基于DEFORM_3D的汽车转向器输入轴锻造成形研究_刘百宣
基于DEFORM-3D的CARB轴承弧形滚子冷滚轧成形分析
( o eeo eh t n a E gne n , e a n esyo c n eadT cnlg ,uyn 7 0 3 C i ) Cl g f e a oi l n i r gH nnU i r t f i c n eh o y L oag4 10 ,hn l M r e ei v i S e o a
An l ss o l li g Fo m i fAr le sf r CARB a i g a y i n Cod Roln r ng o c Ro lr o Be rn s
Ba e n DEFOl sd o 一3 D
MA Bo, ZHANG u L o—p n W ANG e g—f i CHEN a i g, Pn e, Yu n—fn ag
Ab t a t y u i g f i lme ta a y i s f a e DE ORM 一3 ,t e c l ol g fr n rc s fa c r l r o sr c :B s nt ee n n l s o t r F n i e s w D h od r l n o mi g p o e so r ol s f r i e
-
⑨
圆 周1等分 孔 2
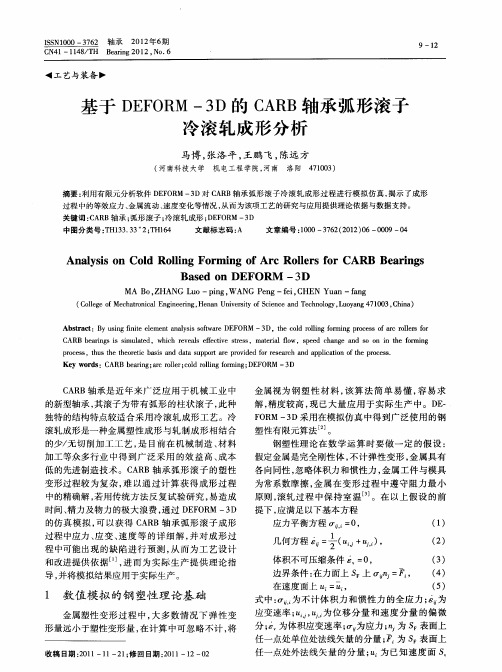
座 与 主轴锥 形 孔 紧 密 配 合 , 主 轴 带 动 工 装 和 工 使 件 一起 旋转 。旋 转定 位杆 等 分孔 采 用 精 密镗 床 加 工 , 以根据 工件 的 大小 及 兜 孔 等 分 数 加 工 出多 可 种 规格 的产 品 , 少 了工 装 部 件 的 重 复 制 造 。在 减
CR A B轴 承是 近 年来 广 泛 应 用 于 机 械工 业 中
的新 型 轴承 , 滚 子为 带有 弧 形 的柱 状 滚 子 , 种 其 此 独 特 的结 构特 点较 适合 采 用 冷滚 轧 成 形工 艺 。冷
基于Deform-3D旋锻轴径向进给参数仿真

基于Deform-3D旋锻轴径向进给参数仿真刘杨【摘要】以某轿车等速万向传动中间轴为研究对象,通过Deform-3D有限元仿真,研究避免旋锻缺陷产生的关键工艺参数:径向进给,仿真在不同径向进给量(0.3,0.5,0.65,0.8,1.0 mm)下,等速万向传动中间轴不同应力、应变的情况,为避免中间轴造成严重损伤,保证产品质量,从而确定最佳径向进给量为0.65 mm.【期刊名称】《农业装备与车辆工程》【年(卷),期】2019(057)006【总页数】4页(P82-85)【关键词】径向进给;Deform-3D;有限元仿真;中间轴【作者】刘杨【作者单位】200093 上海市上海理工大学【正文语种】中文【中图分类】TG310 引言整轿车传动轴是轿车等速万向传动总成中重要的组成部件,其滑移端与变速器内的差速器齿轮相连,固定端与车轮的轮毂连接。
传动轴作为传动部件在行驶过程中起着传递运动及转矩的作用[1]。
