UG后处理加入刀补情况
UG后处理刀补的正确输出方法
UG后处理刀补的正确输出方法. w/ X; @- J4 f* ]; Q前一段时间搞ug 刀补的多刀处理问题,蛮头疼的,看到一强人Yeager给了一个方法. S" S% D$ y( R% \: m在Cutcom On里面增加一個Custom Command.,.填入"MOM_force once D",这个方法可以解决D号的模态省略的问题,即在分层刀路里第二层G41/G42后没有D号的问题. 佩服啊!关于G40的处理:. T9 B5 \3 r1 J( B! r2 t5 e# i% L在Cutcom off项中删除G40 ,生成程序的效果如下: u9 o! m# F! y* E& a) j4 L2 J" }: D2 `$ ~6 c; nN40 G0 G90 X-58. Y30. M03 S2000$ u! C: @) ~4 X; _/ R D2 H. qN50 G43 Z3. H01N60 Z1.077/ U- D1 Q* G( p7 C4 Z, k7 gN70 G1 Z-1.923 F250.; u0 [8 t1 p! U: _N80 G41 X-55. D01& h8 Y; r `9 \( ~0 fN90 G2 X-50. Y35. I5. J0.07 b9 P8 s) ^" D6 x4 i# \N100 G1 X50.8 P4 K: h6 ?# l( N; M" iN110 G2 X55. Y30. I0.0 J-5.; b1 h" j6 B( h; d XN120 G1 Y-30., O! y2 V% X6 }/ n" bN130 G2 X50. Y-35. I-5. J0.0N140 G40 G1 Y-37.54, r2 O5 C) U% M) CN150 G0 Z1.077N160 Y-38.0 _. O" A! h% |; lN170 Z-.846/ \ j/ n" I8 X9 IN180 G1 Z-3.8466 N7 M8 x- k' U L- U2 A UN190 G42 Y-35. D01N200 G3 X55. Y-30. I0.0 J5.! L: `1 O: }% W$ Y+ [4 D: F+ hN210 G1 Y30.! @) v: r6 \1 MN220 G3 X50. Y35. I-5. J0.0N230 G1 X-50.N240 G3 X-55. Y30. I0.0 J-5. _; i, m3 G. i$ b# V. N r% [- WN250 G40 G1 X-57.54N260 G0 Z-.846N270 X-58.N280 Z-2.769N290 G1 Z-5.769N300 G41 X-55. D01N310 G2 X-50. Y35. I5. J0.0$ \/ J( c: J* q! Z, b% S f! Q$ o在fanuc 、mazak等机床上试验过,在fanuc系统上如果G41后没有D号,可以执行前一个模态的有效的D号,在G40后如果没有撤销刀补的直线段,刀补撤销没有问题,在G40这一句不产生移动,在下一句G1 x y 的语句执行。
