PLC S7-300烟气脱硫控制系统的设计
基于PLC的脱硫自动喷吹系统设计

基于PLC的脱硫自动喷吹系统设计作者:苗渤钰来源:《山东工业技术》2019年第09期摘要:介绍了铁水脱硫自动控制系统的组成和设计点,实现喷吹自动化的必要条件,分析了脱硫喷吹关键工艺参数的优化配置,以及喷吹过程的常见故障和解决方法。
关键词:脱硫;喷吹;控制流程;程序设计DOI:10.16640/ki.37-1222/t.2019.09.1191 脱硫系统组成及工艺随着现代工业和科技的飞速发展,对钢材质量的要求日益提高。
为降低连续铸钢所产生的内部裂纹,提高钢坯表面质量,减少炼钢的石灰消耗量等,在炼钢之前有必要对铁水进行脱硫工艺处理。
炼钢脱硫系统包括铁水罐车、喷吹系统、测温取样系统、扒渣机和液压系统。
喷吹系统作为脱硫的核心部分,主要由喷粉罐和喷枪构成。
喷粉罐贮存用于脱硫的石灰(CaO)和颗粒镁(Mg)。
喷吹开始后,通过向喷枪吹入高压氮气将石灰和颗粒镁喷入预脱硫的铁水中。
两种脱硫剂在喷吹管线内按规定的比例混合在一起,通过对喷粉罐压力和粉剂间喷吹速率的控制调节最终实现准确地命中目标硫。
2 喷吹控制系统设计2.1 硬件设计为实现喷吹系统的自动控制,采用西门子S7-400 PLC做主站,S7-300 PLC做从站,主站PLC控制喷枪上下动作、测温取样、扒渣和烟气除尘。
从站控制喷粉罐下料及称重、液压系统和铁水罐车行走。
主站和从站之间采用Profibus DP协议实现通信,通过为现场各从站分配唯一的地址,实现数据交换和对现场设备的远程控制。
此外,主站PLC通过工业以太网和上位机(HMI)、工程师站以及二级服务器进行通信。
2.2 程序设计采用Step7软件编程,人机界面采用WinCC Flexible制作,程序设计根据系统结构分成公共系统控制和子系统控制两部分。
公共系统主要控制上料粉仓和氮气系统。
子系统控制各脱硫站的执行机构,如变频器、升降电机、液压机构、扒渣器、铁水罐车行进、各种阀门开关和调节等。
下面具体说明喷吹控制程序的设计实现。
浅谈西门子S7-300在钢铁脱硫工艺中的应用

烟 气 绝热 的饱 和温 度 之 间的 差 值 . 对 整 个 脱 硫 过 程 的 效 率 和 稳 定 性有 着 极 其 重 要 的作 用 . . 差值 越 少 . 蒸发的就越慢 . 存 在 液 相 的 时 间就 越 长 . 这样 才能 使 脱 硫 剂 和 烟 气 中 的 二 氧 化 硫 反 应 的 时 间加 长 , 提高脱硫的效率。 从 另一 面来 说 . 反 应 过 程 中 的 脱硫 剂 在 进 入 脱 硫 塔 的 时 候 必 须 保证 是 干燥 的 . 以 及 整 个 脱 硫 系统 的运 行 必 须 保 证 是 在 零 点 以上 . 否 则 就 会 导 致 系 统 粘 壁 出现 结 露 和 阻 塞 . . 对 整 个 工 程 系统 进 行 综 合 考 虑 . 差 值 的 温度 一定 要 控 制 在 l 0摄 氏度 左 右 系 统 使 用 下 面 的 方 案: 在 整个 系 统 的 控 制 过 程 中 . 依 据 锅 炉 的 负 荷 和 炯气 温 度 构 成 的 函数 曲线 以及 脱 硫 塔 人 口处 的 烟气 量 . 综 合 计 算 可 以 获 得 锅炉 烟 气 的热 量 . 与循 环 灰 的湿 水 量 和 降 温 所 用 的 喷 水 量的总和. 然 后 进行 计 算 最 终 得 到 吸热 量 . 最后 进 行 比较 . 它 们 之 间 的差 值 可 以 当作 喷 水 量 的 前 馈 信号 . 