产品装配的尺寸链公差分析ppt课件
合集下载
尺寸链计算及公差分析68页PPT
尺寸链计算及公差分析
6、法律的基础有两个,而且只有两个……公平和实用。——伯克 7、有两种和平的暴力,那就是法律和礼节。——歌德
8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
55、 为 中 华 之 崛起而 读书。 ——周 恩来
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
6、法律的基础有两个,而且只有两个……公平和实用。——伯克 7、有两种和平的暴力,那就是法律和礼节。——歌德
8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
55、 为 中 华 之 崛起而 读书。 ——周 恩来
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
装配尺寸链计算方法ppt课件
机械制图内部培训
尺寸链计注方法
1
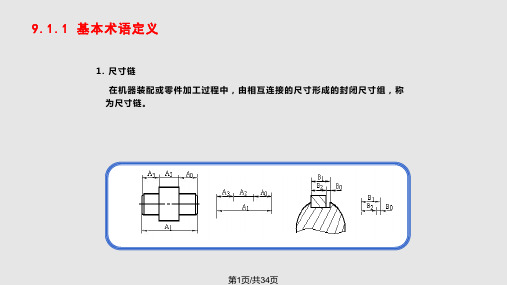
尺寸链基本概念
为了保证加工和装配的顺利进行,并达到预定 的工作要求。要在设计与生产过程中,正确分析和 确定零件各部分尺寸或各零部件之间尺寸关系,合 理确定构成零件的各部分尺寸或各有关零部件的几 何精度(尺寸公差、形状和位置公差),它们之间 的关系需用尺寸链来计算和处理。
16
采用分组法装配,要求两相配件的尺寸分布曲线具有 完全相同的对称分布曲线;如果尺寸分布曲线不相同 或不对称,则将导致各尺寸组相配零件数不等而不能 完全配套,造成浪费。
采用分组法装配,零件的分组数以3-5组为宜;分组数 过多,会因零件测量、分类和存贮工作量的增大而使 生产组织工作变得复杂。
17
分组法装配法实例
10
10
增、减环判别方法
举例:
在尺寸链图中用首尾相接的单向 箭头顺序表示各尺寸环,其中与 封闭环箭头方向相反者为增环, 与封闭环箭头方向相同者为减环。
增环
A1 A0 A2
A3
封闭环
减环
11
11
箭头法判断增减环
12
12
尺寸链的特征
尺寸链的两个基本特征是: 1、各尺寸链相互连接成封闭形式,即封闭
性; 2、链中某一尺寸的变动直接受其它尺寸变
5
18
19
Байду номын сангаас
20
21
SUCCESS
THANK YOU
2019/5/5
23
修配法装配
在单件生产、小批生产中装配那些装配精度要求高、 组成环数又多的机器结构时,常用修配法装配。采用 修配法装配时,各组成环均按加工经济精度加工,装 配时封闭环所积累的误差通过修配装配尺寸链中某一 组成环尺寸(此组成环称为修配环)的办法,达到规 定的装配精度要求。选择修配环的一般原则是:选择 易于加工且装拆方便的零件作修配环,不选同属几个 尺寸链的公共环作修配环。
尺寸链计注方法
1
尺寸链基本概念
为了保证加工和装配的顺利进行,并达到预定 的工作要求。要在设计与生产过程中,正确分析和 确定零件各部分尺寸或各零部件之间尺寸关系,合 理确定构成零件的各部分尺寸或各有关零部件的几 何精度(尺寸公差、形状和位置公差),它们之间 的关系需用尺寸链来计算和处理。
16
采用分组法装配,要求两相配件的尺寸分布曲线具有 完全相同的对称分布曲线;如果尺寸分布曲线不相同 或不对称,则将导致各尺寸组相配零件数不等而不能 完全配套,造成浪费。
采用分组法装配,零件的分组数以3-5组为宜;分组数 过多,会因零件测量、分类和存贮工作量的增大而使 生产组织工作变得复杂。
17
分组法装配法实例
10
10
增、减环判别方法
举例:
在尺寸链图中用首尾相接的单向 箭头顺序表示各尺寸环,其中与 封闭环箭头方向相反者为增环, 与封闭环箭头方向相同者为减环。
增环
A1 A0 A2
A3
封闭环
减环
11
11
箭头法判断增减环
12
12
尺寸链的特征
尺寸链的两个基本特征是: 1、各尺寸链相互连接成封闭形式,即封闭
性; 2、链中某一尺寸的变动直接受其它尺寸变
5
18
19
Байду номын сангаас
20
21
