如何实现夹具定位误差分求解自动化论文
机床夹具设计中的定位误差计算探讨

机床夹具设计中的定位误差计算探讨摘要:机床夹具设计是制造行业中非常重要的一环,而其中的定位误差计算更是至关重要。
本文将探讨机床夹具设计中的定位误差计算问题,分析其影响因素及影响程度,提出相关解决方法,以期对机床夹具设计工作有所裨益。
关键词:机床夹具设计;定位误差;计算;影响因素;解决方法一、引言机床夹具是工件在机床上固定和定位用的装置,是加工中尤为关键的一环。
机床夹具设计的好坏直接影响到工件的加工精度和生产效率。
而在机床夹具设计中,定位误差是一个非常重要的问题。
定位误差的大小直接关系到夹具的稳定性和精度,因此必须对定位误差进行准确的计算和分析。
本文将对机床夹具设计中的定位误差计算进行深入探讨,希望对相关领域的工程师和设计师有所帮助。
二、定位误差的影响因素定位误差是指工件在夹具内的相对位置与设计位置的偏差,它受到多种因素的影响。
在机床夹具设计中,定位误差的主要影响因素可以总结为以下几个方面:1. 夹具结构设计:夹具结构设计的合理与否直接影响到夹具的稳定性和精度。
若夹具结构不合理,容易出现变形或者松动,从而导致定位误差的增大。
2. 夹具夹持力:夹具的夹持力大小对定位误差有很大的影响。
夹持力过大容易导致工件变形,从而影响了工件的定位精度;夹持力过小则容易导致夹具松动,也会增大定位误差。
4. 夹具的精度和加工工艺:夹具的加工精度和加工工艺对定位误差也有很大的影响。
如果夹具本身的精度不够高,或者加工工艺不合理,都会导致夹具的几何形状和尺寸不稳定,从而增大了定位误差。
5. 夹具的使用状况:夹具在长时间使用后,由于磨损和疲劳等因素,也会导致定位误差的增大。
夹具的使用状况也是影响定位误差的重要因素之一。
三、定位误差的计算方法针对机床夹具设计中的定位误差问题,可以采用一定的计算方法进行分析和评估。
定位误差的计算方法大体可以分为理论计算和实测计算两种。
1. 理论计算:理论计算是指根据夹具的结构、材料、夹持力以及工件的尺寸等,通过一定的公式和理论推导,来计算夹具的定位误差。
机床夹具定位误差的计算
机床夹具定位误差的计算——工件以圆柱孔定位时的误差计算单位:江苏省扬州技师学院摘要:当机械零件成批加工时,把工件直接安装在机床夹具上定位、夹紧,然后加工,这种方法不需要划线、找正,又快又好,大大地提高了工作效率和零件的加工精度。
所以说,机床夹具是机械制造和机械加工行业一个重要的部分,而定位误差计算是机床夹具设计和制造的一个重要步骤,通过定位误差计算,可以检查设计的机床夹具能否保证工件的加工精度要求,如果计算出来的定位误差超过工件要保证的尺寸公差,该夹具就不能使用。
作为工程技术人员和技术工人都应该要懂得这方面的知识。
目前,在多种职教课本中,对于机床夹具定位误差的计算,其中对“工件以圆柱孔定位时的误差计算”阐述的不深不透,多数课本只是分析了工件与定位元件是固定单边接触还是非固定任意接触,没有分析工件图纸上的设计基准与定位元件上的定位基准是否重合问题。
因为基准重合与基准不重合而产生的误差也是定位误差计算的一个部分,不能不算。
本文的目的就是增加了书本中没有分析到的这个问题。
关键词:定位误差; 固定单边接触; 非固定任意接触; 设计基准; 定位基准论文主体:工件以圆柱孔定位所用的定位元件一般为定位心轴和定位销。
根据心轴或销的安装方式与定位孔接触情况的不同,分为固定单边接触和非固定任意接触(双边接触)两种情况。
在计算定位误差时,不但要分析工件与定位元件是固定单边接触还是非固定任意接触(双边接触), 还要分析工件图纸上的设计基准与定位元件上的定位基准是否重合,进行相应的计算。
现归纳四种类型简要地阐述工件以圆柱孔定位时定位误差的计算。
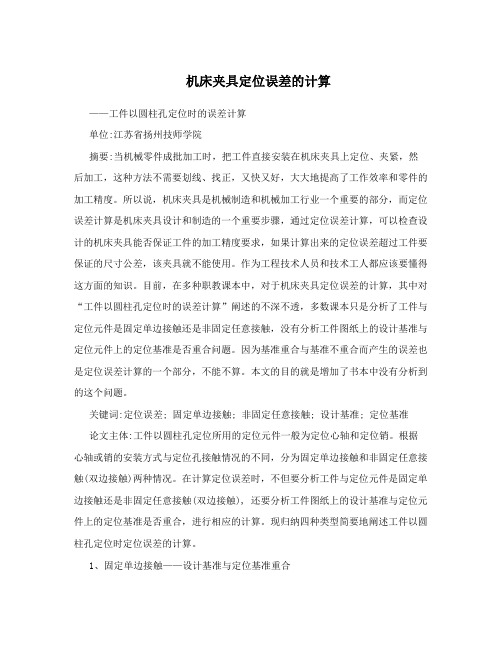
