WD615系列柴油机曲轴
表面强化工艺在WD615柴油发动机曲轴再制造中的应用研究
焊 ,使用 自动进给 D . m中碳弹簧钢丝 ( 1m 5 焊丝) , 使用含锰 、硅含量高 的4 1 3 熔剂( 又称焊药) ,使堆
焊在 熔 剂 层下 进 行 ,不露 弧 光 。在 堆 焊 以前 应该
磨削轴颈来减级( 按修理尺寸) 使用。修磨后要求轴
进行 同收 、再制 造 。 曲轴 的再 制造 是 将 回收 的零
采 用 6缸 7 主 轴 颈 ,使 用 4 道 5号 钢 锻 制 。 拆 解 后 ,检 查 曲轴 、连 杆 等 部件 。发 现 曲轴 和 连 杆 轴
颈 严 重磨 损 。拆 下 曲轴后 测 量 , 四缸 连 杆 轴 颈最 大磨 损 量 达 03 r .5 m,同时 沿轴 向出现 锥度 且 曲轴 a 表 面 有 明显 擦 伤 。 圆柱 度 也 超 过 限制 呈椭 圆 形 , 需 要研 磨 轴 颈 或更 换 。使用 下分 表 ,测 量 曲轴 直 线 度 。中 心轴 颈偏 移 ,缓 慢地 旋 转 曲轴 ,测 量 到
的性能 ,镀层硬 度高 降低 了镀 层 的综 合应用 性 能。另外如果镀层厚度大于 2 m,在一个 中修期 m
后 ,裂纹 就会 严重 扩展 ,导致 曲轴 报废 。成本 较 高 ,如 果 能够 配合 喷 丸处 理 提 高 曲轴 的疲 劳 强 度
则有较大的实用价值 。
( ) 电 刷 镀 技 术 。刷 镀 铁 工 艺 具 有 镀 厚 快 、 3
技 术
DOh 1 . 9 9/.sn 10 - 4 2 2 1 . 8 0 0 0 3 6 ji . 0 9 9 9 . 0 2 0 . 6 s
表面强化工艺在WD 1柴油发动机曲轴再制造中的应用研究 65
潍柴动力 WD615系列柴油机使用与维修

入内燃机各摩擦副的摩擦表面,以减少其摩擦阻力和磨损,并带走 摩擦时所产生的热量和金属磨屑,保证运动零件的工作可靠性和耐 久性。润滑系一般由机油泵将油底壳里的润滑油抽吸上来,通过集 滤器和滤清器得到滤清后再经冷却器冷却,最后通过管道输送到各 摩擦表面。
在进气门关闭之前,由于气体流动惯性的作用使气缸内的气体 压力有所回升,但由于气体流动的节流损失,气缸内的压力仍低于 外界大气压力Pa,进气终点压力Ps约为(0.8—0.95)Pa。充入气缸的 空气与燃烧室壁及活塞顶等高温机件的接触,以及与上一循环没有 排净而留在气缸内残余废气的混合,使进气温度升高。进气终点温 度Ts可达30一65℃。
6)燃烧室容积(余隙容积) 活塞位于上止点时,活塞顶部上方的容积用符号
VC表示。
(7)气缸最大容积 活塞位于下止点时,活塞顶部上方的容积,用符号Vt表示
,则: Vt=VS十VC
(1—3)
(8)内燃机排量 气缸工作容积VS与内燃机气缸数i的乘积,用符号VSt表示,
则 VSt=i·VS=i·(π/4)·d2·s·10-8
从内燃机输出轴上所获得的功率,称为有效功率(单位为 kW)。 2.2 机械效率ηm
有效功率和指示功率之比称为机械效率。
四.柴油机的性能指标 (续)
2.3 输出扭矩Tiq
内燃机的有效功率,通常是从内燃机输出轴上测得的输出扭矩和
转速中计算出来的。内燃机输出轴的扭转力矩称为输出扭矩Tiq,简
数。 1.1 指示功Wi
指示功Wi表示气缸内的气体完成一个工作循环时对活塞所作的功。 1.2 平均指示压力pmi