UG 后处理技巧说明.
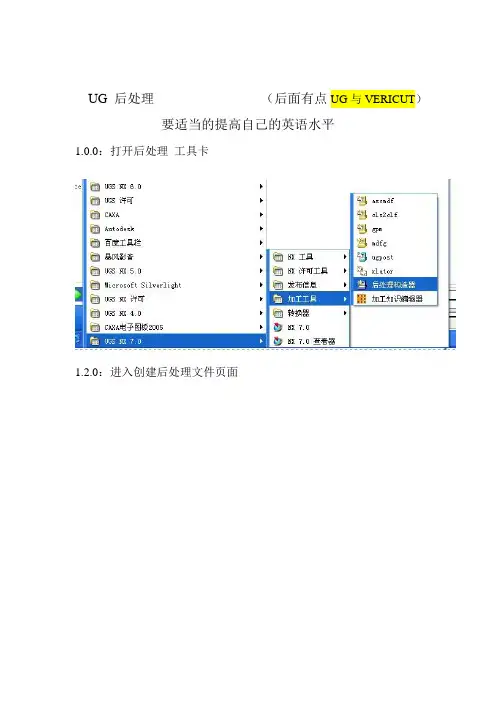
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
UG后处理中代码命令
UG后处理中代码命令FANUC 0-TD系统G 代码命令代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替代码解释G00 定位1. 格式G00 X_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
N10 G0 X100 Z65G01 直线插补1. 格式G01 X(U)_ Z(W)_ F_ ;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。
X, Z: 要求移动到的位置的绝对坐标值。
U,W: 要求移动到的位置的增量坐标值。
2. 举例① 绝对坐标程序G01 X50. Z75. F0.2 ;X100.;② 增量坐标程序G01 U0.0 W-75. F0.2 ;U50.圆弧插补(G02, G03)G02(G03) X(U)__Z(W)__I__K__F__ ; G02(G03) X(U)__Z(W)__R__F__ ;G02 –顺时钟(CW)G03 –逆时钟(CCW)X, Z –在坐标系里的终点U, W –起点与终点之间的距离I, K –从起点到中心点的矢量(半径值)R –圆弧范围(最大180 度)。
2. 举例①绝对坐标系程序G02 X100. Z90. I50. K0. F0.2或G02 X100. Z90. R50. F02;②增量坐标系程序G02 U20. W-30. I50. K0. F0.2;或G02 U20. W-30. R50. F0.2;第二原点返回(G30)坐标系能够用第二原点功能来设置。
UGPOST
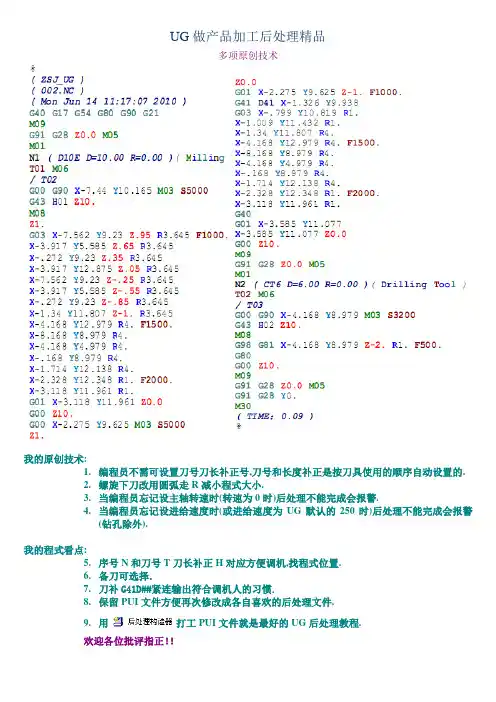
UG做产品加工后处理精品
多项原创技术
我的原创技术:
1.编程员不需可设置刀号刀长补正号,刀号和长度补正是按刀具使用的顺序自动设置的.
2.螺旋下刀改用圆弧走R减小程式大小.
3.当编程员忘记设主轴转速时(转速为0时)后处理不能完成会报警.
4.当编程员忘记设进给速度时(或进给速度为UG默认的250时)后处理不能完成会报警
(钻孔除外).
我的程式看点:
5.序号N和刀号T刀长补正H对应方便调机,找程式位置.
6.备刀可选择.
7.刀补G41D##紧连输出符合调机人的习惯.
8.保留PUI文件方便再次修改成各自喜欢的后处理文件.
9.用打工PUI文件就是最好的UG后处理教程.