1、固定单边接触——设计基准与定位基准重合图1 固定单边接触定位误差1图1所示工件以圆孔为定位基准在心轴上定位铣键槽且为固定单边接触状况。
在图1,、b、c 、d中, 工件孔与定位心轴为间隙配合,定位心轴轴线水平设置(见图1a),工件与定位元件为固定单边接触,工件以圆柱孔作为定位基准在心轴上定位铣键槽,其设计基准在工件内孔轴线上,而定位基准在图1;上的, 工件图纸上的设计基准与定位元件上的定定位心轴轴线上(见图1b), 很明显δ,δ,XD,dmin孔轴maxmin位基准重合, Δ=0, 此时,理应Δ=Δ= =不重合定位位移22(见图1c、d), 但由于工件孔与定位心轴间隙配合, 定位心轴轴线水平安装时, 因其自重而始终使圆柱孔壁与心轴上母线接触,其最小保证间隙X可通过调整min 刀具尺寸加以消除。
机床夹具设计中的定位误差计算探讨

机床夹具设计中的定位误差计算探讨【摘要】本文主要探讨了机床夹具设计中的定位误差计算问题。
在引言部分介绍了研究背景和研究目的。
接着在正文部分分别阐述了机床夹具设计原理、定位误差的定义与分类、定位误差计算方法、影响定位误差的因素以及定位误差的优化措施。
通过对这些内容的详细讨论,为解决定位误差提供了理论支持和实践指导。
最后在结论部分对定位误差计算进行总结,并提出了未来研究方向建议。
本文对机床夹具设计中的定位误差问题进行了深入的探讨,对相关领域的研究和实践具有一定的指导意义。
【关键词】机床夹具设计、定位误差、计算方法、优化措施、影响因素、研究背景、研究目的、定位误差分类、定位误差优化、未来研究方向建议。
1. 引言1.1 研究背景机床夹具设计中的定位误差是影响加工精度和效率的重要因素。
随着现代制造技术的不断发展,对产品精度和质量的要求也越来越高,因此对定位误差的控制变得尤为重要。
定位误差的大小直接影响着工件的加工精度,甚至会导致工件的废品率增加。
目前,关于机床夹具设计中定位误差的研究还有待加强。
目前的研究大多集中在定位误差的计算方法和影响因素的分析上,但对于定位误差的优化措施和实际应用还有待进一步探讨。
有必要对机床夹具设计中的定位误差进行深入的研究和探讨,以提高加工精度和效率,满足市场对产品的需求。
1.2 研究目的机床夹具是机械加工中不可或缺的装卸工具,其设计质量直接影响加工精度和效率。
在机床夹具设计中,定位误差是一个重要的指标,它反映了工件加工中的位置偏差程度。
本研究旨在探讨机床夹具设计中的定位误差计算方法,帮助优化夹具设计,提高加工精度和效率。
通过深入研究定位误差的定义、分类和计算方法,可以更好地了解定位误差的产生机理,找出影响定位误差的因素,并提出相应的优化措施。
本研究还将总结定位误差计算的相关经验,为未来的研究提供参考。
通过这些研究目标的实现,可以推动机床夹具设计领域的进步,为工件加工提供更为精准、高效的解决方案。
机床夹具设计中的定位误差计算探讨

机床夹具设计中的定位误差计算探讨
机床夹具设计中的定位误差是指夹具在工作过程中,由于各种因素造成的夹紧件对工件定位的偏差。
定位误差的大小直接影响着工件的精度和加工质量,因此在夹具设计中,准确计算和控制定位误差是非常重要的。
定位误差的计算方法主要有两种,一种是几何尺寸法,另一种是数学模型法。
几何尺寸法是通过夹具的设计和制造过程中的几何尺寸和公差来计算定位误差。
在夹具的设计中,根据工件的定位要求和夹具的结构特点,确定夹紧件与工件之间的相对位置关系。
然后依据工艺要求,确定夹紧件和工件的公差,并将其转换为相对位置的公差。
通过计算几何尺寸和公差的偏差,得到定位误差的大小。
这种方法简单直观,对于一些结构简单的夹具是比较适用的。
无论是几何尺寸法还是数学模型法,都需要考虑夹具和工件的几何特征、工艺要求以及公差等因素。
