夹具设计对定位误差的影响分析
定位误差计算
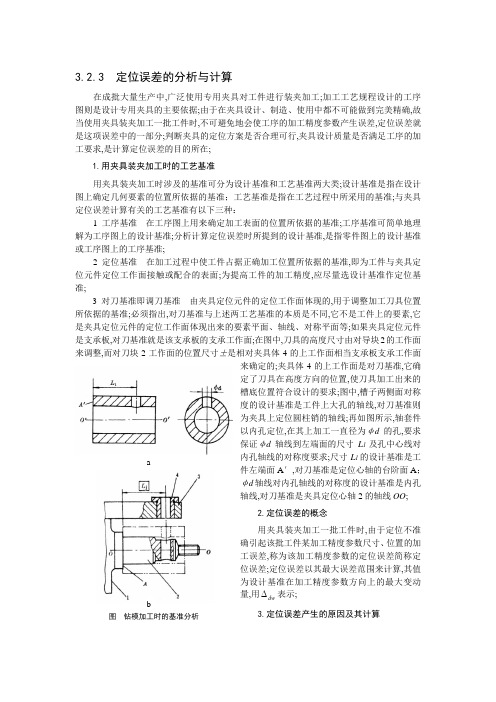
3.2.3 定位误差的分析与计算在成批大量生产中,广泛使用专用夹具对工件进行装夹加工;加工工艺规程设计的工序图则是设计专用夹具的主要依据;由于在夹具设计、制造、使用中都不可能做到完美精确,故当使用夹具装夹加工一批工件时,不可避免地会使工序的加工精度参数产生误差,定位误差就是这项误差中的一部分;判断夹具的定位方案是否合理可行,夹具设计质量是否满足工序的加工要求,是计算定位误差的目的所在;1.用夹具装夹加工时的工艺基准用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类;设计基准是指在设计图上确定几何要素的位置所依据的基准;工艺基准是指在工艺过程中所采用的基准;与夹具定位误差计算有关的工艺基准有以下三种:1工序基准 在工序图上用来确定加工表面的位置所依据的基准;工序基准可简单地理解为工序图上的设计基准;分析计算定位误差时所提到的设计基准,是指零件图上的设计基准或工序图上的工序基准;2定位基准 在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹具定位元件定位工作面接触或配合的表面;为提高工件的加工精度,应尽量选设计基准作定位基准;3对刀基准即调刀基准 由夹具定位元件的定位工作面体现的,用于调整加工刀具位置所依据的基准;必须指出,对刀基准与上述两工艺基准的本质是不同,它不是工件上的要素,它是夹具定位元件的定位工作面体现出来的要素平面、轴线、对称平面等;如果夹具定位元件是支承板,对刀基准就是该支承板的支承工作面;在图中,刀具的高度尺寸由对导块2的工作面来调整,而对刀块2工作面的位置尺寸±是相对夹具体4的上工作面相当支承板支承工作面来确定的;夹具体4的上工作面是对刀基准,它确定了刀具在高度方向的位置,使刀具加工出来的槽底位置符合设计的要求;图中,槽子两侧面对称度的设计基准是工件上大孔的轴线,对刀基准则为夹具上定位圆柱销的轴线;再如图所示,轴套件以内孔定位,在其上加工一直径为φd 的孔,要求保证φd 轴线到左端面的尺寸L 1及孔中心线对内孔轴线的对称度要求;尺寸L 1的设计基准是工件左端面A ′,对刀基准是定位心轴的台阶面A ;φd 轴线对内孔轴线的对称度的设计基准是内孔轴线,对刀基准是夹具定位心轴2的轴线OO ;2.定位误差的概念用夹具装夹加工一批工件时,由于定位不准确引起该批工件某加工精度参数尺寸、位置的加工误差,称为该加工精度参数的定位误差简称定位误差;定位误差以其最大误差范围来计算,其值为设计基准在加工精度参数方向上的最大变动量,用dw 表示;3.定位误差产生的原因及其计算 a b 图 钻模加工时的基准分析先以图为例,分析定位误差产生的原因;图是以心轴定位在轴套件的外圆柱面上加工槽子的具体定位方案;槽底尺寸h 的设计基准是外圆的母线A,定位基准是内孔的轴线O ′,对刀基准是夹具定位心轴的轴线O ,而一批工件外圆直径、内孔直径及夹具定位心轴直径都在其公差范围内变化,故对一批工件来说,必然会存在定位不准确的问题,必将引起一批工件加工精度参数的变化,即定位误差;图的定位方案,当以内孔定位加工槽子时,工件外圆尺寸的在变化会引起加工精度参数槽底尺寸h 的变化即产生定位误差,这是因为设计基准于定位基准不重合引起的;当工件内孔与定位心轴配合定位时,由于其配合间隙的存在会使内孔轴线定位基准对心轴轴线对刀基准的位置在圆周360°方向发生变化;加工刀具的位置由心轴轴线确定,对一批工件而言,必将引起内孔轴线到槽底尺寸的变化,进而引起槽底尺寸h 的变化即产生定位误差,这是因为定位基准相对对刀基准存在位置变动造成的;可见,定位误差产生的原因有两个,即定位基准与设计基准的不重合和定位基准相对对刀基准的位置变动;1基准不重合误差定位基准与设计基准不重合产生的定位误差称基准不重合误差,用jb ∆表示;从对图的分析不难看出,基准不重合误差jb ∆与设计基准相对于定位基准的最大变动量B ∆即设计基准与定位基准之间尺寸的公差值密切相关;当B ∆与加工精度参数的方向相同时,jb ∆=B ∆;当B ∆与加工精度参数的方向不同时,应根据实际定位方案所决定的几何关系按一定的函数关系进行计算,以确定B ∆产生的定位误差的值,故有()B f jb ∆=∆1;将以上两种情况概括起来,基准不重合误差的计算应为()B f jb ∆=∆1,其中函数1f 的具体形式根据具体的定位方案分析确定;2基准位置误差定位基准相对对刀基准的位置移动产生的定位误差称为基准位置误差,用jw ∆表示;同理,从对图的分析不难看出,基准位置误差jw ∆与定位基准相对对刀基准的最大位置移动量E ∆一般为工件定位表面与定位元件工作面配合的最大间隙密切相关;当E ∆与加工精度参数的方向相同时,jw ∆=E ∆;当E ∆与加工精度参数的方向不同时,应根据实际定位方案所决定的几何关系按一定的函数关系进行计算,以确定E ∆产生的定位误差的值,故有()E f jw ∆=∆2;将以上两种情况概括起来,基准位置误差的计算应为()E f jw ∆=∆2,其中函数2f 的具体形式根据具体的定位方案分析确定;因为定位误差是对一批工件而言,是以其最大误差范围来计算的,故在上述jb ∆和jw ∆计算的分析中,考虑的是设计基准相对于定位基准的最大变动量B ∆和定位基准相对对刀基准的最大位置移动量E ∆;3定位误差的计算由上述定位误差产生的原因及两类定位误差的计算基准不重合误差jb ∆,基准位置误差jw ∆,可以得出定位误差dw ∆的计算公式如下:)()(21E f B f jw jb dw ∆±∆=∆±∆=∆ 3-3式中 dw ∆—定位误差;对刀基准 图 铣槽工序定位误差分析jb ∆—基准不重合误差;jw ∆—基准位置误差;B ∆—设计基准相对定位基准的最大变动量;E ∆—定位基准相对对刀基准的最大位置移动量;1f 、2f —求解B ∆、E ∆在加工精度参数方向上产生的定位误差的函数,其具体形式根据具体的定位方案来分析确定;在式3-3中,当jb ∆和jw ∆由两个互不相关的变量引起时,用“+”;当jb ∆和jw ∆是同一变量引起时,要判断两者对dw ∆的影响是否同向,方向相同时用“+”,方向相反时用“-”;4.分析计算定位误差时应注意的问题1定位误差是指工件某工序中某加工精度参数的定位误差;它是该加工精度参数尺寸、位置的加工误差的一部分;2某工序的定位方案对本工序的多个不同加工精度参数产生不同的定位误差,应分别逐一计算;3分析计算定位误差的前提是用夹具装夹加工一批工件,用调整法保证加工要求;4计算出的定位误差数值是指加工一批工件时某加工精度参数可能产生的最大误差范围加工精度参数最大值于最小值之间的变动量;它是个界限范围,而不是某一个工件定位误差的具体值;5一批工件的设计基准相对定位基准、定为基准相对对刀基准产生最大位置变动量B ∆、E ∆是产生定位误差的原因,而不一定就是定位误差的数值;3.2.4 工件在夹具中加工精度的分析与定位方案的确定任何一种机械产品,在加工的工艺过程中都不可避免地存在着加工误差,即加工几何参数的实际值与其理想值之间存在偏差;这种偏差越大,加工误差就越大,实际参数的精度就越低;所谓合格零件,是指加工误差不超出设计给定的公差值的零件;产生加工误差的原因是多方面的,其中一部分就来源于夹具;在夹具设计时,分析产生加工误差的原因,并把加工误差控制在允许的范围之内,对于提高夹具设计质量,保证工件加工质量具有重要意义;1.