平均指示压力pmi.表示在每个工作循环中,单位气缸工作容积所作 的 指示功Wi,单位为Pa或(N/m2)。
WD615柴油机曲轴尺寸
重庆长江柴油机厂(原四川柴油机厂)WD615系列柴油机技术改造项目自竣工验收至今已运行了近三年。
经过生产考核,技术改造中的几条生产线运行基本正常,生产线的工艺设计基本正确,工艺流程合理,能有效地保证引进产品的制造质量,处于国内较先进的水平。
笔者仅就曲轴生产线(机械加工和热处理两条线)的工艺设计及应用状况作简要介绍。
1产品结构特点根据整机强化程度的不同,WD615系列柴油机曲轴采用CK45(或国产精选45)钢及41Cr4(或国产42CrMOA)钢模锻而成。
各机型曲轴的几何尺寸相同,以便于大批量生产。
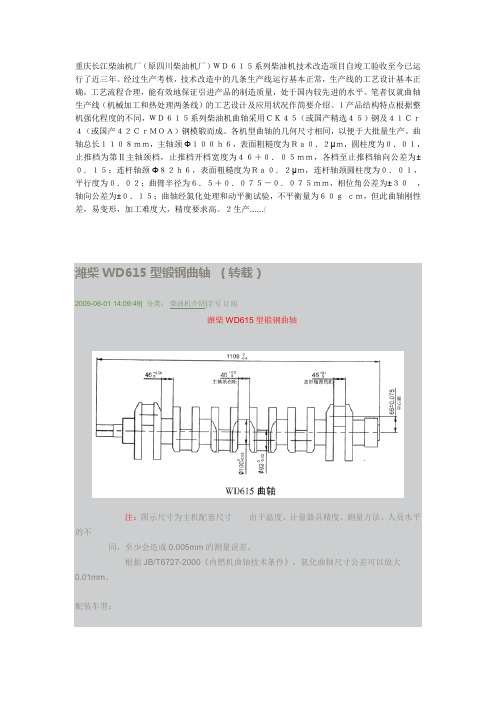
曲轴总长1108mm,主轴颈Φ100h6,表面粗糙度为Ra0.2μm,圆柱度为0.01,止推档为第Ⅱ主轴颈档,止推档开档宽度为46+0.05mm,各档至止推档轴向公差为±0.15;连杆轴颈Φ82h6,表面粗糙度为Ra0.2μm,连杆轴颈圆柱度为0.01,平行度为0.02;曲臂半径为6.5+0.075-0.075mm,相位角公差为±30 ,轴向公差为±0.15;曲轴经氮化处理和动平衡试验,不平衡量为60g·cm,但此曲轴刚性差,易变形,加工难度大,精度要求高。
2生产......(潍柴WD615型锻钢曲轴(转载)2009-06-01 14:09:49| 分类:柴油机介绍|字号订阅潍柴WD615型锻钢曲轴注:图示尺寸为主机配套尺寸由于温度、计量器具精度、测量方法、人员水平的不同,至少会造成0.005mm的测量误差。
根据JB/T6727-2000《内燃机曲轴技术条件》,氮化曲轴尺寸公差可以放大0.01mm。
配装车型:该曲轴配在装维坊柴机有限公司生产的WD615型柴油机上,其主机主要作为重型载货汽车的配套动力。
注意事项:安装时,在保证机体上各主轴承孔同轴度的前提下,要注意轴瓦与轴颈配合间隙,主轴颈与主轴瓦间隙0.095~0.163,修理磨损极限0.17。
连杆颈与轴瓦间隙0.059~0.127,修理磨损极限0.16。
WD615系列欧Ⅲ柴油机结构特点及使用维修

型式
气缸数
缸 径 × 程 行
直列、 水冷、 四冲程 、 压中冷 、 增 直喷、 电控共轨
. 6
16 10 2  ̄3
( mx m) m m 总排■ ( ) L 97 6 .2 额定功率/ 转速 18 2 0 2 32 0 2 72 0 262 0 2 42 0 162 0 2 3 20 2 7 2 0 2 6 2 0 3 220 9 / 0 l/20 2 4 /20 7 /2 0 9 /20 9, 0 2 1/ 0 4 / 0 7 / 0 0 ,2 0 2 2 2 (W/・ n ) k rmi 最 大 扭 矩, 速 15 / 转 10 l6 , lo 15 / 30 10 , 5o 10 , 60 l0 , l0 16 , 1o 15 / 3 0 10 , 5 o 10 , 7 0 ( mrm n ) 10 10 l0 ~ 6 0 10 1 0 l0 ~ 6 0 10 ~ 6 0 l0 10 10 ~ 6 0 l0 ~ 6 0 l0 10 10 ~ 6 0 N・ / i 10 ~ 6 0 l0 10 10 ~ 6 0 l0 l 0 10 1 0 l0 ~ 6 0 10 10 l0 10 l0 ~ 6 0 10 10 ・ 总功 率特性最 低燃油 消耗率 l8 8 (/W・ ) g k h 扭矩储备率 ) 3 . 38 2. 55 2. 59 2. 52 2- 54 2. 93 2. 5 5 2. 5 9 2 . 52 2. 97