在计算定位误差时,还要考虑夹紧件的刚性、刚性附件的变形以及外部力的作用等因素。
需要根据具体情况选择合适的计算方法和工具,如使用CAD、CAM等软件进行模型建立和计算。
在夹具设计中,除了计算定位误差外,也需要进行误差分析和控制。
通过分析定位误差的来源和大小,可以确定改进夹具设计和制造工艺的方向。
如优化夹紧件结构、改进夹持方式、提高夹紧力等。
在夹具制造过程中,也需要控制夹具部件的误差和装配误差,以保证夹具效果的稳定和可靠。
机床夹具设计中的定位误差计算是一个复杂而重要的问题。
只有准确计算和控制定位误差,才能确保夹具的准确定位和工件的加工质量。
夹具设计人员需要具备一定的理论知识和实践经验,以及使用合适的计算方法和工具来解决这一问题。
机床夹具设计中的定位误差计算探讨

机床夹具设计中的定位误差计算探讨机床夹具设计中的定位误差计算是很重要的一部分,它直接关系到机床夹具的定位精度,而定位精度是机床加工精度的重要保证。
本文主要探讨机床夹具设计中的定位误差计算方法以及需要注意的问题。
一、定位误差的概念机床夹具设计中的定位误差是指工件在夹具上的位置与加工中心的目标位置之间的偏差。
定位误差可通过设定夹具与工件之间的定位元件来控制,如销、支撑、膜和方块等。
定位元件的瑕疵或者设计不当均可能导致定位误差,而粗糙的表面质量和工件偏心也可能影响定位误差。
二、定位误差的影响因素1.夹具本身精度2.定位元件精度、数量、布局及间距3.工件的材质、形状、大小、质量、表面质量及偏心4.加工工艺及机床本身精度5.温度、湿度、振动等环境因素以上因素均可能影响到定位精度的准确性。
三、定位误差的计算方法定位误差计算的具体方法多种多样,如点法、线法、平面法、三维法等。
在夹具设计中,通常采用平面法和三维法。
1.平面法平面法一般适用于平面工件的定位。
将被加工工件放置于夹具滑台上,用形位公差的约束条件来描述工件尺寸和形状,然后再进行夹具的设计。
平面法通过平移运动来实现定位,因此可用简单的平移矢量描述定位误差。
2.三维法三维法适用于复杂形状的工件定位。
在三维法中,工件与夹具的定位用拓扑和几何关系来描述,包括互相咬合、嵌合和支撑等。
这种方法可以准确地描述定位误差的大小和方向以及工件在夹具上的位置和姿态。
四、注意事项1.定位误差的计算需要考虑夹具和工件的尺寸和形状等具体参数,因此在进行计算前需要对夹具和工件进行精确的测量。
2.对于复杂工件的定位误差计算,应考虑工件在夹具上的不同姿态,而不仅局限于单一的平面。
3.定位误差计算结果要进行可靠性分析,以确保夹具定位误差在一定范围内。
如果定位误差过大,则需要重新设计夹具。
4.实际加工中定位误差还受到环境因素的影响,因此在实际操作时应注意环境的温度、湿度和振动等因素。
总之,在机床夹具设计中,定位误差的计算和控制是重要一环,它直接影响到机床加工精度和产品质量。
夹具定位误差计算自动化方法

202 作第3期_________________________________________________________________________________Function Units ttKStt夹具定位误差计算自动化方法**国家自然科学基金项目“基于连杆机构模型的公差原则应用与检验方法研究”(51675147)朱成龙吴玉光(杭州电子科技大学机械工程学院,浙江杭州310018)摘要:提出了一个夹具定位误差计算自动化方法。
首先介绍了基于装配公差分析方法的定位误差自动计算原理,给出了工件-夹具装配系统的坐标系层次体系和常见定位方案的工件-夹具系统各层次坐标系确定规则;然后根据机器装配模型对与工件的同一基准要素进行接触的夹具定位元件进行复合 处理,给出了各种组合情况下复合定位元件的组成规则。