SUCCESS
THANK YOU
2019/5/5
23
修配法装配
在单件生产、小批生产中装配那些装配精度要求高、 组成环数又多的机器结构时,常用修配法装配。采用 修配法装配时,各组成环均按加工经济精度加工,装 配时封闭环所积累的误差通过修配装配尺寸链中某一 组成环尺寸(此组成环称为修配环)的办法,达到规 定的装配精度要求。选择修配环的一般原则是:选择 易于加工且装拆方便的零件作修配环,不选同属几个 尺寸链的公共环作修配环。
第9章尺寸链PPT课件
1) 长度尺寸链 表示零件两要素之间距离的,为长 度尺寸,由长度尺寸构成的尺寸链,称为长度尺寸 链,
2) 角度尺寸链 表示两要素之间位置的,为角度尺 寸,由角度尺寸构成的尺寸链,称为角度尺寸链。 其各环尺寸为角度量,或平行度、垂直度等等。
1
0
2
3
第10页/共34页
9.2 极值法
极值法是按各环的极限值进行尺寸链计算的方法。这种方法的特点是从保证完全互换着眼,由各组成环 的极限尺寸计算封闭环的极限尺寸,从而求得封闭环公差,所以这种方法又称为完全互换法。
第34页/共34页
为:T2=T5=75μm,T3=220μm,T4=160μm。
根据各组成环的公差之和不得大于封闭环公差,由式(9.8)计
算T1
T1= T0- (T2+T3+T4+T5)
=750-(75+220+160+75)=220μm
(4) 确定各组成环的极限偏差
通常,各组成环的极限偏差按“入体原则”配置,即内尺寸
第11页/共34页
9.2.1 极值法解(线性)尺寸链的基本公式
1. 封闭环的公称尺寸 :等于所有增环的公 称尺寸Ai之和减去所有减环的公称尺寸Aj之 和。用公式表示为:
2.封闭环的最大极限尺寸 3.封闭环的最小极限尺寸
第12页/共34页
9.2.1 极值法解(线性)尺寸链的基本公式
4. 封闭环的上偏差 5. 封闭环的下偏差 6. 封闭环公差
(1) 画尺寸链图,区分增环、减环
间隙A0是装配过程最后形成的,是尺寸链的封闭 环,A1~A5是5个组成环,如图所示,其中A3、A4 是增环,A1、A2、A5是减环。
(2) 计算封闭环的公称尺寸,由式(9.3)
2) 角度尺寸链 表示两要素之间位置的,为角度尺 寸,由角度尺寸构成的尺寸链,称为角度尺寸链。 其各环尺寸为角度量,或平行度、垂直度等等。
1
0
2
3
第10页/共34页
9.2 极值法
极值法是按各环的极限值进行尺寸链计算的方法。这种方法的特点是从保证完全互换着眼,由各组成环 的极限尺寸计算封闭环的极限尺寸,从而求得封闭环公差,所以这种方法又称为完全互换法。
第34页/共34页
为:T2=T5=75μm,T3=220μm,T4=160μm。
根据各组成环的公差之和不得大于封闭环公差,由式(9.8)计
算T1
T1= T0- (T2+T3+T4+T5)
=750-(75+220+160+75)=220μm
(4) 确定各组成环的极限偏差
通常,各组成环的极限偏差按“入体原则”配置,即内尺寸
第11页/共34页
9.2.1 极值法解(线性)尺寸链的基本公式
1. 封闭环的公称尺寸 :等于所有增环的公 称尺寸Ai之和减去所有减环的公称尺寸Aj之 和。用公式表示为:
2.封闭环的最大极限尺寸 3.封闭环的最小极限尺寸
第12页/共34页
9.2.1 极值法解(线性)尺寸链的基本公式
4. 封闭环的上偏差 5. 封闭环的下偏差 6. 封闭环公差
(1) 画尺寸链图,区分增环、减环
间隙A0是装配过程最后形成的,是尺寸链的封闭 环,A1~A5是5个组成环,如图所示,其中A3、A4 是增环,A1、A2、A5是减环。
(2) 计算封闭环的公称尺寸,由式(9.3)
尺寸链计算及公差分析(简体)分解PPT共68页

尺寸链计算及公差分析(简体)分解
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
子 走。— —莎士 比
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
公差配合与检测技术课件-尺寸链概述

尺寸链ቤተ መጻሕፍቲ ባይዱ述
导入
讨 论 在工程图纸上如何标准尺寸?