把脱硫塔的出 口 温 度 当作 微 量 调 节 的校 正信 号 系统 的 调 节 回路 的调 节 方 式 是串级调节 . 上级调节器是一个 温度调节器 . 下 级 的调 节 器 是 一 个控 制 喷 水量 的调 节器 . 当温 度 发生 改 变 的 时候 . 对 喷 水 阀 的开 度 进行 调节 来 控 制 喷水 量 使 用 1 o 0热 电 阻来 检 测 温 度并 且 还 要用 不 锈 钢 的保 护 套将 其 保 护起 来 .因为 它 在 信 号 响应 的时候 会 有 滞后 作 用 .所 以在 调 节 回路 中 增添 了微 分 环 节来 防 止负 荷 突变 . 进 而 实现 系 统动 态 响应 特性 的 改善
基于PLC的烟气脱硫脱硝控制系统研究
基于PLC的烟气脱硫脱硝控制系统研究随着工业化进程的不断加快,大量的工厂和发电厂排放的废气对环境造成了巨大的污染。
烟气中的二氧化硫和氮氧化物是造成大气污染的主要元凶,严重影响了人民群众的健康和生存环境。
烟气脱硫脱硝技术的研究和应用显得尤为重要。
本文将从基于PLC的烟气脱硫脱硝控制系统的研究入手,探讨其技术原理、应用现状以及未来发展方向。
一、技术原理PLC是一种可编程控制器,能够实现工业过程自动化控制。
基于PLC的烟气脱硫脱硝控制系统是通过PLC控制烟气处理装置的运行,以实现烟气中二氧化硫和氮氧化物的脱除。
其主要原理包括烟气处理装置、传感器、执行器以及PLC控制器。
烟气处理装置主要包括脱硫装置和脱硝装置。
脱硫装置采用石灰石-石膏法、石灰石-水法或氨法等工艺,通过化学反应将烟气中的二氧化硫捕集下来。
脱硝装置主要采用选择性催化还原(SCR)技术,通过催化剂将烟气中的氮氧化物转化为无害物质。
传感器负责监测烟气中的二氧化硫和氮氧化物浓度,将监测到的数据传输给PLC控制器。
PLC控制器根据传感器反馈的数据,控制执行器调节烟气处理装置的运行状态,以实现烟气脱硫脱硝的目的。
二、应用现状基于PLC的烟气脱硫脱硝控制系统已经在多个工业领域得到广泛应用。
在发电行业,燃煤电厂是烟气污染的主要来源,通过应用基于PLC的烟气脱硫脱硝控制系统,可以有效减少燃煤电厂的排放污染物,提高环境保护水平。
在冶炼、化工、石化等行业,同样可以应用基于PLC的烟气脱硫脱硝控制系统,改善生产过程中的烟气排放状况。
三、未来发展方向随着环保意识的加强和技术的不断进步,基于PLC的烟气脱硫脱硝控制系统在未来将迎来更广阔的发展空间。
一方面,在技术方面,需要不断完善烟气处理装置、传感器和执行器的性能,提高烟气脱硫脱硝的效率和可靠性。
在政策方面,应当加大对环保技术研发和应用的支持力度,鼓励企业应用基于PLC的烟气脱硫脱硝控制系统,积极参与绿色生产和可持续发展。
《基于PLC控制的烟气净化装置研制》

《基于PLC控制的烟气净化装置研制》一、引言随着工业化的快速发展,烟气排放问题日益严重,对环境和人体健康造成了极大的威胁。
因此,烟气净化装置的研发与应用显得尤为重要。
本文将重点介绍基于PLC控制的烟气净化装置的研制过程,包括其设计理念、技术特点及实施方法,以期为相关领域的研究与应用提供参考。
二、设计理念基于PLC控制的烟气净化装置的设计理念主要包括以下几点:1. 高效性:装置应具备高效的烟气处理能力,能够快速、有效地净化烟气,降低排放浓度。
2. 智能化:采用PLC控制技术,实现装置的自动化、智能化控制,提高运行效率及稳定性。
3. 环保性:装置在净化烟气的同时,应尽量减少二次污染,确保排放的烟气达到国家环保标准。
4. 可靠性:装置应具备较高的可靠性,能够在恶劣的环境下稳定运行,降低维护成本。