最后介绍了定位误差分析自动化原型软件并进行了实例验证。
关键词:夹具定位误差;自动计算;实体模型;装配模型中图分类号:TH161+.2文献标识码:ADOI : 10.19287/j. cnki. 1005-2402.2021.03.028An automatic calculation method of the fixture location errorZHU Chenglong , WU Yuguang(School of Mechanical Engineering , Hangzhou Dianzi University , Hangzhou 310018, CHN)Abstract : An automatic calculation method of the fixture location error is presented. The automatic calculationmechanism of the method , the coordinate system hierarchy of workpiece -fixture assembly system and its establishment rules are introduced and discussed firstly. Then , the fixture locating elements are groupedinto the compound location element based on the machine assembly model , and the compound rules ofthe compound location element which contact with same location datum of the workpiece are described. At the last , a prototype software to calculate the location error automatically is illustrated and an exampleis given to verify the prototype software.Keywords : fixture location error ; automatic calculation ; solid model ; assembly model 夹具是机床切削加工的重要工艺装备,定位误差是评价夹具性能的关键指标,夹具定位误差分析是夹 具设计的重要任务。
机床夹具设计中的定位误差计算探讨

机床夹具设计中的定位误差计算探讨
在机床夹具设计中,定位误差是一个重要的考虑因素。
定位误差是指在夹具夹持工件时,工件在夹具上的位置与要求的位置之间的差异。
定位误差会直接影响工件的加工精度和质量。
定位误差的计算可以分为静态定位误差和动态定位误差两部分。
静态定位误差是指夹具上工件的位置与要求位置之间的差异,在没有外力或运动的情况下测量得到。
静态定位误差可以通过夹具夹持工件后,在不施加任何力的情况下,使用测量仪器测量工件在夹具上的位置与要求位置之间的差异。
动态定位误差是指夹具在夹持工件时,由于夹持力、材料弹性或切削力的作用而产生的工件位置变化。
动态定位误差通常无法直接测量,需要通过相关的数学模型、有限元分析等手段进行估算。
定位误差的计算需要考虑多个因素,包括夹具结构、夹持力、工件材料和切削力等。
通常,夹具结构越刚性,定位误差越小,夹持力越大,定位误差越小,工件材料越刚性,定位误差越小,切削力越小,定位误差越小。
定位误差的计算可以通过手动计算或使用计算机辅助工程软件进行。
手动计算需要根据夹具的具体结构和工件的具体要求,使用力学和材料力学的原理进行计算。