?A0应该不应该标注
尺寸链的含义
在一个零件或一台机器的结构中,总有一些相互联系的尺寸, 这些相互联系的尺寸按一定的顺序连接成一个封闭的尺寸组。
L2
L3 L∑ L4
L1
尺寸链的特性
封闭性 各尺寸组成封闭系统。 关联性 任一尺寸变化影响其它。
装配尺寸链
出现在装配中,称之为装配尺寸链
A3
A2
A1
A0 A5 A4
零件尺寸链
出现在零件中,称之为零件尺寸链
A1
A0
A3
A2
工艺尺寸链
由工艺尺寸组成,称之为工艺尺寸链
A2 A1 A0
课堂小结
尺寸链的含义 尺寸链的特性 尺寸链的类别
由相互联系的尺寸形成的封闭尺寸组 封闭性、关联性 零件尺寸链、装配尺寸链、工艺尺寸链
重要意义
尺寸链是分析和技术工序尺寸的有效工具,在制订机械 加工工艺过程和保证装配精度中都起着很重要的作用。
思考题
尺寸链有什么特点? 尺寸标注能否标注尺寸链?
谢谢观看
导入
讨 论 在工程图纸上如何标准尺寸?
?A0应该不应该标注
尺寸链的含义
在一个零件或一台机器的结构中,总有一些相互联系的尺寸, 这些相互联系的尺寸按一定的顺序连接成一个封闭的尺寸组。
L2
L3 L∑ L4
L1
尺寸链的特性
封闭性 各尺寸组成封闭系统。 关联性 任一尺寸变化影响其它。
装配尺寸链
出现在装配中,称之为装配尺寸链
A3
A2
A1
A0 A5 A4
零件尺寸链
出现在零件中,称之为零件尺寸链
A1
A0
A3
A2
工艺尺寸链
由工艺尺寸组成,称之为工艺尺寸链
A2 A1 A0
课堂小结
尺寸链的含义 尺寸链的特性 尺寸链的类别
由相互联系的尺寸形成的封闭尺寸组 封闭性、关联性 零件尺寸链、装配尺寸链、工艺尺寸链
重要意义
尺寸链是分析和技术工序尺寸的有效工具,在制订机械 加工工艺过程和保证装配精度中都起着很重要的作用。
思考题
尺寸链有什么特点? 尺寸标注能否标注尺寸链?
谢谢观看
尺寸链计算ppt课件
2.装配前应做好哪些准备工作?
3.什么叫做装配尺寸链、封闭环、增环、减环?
4.装配方法有哪几种?
5.已知各组成环及加工公差如图所示。试问装配后封闭 环AΔ的极限尺寸为多少?