工序精度参数的加工误差所谓工序加工精度参数,是指在工序图上标注出的、通过本工序的加工来保证精度的参数,如位置尺寸、垂直度、同轴度、平行度等;机械加工过程中,夹具的主要功能是保证零件上要素间的位置精度;用夹具装夹加工一批零件时,工序加工精度参数的加工误差由两部分组成,其一是于夹具的设计、制造、使用等有关的加工误差,简称夹具误差;其二是于工艺系统中除夹具之外的其它组成部分机床、刀具、工件有关的加工误差,简称其它误差;1夹具误差由于使用夹具进行装夹加工而引起的工序加工精度参数的加工误差称夹具误差;它主要包括以下三项:1定位误差 工件在夹具上定位不准确而引起的加工误差,用dw ∆表示;2夹具位置误差 夹具在机床上的位置不准确而引起的加工误差,用jj ∆表示;3刀位误差 刀具相对于夹具的位置不准确引起的加工误差,或刀具与引导元件、对刀元件之间配合间隙引起的导向或对刀误差,用dj ∆表示;夹具的设计、制造、夹具在机床上的装夹、夹紧时夹具变形、夹具的磨损等因素引起的工序加工精度参数的加工误差,是上述三项误差的组成部分,这些误差的存在,最终引起刀具相对于工件位置的不准确而产生加工误差;2其它误差 工艺系统中除夹具以外的其它组成部分引起的加工误差,用qt ∆表示;产生这项误差的原因有机床、刀具、工件的几何误差、受力变形、热变形、磨损以及各种随机因素引起的加工误差;2.工序加工精度参数公差的分配与定位方案的确定1) 工序加工精度参数公差的分配为了保证工件的加工精度,使其成为合格的产品,上述的各项加工误差之和应不超出工序加工精度参数设计时给定的公差值,即T qt dj jj dw ≤∆+∆+∆+∆ 3-4在生产实际中,一般将工序加工精度参数设计给定的公差值T 分成三份,定位误差dw ∆占一份,夹具位置误差jj ∆和刀位误差dj ∆和起来占一份,其它误差qt ∆占一份;这样的分配并非完全合理,仅作为公差分配的初步方案,应用时还应根据具体情况进行调整;因为不是在所有的夹具中,几种加工误差都同时存在,例如钻床夹具无夹具位置误差jj ∆、定位误差等于零的情况等;即使几种加工误差都同时存在,也可按具体情况作适当调整;在夹具设计中,夹具总图上标注的于上述误差对应的位置精度都是通过求解式3-4而给出的;下面对图所示定位方案进行分析,以说明工序加工精度参数公差值的分配方法;图中,圆柱形工件在V 形块上定位,在立式钻床上用钻模钻孔;设计给定加工孔的轴线对圆柱轴线的对称度公差为0.1mm;由于V 形块具有良好的对中性能,故该方案对称度的定位误差0=∆dw ;钻模在钻床上的位置是由钻套来找正,然后再固定的,所以夹具位置误差0=∆jj ;根据式3-4有1.0=≤∆+∆T qt dj将公差做平均分配,取05.0=∆dj ,05.0=∆qt 为了保证导向误差控制在以内,考虑随机因素的影响,夹具设计时可取对称度公差为;所以,在夹具设计总图中的技术要求注明“钻套轴线应通过V 形块标准试棒的轴线,其对称度误差不超出;”2) 定位方案的确定由定位误差的组成可知,只要合理选择定位基准,合理选择定位元件并进行合理的组合与布置,就可以大大减小定位误差甚至使定位误差为零,这就是所谓的定位方案的设计问题;往往一道工序的定位方案有多个,需要择优选用;定位方案是否能满足工序的加工要求,一般的判断准则是看定位误差是否超出工序加工精度参数设计公差的三分之一;即判断定位方案是否可行的依据是 T dw 31≤∆ 3-5 式中 dw ∆—定位误差;T —工序加工精度参数的公差值;在多个可行的定位方案中,应考虑夹具结构繁简、制造的难易、操作的方便与否等诸多因素综合择优选用;φd图 用夹具装夹的精度分析1—钻模板 2—工件 3—V 形块 1 2 33.2.5 定位误差分析计算综合实例定位误差的分析与计算,在夹具设计中占有重要的地位,定位误差的大小是定位方案能否确定的重要依据;为了掌握定位误差计算的相关知识,本小节将给出一些计算实例,抛砖引玉,以使学习者获得触类旁通、融会贯通的学习效果;例3-2 