欢迎各位批评指正!!。
以简例探讨UG8.0出刀补程序的一些问题
以简例探讨UG8.0出刀补程序的一些问题江文清【摘要】运用UG8.0出刀补程序,是数控三轴加工编程的难点.以典型二维零件为研究对象,从UG8.0如何建立刀具半径补偿,如何解决G40代码单独一行存在的问题,充分利用VNUC仿真验证程序设置的正确性等方面入手,分析了UG8.0出刀补程序中的一些问题,并提出了相应的解决办法.【期刊名称】《黑龙江科技信息》【年(卷),期】2013(000)002【总页数】1页(P3)【关键词】UG8.0;后处理;刀具补偿;VNUC仿真【作者】江文清【作者单位】九江职业技术学院机械工程学院,江西九江332007【正文语种】中文1 概述UG8.0数控加工已被广泛地用于各种机械加工,机械设计行业中,其后处理出来的程序能够配合各种机床系统,UG8.0提供了法兰克,西门子,华中等系统相对应的后处理器。
UG/PostExecute和UG/PostBuilder共同组成了UG加工模块的后置处理,UG加工模块的后置处理模块使用户可方便地建立自己的加工后处理程序,该模块适用于目前几乎主流NC机床和加工中心,该模块在多年的应用实践中已得到广泛应用。
对于二维加工对象,UG也提供了简单快捷的程序输出方法。
同时提供了生成刀补的程序。
如左补G41,右补G42对应了UG参数中的顺铣和逆铣方法。
虽然程序中出了刀补命令,但是确不能达到用刀补程序来加工零件的目的。
这方面就要求我们考虑到加工工艺和加工精度,同时也需修改后处理器或修改后处理文档,这些问题比较有难度,本文将从UG后处理带刀补程序和FANUC系统机床的相配合的问题来探讨。
2 UG8.0如何建立刀具半径补偿以一个简例作为加工对象,生成后处理程序。
UG8.0需修改非切削移动的更多一项的参数,如图1所示,建立所有精加工刀具补偿。
同时要建立刀具半径补偿寄存器号,程序须生成D01补偿号。
生成的程序如图2所示。
程序中代码有G41、G40、D01,达到用刀补程序加工零件的目的。
定制并使用UG后处理程序输出刀具半径补偿指令
定制并使用UG后处理程序输出刀具半径补偿指令何玉山【摘要】通过定制UG后置处理文件,输出刀具半径补偿指令,开发FANUC数控系统专用的后置处理程序,使用定制的UG后处理生成NC程序能够直接应用于数控机床的加工,大大提高自动化应用效率.【期刊名称】《模具制造》【年(卷),期】2018(018)012【总页数】4页(P68-71)【关键词】定制;UG;后处理;输出;刀具半径补偿【作者】何玉山【作者单位】永州职业技术学院湖南永州 425100【正文语种】中文【中图分类】TG659;TG3911 引言UG软件是由美国UGS公司研制开发的基于微机的CAD/CAM/CAE软件系统,自诞生以来,就以其强大的加工功能闻名于世,广泛应用于航空航天、汽车、船舶、机械、医疗器械和电子等诸多领域。
把CAD/CAM软件生成的刀位数据文件转换成指定数控机床能执行的NC数控程序的过程就称为后置处理(Post processing),后置处理是数控加工中自动编程的一个重要环节。
NC程序的生成受后置处理程序的控制,不同数控系统的数控机床对应不同的后置处理程序。
由于UG自带的后处理程序产生的NC程序不能输出刀具半径补偿指令,在实际精加工过程中,精密尺寸的加工往往会依靠机床的半径补偿来控制,所以用户必须定制适合自己机床的后处理程序。
下面以最常见的FANUC数控铣床(加工中心)为例介绍定制UG的后处理程序。
2 定制后处理程序运行UG后处理构造器(post_buiider.ba)t,如果是英文界面,就在optins 选项下面的languale语言中选择中文(见图1),然后新建一个后处理,在对话框中名称自己确定,勾选主后处理,输出单位为毫米,机床选铣床,控制器选库中的FANUC_6M(见图2),单击确定,弹出如图3后处理器编辑对话框。
图1 后处理构造器主界面一般情况下,设置G40不要单独占一行,G41/G42不能与圆弧指令同一行,但可以与G00同一行,同时在其后必须有D指令出现。
数控机床刀补怎么操作
数控机床刀补操作规范与注意事项在数控机床的加工过程中,刀具的刀补操作是至关重要的一环。