计算机辅助工程软件可以通过输入夹具和工件的几何参数和材料参数,自动计算定位误差。
定位误差的计算结果应该与工件的要求进行比较,以判断是否满足工件的加工精度和质量要求。
如果定位误差过大,可以通过改进夹具结构、增加夹持力、选择更合适的工件材料等方式来减小定位误差。
在机床夹具设计中,定位误差的计算是一项关键的任务。
通过仔细考虑各种因素,并使用适当的计算方法,可以有效地减小定位误差,提高工件的加工精度和质量。
夹具定位误差的分析与计算

示: Ad w=△j b + Aj w 式中△ 、 定位误差 ; △ 厂
△j 一 基准位 移 误差 。
4 结束语 通 过 以上讨 论 ,可 使设计 人 员根 据本 单位 生 产特 点 , 综 合 考 虑 工件 精 度要 求 , 生产 效 率等 因素 , 确 定 合理 的 设 基 准 不 重合 误 差 ; 计 基 准。 同 时 , 可 使加 工人 员 明确 工件加 工 中定位 误 差 的
B , 一B :
一
: , 二 பைடு நூலகம் : 全
s i n 手 s i n 手 2 s i n 手 ‘ 2 s i n 手
式中: d — — 设计 直径基 本尺 寸 : d’ —— 实际 直径尺
寸 △K —— 工件 直径偏 差 。
1基 准不 重合误 差 和基 准位移 误差 的产 生
夹具定位误差 的分析 与计算
罗建元 孙春平 鲍宏 波 魏红军 ( 河 南 能 化集 团 义 煤 公司 常 村 煤 矿)
摘要: 随 着 我 国经 济 和 科 技 实力 的 不 断增 长 , 机 电技 术 在 推 动 煤 型块 对称 中 心线上 沿垂 直方 向偏 移 , 造成基 准位 移 误差 。 矿 走 向现 代 化 企 业进 程 中起 到 了无 可 替 代 的 重 要作 用 , 同 时对 机 电
设备 的维 护 加 工 技 术 也 提 出 了 更高 的要 求 。
定位 误差 : △d . = △ = 0O =
关键词 : 基准 不重合误差 基准位移 误差
钳 工加 工 中夹 具定 位 误差 可分 为 “ 基准 不 重合 误差 ” 和“ 基 准位移 误 差 ” 两个 典 型 类型 , 下面 结合 实例 分 别进 行 分析 这两种 误 差 的产 生和 计 算方法 :
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何实现夹具定位误差分求解的自动化
中图分类号:tp 文献标识码:a 文章编号:1007-0745(2011)11-0152-02
摘要:夹具是机构的机架,夹具和工件的接触副构成了连架杆与
机架连接的运动副,定位基准到定位接触点之间的尺寸线为机构的
连架杆,工序基准与定位基准之间的联系尺寸是机构中间连杆或机
构的结构杆件,工件加工表面与工序基准之间的工序尺寸为机构的
最终目标构件。
通过计算目标构件的长度变化或角度变化获得工序
系统的定位误差。
研究建立工件和夹具定位元件接触副与机构构件
之间的映射关系,研究建立加工表面与工序基准的工序尺寸关系、
工序基准和定位基准之间的联系尺寸关系转化为等价机构的转换
规则。
根据以上映射关系和转换规则,实现等价机构模型的自动建
立,利用机构学的各种精度分析方法实现定位误差求解的自动化。
关键词:定位误差机构学建模等价机构映射关系
1.工件夹具系统转换为等价机构的原理
一批合格工件安装在同一个夹具上,由于误差的存在,每一个工
件的工序基准(即代表工序基准上的点、线、面) 的位置在公差许
可范围内将产生随机变化。
如果按工序基准位置变化大小顺序排列
工件,则工序基准的位置变化类似于机构中的连杆平面运动,每一
个工件恰好是机构的一系列运动位置。
由此可以设想,如果能够建
立夹具- 工件系统的等价机构模型,利用机构的结构和参数表达工