在图中,零件图上标注出槽子中心平面对工件两孔轴线所决定的对称中心平面的夹角要求为45°±30′,试计算工件以图示定位方案定位时槽子角度的定位误差并判断定位方案的合理性;解:工件以一面两孔定位,实际上是以一个平面和由两孔轴线组成的另一平面组合基准要素来组合定位,此例属组合定位的定位误差分析;经分析知0=∆jb ,jw dw ∆=∆; 又从图中知 57=L ,1.0016.42+=D ,009.0025.016.42--=d ,1.0023.15+=D ,016.0034.023.15--=d ,03'±=αT做出一批工件定位时产生最大角度误差的状态如图所示,图中工件上的两定位孔轴线用O 1’和O 2’表示,夹具上的两销轴线分别用O 1和O 2表示,C 点为过O 2’点做的两销连心线平行线与孔1直径线的交点,则L C O =2 2/max 11'1∆=O O 2/max 2'221∆==O O C O α=∠C O O '2'1 于是有 LL C O tg 2'max 2max 11∆+∆==α,定位误差是指误差的最大变化范围,考虑另一个产生最大角度误差的极限位置,则有 8572034.01.0025.01.02max 2max 1'±≈⨯+++±=∆+∆±=∆=∆arctg L arctgjw dw 又αT 3127.0308<≈,故对槽子的中心平面的角度这一参数来说,定位方案是合理的; 例3-3 如图所示,工件以底面定位加工孔内键槽,求尺寸h 的定位误差解:1基准不重合误差求jb ∆ 设计基准为孔的下母线,定位基准为底平面,影响两者的因素有尺寸h 和h 1,故jb ∆由两部分组成:φD 半径的变化产生2D ∆ 尺寸h 1变化产生12h T ,所以 122h jb T D +∆=∆ 2基准位置误差jw ∆ 定位基准为工件底平面,对刀基准为与定位基准接触的图 一面两孔定位的定位误差计算 O ′ C O dDα LO ′O D d 图 内键槽槽底尺寸定位误差计算 图 V 形块定位外圆时基准位置误差jw ∆的计算1—最大直径 2—平均直径3—最小直径B A α/ 2 1C 32O OO支承板的工作表面,不记形状误差,则有0=∆jw所以槽底尺寸h 的定位误差为 122h dw T D +∆=∆ 例3-4 有一批直径为0d T d -φ的工件如图所示;外圆已加工合格,今用V 形块定位铣宽度为b 的槽;若要求保证槽底尺寸分别为1L 、2L 和3L ;试分别分析计算这三种不同尺寸要求的定位误差;解:1首先计算V 形块定位外圆时的基准位置误差jw ∆在图中,对刀基准是一批工件平均轴线所处的位置O 点,设定位基准为外圆的轴线,加工精度参数的方向与21O O 相同,则基准位置误差jw ∆为图中O 1点到O 2点的距离;在ΔO 1CO 2中,22212α=∠=O CO T CO d ,,根据勾股定理求得 221sin 2αd jw T O O E ==∆=∆ 2分别计算图三种情况的定位误差①图a 中1L 尺寸的定位误差 2)(2sin 2sin 201ααdL dw d jw jb T T E B =∆=∆=∆=∆=∆②图b 中2L 尺寸的定位误差2sin 22αd jw d jb T E T B =∆=∆=∆=∆需要说明的是2L 尺寸定位误差dw ∆的合成问题;由于jb ∆和jw ∆中都含有d T ,即外圆直径的变化同时引起jb ∆和jw ∆的变化,因而要判别二者合成时的符号;当外圆直径由大变小时,设计基准相对定位基准向上偏移,而当此圆放入V 形块中定位时,因外圆直径的变小,定位基准相对调刀基准是向下偏移的,二者变动方向相反;故设计基准相对对刀基准的位移是二者之差,即⎪⎪⎭⎫ ⎝⎛-=∆1sin 12)(2)(2αd T L dw ③图c 中3L 尺寸的定位误差 与②类似,只是当外圆直径由大变小时jb ∆和jw ∆的变动方向相同,故jb ∆和jw ∆合成时应该相加,即 L 2 L 3 L 1 0dT d -φ b 图 V 