其中,中间轴的径向锻造通常是在坯料周围对称分布4个锤头,对坯料沿径向进行高频率同步锻打,坯料边旋转边作轴向锻进,使坯料断面尺寸减小,轴向延伸,同时加压方向绕轴回转,使断面成对称状[2]。
与自由锻造相比,径向锻造具有锻造效率高、变形温降小、表层变形较为充分等优点[3]。
而径向进给量是径向锻造工艺的关键参数,对锻造效率、锻造质量等具有决定性的影响。
为此,本文利用有限元分析对径向锻造径向进给量进行深入研究,以Deform-3D有限元分析对径向锻造过程进行模拟分析,通过分析不同的进给量,得到等速万向传动中间轴的不同应力、应变。
定量分析了径向进给量对坯料端面质量的影响,对径向锻造工艺设计具有重要的指导意义。
1 研究对象与材料参数以某轿车等速万向传动中间轴为研究对象,根据轿车空心轴总成的轻量化、高扭转刚度及其他的配合要求,其对应的产品分为:变壁厚变截面的空心轴段、等壁厚的空心轴段,产品零件图如图1所示。
根据产品的形状,将其分为3段,轴段I和轴段III分别为固定段和滑移段,分别与固定型万向节以及滑动型万向节配合,特点为变壁厚变截面的空心轴段。
基于Deform的转向节成形参数优化设计
A s a tB s gteD nfn gtrc n cl a td igojc, h rigf igpoeso ti b t c :yui o g gl h u kk u ke s u y bet tef g r n rc s fhs r n h e i t s n o n o m
题 . 用 于刚 性 、 性 及 弹 性 金 属 材 料 等 的 成 形 过 适 塑
向轮的负载以及路面传递来 的冲击 , 传递来 自转 向
器 的转 向力 以实 现对 汽 车行 驶 方 向 的控 制 , 汽 车 是 上 的重要 安 全零 件之 一 , 机 械性 能 和形 状 结 构 要 其
0 弓l 言
转 向节 是汽 车行 驶 系统 的关 键 零 件 , 承 受 转 它
国 S T (ceti f igtcn lg op rt n 公 F C si ic o n h o ycroai ) n f r m e o o
司推 广应 用 . 三维 系统 D f m 一 D的主要 功能有 模 er 3 o 拟分 析 自由锻 、 锻 、 压 、 拔 、 制 、 辗 、 锻 、 模 挤 拉 轧 摆 平 辗 锻 等多种 塑 性成 形 工 艺 过 程 ; 拟 和 分 析冷 、 、 模 温 热 塑性 成 形 问 题 ; 拟 和 分 析 多 工 序 塑 性 成 形 问 模
摘 要 : 东风 小霸王轻 型 卡车 转 向节为研 究对 象 , 究 了该 转 向节 的终锻 成形 过程 . 用 P0 E软件 以 研 利 r/ 建 立转 向节 毛坯模 型 和模 具模 型 , D f m软 件 中模 拟 转 向节 闭模终锻 的过 程 , 在 eo r 通过 改 变模 具 型腔
基于Deform-3D对手钻钻体预锻件的模拟加工处理。

(STL/SLA)格式。 集成有成形设备模型,如:液压压力机,锤锻机、螺旋