正确的刀补操作可以有效地提高加工精度和效率,降低材料损耗和机床的磨损程度。
以下是数控机床刀补的操作规范及注意事项:1. 刀具信息确认在进行刀补之前,首先要确认所使用的刀具的类型、规格和刀尖半径等相关信息,以确保刀补参数设置的准确性和合理性。
2. 刀补参数设置在数控机床的操作界面上,进入刀补设置页面,根据实际加工需求和刀具信息,设置刀补的各项参数。
主要包括刀尖半径、切削速度、进给速度、切削深度等参数。
3. 初始对刀在刀具更换或者刀具磨损后,需要进行初始对刀操作。
通过加工测试件,精确测定刀具的相对位置,调整刀具的偏移量,使切削轮廓符合设计要求。
4. 手动补偿在加工过程中,有时会出现一些特殊情况,需要手动调整刀补参数。
根据加工情况,适时对刀补参数进行微调,保证加工质量和效率。
5. 刀具磨损监测定期检查刀具磨损情况,及时更换或修磨刀具,避免因刀具磨损导致加工质量下降或机床受损。
6. 加工质量检验在刀补操作完成后,进行加工质量检查,确认加工件的尺寸精确度和表面质量是否符合要求。
注意事项:•操作过程中严格按照相关规范和标准进行,避免因操作不当导致机床事故。
•注意保持刀具与工件的切削稳定,避免振动和脱落现象的发生。
•刀补参数的设置需根据实际加工情况进行调整,避免因参数设置不当而导致加工质量下降。
•不擅自调整刀具的位置或偏移量,避免因错误操作引起机床损坏。
数控机床刀补操作是数控加工技术中的重要环节,只有规范的刀补操作和合理的刀补参数设置,才能确保加工质量和效率。
正确的刀补操作不仅可以提高加工精度和效率,还可以延长刀具寿命,降低生产成本,提高企业竞争力。
数控车床刀补怎么使用方法
数控车床刀补怎么使用方法数控车床刀补怎么使用方法刀尖圆弧补偿命令G42 G41车外圆时用G42 车里孔时用G41,还有一个刀尖的假象位置,要放到P位置里。
1、刀补是刀具长度的一个非常重要的概念。
编程零件时,首先要指定零件的编程中心,然后才能建立工件编程坐标系,它只是一个工件坐标系,零点一般在工件上。
与X和Y平面中的编程零点不同,长度补偿仅与Z坐标相关,因为刀具由主轴锥孔定位而不发生变化,因此Z坐标的零点不同。
2、数控车床又称CNC车床,计算机数字控制车床是我国使用量最大、覆盖面最广的数控机床,约占数控机床总数的25%。
数控机床是集机械、电气、液压、气动、微电子和信息技术于一体的机电一体化产品。
它是一种高精度、高效率、高自动化、高柔性的机械制造设备。
3、数控机床的技术水平及其在金属切削机床产量和总拥有量中所占的比例,是衡量国民经济发展和工业制造业整体水平的重要标志之一。
数控车床是数控机床的主要品种之一,在数控机床中占有十分重要的地位。
几十年来,它一直受到世界各国的重视,并得到了迅速发展。
数控车床刀是什么1.车床主要用于回转表面的加工,如圆柱面、圆锥面、圆弧面、螺纹、切槽等切削加工,数控加工刀具可分为常规刀具和模块化刀具两大类,模块化刀具是发展方向,从结构上可分为可分为焊接式和机夹式,机夹式根据刀体结构不同,分为可转位和不转位。
2.圆弧形车刀构成圆弧形车刀的主切削刃形状为一圆度误差或线轮廓度误差很小的圆弧,而由直线形的主、副切削刃构成,如90内、外圆车刀,左、右端面车刀,切槽车刀及刀尖倒棱很小的各种外圆和内孔车刀。
3.数控车刀按刀尖的形状一般分成三类,即尖形车刀、圆弧形车刀和成形车刀,其中偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。
数控车床刀补如何加减1. 加刀补值:按照实际刀具磨损情况,在机床数控系统中选择相应的轴进行刀补操作。
UG后置处理详解
UG后置处理解读要做后置处理程序,你首先要理解你的刀位文件的含义,首先你自己要知道怎么把这些刀位转化为NC代码,如果你读不懂刀位文件,那么你不可能成为一个后置处理高手。
下 面我们简单分析一下以下一段由UG产生的刀位文件的每一行是什么意思。