件-夹具系统的工艺信息及其内在联系,则可以将定位误差分析问
题转化为机构学问题,利用现有的机构位置分析和精度分析等方法来解决夹具定位误差分析相关问题。
根据定位误差组成要素分析,工件-夹具系统与机构之间存在对应关系。
假设工件-夹具系统为刚体系统并且不考虑机床和刀具的误差影响, 则切削加工工序系统中与定位误差相关的只有加工表面(测量目标)、工序基准、定位基准和定位元件四个要素。
根据机构组成原理可知,用机构来描述工件-夹具系统的四个要素之间的关系是可行的,夹具本体是等价机构的机架,夹具定位元件和工件定位基准的接触副构成了连架杆与机架的固定运动副,工序基准与定位基准之间的联系是机构的中间连杆或结构杆件,工件加工表面与工序基准之间的工序尺寸为机构的最终目标构件,目标构件的长度变化量或角度变化量就是工序系统的定位误差。
虽然工件形状复杂多变,但在不考虑自由曲面作为定位面的情况下,工件与定位元件的接触表面类型只有平面和圆柱面两种,说明与接触副对应的等价机构运动副的类型是有限的。
工序基准要素相对定位基准的位置变化由形位公差和尺寸公差的公差带定义,而公差带就是工序基准的变动空间,即工序基准的运动空间,故工序基准相对于定位基准的变动可以转化为以定位基准为机架的机构或机构杆组。
工件的工序尺寸通过量具测量,由于存在误差,一批工件中量具与测量基准和加工表面的接触点位置也是随机变化的,即量具相对于测量基准和加工表面存在机构运动,故量具与测量基准和加工表面的位置关系也可以抽象成一个机构或机构杆组。
因此,
工件-夹具系统等价机构是定位误差四要素所对应的等价机构或构件的组合和叠加。
由于决定定位误差的要素、工件与定位元件的接触副类型、尺寸和形位公差的种类等均是有限的,工件-夹具系统转化为等价机构的转化规则是确定的。
2.接触副与等价机构的映射关系
2.1 基本接触副的等价机构
约束自由度能力和相对运动形式是建立基本接触副与等价机构及其运动副之间映射关系的依据,等价机构构件的尺寸和误差通过接触副几何元素的尺寸和公差计算。
当不考虑定位元件的误差时,等价机构中的对应杆件就可以退化为固定杆件。
各种常见接触副的简图和相应的等价构件与运动副如图1所示,表1列出了各种等价机构构件的长度和误差的计算方法。
确定接触副的等价机构除了保证两者之间的运动关系以外,还
必须反映接触副的限制自由度程度。
图1a 所示的支承钉只限制工件的一个自由度,两者除保持点接触之外可以产生任意相对运动,
因此两者的关系与球铰滑动副等价。
图1b所示为工件圆孔和圆柱销接触情况,工件的圆孔中心绕圆柱销中心转动,等效机构为一个
曲柄,曲柄长度等于两者之间的间隙,曲柄长度的变化取决于销孔
的尺寸公差,曲柄长度反映了销孔接触副的限制移动自由度的程度。
图1e中圆柱与v形块接触的等价机构构件为一个摆杆,摆杆的摆角范围等于v形块夹角的对称度,摆杆的长度取决于圆柱直径和v 形块夹角,摆杆的长度变化量取决于圆柱直径和v形块夹角的公差。
根据以上思路可以建立各种接触副的等价机构,同时建立等价机构参数和接触副的接触性能参数的对应关系。
2.2 复合接触副的等价机构
复合接触副的等价机构是两个基本接触副等价机构的组合,通
过定位基准几何要素杆件以球铰滑动副将两个基本接触副等价机
构相连接而得到,机构各杆件的尺寸及误差的计算方法与基本接触副等价机构相同。
各种复合接触副的等价构件及其组合情况如表2 所示。
复合接触副的等价机构还需要根据组合情况进行处理。
例如, 由于表2 中的机构是两个基本接触副等价机构通过一个杆件联系在一起的,两个球铰滑动副的球铰将失去一个转动自由度,即球铰
脱变为圆柱铰链。
此外,根据接触副的性质,两个基本接触副等价机构的杆件运动参数也存在相互关系,有些参数不再独立,如两个圆
柱相切定位的等价机构中,两个曲柄的转角相同,但曲柄长度变化