压力机、机械压力机等。 (6)表面压力边界条件处理功能适用于解决胀形工艺
模拟。
单步模具应力分析方便快捷,适用于多个变形体、组合 模具、带有预应力环时的成型过程分析。
材料模型有弹性、钢塑性、热弹塑性、热刚黏塑性、粉 末材料、刚性材料及自定义类型。
实体之间或实体内部的热交换分析既可以单独求解,也 可以耦合在成行模拟中进行分析。
具有FLOWNET和点迹示踪、变形、云图、矢量图、 力——行程曲线等后处理功能。
Deform-3D的特点
Deform-3D是在一个集成环境内综合建模、成形、热 传导和成形设备特性进行模拟仿真分析。适用于热、冷、 温成形,提供极有价值的工艺分析数据。如:材料流动、 模具填充、锻造负荷、模具应力、晶粒流动、金属微结 构和缺陷产生发展情况等Deform-3D处理的对象为复 杂的三维零件、模具等。
3 成型过程的模拟
图1 手工电钻钻体结构尺寸图 图2 手工电钻钻体预锻件结构图
(a)结构尺寸图 (b)实体图 图3 预锻件
(a)结构尺寸图
(b)实体图Leabharlann 图4 坯料模拟前处理
图5 锻压原理图 图6 锻压模型图
(a)第1步 (b)第100步 (c)第200步 图7 锻压运动过程
模拟后处理
图8 应力图
基于Deform-3D对手钻钻体 预锻件的模拟处理
1 课题的研究背景及意义
锻造的定义
锻造是一种利用锻压机械对金属坯料施加压 力,使其产生塑性变形以获得具有一定机械 性能、一定形状和尺寸锻件的加工方法,锻 压(锻造与冲压)的两大组成部分之一。通 过锻造能消除金属在冶炼过程中产生的铸态 疏松等缺陷,优化微观组织结构,同时由于 保存了完整的金属流线,锻件的机械性能一 般优于同样材料的铸件。相关机械中负载高、 工作条件严峻的重要零件,除形状较简单的 可用轧制的板材、型材或焊接件外,多采用 锻件。
基于Deform-3D在车轮螺栓成形设计中的应用

基于Deform-3D在车轮螺栓成形设计中的应用有删减,如需全文,请购杂志或前往知网下载Deform软件是基于有限元分析方法的专业工艺仿真系统,可用于模拟零件制造的全过程,从成形、热处理到机械加工。
Deform软件的3D模块在集成环境内对综合建模、成形、热传导和成形设备特性进行模拟仿真,分析金属成形过程中多个关联对象耦合作用的大变形和热特性,适用于分析各种金属成形过程中的三维流动,提供有价值的工艺分析数据,如材料流动、材料填充、锻造负荷、模具应力、晶粒流动,金属微结构和缺陷产生情况等。
通过在计算机上模拟整个加工过程可以提供设计工具和工艺流程,减少现场试验的成本;提高设计效率,降低生产和材料成本;缩短零件研发周期;分析现有工艺方法存在的问题,辅助找出原因和解决方法。
乘用车固定车轮螺栓为带有较大角度的锥面或球面的六角法兰面螺栓,常用规格有M12mm×1.25mm、M12mm×1.5mm、M14mm×1.5mm等。
为减轻螺栓质量,六角安装部位通常都会设计成中空结构,而设计成锥面或球面一方面是对中性要求,另一方面是防松性要求。
