数控车床爆炸图说明书
数控车床的常用操作 讲课课件
•
7.图形显示 • 可以在画面上显示程编的刀具轨迹,通过观察屏显的轨迹可以检 查加工过程。 • 按下功能键 ,显示屏显示“图形参数”画面,如图6-16所 示。
图6-5 X、Y、Z、B、C五轴控制车削中心
图6-6
全功能型数控机床
6.1.3 数控车床的主要技术参数
• 本章以CKA6150/750,配套系统为 FANUC0i-mate-TC的数控车床为例。 数控车床的主要技术参数包括最大回 转直径、最大车削长度、各坐标轴行 程、主轴转速范围、切削进给速度范 围、定位精度、刀架最大回转直径、 刀架转位精度以及机床的外形尺寸等, 其具体内容及作用如表6-1。
• • •
(4)为了删除MDI方式中建立的程序,输入 地址O,然后按MDI面板上 键。
(5)为了执行程序,须将光标移到程序头 (也可以从中间开始),按操作板上的循环起动 • 按钮 ,于是程序开始执行。当执行到程 • 序结束代码(M02、M30)或ER(%)时,程序 自动删除而且运行结束。用M99指令,程序执行 后返回到程序的开头。 • (6)按下MDI面板上的 键,自动运行结 束并进入复位状态。
表6-1 数控车床的主要技术参数
6.2 数控车床控制面板与基本操作
• 6.2.1 控制面板组成介绍 • 数控机床所提供的各种功能可以通过操作 面板上的键盘操作得以实现。控制面板分 为数控系统控制面板与机床控制面板两大 部分。如图6-7所示,本节一以FANUC 0imate TC数控系统为例,介绍数控车床控制 面板与基本操作
FANUC 0i-mate TC数控车床控制面板
1.系统控制面板 系统控制面板主要由LED液晶显示器、MDI键 盘、软键和卡槽等组成。其中,LED液晶显示器主 要用于显示各种参数和功能,如显示机床参考点坐 标、刀具起始点坐标、输入数控系统的程序、刀具 补偿量数据、报警信号、滑板移动速度、演示加工 轮廓、主轴转速以及图像功能。 MDI键盘主要用机床系统复位、程序输入、修 改、翻页查找等,如图6-8所示。具体功能如表6-2。 屏幕软键的功能不确定,往往随着主功能的状 态不同而各异。屏幕软键如图6-9所示。
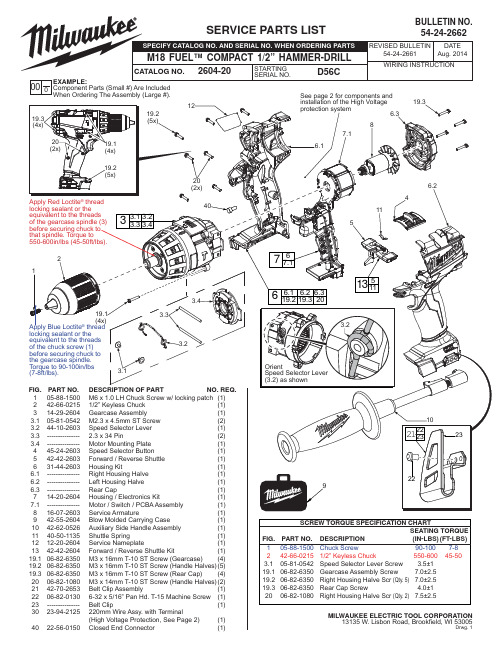
米沃奇m12冲击起子机2604-20,爆炸图,分解图c
(1)
Closed End Connector
(1)
6.2 4 11 5
7
6 7.1
6 6.1 6.2 6.3 19.2 19.3 20
13
5 11
3.2
Orient Speed Selector Lever (3.2) as shown
10
21
22 23
23
22 9
SCREW TORQUE SPECIFICATION CHART
7-8 45-50
MILWAUKEE ELECTRIC TOOL CORPORATION
13135 W. Lisbon Road, Brookfield, WI 53005
Drwg. 1
No. 23-94-2125 220mm 24AWG Wire Assembly
For ease of removal and installation of the High Voltage protection system, it may be necessary to remove the electronic/gearcase assemblies from the left housing halve.
54-24-2661
Aug. 2014
CATALOG NO. 2604-20
STARTING SERIAL NO.
D56C
WIRING INSTRUCTION
00
0
EXAMPLE: Component Parts (Small #) Are Included
When Ordering The Assembly (Large #).