三、技术特点基于PLC控制的烟气净化装置具有以下技术特点:1. PLC控制系统:采用先进的PLC控制系统,实现装置的自动化、智能化控制。
通过编程,实现对烟气处理过程的精确控制,提高处理效率。
2. 多级净化:装置采用多级净化技术,包括除尘、脱硫、脱硝等过程,确保烟气得到全面、有效的净化。
3. 智能监测:装置配备智能监测系统,实时监测烟气处理过程的关键参数,如温度、压力、浓度等,为PLC控制系统提供数据支持。
4. 故障诊断与报警:装置具备故障诊断与报警功能,能够在设备出现故障时及时报警,便于维护人员快速定位并解决问题。
四、实施方法基于PLC控制的烟气净化装置的研制实施方法如下:1. 需求分析:根据实际需求,确定烟气净化装置的规模、处理能力等参数。
2. 方案设计:根据需求分析结果,设计装置的整体方案,包括PLC控制系统、多级净化技术、智能监测系统等。
3. 硬件选型与采购:根据方案设计结果,选择合适的硬件设备,如PLC控制器、传感器、执行器等,并进行采购。
4. 软件编程与调试:对PLC控制系统进行软件编程,实现烟气处理过程的自动化、智能化控制。
基于PLC S7-300烟气脱硫控制系统的设计

基于PLC S7-300烟气脱硫控制系统的设计
郑汝; 吴伟伟
【期刊名称】《《可编程控制器与工厂自动化(PLC FA)》》
【年(卷),期】2011(000)005
【摘要】本文主要介绍了双碱法烟气脱硫技术和利用S7-300 PLC对其的控制,实现了对整个脱硫系统的控制。
【总页数】4页(P105-107,104)
【作者】郑汝; 吴伟伟
【作者单位】山东天元节能环保工程有限公司
【正文语种】中文
【中图分类】TP273
【相关文献】
1.基于S7-300 PLC的高原环境模拟舱自动化控制系统的设计 [J], 胡邱; 张健阳; 陈小平; 陈建; 高钰琪; 徐刚
2.基于S7-300 PLC的水厂滤水池自动控制系统设计 [J], 唐祥可;顾晓猛;夏余平;唐雅媛;杨钰
3.基于S7-300 PLC的尾矿废水自动控制系统设计 [J], 肖辉勇;段瑶;魏大为;谢加文;黄春海
4.基于S7-300 PLC的脱硫脱颗粒装置控制系统设计 [J], 李学春;张明
5.基于S7-300 PLC的剪切对焊机自动控制系统设计 [J], 孟丽荣;赵海天;朱婧璇因版权原因,仅展示原文概要,查看原文内容请购买。
基于PLC的烟气脱硫脱硝控制系统研究

基于PLC的烟气脱硫脱硝控制系统研究烟气脱硫脱硝技术是当前环境保护领域中关注的焦点之一。
为了减少大气污染物排放,烟气脱硫脱硝控制系统应用了PLC(可编程逻辑控制器)技术,在燃煤电厂等工业生产中得到广泛应用。
本文将对基于PLC的烟气脱硫脱硝控制系统进行研究。
我们介绍烟气脱硫的原理。
烟气中的二氧化硫是大气污染物的主要来源之一,因此需要进行脱硫处理。
烟气脱硫采用湿法脱硫和干法脱硫两种方法。
湿法脱硫通过将烟气与吸收剂接触,溶解二氧化硫生成硫酸盐,达到脱硫的目的。
干法脱硫则是通过将烟气进一步氧化,将二氧化硫转化为硫酸盐,并经过过滤除尘等步骤实现脱硫。
我们介绍烟气脱硝的原理。
烟气中的氮氧化物(主要是一氧化氮和二氧化氮)是大气污染物的另一个重要组成部分。
烟气脱硝采用的方法主要有选择性催化还原(SCR)、非选择性催化还原(SNCR)和氨水喷雾等。
SCR法通过将氨气与烟气中的氮氧化物在催化剂的作用下反应生成氮和水,实现脱硝作用。
SNCR法则是通过在高温下将氨气与氮氧化物直接反应,生成氮和水。
基于PLC的烟气脱硫脱硝控制系统的设计包括硬件设计和软件设计两个方面。