锥面车轮螺栓的对中性比平面螺栓更好,可以保证车轮螺栓的轴心与轮毂安装孔的轴心同轴度,防止车轮的跳动。
锥面的端面等效直径比平面螺栓大,防松性能更好,而球面等效直径比锥面更大,所以其防松性能最好。
螺栓锥面或球面的成形存在难度,现对某车轮螺栓成形进行分析。
零件结构及工艺分析101零件几何特性(a)零件实际尺寸(b)3D模型图1 零件结构零件结构如图1所示,材料为中碳合金结构钢SCM440,具有成分稳定、有害元素少、钢质纯净度高、脱碳层小、表面缺陷少、冷镦开裂率低、热处理质量稳定、硬度均匀等优点,许用变形程度为55%~65%。
螺栓杆部有三段截面,直径分别为ϕ17±0.05、ϕ12.1±0.1、ϕ11.10-0.05mm的圆柱台阶,过渡处锥面角度为60°,如图1(a)所示。
基于DEFORM的十字轴复动成形工艺试验研究
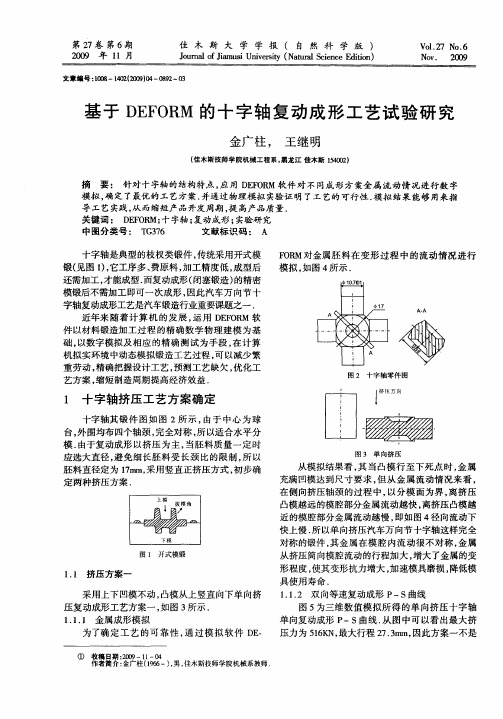
图 3 单 向挤 压
从 模拟结 果看 , 当 凸模 行 至 下死 点 时 , 属 其 金 充满 凹模 达到 尺 寸要 求 , 从 金属 流 动情 况来 看 , 但 在侧 向挤压轴 颈 的过 程 中 , 以分 模 面 为界 , 挤压 离 凸模 越远 的模 腔部分 金属 流动越快 , 离挤 压凸模越 近 的模腔部分 金属 流动越慢 , 即如 图 4径 向流动下 快上 慢 . 以单 向挤 压汽 车万 向节 十字轴 这样完全 所 对称 的锻件 , 金 属 在模 腔 内流 动很 不对 称 , 属 其 金 从挤 压筒 向模 腔 流动 的行 程加 大 , 增大 了金属 的变 形 程度 , 变形抗 力增 大 , 速模具 磨损 , 使其 加 降低模
第2 7卷 第 6期
20 年 l 09 1月
佳 木 斯 大 学 学 报 ( 自 然 科 学 版 ) Ju a o J mui nvrt N t a Si c d i ) or l f i s U i sy( au l c neE io n a e i r e tn
V0 . 7 1 2 No. 6 No v. 2 09 0
第 6期
最 佳方案 . 12 挤 压方案 二 .
金 广柱 , : 于 D F R 的十字轴 复动 成形 工 艺试 验研 究 等 基 EO M
83 9
采 用上 下两 个 凸模 双 向等速 复 动成 形 锻造 金 属成形汽 车万 向节 十字 轴锻 件 , 图 6 示 . 如 所
图 9 金 属流动速场
① 收 稿 日期 .09一l 一 4 '0 2 1 o 作者简 介: 金广柱(96 , , 16 一)男 佳木斯技师学院机械系教师
基于DEFORM的轮毂轴承单元精密锻造数值模拟
基于DEFORM的轮毂轴承单元精密锻造数值模拟
郭巍;毛华杰;鄢敏;黄常翼;耿红正
【期刊名称】《中国水运(下半月)》
【年(卷),期】2008(008)006
【摘要】本文运用deform软件对轮毂轴承单元锻造加工过程进行了计算机仿真.以有限元方法基本原理为基础,运用Pro/ENGINEER建立了轮毂轴承单元锻造数值模拟模型.以二代轮毂轴承内圈锻造为例进行模拟分析.