_
维普资讯
一
蓦
_蓦簪
薯囊
蓦
琴嚣
蠢 鼍 麓 誊
¨ ¨
重¨
鼍 哮帝 叭
怔
W 6 系 欧 柴 机结 点 使用 修 D 列 Ⅲ 油 构特 及 维 1 5
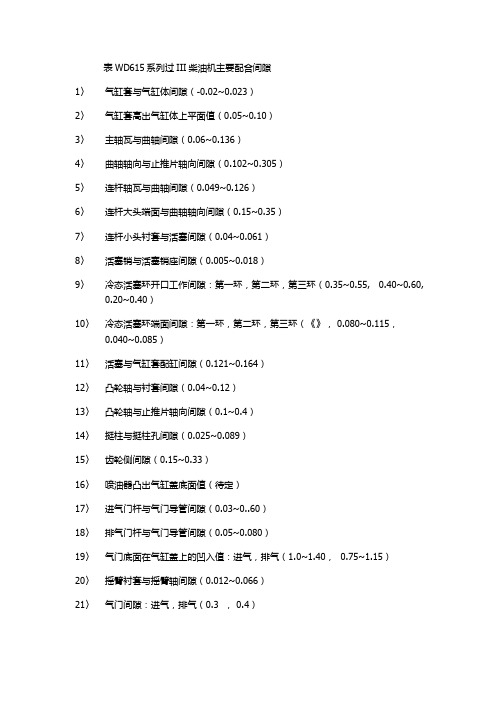
表WD615系列过III柴油机主要配合间隙
表WD615系列过III柴油机主要配合间隙
1〉气缸套与气缸体间隙(-0.02~0.023)
2〉气缸套高出气缸体上平面值(0.05~0.10)
3〉主轴瓦与曲轴间隙(0.06~0.136)
4〉曲轴轴向与止推片轴向间隙(0.102~0.305)
5〉连杆轴瓦与曲轴间隙(0.049~0.126)
6〉连杆大头端面与曲轴轴向间隙(0.15~0.35)
7〉连杆小头衬套与活塞间隙(0.04~0.061)
8〉活塞销与活塞销座间隙(0.005~0.018)
9〉冷态活塞环开口工作间隙:第一环,第二环,第三环(0.35~0.55, 0.40~0.60,
0.20~0.40)
10〉冷态活塞环端面间隙:第一环,第二环,第三环(《》, 0.080~0.115,
0.040~0.085)
11〉活塞与气缸套配缸间隙(0.121~0.164)
12〉凸轮轴与衬套间隙(0.04~0.12)
13〉凸轮轴与止推片轴向间隙(0.1~0.4)
14〉挺柱与挺柱孔间隙(0.025~0.089)
15〉齿轮侧间隙(0.15~0.33)
16〉喷油器凸出气缸盖底面值(待定)
17〉进气门杆与气门导管间隙(0.03~0..60)
18〉排气门杆与气门导管间隙(0.05~0.080)
19〉气门底面在气缸盖上的凹入值:进气,排气(1.0~1.40, 0.75~1.15)
20〉摇臂衬套与摇臂轴间隙(0.012~0.066)
21〉气门间隙:进气,排气(0.3 , 0.4)。
潍柴WD615.618 WD12

潍柴WD615/WD618/WP12系列曲轴使用介绍(三)•主要运动件:曲轴:材质有缎钢与高性能合金两种。
额定功率小于220KW选用67型曲轴;额定功率大于220KW选用68型曲轴。
曲轴有12块配重铁。
曲轴主轴颈为Φ100mm连杆轴颈为Φ82mm,各轴颈的宽度皆为46mm,曲轴经过气体软氮化或离子氮化,有较好的疲惫强度和耐磨性。
曲轴前端有一个法兰,法兰的外圆为曲轴油封的密封面,法兰8个M10螺孔用于连接减振器,皮带轮。
装配式,曲轴齿轮须加温到180°C后,装入曲轴,法兰须加温到290°C后,装入曲轴。
曲轴减振器:采用硅油减振器,性能可靠,效果好。
减振器直径Φ280mm.飞轮:齿圈齿数为145齿,齿圈和飞轮为过盈配合,与之相配的离合摩擦片直径Φ380mm;齿圈齿数为159齿,与之相配离合器摩擦片直径为Φ420mm,飞轮与齿圈的配合是间隙配合。
活塞:采用铸造铝合金制造,第一道气环是铸铁镶圈环槽内的双面梯形桶面环,上部有切口,工作表面喷钼,有利于磨合及抗拉毛和减磨作用。
第二道气环是镀铬锥面环。
第三道环是撑簧铸铁油环,双刃表面镀铬。