1000+0.10
70-0.05 -0.10
A 30-0.05 -0.08
课后思考题
6.按图所注尺寸公差加工各孔。求加工后孔1与孔2,孔1 与孔3之间能达到的尺寸精度。
课后思考题
9.试述设备磨损的修换原则。 10.试述零件常用的修复方法有哪些。
某旋转件的重力为9.8×1000N,工件的转速未950r/min,平衡精度 等级规定G1,求平衡后允许的偏心距,并且把这允许的偏心距换算 成剩余不平衡力矩。
b.提高产品的生产率; c.降低装配成本。 依据:a.产品的装配图和部件的装配图; b.产品的验收技术条件; c.产品的生产纲领; d.现有的生产条件和标准资料。
装配工艺概述
3.装配单元系统图的绘制方法 a.先画一横线,在横线左端画出代表基准件的长方格, 在横线的右端画出代表产品的长方格; b.按装配顺序从左向右将代表直接装到产品的零件或 组件的长方格从横线引出,零件画在横线上面,组件 画在横线下面; c.用同样的方法可把每一组件及分组件的系统图展开 画出; d.划分装配工序和装配工步; e制定装配工艺卡片。
工艺过程如下:
工序Ⅰ,粗车外圆至φ
工序Ⅱ,精车外圆至φ
工序Ⅲ,划键槽线
工序Ⅳ,铣键槽深度至尺寸A
工序Ⅴ,渗碳处理,深度为t
工序Ⅵ,磨外圆至φ
试求:(1)用深度尺测量槽深尺寸A
(2)渗碳时控制的工艺渗碳层深度t
装配尺寸链与装配方法
装配尺寸链与装配方法
装配尺寸链与装配方法
装配工艺尺寸链课件
機器裝配 在一個基準零件上,裝上若干個部件、組件、套件和零件 就成為機器或稱產品。一臺機器只能有一個基準零件,其作 用與上述相同。為形成機器而進行的裝配工作,稱之為總裝。
圖5 某型號曲軸磨床
1
二、不同生產類型裝配工藝特點與組織形式
表1 裝配組織形式的選擇與比較
生產規模 單件生產
裝配方法與組織形式
手工(使用簡單工具)裝配,無 專用和固定工作臺位
1
制定裝配工藝規程的步驟
➢4.編制裝配工藝文件 單件小批生產時,通常只繪製裝配系統圖。裝配時,按產品裝 配圖及裝配系統圖工作。 成批生產時,通常還制定部件、總裝的裝配工藝卡,寫明工序 次序,簡要工序內容,設備名稱,工夾具名稱與編號,工人技術 等級和時間定額等項。 在大批大量生產中,不僅要制定裝配工藝卡,而且要制定裝配 工序卡,以直接指導工人進行產品裝配。 此外,還應按產品圖樣要求,制定裝配檢驗及試驗卡片。
➢2.確定裝配的組織形式
固定式裝配是全部裝配工作在一固定的地點完成,多用於單件小批生產,或 重量大、體積大的批量生產中。 移動式裝配是將零、部件用輸送帶或輸送小車按裝配順序從一個裝配地點移 動到下一裝配地點,分別完成一部分裝配工作,各裝配地點工作的總和就完成 了產品的全部裝配工作。根據零部件移動的方式不同,移動式又分間歇移動、 連續移動和變節奏移動三種方式。 單件小批生產,或尺寸大、品質大的產品多採用固定裝配的組織形式,其餘 用移動裝配的組織形式。
1
機器結構的 裝配工藝性
Assembliability for Structure of Machines
1
一、機器結構應能分成獨立的裝配單元
➢所謂劃分成獨立的裝配單元,就是要求機器結構能劃分成獨立 的組件、部件等。首先按組件或部件分別進行裝配,然後再進行 總裝配。把機器劃分成獨立裝配單元,對裝配過程有下述好處: )可以組織平行的裝配作業,各單元裝配互不妨礙,縮短裝配 週期或便於組織多廠協作生產。 2 )機器的有關部件可以預先進行調整和試車,各部件以較完 善的狀態進入總裝,這樣既可保證總機的裝配品質,又可以減少 總裝配的工作量。 3 )機器局部結構改進後,整個機器只是局部變動,使機器改 裝起來方便,有利於產品的改進和更新換代。 4 )有利於機器的維護檢修,給重型機器的包裝,運輸帶來很 大方便。