See page 2 for components and
数控210车床-MACH+中文说明书

CNC 数控车床使用说明书型号KC4-MACH使用之前请仔细阅读说明书目录一、安全须知二、机床功能及参数三、随机附件四、安装调试五、机床维护六、故障分析七、特殊附件八、零件爆炸图及目录表一、安全须知安全注意事项:在安装,通电,运行,维护检查之前,必须熟悉本说明中条款,和一切有关安全和注意事项,以保证正确使用。
警告使用本产品必须使用防护眼镜保护眼睛,防止铁削等溅伤,不可带手套操作,建议戴防护面罩,防止吸入粉尘。
勿让小孩接近,擅动加工工具,以免造成伤害。
否则可能引起重大事故。
警告请确认地面的强度。
不能让水,纱头,木片,尘土,金属等异物掉入电控箱内。
否则可能引起火警或发生事故。
搬运时请握持床身。
否则可能引起人身伤害或设备损坏事故。
产品零件受损或带有缺陷时要及时,请勿投入安装和运行。
确保机器安装牢靠,工作位置正确。
否则可能引起人身伤害或设备损坏事故。
注意!当搬运产品时,请使用正确的升降工具以防止损伤。
包装箱堆叠层数不要高于限定的以上。
请不要使本产品跌落,或受到强烈冲击。
请保证机械的通风口顺畅。
警告必须安装本体后再插上电源线和接插件。
否则可能发生电击或伤害事故。
必须确认电源开关断开后才可插上电源线。
配线操作必须由专业电工进行。
否则可能发生电击事故。
必须连接地线,接地电阻小于10Ω。
否则可能发生电击或火灾事故。
警告机器运转前检查各紧固螺钉是否紧固可靠。
机器运转时卡盘钥匙不可插在卡盘上。
刀具,加工零件必须夹紧。
操作人员请远离机器回转范围。
否则可能发生人身伤害事故保持工作区域和手部整洁和干燥。
在设备输入电源后请不要打开电控箱。
请在开机后回机床原点。
否则可能发生人身伤害或电击事故。
注意!在机器运转前请确认刀具与加工零件之间的距离,和切削深度。
不要在通电状态下插拔任何连接线。
短时间内不可连续操作电源开关。
否则可能发生设备损坏。
警告对机器做任何调整之前,要关闭电源,机器停止转动。
在对电气部分检查维护时,必须由专业电工进行。
CKX36L数控车床说明书三菱E60系统..

使用说
加工工件最大长度
鄂台合资
荆州精机数控车床有限公司
JINGZHOU JINGJI CNC LATHE CO.,LTD.
对您选用精机系列数控车床
表示衷心的谢意
敬请注意
1.为了您正确使用本机床,请在使用前务必认真阅读本 说明书及其它有关资料。
2.开箱后请检查机床有无运输破损,箱内产品、附件与 装箱单不符时,请向有关经营单位联系。
s主轴转速rpmf螺纹导程mm三技术规格和附件说明型号ckx36dckx36最大回转直径360顶尖距450最大切削直径轴类220最大切削直径盘类360x有效行程mm300200z有效行程mm450xz轴丝杆螺距mm25053206xz轴丝杆2020xz轴电机止口尺寸110110所使用主轴轴承全部为进口skyfagntnnsk德国或日本主轴内孔锥度mt6液压卡盘规格iso6工作鼻端尺寸mm106375主轴转速rpm4000推荐使用伺服主电机5575kw所使用卡盘及回转油缸台湾产国产8寸主轴通孔直径52液压卡盘过棒料直径max40配中空液压卡盘时尾座套筒尺寸mm52尾座套筒行程mm60尾座套筒锥孔mt4尾座压力范围062mpa尾座移动方式全部为凸轮锁紧手动移动床身布局形式45整体滑动形式材料硬轨线轨聚四氟乙烯聚四氟乙烯台湾线轨ckx36l数控车床说明书三菱e60系统中心高6368位刀柄尺寸2020镗杆尺寸25所使用丝杆国产台湾所使用液压单元国产台湾xz定位精度0016002xz重复定位精度0007001椭圆度0008表面粗糙度ra08机床重量kg20003000外形尺寸mm269015701900注
-5-
本机采用45°斜式布局,床身由树脂砂工艺铸造, 床身导轨表面经 淬火处理,硬度达HRC50,本机床身结构为管状中空结构,大大提高 了机床在工作中的抗弯、抗扭刚度,同时经过两次时效处理,提高了 机床的稳定性。高刚性及高稳定性的床身为整机的高精度提供了有力 保证。
LC722-002-V7 操作使用说明书

数控车床LBR-370-e操作使用说明书出版号: LC722-002-V7J un.2016OKUMA-BYJC在使用本机之前,请充分掌握本说明书的内容,进行正确的操作或作业。
如有疑问之处,请与本公司经销商或售后服务部进行联络。
重要说明1. 务必遵守本说明书内的安全注意事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向本公司订购。
2. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
3. 切忌擅自进行影响机械安全性的任何改造。
如需要改造,请与本公司经销商或售后服务部联络。
