成分,其次是结构形式,焊接工艺和冷却条件等。
可以采取焊后后热和缓冷等办法来调整冷却时间。
适当延长临界冷却时间C′f ,可降低钢的淬硬倾向。
2焊接工艺2.1 焊接材料的选择高强钢焊接接头的含氢量越高,则裂纹倾向越大。
当局部地区的含氢量达到某一临界值时,开始出现裂纹;之后随含氢量的增加,裂纹尺寸和数量也在不断增加。
产生延迟裂纹时的临界含氢量与预热温度、刚度条件以及冷却条件等有关。
焊接时,焊接材料中的水分,焊件坡口表面的油污、铁锈、以及空气湿度等都是焊缝金属中富氢的主要原因。
含碳量较高的中碳钢焊接工艺

含碳量较高的中碳钢焊接工艺45#钢(含碳量为0.42~0.5%)是一种优质碳素结构钢,可进行各种热处理,它不仅可以做结构件,还可以做工具。
多年来,这一钢种虽然已累积有丰富的生产与应用的经验,但在生产实际中,仍会出现许多使用不当之处,使得生产工作不能顺利进行。
本文从含碳量较高的45#在焊接施工过程中出现的问题以及具体的解决方案这方面来详细论述一下其焊接工艺。
标签:45#钢;含碳量;焊接工艺1、中碳钢焊接特点中碳钢一般是指含碳量在0.25~0.60%左右的碳钢。
中碳鋼手工电弧焊接的主要特点如下:1.1母材近缝区容易产生低塑性的淬硬组织。
含碳量越高,板壁厚,这种淬硬倾向也越大。
焊件刚度较大,冷却速度较快和焊条选用不当时,容易产生冷裂纹。
1.2由于母材熔化到第一层焊缝金属中的比例为30%左右,所以焊缝的含碳量较高,其结果是焊缝金属容易产生热裂纹和冷裂纹。
高强度中碳调质钢,具有一定的塑性、韧性和强度,切削性良好,调质处理后有很好的综合力学性能,淬透性较差,容易产生裂纹,焊接性能不高,焊接之前需要很好预热,焊后需要热处理。
2、45#钢焊接实例2.1焊接问题的出现善水船务5200HP拖轮项目用甲板机械项目中,图纸要求卷筒轴套材质为45#钢锻件,而与轴套焊接的面板材质为Q235B钢板。
鉴于以前焊接同类构件的经验数据,以及甲板机械焊接工艺评定指导书的要求,此次施工仍采用二氧化碳气体保护焊方式焊接,焊丝为YHT-51B药芯焊丝。
但是焊后发现在焊缝存在大量裂纹,且裂纹集中在焊缝与45#钢母材上,而不是焊缝自身出现裂纹,这就使我们不得不把注意力集中在了材质为45#钢的轴套锻件上了。
2.2焊接问题的研究及解决方法的试验经查阅相关资料,了解到国标规定,45#钢含碳量为0.42~0.5%。
因此我们与锻件供货厂家联系,要求其提供轴套锻件的具体含碳量,厂家给出的结论是含碳量0.48%,超过了45#钢0.45%的平均含碳量,但是也在合理的范围内,属合格产品。
调质钢的焊接性

低碳调质钢的焊接性---资料来源<焊接工艺500问>碳的质量分数不超过%,加入适量的合金元素Si、Mn、Cr、Ni、Mo、Cu ,通过奥氏体化—淬火—回火热处置的钢称为低碳调质钢,经常使用牌号有WCF60、6二、HQ70A、HQ70B、15MnMoVN、15MnMoVNRE和14MnMoNbB等。
低碳调质钢具有高的屈服点(490-980MPa)、良好的塑性、韧性、耐磨、及耐侵蚀性。
低碳调质钢由于含碳量不高,虽含有必然量的合金元素,但焊接性较好,要紧特点是:在焊接热阻碍区、专门是焊接热阻碍区的粗晶区有必然的冷裂偏向并有韧性下降的现象;在焊接热阻碍区受热时未完全奥氏体化的区域,和受热时其最高温度低于Ac一、高于钢调质处置的回火温度的那个区域有软化或脆化的偏向。
经常使用的各类熔焊方式,都能够适用焊接低碳调质钢。
(1)焊前预热—当板厚较小或接头拘谨度也较小时,焊前可不进行预热。
15MnMoVN、14MnMoNbB钢。
当板厚小于13mm 时,通常采纳不预热施焊。
随着板厚的增加,为了避免产生冷裂纹,必需进行预热,可是必需严格操纵预热温度,因为太高的预热温度会使热阻碍区的冷却速度过于缓慢,使热阻碍区强度下降,韧性变坏。
低碳调质钢的最低预热温度焊件厚度15MnMoVN 14MnMoNbB<13 不预热不预热13-16 50-100 100-15016-19 100-150 150-20019-22 100-150 150-20022-25 150-200 200-25025-35 150-200 200-250许诺的最高预热温度与表中最低值相较,不得大于65C。
假设有可能,可采纳低温预热加后热或不预热,只采纳后热的方式来避免低碳调质钢产生冷裂纹,能够减轻或排除太高的预热温度对热阻碍区韧性的损害。
(2)焊接材料—为避免产生冷裂纹,因此必需严格操纵焊接材料的含氢量,要求所利用的焊条必需是低氢型或超低氢型的,焊前应严格按规定进行烘干、贮存。
中碳调质钢焊接中的问题及工艺措施