形块定位外圆时定位误差的计算2sin 22αd jw d jb T E T B =∆=∆=∆=∆ 所以 ⎪⎪⎭⎫ ⎝⎛+=∆1sin 122)(3αd L dw T 例3-5 有一批如图所示的工件,)(6500016.0-h φ外圆,)(730021.00+H φ内孔和两端面均已加工合格,并保证外圆对内孔的同轴度误差在015.0)(φ=e T 范围内;今按图示的定位方案,用)(630007.0020.0+-g φ心轴定位,在立式铣床上用顶尖顶住心轴铣)(9120043.0-h 的槽子;除槽宽要求外,还应保证下列要求:1槽的轴向位置尺寸)(1225021.01-=h L ;2槽底位置尺寸)(1242025.01-=h H3槽子两侧面对50φ外圆轴线的对称度公差25.0)(=c T ;试分析计算定位误差,判断定位方案的合理性;解:1槽的轴向位置尺寸1L 的定位误差定位基准与设计基准重合 0=∆=∆B jb定位基准与对刀基准重合 0=∆=∆E jw 所以 0=∆+∆=∆jw jb dw2槽底位置尺寸1H 的定位误差槽底的设计基准是外圆的下母线,定位基准是内孔的轴线,不重合 023.0015.02016.0)(2=+=+∆=∆=∆e T d B jb 定位基准是内孔的轴线,对刀基准是心轴的轴线,两者有位置变动量041.0020.0021.0min max =+=-=∆=∆d D E jw所以槽底位置尺寸1H 的定位误差为 064.0041.0023.0=+=∆dw定位误差占尺寸公差的%3.33%6.2525.0064.0<=,能保证加工要求; 3槽子两侧面对外圆轴线的对称度的定位误差设计基准是外圆轴线,定位基准是内孔轴线,两者不重合,有同轴度误差015.0=∆=∆B jb定位基准是内孔的轴线,对刀基准是心轴的轴线,两者有位置变动量041.0020.0021.0min max =+=-=∆=∆d D E jw所以槽子两侧面对外圆轴线的对称度的定位误差为056.0041.0015.0=+=∆+∆=∆jw jb dw定位误差占加工公差的 %4.2225.0056.0= ,能保证加工要求; 该定位方案能满足槽子加工的精度要求,定位方案是合理的;图 心轴定位内孔铣键槽定位误差的计算。
谈机床夹具设计中定位误差的分析与计算(精)

科技信息2010年第27期SCIENCE &TECHNOLOGY INFORMATION 《机械制造技术》这门课是机械类专业中的一门实践性很强的专业课程,在学习本课程之前既要掌握基本的专业理论知识,又要掌握基本的加工技能,具有较为丰富的感性认识。
在本书(由陈根琴、宋志良主编的21世纪高等院校应用型规划教材)中,本章节内容过于简单抽象,对于培养目标是高级技工的学生来说,课后习题学生总感到无从下手,故本人根据学生知识现状结合有关教学资料,从典型定位方式及定位元件入手,分别讲解定位误差的分析和计算,把最常见的误差分析讲透彻,由易及难,加上适当的例题讲解,使学生触类旁通,增强学生学习信心,从而达到教学目的。
1复习之前的两个重要概念:定位基准及工序基准定位基准:是指零件在加工过程中,用于确定零件在机床上或夹具上的位置的基准,可以是点/线/面;工序基准:是指用来确定本工序所加工表面加工后的尺寸、形状、位置的基准。
和本道工序尺寸有关。
2讲清常用的三类典型定位方式的定位元件2.1工件以平面定位:常用支承钉或支承板作为定位元件;2.2工件以外圆柱表面定位:最常用的是V 型块;2.3工件以内孔定位:常用的是心轴或销轴。
3一般认为如果工件定位误差不超过工件加工尺寸公差值的1/3,则该定位方案能满足本工序加工精度的要求3.1定位误差(ΔD )及其产生的原因:定位误差是由于工件在夹具上或在机床上的定位不准确而引起的加工误差,换句话说,在对一批工件进行加工时,所引起工序尺寸的极限变动量(即工序基准在加工尺寸方向上的最大变动量)就是定位误差。