【总页数】2页(P125-126)
【作者】郭巍;毛华杰;鄢敏;黄常翼;耿红正
【作者单位】武汉理工大学,材料学院,湖北,武汉430070;武汉理工大学,材料学院,湖北,武汉430070;武汉理工大学,材料学院,湖北,武汉430070;武汉理工大学,材料学院,湖北,武汉430070;武汉理工大学,材料学院,湖北,武汉430070
【正文语种】中文
【中图分类】U463.343
【相关文献】
1.基于ROMAXDESIGNER的第3代轮毂轴承单元寿命计算分析 [J], 谢长卫;李建辉;张林
2.基于MATLAB的轿车轮毂轴承单元疲劳寿命计算分析软件的开发 [J], 熊伟;陈国华;梅松
3.基于有限元法的重卡轮毂轴承单元温度场分析 [J], 童成鹏;朱约瑟;范零峰;王建航;雷良育
4.基于Deform-3D两端齿形件的冷挤压成形数值模拟研究 [J], 张一兵;朱磊;任杰
5.基于DeForm的板条冲压扭曲成形数值模拟 [J], 王磊;杨启正;张如华
因版权原因,仅展示原文概要,查看原文内容请购买。
基于DEFORM-_3D_的X_型号压裂泵用连杆模锻件预制坯优化
0前言锻造作为一种典型的金属塑性成形技术,广泛应用于机械、造船、航天以及其它许多工业生产领域,在国民经济中占有非常重要的地位[1-3]。
压裂橇中的压裂泵是油田进行压裂、酸化作业、提高油气产量的重要设备,长期处于重载、变载等复杂的力学环境中。
而连杆是压裂泵动力端传递动力的运动件,在工作中受到拉伸、压缩和弯曲等交变载荷以及泵中流体的脉动作用,因此,连杆质量的优劣对压裂泵的安全性具有重要影响。
随着有限元方法和计算机硬件的不断发展提高,数值模拟仿真技术得到广泛的应用[4-5]。
材料自身性能、成形工艺参数等方面决定了锻件质量的优劣,目前,在锻件的设计过程中更加重视工艺参数的控制,将数值模拟仿真技术与工艺参数优化相结合是提高锻件质量的有效途径之一[6]。
连杆属于典型的H 型断面结构模锻件,容易产生严重的穿流现象,需合理分配金属量,严格控制坯料结构。
本文采用DEFORM 3D 有限元模拟分析软件对连杆模锻件成形过程进行数值模拟,分析研究不同结构预制坯对锻件成形过程中填充情况、应力、应变及截面金属流速分布等的影响,得到合理的坯料形状及工艺参数,从而有效提高锻件质量,降低生产成本。
通过生产试制,锻件成形良好,性能合格,有效验证了研究结果。
1锻件结构分析连杆模锻件结构如图1所示,最大轮廓尺寸为960mm×360mm×179mm ,材料为7075合金,状态为T6,拔模斜度为3°。
通过分析,该锻件的成形难点有:(1)部分圆角较小且转角尖锐,成形过程中极易产生充填不满、折叠等缺陷;(2)锻件两端体积差较大,金属流动顺序及坯料分配较难设计,若坯料分配不合理,极易在筋条部位产生严重的穿流缺陷。
图1连杆模锻件三维模型基于DEFORM-3D 的X 型号压裂泵用连杆模锻件预制坯优化许开春1,曾庆华1,樊勇2,王姝俨1,白倩倩1(1.西南铝业(集团)有限责任公司,重庆401326;2.北京星航机电装备有限公司,北京100071)摘要:针对X 型号压裂泵用连杆模锻件的形状特点,结合实际生产提出了一套成形工艺方案。
转向轴承套圈温锻成形工艺的有限元模拟
转向轴承套圈温锻成形工艺的有限元模拟1. 绪论1.1 研究背景和意义1.2 国内外研究现状1.3 本文研究内容和方法2. 有限元模拟的理论基础2.1 有限元方法概述2.2 模型建立及材料参数的获取2.3 成形工艺参数的分析和模拟3. 转向轴承套圈温锻成形工艺的模拟3.1 工艺参数及流程设计3.2 工件准备和后续处理3.3 模拟结果分析4. 成形工艺参数对于套圈成形质量的影响分析4.1 成形质量评估指标4.2 工艺参数对成形质量的敏感性研究4.3 工艺参数优化5. 结论与展望5.1 结论总结5.2 研究不足和展望5.3 应用与推广前景第一章绪论1.1 研究背景和意义转向轴承是一种常见的机械零件,常用于汽车、工程机械等领域。
作为车辆的重要组成部分,轴承的品质直接关系到整车的安全性、耐久性和使用寿命。
目前,国内外许多研究机构都在探索如何在制造过程中提升轴承质量和生产效率。