圖5 某型號曲軸磨床
1
二、不同生產類型裝配工藝特點與組織形式
表1 裝配組織形式的選擇與比較
生產規模 單件生產
裝配方法與組織形式
手工(使用簡單工具)裝配,無 專用和固定工作臺位
1
制定裝配工藝規程的步驟
➢4.編制裝配工藝文件 單件小批生產時,通常只繪製裝配系統圖。裝配時,按產品裝 配圖及裝配系統圖工作。 成批生產時,通常還制定部件、總裝的裝配工藝卡,寫明工序 次序,簡要工序內容,設備名稱,工夾具名稱與編號,工人技術 等級和時間定額等項。 在大批大量生產中,不僅要制定裝配工藝卡,而且要制定裝配 工序卡,以直接指導工人進行產品裝配。 此外,還應按產品圖樣要求,制定裝配檢驗及試驗卡片。
➢2.確定裝配的組織形式
固定式裝配是全部裝配工作在一固定的地點完成,多用於單件小批生產,或 重量大、體積大的批量生產中。 移動式裝配是將零、部件用輸送帶或輸送小車按裝配順序從一個裝配地點移 動到下一裝配地點,分別完成一部分裝配工作,各裝配地點工作的總和就完成 了產品的全部裝配工作。根據零部件移動的方式不同,移動式又分間歇移動、 連續移動和變節奏移動三種方式。 單件小批生產,或尺寸大、品質大的產品多採用固定裝配的組織形式,其餘 用移動裝配的組織形式。
1
機器結構的 裝配工藝性
Assembliability for Structure of Machines
1
一、機器結構應能分成獨立的裝配單元
➢所謂劃分成獨立的裝配單元,就是要求機器結構能劃分成獨立 的組件、部件等。首先按組件或部件分別進行裝配,然後再進行 總裝配。把機器劃分成獨立裝配單元,對裝配過程有下述好處: )可以組織平行的裝配作業,各單元裝配互不妨礙,縮短裝配 週期或便於組織多廠協作生產。 2 )機器的有關部件可以預先進行調整和試車,各部件以較完 善的狀態進入總裝,這樣既可保證總機的裝配品質,又可以減少 總裝配的工作量。 3 )機器局部結構改進後,整個機器只是局部變動,使機器改 裝起來方便,有利於產品的改進和更新換代。 4 )有利於機器的維護檢修,給重型機器的包裝,運輸帶來很 大方便。
产品装配的尺寸链公差分析
n
Ttot Ti i 1
Þ Ttot = 0.15 + 0.25 + 0.30 + 0.40 = 1.10
Þ Þ
最小间隙 最大间隙
Xmin = dGap – Ttot = 1.00 – 1.10 = – 0.10 Xmax = dGap + Ttot = 1.00 + 1.10 = 2.10
Þ 增加 0.10 达到最小间隙的要求 (dGap >0).
什么地方使用公差分析 ? • 单个零件或组件出现公差堆积。 • 在公差堆积中,用公差分析可以确定总的变异结果。
2.尺寸链公差分析过程:
1. 确定组装要求
第一步 – 确定组装要求
• 一些产品要求的例子:
2. 建立封闭尺寸链图
3. 转换名义尺寸,将公差 转成对称公差
4. 按要求计算名义尺寸
• 装配要求 • 换壳;无固定的配对组装(多套模具或模穴)
第三步 – 转换名义尺寸
1. 确定组装要求
46.00 ± 0.40
46.20
+0.20 - 0.60
45.60
+0.80 - 0.00
2. 建立封闭尺寸链图
3. 转换名义尺寸,将公差 转成对称公差
零件 4
4. 按要求计算名义尺寸 • 从设计角度看,上图所有尺寸标注方法,其功能是相同。
5. 确定公差分析的方法
Þ dGap = - 10.00 - 15.00 - 20.00 + 46.00 = 1.00
零件 1
6. 按要求计算变异
1. 确定组装要求
2. 建立封闭尺寸链图 3. 转换名义尺寸,将公差 转成对称公差 4. 按要求计算名义尺寸