1、RAPID2、GOTO/-13.0000,-5.7446,3.0000,0.0000000,0.0000000,1.00000003、PAINT/COLOR,424、FEDRAT/MMPM,250.00005、GOTO/-13.0000,-5.7446,0.00006、CIRCLE/-17.0000,0.0000,0.0000,0.0000000,0.0000000,-1.0000000,7.0000,0.0600,0.5000,20.0000,3.00007、GOTO/-10.0000,0.0000,0.0000/8、PAINT/COLOR,319、GOTO/-10.0000,220.0000,0.000010、CIRCLE/-17.0000,220.0000,0.0000,0.0000000,0.0000000,-1.0000000,7.0000,0.0600,0.5000,20.0000,3.000011、GOTO/-13.0000,225.7446,0.00005F/我们从第1行开始看,在UG刀位文件里RAPID代表快速进给,它将影响下一行的走刀方式第2行GOTO语句,后面跟的是点的坐标,前三位为X,Y,Z坐标,后三位为刀轴的方向矢量,由于上一行有RAPID指令,所以这一句处理成NC代码就应该为G00 X-13.0000 Y5.7446 Z3.0000,如果是五轴设备,则应该处理成G00 X-13.0000 Y5.7446 Z3.0000 A0.000 B0.000或G00 X-13.0000 Y5.7446 Z3.0000 A0.000 C0.000等,根据设备的结构不同而不同。
数控编程必学,G41G42刀补知识图文讲解
数控编程必学,G41G42刀补知识图文讲解刀具半径补偿指令格式如下:G17 G41(或G42) G00(或G01) X Y D或G18 G41(或G42) G00(或G01) X Y D或G19 G41(或G42) G00(或G01) X Y D;G40•G41是相对于刀具前进方向左侧进行补偿,称左刀补。
如图6.1a所示,这时相当于顺铣。
•G42是G41是相对于刀具前进方向右侧进行补偿,称右刀补。
如图6.1b所示,这时相当于逆铣。
•从刀具寿命、加工精度、表面粗糙度而言,顺铣效果较好,因此G41使用较多。
•D是刀补号地址,是系统中记录刀具半径的存储器地址,后面跟的数值是刀具号,用来调用内存中刀具半径补偿的数值。
刀补号地址可以有D01-D99共100个地址。
其中的值可以用MDI方式预先输入在内存刀具表中相应的刀具号位置上。
进行刀具补偿时,要用G17/G18/G19选择刀补平面,缺省状态是XY平面。
不想从事底层工作,想摆脱现状,想学习UG编程,可以找点冠教育的老师学习CNC数控技术。
•G40是取消刀具半径补偿功能,所有平面上取消刀具半径补偿的指令均为G40。
•G40, G41 , G42是模态代码,它们可以互相注销。
•使用刀具补偿功能的优越性在于:•在编程时可以不考虑刀具的半径,直接按图样所给尺寸进行编程,只要在实际加工时输入刀具的半径值即可。
•可以使粗加工的程序简化。
利用有意识的改变刀具半径补偿量,则可用同-刀具同-程序不同的切削余量完成加工。
•下面结合图6.2来介绍刀补的运动。
按增量方式编程:O0001N10 G54 G91 G17 G00 M03 G17指定刀补平面( XOY平面)N20G41 X20.0 Y10.0 D01 建立刀补(刀补号为01 )N30 G01 Y40.0 F200N40 X30.0N50 Y-30.0N60 X-40.0N70 G00 G40 X-10.0 Y-20.0 MO5 解除刀补N80 M02按绝对方式编程:O0002N10 G54 G90 G17 G00 M03 G17指定刀补平面( XOY平面)N20 G41 X20.0 Y10.0 D01 建立刀补(刀补号为01 )N30 G01 Y50.0 F200N40 X50.0N5O Y20.0N60 X10.0N70 G00 G40 X0 YO M05 解除刀补N80 M02刀补动作为:1.启动阶段2.刀补状态3.取消刀补4.这里特别提醒要注意的是,在启动阶段开始后的刀补状态中,如果存在有两段以上的没有移动指令或存在非指定平面轴的移动指令段,则可能产生进刀不足或进刀超差。