4. 机械出现故障时与本公司经销商或售后服务部进行联络,切忌擅自拆解维修,因拆解维修不当所引起的任何后果应由责任方承担。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
安全注意事项本机床配有很多安全装置,用它们来防止由于意外事故造成人身的伤害和机床本身的损坏。
但是操作人员的误操作还可能导致严重的意外事故。
为了避免发生意外事故,在操作机床之前,应该通读本操作使用说明书,全面了解本机床的功能。
本操作使用说明书和固定在机床外罩上的警告标志只是指出了北一大隈公司可以预见到的危险,并非全部危险内容。
1.机床搬运、安装中的注意事项(1)机床搬运方法有两种:一种是采用随机附属的吊钩吊装;另一种是垫辊子牵引。
在操作时请注意下列各项。
吊装注意事项a.请使用直径超过¢20的钢丝绳。
b.请注意吊起前钢丝绳在不接触机床情况下的吊装角度。
(单根钢丝绳与垂直方向的夹角不要超过40°)c.请平稳水平吊起。
d.机床放下时要缓慢下降,以防下降速度快而撞击地面。
机床大概重量(约kg)1ST × 250 4,000kg 1SC × 500 4,200kg- -1SC ×1000 5,900kg(机床重量中包含油压单元、电柜、NC装置的重量。
数控车床基本操作PPT课件
按操作软件
按扩展+键
按下M-卡
按扩展+键
F:CF卡程序号 O:输到CNC中的程序号
按列表软键 按设备软键 按输入软件
第11页/共36页
练习:
第12页/共36页
数控车床操作
自动循环方式
工作方式选择旋钮旋至自动循环后,此时显示 器小窗口下角显示“MEM”字样。
程序预先存储在存储器中,当选择了程序表中 的一个程序,并按下机床主操作面板上的循环起 动按钮后,启动自动运行,并且点亮循环启动指 示LED。
程序段,在“固定循环”操作中此按钮按下且灯亮时,控 制系统在循环的每步执行完了都停止轴的运动,直到再次 按循环启动键。
2.选择停止
此按钮按下且灯亮时有效,当系统读到M01时,停止 自动方式下的程序执行(相当于暂停功能),再次按下 循环启动键将继续执行程序。 如果选择程序段停止按钮没有被按下,自动执行程序 时,即使在程序段里有“M01”符号,程序也不会被停止 执行。
换刀启动按钮只有在手动状态joghnd下才有效先将及手动刀位号旋钮旋转到所须刀位然后按换刀启动按钮1在机床机操作面板上旋转工作方式选择旋钮到手动数据输入方式mdi输入换刀程序后按循环启动按钮2在机床机操作面板上旋转工作方式选择旋钮到程序编辑方式edit输入换刀程序后旋转工作方式选择旋钮到自动运行方式auto按循环启动按钮执行换刀程序
第34页/共36页
数控机床操作
三色灯
机床三色灯更加一目了然的显示机床当前工作状态: 1)红灯亮时,说明机床正处于报警状态,没有执行 程序; 2)黄灯亮时,说明机床正处于待料状态,没有执行 程序; 3)绿灯亮时,说明机床正处于运行状态,执行程序 未完;
第35页/共36页
感谢您的观看。
双偏心孔工件的专用夹具设计
双偏心孔工件的专用夹具设计梁宇明(茂名职业技术学院,广东茂名525000)摘要:对双偏心孔零件在数控车床上的加工装夹进行了分析,阐述了双偏心孔工件专用夹具的相互定位与夹紧方式,以及专用夹具的制作工艺要求。
为了平衡离心力,设置了平衡块,并详细分析和计算了平衡块的参数尺寸与质心坐标。
经检验,达到了良好的效果。
该夹具造价低、加工效率高及加工精度好,为企业带来了良好的经济效益。
关键词:双偏心孔零件;数控车床夹具;夹具定位;平衡块设置中图分类号:TH122文献标识码:BDOI:10.19287/j・cnki.1005-2402・2021.04・007Special fixture design for double-eccentric-hole workpiecesLIANG Yuming(Maoming Vocational and Technical College,Maoming525000,CHN)Abstract:This paper analyzes the fabrication fixture of double-eccentric-hole parts on CNC lathes,and expounds the mutual positioning and clamping mode of the special fixture for double-e ccentric-hole workpieces,aswell as the requirements of craftsmanship for the special fixture.In order to balance centrifugal force,thecounterbalance is set up,and the parameter dimensions and centroid