用符号ΔD 表示。
如图1所示,在轴上铣键槽,要保证尺寸H 。
若采用的定位元件为V 型块,键槽铣刀按尺寸H 调整好位置,由于工件外圆直径有公差,使工件中心位置发生变化,造成加工尺寸H 发生变化(若不考虑加工过程中产生的其他加工误差)。
此变化量(加工误差)是由于工件的定位而引起的,故称为定位误差。
机床夹具设计中工件定位误差的分析及其数值计算

机床夹具设计中工件定位误差的分析及其数值计算工件在夹具中的定位, 对保证本道工序尺寸的加工精度起着至关重要的作用, 正确的工件定位是保证得到我们所需要的加工表面的前提, 这也是工件在定位过程中要解决的第一个问题———位规律问题。
但是再精密的加工方法和手段都不可避免地使被加工对象产生加工误差。
对于夹具中的被定位工件和定位元件同样如此, 它们也存在着或大或小的加工误差, 加上元件在夹具中的定位基准的选取不同, 这些因素的客观存在都会使同一基本尺寸的各个工件在夹具中的几何位置有所变化, 从而造成本道工序的加工误差,这就是工件在定位时要解决的第二个问题———定位误差问题。
由此可以看出, 工件在夹具中的定位问题。
是夹具设计过程中要解决的首要问题, 下面就定位误差的产生及定位误差的计算方法, 需要强调的是: 分析定位误差的前提是用夹具安装法安装工件, 保证被加工表面之间的位置精度, 用调整法保证被加工面的尺寸精度。
1 相关文献对定位误差的阐述111 定位误差的定义相关文献对定位误差定义有下面几种叙述: 其一: 一批工件由于在夹具中定位而使得工序基准在沿工序尺寸方向上产生的最大位移。
其二: 用夹具装夹加工一批工件时, 由于定位不准确引起该批工件某加工参数的误差。
其三: 因定位引起的工序尺寸误差。
其四: 工件加工尺寸方向上设计基准的最大变动量。
其五: 由于定位不准而造成某一工序在工序尺寸或定位要求方面的加工误差。
其六: 工件在夹具中定位不准确引起的加工误差为定位误差等等。
各文献所述定义的一致点是定位误差的方向都是在工序方向上, 区别是产生最大位移量的主体是工序基准还是定位基准。
112 定位误差的计算由于对定位误差的定义各文献的叙述有所区别,导致在对定位误差进行计算时其结果也不相同。
在工图1 心轴水平放置件采用内孔定位, 定位元件采用心轴, 工件和定位元件的配合关系采用间隙配合时所产生的定位误差区别最大。
对于其中的基准不重合误差观点一致, 不同之处是基准位移误差。
机床夹具设计中的定位误差计算探讨

机床夹具设计中的定位误差计算探讨【摘要】本文主要探讨了机床夹具设计中的定位误差计算问题。
在引言部分介绍了研究背景和研究目的。
接着在正文部分分别阐述了机床夹具设计原理、定位误差的定义与分类、定位误差计算方法、影响定位误差的因素以及定位误差的优化措施。
通过对这些内容的详细讨论,为解决定位误差提供了理论支持和实践指导。
最后在结论部分对定位误差计算进行总结,并提出了未来研究方向建议。
本文对机床夹具设计中的定位误差问题进行了深入的探讨,对相关领域的研究和实践具有一定的指导意义。
【关键词】机床夹具设计、定位误差、计算方法、优化措施、影响因素、研究背景、研究目的、定位误差分类、定位误差优化、未来研究方向建议。
1. 引言1.1 研究背景机床夹具设计中的定位误差是影响加工精度和效率的重要因素。
随着现代制造技术的不断发展,对产品精度和质量的要求也越来越高,因此对定位误差的控制变得尤为重要。
定位误差的大小直接影响着工件的加工精度,甚至会导致工件的废品率增加。
目前,关于机床夹具设计中定位误差的研究还有待加强。
目前的研究大多集中在定位误差的计算方法和影响因素的分析上,但对于定位误差的优化措施和实际应用还有待进一步探讨。
有必要对机床夹具设计中的定位误差进行深入的研究和探讨,以提高加工精度和效率,满足市场对产品的需求。