在硬件设计中,采用PLC作为核心控制器,通过输入输出模块与传感器、执行器等外部设备进行连接。
传感器用于检测烟气中的污染物浓度等参数,执行器用于实现脱硫脱硝过程中的控制动作,如开关阀门,调节压力等。
软件设计中,对控制逻辑进行编程,实现烟气脱硫脱硝系统的自动控制。
根据传感器的反馈信号,PLC可以根据预先设定的控制策略,控制执行器的动作,调节吸收剂的流量,保证脱硫效果。
PLC还可以监测系统的运行状态,并实时获取系统的运行数据,用于生产过程的优化和监控。
基于PLC的烟气脱硫脱硝控制系统相比传统的人工操控方式,具有自动化程度高、可靠性强、响应速度快等优点。
该系统还可以通过网络通信等技术与其他设备进行连接,实现远程监控和远程控制。
基于PLC的烟气脱硫脱硝控制系统可以实现对烟气中的污染物进行自动控制,提高了脱硫脱硝过程的效率和稳定性。
基于西门子S7-300和WinCC的湿法烟气脱硫自控和监测系统设计方案
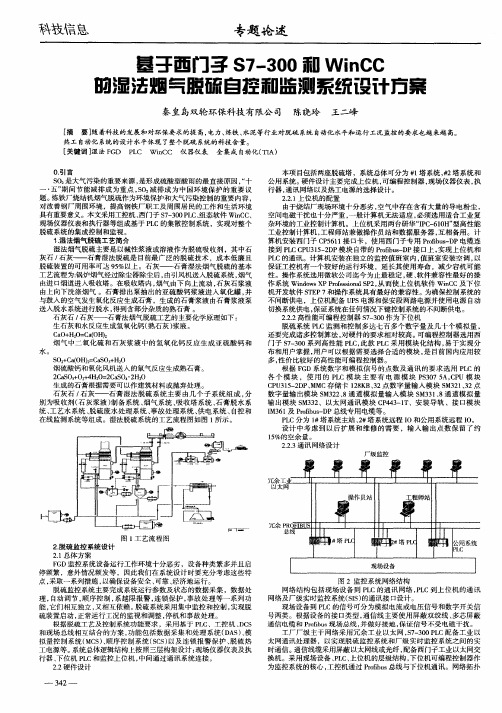
由于烧结厂现场环境 十分 恶劣 , 空气中存在含有大量的导电粉尘 , 空 间电磁干扰也十分严重 , 般计算 机无 法适应 , 一 必须选用适合工业复 杂环境的工业控制计算机 。上位机采用两台研华“ C 60 ” I 一 1 H 型高性能 P 工业控制计算机 , 师站兼做操作 员站 和数据服务器 , 工程 互相备用。计 算机安装西门子 C 5 1 接 口卡 , P 61 使用西 门子专 用 Po b sD r u~ P电缆连 i f 接 到 P CC U 1— DP模块 自带 的 Po bs D L P 352 rf u— P接 口上 , i 实现上位机和
C O H0 C (H) a + 2= aO 2 烟气 中二 氧化硫 和石灰 浆液 中的氢氧化 钙反应 生成亚硫 酸钙 和 水。 S 2C ( 1 C S 3H2 O+ a 2 a O+ 0 OH = 烟硫酸钙和氧化风机送入的氧气 反应生成熟石膏 。
2 S + + H2 2 S ・ H2 Ca O3 02 4 0= Ca O4 2 0
行 器 , 讯 网 络 以及 热 工 电源 的选 择 设 计 。 通 221 位 机 的配 置 .. 上
热工 自动 化 系统 的设 计 水 平 体 现 了整 个 脱硫 系统 的科 技 含 量 。
[ 关键词 】 湿法 F D P C Wi C 仪器仪 表 G L n C
0 引 言 .
科技信息
专题论述
ห้องสมุดไป่ตู้
基于西门子 S — 0 7 3 0和 WiC nC 的湿 法烟 号膜硫 自控 和监 测 系 统 设 计 方案
秦皇岛双轮环保科技有限公司 陈晓玲 王二峰
[ 摘 要] 随着科技 的发展和对环保要求的提 高, 电力、 炼铁 、 水泥等行业对脱硫 系统 自 动化水平和运行工况监控 的要求也越来越 高。 全 集成 自  ̄ T A 动q ( I ) 本项 目包括两座脱硫塔 ,系统总体可分为 撑 塔 系统 , 塔系统和 l 公用 系统 。 硬件设计 主要完成上位机 , 可编程控制器 , 现场仪器仪表 , 执
西门子S7-300 PLC实现脱硫岛的自动控制
证 了锅炉 带负荷能 力及稳 定运行。 ( ) 艺 水 箱液 位 调 节 控 制 : 2 工 主机 的 工业 水 经过 滤器进 入 脱硫 岛的 工艺水箱 。
目 女 ( 准
+
,
{| m I n = r F邮 P 5
m F邮 I 一 n
+
普 啪F肺T 0 I 1
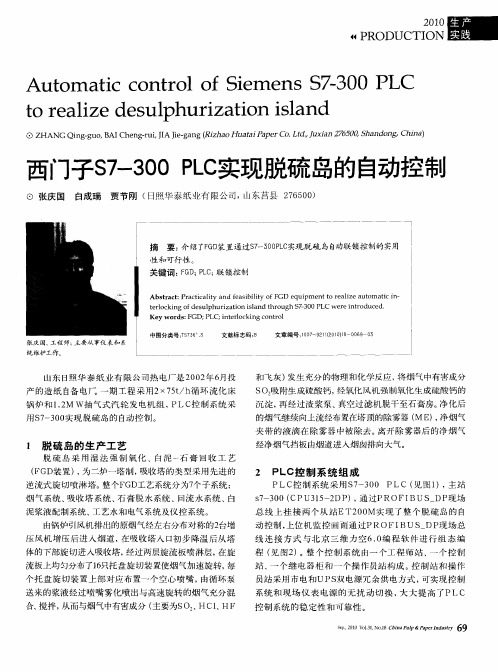