套圈是转向轴承的一个重要组成部分,通过成形工艺可以获得韧性和硬度均衡性好的产品,而且工艺精度高、尺寸精度稳定。
目前国内许多轴承制造工厂使用的套圈材料多为高碳钢铁或合金钢。
这两种材料需要经过热处理,才能减少因为材料锻造和加工造成的残余应力。
热处理所需要时间长、成本高,可能导致套圈未能完全满足工艺规范,故加工后品质不佳,对于后续工序也会产生一定影响,增加生产成本,损失比较严重。
因此,如何通过改进材料及成形工艺制造出高质量的套圈,不仅能带来降低制造成本和提升产品品质的效益,也可以在一定程度上持续推动整个工业的升级改进。
1.2 国内外研究现状目前,关于套圈制造的研究主要聚焦在如何提高制造效率、降低生产成本、提高工艺精度这几个方面。
国内外的研究机构也对套圈的制造过程进行了广泛的探讨和研究。
在热锻方面,研究人员主要是通过优化成形参数,来改善材料的力学性能和微观结构。
例如,在套圈的制造工艺中,研究人员通过在高温下锻造不同材质的材料,并采用不同的成形方式,以获得最佳的力学性能和微观结构。
基于Deform的汽车仪表板支架冲压模具有限元分析
基于Deform的汽车仪表板支架冲压模具有限元分析
郑金辉
【期刊名称】《吉林化工学院学报》
【年(卷),期】2016(033)009
【摘要】为了获得汽车仪表板支架冲压模具的合理间隙,借助于Catia软件对其进行建模,利用Deform软件进行有限元分析与数值模拟,分析得出冲裁最佳间隙,进而改进模具设计,保证模具设计合理,寿命得到提高,减少模具试模的成本,提高市场的竞争能力.
【总页数】5页(P52-56)
【作者】郑金辉
【作者单位】吉林化工学院航空工程学院,吉林吉林132022
【正文语种】中文
【中图分类】TG382
【相关文献】
1.基于DEFORM-3D的立铣刀切削模具钢有限元分析 [J], 刘乾;杜劲;周婷婷;张静婕
2.基于DEFORM-3D的立铣刀切削模具钢有限元分析 [J], 刘乾;杜劲;周婷婷;张静婕;
3.基于DEFORM-3D的齿轮冲压成形的过程有限元分析 [J], 李心景;徐凯军
4.基于DEFORM的级进模具冲压仿真 [J], 史金旺; 朱培浩; 张费刚; 谷金雨; 秦晓
军; 吴瑞喜; 张岩; 谢书豪
5.基于CATIA的汽车覆盖件冲压模具有限元分析 [J], 孙力伟; 高阳
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
到了快速发展。同时,现代计算机模拟技术的发展也 为开发新的锻造工艺提供了很好的研究手段,通过计 算机的数字模拟可以代替以前靠实际试验才能获得 的变形规律和技术参数,使研究开发成本大大降低。
图 1 所示为某型号汽车转向器输入轴的零件简 图,这种零件现在主要靠机械加工方法获得,但机械 加工费工费料,成本居高不下,如何更加有效地实现 其成形加工,已成为各厂家探讨的方法。本文从其锻
全充满型腔, 且从中可以看出
在成形过程中压力吨位不是很 大, 其最终成形压力 75.20000 N, 单 位 压 力 合 380 MPa, 远 低
图 2 镦粗成形 有限元模型
Fig.2 FE model of upsetting forming
于一般热作模具材料强度极限,
且在随后的成形实验中得到验证。 由此可见方案一
5
图 3 为 Deform-3D 数 值
模拟结果, 图 4 为模拟过程的
压力曲线,从中可以看出:方案
一中镦粗终了时, 坯料未能将
型腔完全充满, 但压力已高达
4890000N,单位压力已达 2450
MPa, 超过或达到一般冷作模
具材料的强度极限;方案二中,
模拟过程各阶段没有产生折
叠、弯曲和失稳等缺陷,最终完
LIU Baixuan, SUN Hongxing, LIU Hua, WANG Weiqin, LIU Dan
(Zhengzhou Research Institute of Mechanical Engineering, Zhengzhou 450001, China)