为了改善活塞销座上应力分布,在活塞销座加了减压槽,活塞裙部采用了复杂的型线,保证了活塞与气缸套有良好的接触,在裙部表面喷涂厚0.01mm的石墨层起较好的减磨作用。
同一组活塞重量差规定10g内。
活塞销:采用直径Φ50mm的圆形结构,其内外表面进行渗碳淬火,表面硬度57-65HRC.连杆:采用模缎制造,连杆大头斜切角为45°采用60°的锯形定位,两个M14的连杆螺栓连接,连杆螺栓扭紧时须按转角扭紧法规范要求。
连杆螺栓采用转角扭紧放松措施。
装机时同组连杆重量差规定29g内。
切记:连杆螺栓只答应使用一次后应调换,不许超限使用。
否则可能会产生螺栓断裂机体毁坏事故。
连杆轴瓦:是钢背不等厚轴瓦,表面镀三元合金镀层,功率大于220KW的机型连杆轴瓦上采用特种结构的“沟槽瓦”,具有比三元合金连杆轴瓦更高的承载能力及抗疲惫能力。
WD615维修参数

1) WD615的缸径126 行程130 压缩比16比1气门间隙进气门0.30排气门0.40怠数机油压力150千帕~~~180千帕曲轴轴径99.978~~~100连杆轴颈81.978~~~82曲轴轴向间隙0.052~~~0.255磨损极限0.35活塞环间隙第一道0.40~~~.0.60第二道0.25~~~0.40第三道0.35~~~0.55(2)康明斯发动机缸径114 行程135 压缩比17.3;1缸径最大允许值为114.040机油压力怠数最小69千帕最大207千帕曲轴轴向间隙0.127~~~0.32活塞环间隙第一道0.35~~0.60第二道0.35~~0.65第三道0.30~~0.60连杆与曲轴之间得侧向间隙0.10~~0.33连杆轴直径75.926 连杆轴承最大间隙0.117主轴直径97.726 主轴轴承最大间隙0.134喷油嘴压力250千帕机油容量23.8升(3)卡特3306发动机技术参数(966F)缸套直径120.68+-0.03MM气门间隙近气0.38MM 排气0.64MM机油压力怠数(600转~~~800转)50千帕高数(不低于1500转)140千帕主轴承孔径96.926+-0.013MM主轴承螺栓扭矩第一次40+-4N/M 第二次为第一次得基础上转90度连杆螺栓扭矩第一次40+-4N/M 第二次为第一次得基础上转90度安装活塞环得时候要把UP的字母面向上第一道环开口间隙0.622+-0.191MM第二道环开口间隙0.622+-0.191MM第三道环开口间隙0.572+-0.191MM曲轴轴向间隙0.064~~~0.368MM主轴轴径标准88.880+-0.020加大0.25为88.620+-0.020加大0.51为88.372+-0.020加大0.76为88.118+-0.020连杆轴颈标准76.180+-0.020加大0.25为75.926+-0.020加大0.51为75.672+-0.020加大0.76为75.418+-0.020飞轮螺栓扭矩205+-25牛顿变数箱压力怠数2140千帕0#柴油[密度0.835],-10#柴油[密度0.84],汽油ρ=(0.7~0.76)g/cm3,柴油ρ=(0.81~0.84)g/cm3 。
基于ANSYS的WD615发动机曲轴的应力分析及可靠性分析

基于ANSYS的WD615发动机曲轴的应力分析及可靠性分析摘要:曲轴作为发动机最重要的部件,其静刚度的好坏直接影响发动机的工作性能及使用寿命。
目前我国对发动机曲轴的静态特性的要求日渐苛刻,曲轴的疲劳失效将使发动机运转发生故障。