1.2 研究目的机床夹具是机械加工中不可或缺的装卸工具,其设计质量直接影响加工精度和效率。
在机床夹具设计中,定位误差是一个重要的指标,它反映了工件加工中的位置偏差程度。
本研究旨在探讨机床夹具设计中的定位误差计算方法,帮助优化夹具设计,提高加工精度和效率。
通过深入研究定位误差的定义、分类和计算方法,可以更好地了解定位误差的产生机理,找出影响定位误差的因素,并提出相应的优化措施。
本研究还将总结定位误差计算的相关经验,为未来的研究提供参考。
通过这些研究目标的实现,可以推动机床夹具设计领域的进步,为工件加工提供更为精准、高效的解决方案。
机床夹具设计方案中工件定位误差的分析及其数值计算

机床夹具设计中工件定位误差的分析及其数值计算工件在夹具中的定位, 对保证本道工序尺寸的加工精度起着至关重要的作用, 正确的工件定位是保证得到我们所需要的加工表面的前提, 这也是工件在定位过程中要解决的第一个问题———位规律问题。
但是再精密的加工方法和手段都不可避免地使被加工对象产生加工误差。
对于夹具中的被定位工件和定位元件同样如此, 它们也存在着或大或小的加工误差, 加上元件在夹具中的定位基准的选取不同, 这些因素的客观存在都会使同一基本尺寸的各个工件在夹具中的几何位置有所变化, 从而造成本道工序的加工误差,这就是工件在定位时要解决的第二个问题———定位误差问题。
由此可以看出, 工件在夹具中的定位问题。
是夹具设计过程中要解决的首要问题, 下面就定位误差的产生及定位误差的计算方法, 需要强调的是: 分析定位误差的前提是用夹具安装法安装工件, 保证被加工表面之间的位置精度, 用调整法保证被加工面的尺寸精度。
1相关文献对定位误差的阐述111定位误差的定义相关文献对定位误差定义有下面几种叙述: 其一: 一批工件由于在夹具中定位而使得工序基准在沿工序尺寸方向上产生的最大位移。
其二: 用夹具装夹加工一批工件时, 由于定位不准确引起该批工件某加工参数的误差。
其三: 因定位引起的工序尺寸误差。
其四: 工件加工尺寸方向上设计基准的最大变动量。
其五: 由于定位不准而造成某一工序在工序尺寸或定位要求方面的加工误差。
其六: 工件在夹具中定位不准确引起的加工误差为定位误差等等。
各文献所述定义的一致点是定位误差的方向都是在工序方向上, 区别是产生最大位移量的主体是工序基准还是定位基准。
112定位误差的计算由于对定位误差的定义各文献的叙述有所区别,导致在对定位误差进行计算时其结果也不相同。
在工图1心轴水平放置件采用内孔定位, 定位元件采用心轴, 工件和定位元件的配合关系采用间隙配合时所产生的定位误差区别最大。
对于其中的基准不重合误差观点一致, 不同之处是基准位移误差。
项目5:夹具设计中的定位误差分析

2
(3)以外圆在V形块上定位时的定位误差计算
b、合成法求解
d d-T d
O O1
O2 O A B C d-T d
A1
3
A3
α
图9-10工件以外圆在V形块上定位
M1
A2
d d-T d
由于Td的影响,使工件中心沿垂直 方向从O移至O1,即基准位移量:
A3
O O
1
O2
A B C α
Td OO1 O 2 sin( / 2)
【例9 】
如图是加工四个定位销 孔的工序图。已知双销 中心距59±0.02;圆柱 销直径 Φ12-0.006 ;菱形 -0.017 销直径 Φ12-0.008 ,求 -0.091 图中所标工序尺寸的定
位误差。
【例10 】如下图所示,为在半V块上定位铣轴上平面。试求工序尺寸A的
0
Y
1 ( TD Td ) 2
对于尺寸H2:
ΔB 1 TD 2
ΔDH2 ΔY ΔB
1 Td 2
d0 Td
对于尺寸H3:
ΔB 1 TD 2
ΔDH3 ΔY ΔB 1 1 1 ( TD Td ) TD TD Td 2 2 2
ΔD
对于尺寸H4:
ΔB 1 Td 2 1
d-T d
问:
当α=180°时,三种情况的定位误差是多大?