中碳调质钢焊接中的问题及工艺措施史献营【摘要】Analyze the defects in welding of medium carbon quenched and tempered steel and its causes,as well as measures to deal with it.It also tells the effects of preheating before welding and heat treatment after welding,and the prin-ciple on how to choose material in welding.It summarizes the main point of medium carbon quenched and tempered steel welding,whose quality is enhanced effeciently.%介绍了中碳调质钢焊接中容易产生的缺陷及产生缺陷的原因,焊接前需要注意的事项,焊接中应该采取的工艺措施及选择适合的焊接方法。
阐述了中碳调质钢焊前预热和焊后热处理的作用与焊接材料的选择原则,对中碳调质钢焊接要点进行了概括与总结,有效提高了中碳调质钢的焊接质量。
【期刊名称】《新技术新工艺》【年(卷),期】2015(000)007【总页数】3页(P130-132)【关键词】焊接;预热;调质;结晶;裂纹;组织;软化【作者】史献营【作者单位】中航工业沈阳发动机设计研究所,辽宁沈阳 110015【正文语种】中文【中图分类】P755.1中碳调质钢由于具有较好的综合力学性能而获得广泛应用,大量应用于航天、航空、船舶、兵器和机械等行业的重要零件。
很多零件采用了焊接结构,其焊缝质量是影响零件质量的关键,而影响中碳调质钢焊缝质量的缺陷是焊接裂纹与热影响区的脆化和软化;因此,中碳调质钢焊接中控制裂纹的产生、脆化和软化组织的出现,是提高焊接质量的核心问题。
调质钢焊接ppt课件

4、焊接材料
一般采用等强原则,在接头拘束度很大时,为了防止冷裂纹,可选
用强度略低的填充金属,焊前须严格烘干焊材。(具体见表3-19)
5、焊接线能量E
矛盾: M转变时冷却速度v小 t8/5之间的冷却速度v大
为了防止热影响区脆化和产生冷裂纹,所选线能量应保证冷却速度在 最佳范围内。 实际生产:首先通过试验确定所焊钢材保证韧性的最大线能量,然后根 据用此线能量焊接时的冷裂倾向确定是否需要预热。
1.裂纹
(1)热裂纹 A、结晶裂纹:C低、Mn高,S、P控制严, Mn/S高,敏感性小 B、HAZ液化裂纹: 在高Ni、低Mn的低合金高强钢中出现,其产生与Mn/S有关,C高, 要求Mn/S高; 线能量越大,过热区晶粒粗大,晶界熔化严重,晶界面积减少,容易 形成液态薄膜,液化裂纹敏感性增大 熔池凹度越大,敏感性大 预防液化裂纹措施: (1)Ni高时,控制C、S含量,提高Mn/S比; (2)小q; (3)控制熔池形状,减小凹度。
10
焊
3.2
130~140
21~32
4.0
200~220
-
-
-
-
预热350℃,
-焊后680℃回火 NhomakorabeaCO2
2
气
体 保
30CrMnSiA
4
护
焊
75~85 0.8 17~19
85~110
-
120~150 CO2 7~8
短路过渡
-
150~180 CO2 10~14
钨
4
极
氩 45CrNiMoV
弧
焊
23
预热260℃,
低合金调质钢当含Ni较高时,形成的高Ni马氏体(甚至上B)都有很 高的韧性,因此,增加钢中的含Ni量能改善近缝区的韧性
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中碳调质钢的焊接工艺。
常用的各种熔焊方法,都可以适用于焊接中碳调质钢。
⑴预热及后热除了拘束度小、构造简单的薄壳结构不用预热外,中碳调质钢都应采取焊前预热和后热措施,预热温度约为200~350℃后热温度为300℃左右。
如果焊后不能及时进行调质处理,则必需在焊后及时进行中间热处理,即在等于或高于预热温度下进行保温一段时间的热处理,如低温回火或650~680℃高温回火。
若焊件焊前处于调质状态,其预热温度、层间温度及热处理温度都应比母材淬火后的回火温度低50℃。
进行局部预热时,应在焊缝两侧各100mm范围内均匀加热。
⑵焊接材料为了防止产生热裂纹,要求采用低碳焊丝,焊丝中的碳的质量分数应控制在0.15%以内,最高不超过0.25%,并且控制硫、磷的质量分数应小于0.03%~0.035%。
焊接中碳调质钢焊条的选用,见表16。
表中HTJ-1及HTJ-4焊条涂料只起稳弧作用,焊缝金属的力学性能和抗裂性能较差,只适用于受力小、待焊处可达性不好及要求变形小的30CrMnSiA钢薄板的焊接。
⑶焊接线能量中碳调质钢宜用小线能量焊接,以有利于减少淬火区的高温停留时间,降低奥氏体的晶粒长大,从而降低淬火区的脆化程度。
表16 焊接中碳调质钢的焊条选用
焊条牌号焊芯直径(mm)焊接钢种
HTJ-4(钛型)H08A
1.6~4.0 25CrMnSiA 30CrMnSiA
HTJ-1(钛型)H08CrMoA
HTJ-2(低氢型)H08CrMoA 1.6~4.0 30CrMnSiA
40CrMnSiMoV A
HTJ-3(低氢型)H08CrMoA 1.6~6.0 25CrMnSiA
30CrMnSiA
30CrMnSiNi2A 40CrMnSiMoV A
HTG-1(低氢型)HGH30
1.6~5.0 焊接已调质的:25CrMnSiA
30CrMnSiA
30CrMnSiNi2A
HTG-2(低氢型)HGH41
HTB-3(低氢型)H1Cr19Ni11Si14A1
Ti
1.6~4.0 30CrMnSiA A507(低氢型)E1-16-25Mn6N-15 焊接已调质的
30CrMnSiA A502(钛钙型)E1-16-25Mn6N-16
注:“HT”——航空焊条、“J”——结构钢焊条、“G”
——高温合金焊条、“A”——不锈钢焊条及A5××焊条—
—焊缝中的铬的质量分数(含铬量)为16%,镍的质量分数
(含镍量)为25%。