本文运用Ansys有限元分析软件对WD615发动机曲轴进行应力分析,主要分析其在承受最大外力载荷时所发生的应力集中和变形情况,为提高发动机的可靠性和使用寿命提供理论依据,具有实际应用价值。
关键词:曲轴;应力分析;有限元法引言曲轴为发动机的重要部件之一,在发动机的设计以及改进的过程中占有很重要的地位,它是发动机的主要旋转部件。
WD615发动机曲轴结构比较复杂,工作过程中曲轴内部会产生弯曲应力以及扭转应力,应力集中达到一定程度的时候,曲轴会产生失效或者断裂。
本文对WD615发动机曲轴进行应力分析,求解WD615发动机曲轴部件的局部应力和曲轴整体的应力分布以及曲轴在工作状态中的变形量。
1.WD615发动机曲轴的工作状态分析发动机工作过程中,气缸内气体燃烧产生气体爆发力并作用到活塞上,再通过连杆作用到曲轴上,曲轴在工作的过程中内部会产生弯曲应力和扭转应力,如果应力超过发动机曲轴能够承受的极限载荷,曲轴就会产生失效或者断裂现象。
曲轴刚度也很重要,刚度不足将会加剧曲轴的纵向振动和扭振振动,使与曲轴相连的柴油机零部件的工作条件出现恶化,增大柴油机的噪声。
2.WD615发动机曲轴的静态应力分析本文对发动机曲轴的静态应力分析是基于Ansys的有限元结构分析,用Solidworks软件建立曲轴的三维模型,将其导入到Ansys软件建立了WD615曲轴的有限元模型,然后定义分析类型和材料的力学性能,并且还要施加力载荷以及约束边界条件,最后得出应力分析的结果。
2.1 WD615发动机曲轴有限元模型的前处理WD615发动机曲轴为整体锻造模锻件,材料采用优质45 钢。
燃烧最高压力达3000~6000kPa。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WD615系列柴油机曲轴、活塞、连杆机构WD615系列柴油机采用常规曲轴连杆机构。
WD615发动机采用模锻曲轴,曲轴表面经过特殊热处理及软氮化处理,因此有较好的耐磨和抗疲劳层。
曲轴主轴颈与连杆轴颈椭圆度应≤0.01mm,极限值为o.015mm,锥度应≤o.01mm,极限值为o.015mm。
曲轴中间轴颈相对于两端轴颈的偏心距(曲轴弯曲度)O.3mm。
196kw可装用直径西260mm的硅油减振器,其他大马力柴油机曲轴上则可装用西280mm的硅油减振器。
在曲轴前端热装有减振器固定法兰和曲轴齿轮。
曲轴齿轮应加热至180℃,而固定法兰则需加垫至290℃后热装入曲轴。
七道曲轴主轴瓦是等厚钢背低铝合金制成,二道瓦可以互换。
止推瓦安装在第二道主轴承两侧。
装配中必须测量轴瓦孔径尺寸和轴颈尺寸。
选装主轴瓦使主轴承径向间隙为O.095mm~O.163mm,使用极限为0.18mm。
动平衡最大不平均数衡量609/cm。
曲轴的轴向间隙为o.052mm—o.255mm,使用极限为O.35mm。
连杆瓦采用不等厚钢背低锡铝合金制成。
曲轴与飞轮为强力螺栓连接,安装飞轮时首先用60N·m扭矩对称扭紧,而后对称将所有螺栓旋转90。
±5。
,然后再旋转90。
±5。
并确认最终扭矩达到230N·m~280N·m。
对达不到最终扭矩者应予更换。
飞轮螺栓可重复使用2次。
活塞采用铝合金制造如图2—18所示。
活塞顶部有一“w”型燃烧室和进、排气门的避阀坑。
燃烧室容积一般为87mm±0.。
75mm。
活塞上安装有两道气环与一道油环。