【例8
如图钻孔,保证A,用90°V形块定位,采用 a)~d)四种加工方案, 】试分别进行定位误差分析(外圆 0 )。 dT
d
方案 a b
ΔB
0 0.5Td
ΔY
0.707Td 0.707Td
ΔD
0.707Td 0.207Td
机械制造基础7.3 定位误差的分析与计算

O1A1 O1O2 O2 A2
d 2
Td
2sin
d
Td 2
2
Td 2
1
sin
1
2
例7-2 如图所示,工件以外圆柱面在V形块上定位加工
键槽,α=900,保证键槽深度 34.800.17 mm,试计算其
定位误差。
解:
1) Δjb≠ 0
2) Δjy≠ 0
d
Td 2
1
sin
2
1
=0.15+0 = 0.15(mm )
图7-35 平面上加工孔
2.工件以圆孔定位时的定位误差
(1)心轴(或定位销)水平放置 例:
a)工序图
b)误差分析
图7-36 心轴(定位销)水平放置的定位误差
(1)心轴(或定位销)水平放置
解:1) Δjb= 0
2)
jy
h
h
O
O1
1 2
(Dmax
d
m in)
1 2
第7章 机床夹具设计
重庆大学
7.3 定位误差的分析与计算
重庆大学
7.3.1 定位误差的概念及产生的原因 1.定位误差的概念
什么是定位误差? 为什么会产生定位误差?
7.3.1 定位误差的概念及产生的原因 2.定位误差产生的原因
一是由于基准不重合而产生的误差,称为基准不重 合误差Δjb;
7.3.1 定位误差的概念及产生的原因
(3)转角误差
4.工件以组合表面定位时的定位误差
(3)转角误差
4.工件以组合表面
定位时的定位误
(
2
)
tan
X1max X 2L
2max
A
5.3 定位误差的分析与计算《机械制造技术基础(第3版)》教学课件

0.025 1
2
sin
900 2
1
0.0052mm
例4如图所示,工件以d1外圆定位,钻φ10H8孔。已知φd1为
30
0 0.1
mm,φd2 为Ф55±0.023mm,H=(40±0.15) mm, t=0.03mm 。求工
序尺寸(40±0.15)mm的定位误差。
解: 1)Δjb≠0
Δjb=Td2/2+t =0.046/2+0.03 =0.053mm
△Z≠ 0 △Y≠ 0
H7 g6( f 7)
Z
Y
圆柱心轴
X
y
xyz yz
5.3.1 定位误差的概念及产生的原因
1.定位误差的概念
什么是定位误差?
△Z≠ 0 △Y≠ 0
调整法
为什么会产生定位误差?
5.3.1 定位误差的概念及产生的原因
调整法
5.3.1 定位误差的概念及产生的原因 2.定位误差产生的原因
1.工件以平面定位时的定位误差
例:
基准重合,即Δjb=0
(1)毛坯平面
Δjy=ΔH
(2)已加工过的表面
Δjy=0
1.工件以平面定位时的定位误差
例2 如图所示,工件以A面定位加工
φ20H8孔,求工序尺寸 (20±0.1)mm的定
位误差。
解: Δjb=ΣT= (0.1十0.05)
=0.15(mm ) Δjy= 0 (定位基面为平面)
V型块 定位套 支承板 支承钉
3.工件以外圆定位时的定位误差
a)以外圆轴线为工序基准 b)以外圆下母线为工序基准 c)以外圆上母线为工序基准 图5-40 外圆在V形块上定位时的定位误差
3.工件以外圆定位时的定位误差