coordinates of the counterbalanceare analyzed and calculated in detail.Good results have been obtained through testing.The fixture cost ischeap,the processing efficiency is high,and the processing precision is good,which can bring good economic benefit for the enterprises.Keywords:double-eccentric-hole parts;CNC lathe fixture;fixture positioning;counterbalance setting在工业机械手设备加工过程中,经常会有一小部铝合金、不锈钢等材料,虽然它们都可以用加工中心或分的偏心件需要进行加工。
数控车工 普车操作图纸大全讲解
序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二处10/4 超0.02 或Ra>3.2不得分
2 Ø58 Ra3.2 1/1 超差或Ra>3.2不得分
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准
35 Ra1.6
检测内容配分
技术要求:。
数控机床操作面板图文详解[1]
数控车床编程和操作实训指导书实训一数控车床程序编辑及基本操作实验一. 实训目的:1.了解数控车削的安全操作规程2.掌握数控车床的基本操作及步骤3.对操作者的有关要求4.掌握数控车削加工中的基本操作技能5.培养良好的职业道德二. 实训内容:1.安全技术(课堂讲述)2.熟悉数控车床的操作面板与控制面板(现场演示)3. 熟悉数控车床的基本操作①数控车床的启动和停止:启动和停止的过程②数控车床的手动操作:手动操作回参考点、手动连续进给、增量进给、手轮进给③数控车床的MDI运行:MDI的运行步骤④数控车床的程序和管理⑤加工程序的输入练习三. 实训设备:CK6132数控车床5台四. 实训步骤:(一)熟悉机床操作面板图3.1-1 GSK980T面板1.方式选择EDIT: 用于直接通过操作面板输入数控程序和编辑程序。
AUTO:进入自动加工模式。
MDI:手动数据输入。
REF:回参考点。
HNDL:手摇脉冲方式。
JOG:手动方式,手动连续移动台面或者刀具。
置光标于按钮上,点击鼠标左键,选择模式。
2.数控程序运行控制开关单程序段机床锁住辅助功能锁定空运行程序回零手轮X轴选择手轮Z轴选择3.机床主轴手动控制开关手动开机床主轴正转手动关机床主轴手动开机床主轴反转4.辅助功能按钮冷却液润滑液换刀具5.手轮进给量控制按钮选择手动台面时每一步的距离:0.001毫米、0.01毫米、0.1毫米、1毫米。
置光标于旋钮上,点击鼠标左键选择。
6.程序运行控制开关循环停止循环启动MST选择停止7.系统控制开关NC启动NC停止8.手动移动机床台面按钮选择移动轴,正方向移动按钮,负方向移动按钮。
快速进给9.升降速按钮主轴升降速/快速进给升降速/进给升降速10.紧急停止按钮(12)手轮(二)熟悉GSK980T数控系统的输入面板图3.2-1 GSK980T输入面板1.按键介绍(1)数字键(2)字母键数字/字母键用于输入数据到输入区域(如下图所示),系统自动判别取字母还是取数字。
YL-569A型0imateTD数控车床
+A2
2L1
漏 电保 护(-QS1-16A)
保险丝- FU1 6A
过载保护- QF2 6A
2L2
2L3
N
3L1
3L2
3L3
L11
L12
L13 U21 V21 W21 U31 V31 W31 U11 V11 W11 U51 V51 W51 U41 W41 4L1
F 1 2 3 4 5 6
数控系统 阶段标记
F
7
8
9
10
1 A
2
3
4
5
6
7
8
9
10 A
B
WS20-9KZ TYP-2618-k TYP-533-J XP1刀架信号 备用 备用
B
WS28-4-kZ
WS28-16-kZ
WS28-7-kZ WS28-7JTD
WS28-12-kZ WS28-12JTD
WS24-10-kZ
B
B
C
C
D
E
4.代号意义 B 总体设计布局及安排,接线板互连图 D 电源系统,交流驱动系统 N 直流控制系统 P 交流控制系统
D
E
F 1
5.斜体下划线表示线号 如“5 ”表示5号线, 用于智能化考核系统的输入。
2 3 4 5 6
电 气 原 理 图
设备型号 电气图号 标 记 标 记 更 改 文 件 号 签 字日 期 编 设 计 制 图 审 核 主 管 标准化 批 准 码 FANUC 0 i mate TD 数控系统 阶段标记
接插件定义
浙江亚龙教育装备股份有限公司