第一道气环是在铸铁镶圈环槽内的双面梯形桶面环,内环面上部有切槽,工作表面喷钼,开口间隙为O.40mm一0.60mm,
磨损极限为 1 mm。
第二道气环为镀铬锥面环,环高3mm,环槽间隙为0.07mm~0.102mm,磨损极限为O.28mm,开口间隙0.25mm~o.40mm,开口磨损极限1.0mm。
其单边外环面锥角为90’±5’。
两道气环均在上环面上刻有“7FOP'’(向上)的装配标记,安装时必须将刻有“7FOP'’字样的环面朝上。
第三道是内撑弹簧铸铁衬环的油环,环高4mm,双刃表面镀铬,环槽间隙为O.05mm~0.075mm,磨损极限0.26mm。
开口间隙0.35mm~0.55mm,磨损极限1.0ram。
活塞环在装配时应注意检查环与环槽侧隙,三道环的开口应错开120。
,而且环开口应在活塞销孔300范围之外。
活塞销孔直径西50mm,其与活塞中心向曲轴运转方向偏置1mm。
活塞销与活塞孔及连杆衬套为间隙配合,装配时需将活塞加热到80。
C以利装配。
活塞裙部喷涂0.01mm石墨层以增强减磨作用。
对应缸体副油道机油喷嘴位置,活塞开有缺口以避免活塞与机油喷嘴干涉。
活塞靠机油喷嘴所喷机油进行强制冷却。
工字型断面连杆为35号铬钼钢锻造,大、小头中心距为219mm,大头宽46mm,小头宽4lmm。
连杆大头采用45。
斜面分割,分割面采用60。
锯齿形定位,用两个42号铬钼合金钢制造的连杆螺栓加以紧固。
连杆螺栓采用扭矩转角法(以120N·m扭矩分别扭紧,然后再分别旋转90。
±50并确认最终扭矩是否达到170N·m一250N·m,对达不到要求扭矩的螺栓应予更换)扭紧。
连杆螺栓仅能使用一次!值得注意:工字型连杆截面为实体结构,没有中心油道孔,活塞销与连杆小头衬套的润滑是由活塞内顶面下落的机油通过连杆小头上的油孔流入而实现的。
连杆小头衬套由钢背铜铅合金卷制而成,厚度为2.5mm,开有“T”形油槽。
连杆瓦是由不等厚钢背低锡铝合
金制成,表面有0.015mm铅锡铜三元合金镀层和O.002mm厚的防腐材料。
主轴瓦与连杆瓦均不能刮研,如图2—20(a)所示,按质量连杆分为C、D、E、F、G、H、J、K、L九组,每组间质量相差299,连杆体与连杆瓦的配对标记和质量组别分别打印在连杆及瓦盖侧面。
连杆用大头半圆面做轴向定位,瓦盖宽度比连杆大头宽度小2mm,这样不仅减轻了质量,而且减小了瓦盖侧面加工精度,还降低了成本。
在组装活塞与连杆时,应注意活塞与连杆的相对方向,应使活塞顶部避阀坑靠缸体前视右侧,连杆大头450切分面也应对应缸体前视右侧、,如图2—20(b)所示。
连杆体与连杆瓦座必须检查配对标记。
同一台发动机必须使用同一质量组的连杆,否则会造成发动机工作不稳定的发生敲缸故障。
同一台柴油机所配活塞质量之差不得大于109。
曲轴、活塞、连杆装配时必须使连杆瓦与连杆轴颈等间隙保持在标准范围内:①连杆大头孑L径磨损极限为西88.035mm,连杆小头孔径磨损极限期为咖55.05mm;②连杆轴与连杆瓦间隙为0.028mm~o.08mm,使用极限0.1mm;③活塞销与衬套间隙0.04mm~0.06mm,使用极限O.1mm;④活塞销与活塞销孔间隙为O.002mm一0.015mm,使用极限为o.03.mm;⑤连杆衬套与连杆小头过盈量为0.065ram~0.145mm,连杆瓦与连杆大头过盈量为0.083.mm 一0.118mm。