则仍然相互独立。
3.尺寸关系的等价机构转换规则
工件-夹具系统的尺寸关系包括加工表面与工序基准之间的工
序尺寸关系和工序基准与定位基准之间的联系尺寸关系。
工序尺寸关系的等价机构以加工表面杆件为机架,联系尺寸关系的等价机构以定位基准杆件为机架。
3.1工序尺寸的等价机构
尽管加工表面几何类型各式各样,但在定位误差计算平面内,用
于表示定位误差的加工表面和工序基准的几何要素只有点和直线
两种,因此工序尺寸的测量基准和测量目标存在四种情况:加工表
面和工序基准的几何要素均由直线组成;加工表面和工序基准的几何要素均由点组成;加工表面几何要素为直线、工序基准的几何要素为点加工表面几何要素为点、工序基准的几何要素为直线。
四种情况的等价机构杆组如图2所示,尺寸线杆件b、b1、b2 一端与工序基准通过滑动副相连,另一端固定在加工表面杆件上。
通过计算尺寸线杆件上运动副相对于加工表面的距离变化量获得工序尺
寸误差同时换算出几何误差。
3.2 工序基准与定位基准之间联系尺寸的等价机构
工序基准有效运动区域形状是确定联系尺寸的等价机构的依据,有效运动区域的尺寸是等价机构相应构件的长度误差。
如果不考虑工序基准与定位基准之间的位置误差,则工序基准与定位基准之间的联系尺寸构成机构的固定结构。
三种工序基准有效运动区域的等价机构如图3所示。
图3a 所示为矩形有效运动区域的等价四杆机构,两个连架杆r1和r2的长度独立变化,其公称长度为工序基准直线端点到定位基准的公称距离,其长度变化量均为工序基准要素有效运动空间长方形的宽度。
图3b 所示为直线有效运动区域对应的等价连杆,连杆的长度为工序基准到定位基准的公称距离,杆件长度误差为直线有效运动空间的长度。
图3c所示为圆有效运动区域对应的等价曲柄,曲柄的两个铰链分别连接工序基准和定位基准,曲柄的长度为零,长度
误差为圆有效运动空间的半径。
3.3尺寸公差和形位公差的相互作用
工序基准相对于定位基准的位置由尺寸及公差和形位公差共同确定,并且形位公差与尺寸公差存在制约关系。
根据公差设计原则,尺寸公差带完全包含形位公差带,形位公差的公差带位置受尺寸公差带影响。
因此,长方形投影区域的等效机构杆件两个支架杆件的长度误差存在制约关系而非完全独立,需要根据尺寸公差和形位公差的设计要求建立相互关系。
4.结论
工件-夹具系统等价机构由三个子机构的组合和叠加而成,这三个子机构就是加工表面与工序基准之间工序尺寸的等价机构、工序基准与定位基准之间联系尺寸的等价机构、定位基准与定位元件之间接触副的等价构件和运动副。
三个子机构的类型总数是一定的,而且子机构之间互相的连接点运动轨迹也是确定的,因此根据连接点处两者的相对运动轨迹就可以确定机构的连接运动副的结构形式,从而组合成一个机构整体。
利用机构模型表示工件-夹具系统的意义在于为定位误差分析自动建模提供了一个自动化机制。
等价机构模型具有工艺系统制造任务相关的几何含义,可以表示工件- 夹具系统的全部工艺信息。
利用机构学中的各种机构位置求解、机构精度分析方法容易建立夹具定位误差通用分析和求解的计算机程序,实现定位误差计算的自动化。
采用相同的转换规则,等价机构模型还可以进一步扩充到整个工艺系统,以包括机床、刀具在内的工
艺系统全部误差信息,实现工艺系统加工精度的自动预测。
参考文献:
[1]秦国华,张卫红.基于运动学方法的线性尺寸定位误差通用建模与分析[j].机械科学与技术, 2004,23(11)
[2]秦国华,吴竹溪,张卫红.夹具定位方案的数学建模及其优化设计[j].中国机械工程,2006,17(23)
[3]刘雯林, 熊蔡华. 夹具的定位误差模型[j].华中科技大学学报(自然科学版),2003,31(7):72-74.
[4]融亦鸣,朱耀祥,罗振璧.计算机辅助夹具设计[m].北京:机械工业出版社,2002.。