Abstract: Based on the shape of automotive steering input shaft, by analyzing process, the difficulty site of machining parts was pointed out, and the forging process was analyzed to replace the mechanical cutting process, reduce production costs. In line with the simple and practical principle, two schemes, a cold forming process and a combination of cold & hot forming process, were developed; and through the Deform-3D, the two forging processes were simulated and analyzed; finally, from two aspects, the filling state of billet and the size of forming force, the combination scheme of cold & hot forging technology was selected; and based on the selected scheme, the input shaft forgings were successfully formed. successfully forging a qualified input shaft forgings. So a new production process is obtained for the industrial production of the input shafts.
3 试验研究
毛坯材料 40Cr,采用 860℃保温 4h 完全退火工 艺进行软化处理[7],退火硬度 160~170 HB,去氧化皮 后,使用高分子润滑剂进行表面润滑处理;试验用 63 吨四柱油压机进行冷缩径(制坯)和冷精整,在 315 吨 四柱油压机进行热镦粗工序;在模具制造方面,制坯 和冷 精整工序模 具材料采 用冷锻 模 具 钢 Cr12MoV 制作,淬火硬度选择 58~60HRC。 热镦粗工序工作模 具采用热作模具钢 H13 制作, 淬火硬度选择 50~54 HRC,并在外层加装一层应力圈,材料采用 40Cr,并 进行调质处理,处理硬度 38~42HRC。 同时根据压机 及模架结构设计制作相应的固定及顶出装置。
[3] Lee S W,Yang D Y.An assessment of numerical parameters influencing springback in explicit finite element analysis of sheet metal forming process [J].journal of materials processing technology, 1998,(80-81):60-67.
41
7 27
A 108
图 1 某型号输入轴零件简图 Fig.1 Sketch drawing of a input shaft
《热加工工艺》 2012 年第 41 卷第 09 期
129
金属铸锻焊技术 Casting·Forging·Welding
2012 年 05 月
造成形工艺方面进行探讨。
1 零件的工艺分析
摘 要: 根据汽车转向器输入轴的形状,进行工艺性分析,指出零件加工的难点部位,并进行锻造工艺性分析,以
取代现在的机械切削加工工艺,降低生产成本。 本着简单实用的原则,制定了冷成形和冷热结合成形两套工艺方案,并
通过 Deform-3D 对两种锻造工艺方案进行模拟分析,最终从坯料充满程度和成形力大小两方面,选定冷热结合的锻造
上半月出版
Casting·Forging·Welding 金属铸锻焊技术
5139678 (a) 冷镦粗 4111743
3083807
(4.10,485877
1027936
0.000 0.86
789206 (b) 热镦粗 631365
1.72 2.58 3.44 4.30 时间 / s
2 工艺方案分析及数值模拟
2.1 工艺方案分析 零件成形方案的选择需要考虑锻造工序的衔接
性、经济性是否适合大批量工业生产。应本着简单合 理的原则,但同时也要考虑到成形的难易程度,如通 过简单机械加工能够实现成形的地方, 为了减少锻 造工序,节约总成本,可不锻出,另外模具结构应尽 量简单, 这样可大大提高模具寿命及锻造生产的稳 定性。
从零件形状可以看出,输入轴断面尺寸成阶梯轴 式分布,且中间大两头小。 若不考虑最大圆(准43 mm) 处的两缺口,仅锻出其阶梯轴外形,再通过机械加工 的方法加工出两缺口,则很适合锻造,且工艺简单, 也能达到节约材料的目的。 但从零件的工艺性进行 分析可知,零件成形的关键部位是最 大圆(准43 mm) 处的两缺口。从外形来看并不复杂,但缺口的两直边 成 14°夹角, 且缺口底部为直径 准30 mm 的圆弧,要 想完整加工出来, 必须依靠特殊的工装用铣削加工 成形,则费工费刀具,如果用加工中心机床加工,零 件生产成本更高昂。 总之, 若能采用锻造成形的方 法,实现两缺口的精确成形,减少或取代两缺口的机 械加工,就能有效降低零件的生产成本。
本着以上原则,考虑到成形的难易程度,以及成 形后的零件精度,本文制定两种锻造成形工艺方案。 方案一是冷锻成形,具体为:下料→退火→表面处理 (去氧化皮、润滑)→冷缩径(制坯)→冷镦粗成形→去 飞边;方案二是冷热结合成形,具体为:下料→退火 →表面处理(去氧化皮、润滑)→冷缩径(制坯)→热镦 粗成形→去飞边→润滑→冷精整[1-3]。 其中方案一工 艺过程较方案二简单,但冷镦粗成形力较大,且金属 流动性差。方案二中热镦粗成形所需成形力较小,金 属流动性好,但成形出的缺口形状尺寸精度不高,需 要预留少量余量,进行冷精整达到尺寸要求。两个方 案中坯料下料尺寸、缩径(制坯)形状尺寸、镦粗锻件 形状及去飞边后的锻件形状均相同。 2.2 数值模拟
从上述工艺方案的叙述中可知, 零件的锻造成 形关键工序为镦粗成形工序,而冷缩径(制坯)以及
方案二的冷精整工艺内容较简单。 故只需对其中镦
粗工序进行 Deform-3D 数值模拟, 并分析其结果,
便可得出所需结论。
首先,采用 SolidWorks2008 建立 3D 模型。 然后 利用 Deform-3D V5.0 进行模拟分析,设模拟步数预 设为 50 步, 每 2 步数据保存一次, 挤压行程为 22.5 mm,故每步长为 0.45 mm,其余模拟参数见表 1。 其 有限元模型见图 2。
成形工艺方案,并根据选定成形方案对输入轴进行实际锻造试验,成功锻制出合格锻件,为输入轴的工业生产提供了一
套新的生产工艺。
关键词: 输入轴;冷热结合;数值模拟;试验
中 图 分 类 号 :TG316
文 献 标 识 码 :A
文 章 编 号 :1001-3814(2012)09-0129-03
Research on Forging Process for Automotive Steering Input Shaft Based on DEFORM-3D
(10.3,725000)
压力 / N
473524
315683
157841
0.000
2.16 4.32 6.48 8.64 10.8 时间 / s
图 4 镦粗模拟压力曲线 Fig.4 Simulation load curves of upsetting
具的承受范围之内, 故而采用方案二作为输入轴的 锻造试验成形工艺方案 。 [4-6]
A
A-A
准30
R0.5
准28 准24 准18
准43 18±0.1 14°±10′
收 稿 日 期 :2011-10-22 作者简介:刘百宣(1973- ),男,河南杞县人,高级工程师,学士,主要从
事 冷 热 精 锻 工 艺 研 究 开 发 ;电 话 :13939002271; E-mail:Liubx@