程 ( 图2 。 个控 制 系统 由一个工 程 师站 、 个 控制 见 ) 整 一 站、 个继 电器柜 和 一个操 作员站 构成 。 制站 和 操作 一 控
布置一个 空心喷 嘴 , 由循环 泵
员站 采用 市电和 UP 双 电源 冗余供 电方式 , S 可实现 控制 系统 和 现场 仪 表 电源的 无扰 动 切 换 , 大 提 高 了PLC 大 控 制 系统 的稳 定性和 可靠性 。
的 烟 气 夹 带 了大 量 含 有 浆 液 固 体 物 的 液 滴 , 不 除去将 沉 积在 吸收塔 下游 侧 设备 如 表面, 增加荷 重 , 剧 腐蚀 , 响加 热 器热 加 影 交换 而且 会污 染周 围环 境 。因此 在吸 收塔
21 s —3 0 件配 置 ( I . 7 0硬 表 ) 22 ¥ - 0 软 件组态 . 730 在“I S MATI Ma a e ” 源管理 器中建 立9 C n gr 资 个
功 ̄ F f 2 g C N 个数据块 , 如表2 。
控 对 象( 量值 ) 测 的差值 , 照PI 算 法计算 出控制 器的 按 D 输 出值 , 制执行 机构及 时调 整被控 对象 的变化 。 控
3 F 要 顺 序 逻 辑 控 制 GD主
F 主要 顺序逻辑 控制 采用S P 的F 1 GD TE 7 B4 功能块
进 行连 续控 制 , 1 制 器根 据 设定值 ( FB4 控 给定 值 ) 与被
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC S7-300烟气脱硫控制系统设计
1 引言
在现代烟气脱硫技术中,存在干法、湿法两种脱硫方法;本文所涉及的这套控制系统是基于湿法中的双碱法脱硫技术而制作的。
山东菏泽东明石化6#、7#炉所使用的这套脱硫电气控制系统是由笔者自行设计的,设计这套控制系统的目的在于:
(1)方便运行人员的操作,由于现场存在很多零碎的设备:渣浆泵、搅拌机、循环泵、控制阀、灰库等,运行人员要想做到有的放矢、从容不迫就需要一个灵活的操作空间;
(2)plc控制系统的应用减少了这些零碎设备的事故发生率,减少了脱硫运行成本;
(3)实时监控,方便存储记录,达到自动运行和手动相结合的效果。
2 脱硫工艺概述
经过多年研究,国内外目前已开发出200种以上的so2控制技术。
这些技术可分为:(1)燃烧前脱硫(如洗煤,微生物脱硫);(2)燃烧中脱硫(工业型煤固硫、炉内喷钙);(3)燃烧后脱硫,即烟气脱硫(flue gas desulfurization,fgd)。
fgd法是目前世界上唯一大规模商业化应用的脱硫方式,是控制酸雨和二氧化硫污染最主要的技术手段。
目前,世界上燃煤电厂烟气脱硫工艺方法很多,这些方法的应用主要取决于锅炉容量、燃烧设备的类型、燃料的种类和含硫量的多少、脱硫效率、脱硫剂的供应条件及电厂的地理位置、副产品的利用等因素。
按脱硫的方式和产物的处理形式一般可分为湿法、干法和半干法三大类。
(1)湿法烟气脱硫技术(wfgd技术)
常见的湿法烟气脱硫技术主要有石灰/石灰石—石膏法、双碱法(na-ca)、氧化镁法、海水脱硫法、磷铵肥法等。
第一代的fgd以石灰/石灰石湿法为代表,其装置主要安装在美国和日本。
在美国,大多数大中型燃煤锅炉所采用的fgd工艺均为湿法,湿法约占fgd总容量的92%。
在日本,烟气脱硫技术主要采用湿法和回收法,其中湿法石灰石-石膏法约占总容量的一半。
随着技术运用的逐步深入,双碱法脱硫技术得到了广泛的应用,本文主要以双碱法进行介绍。
(2)干法烟气脱硫技术(dfgd技术)
常见的干法烟气脱硫技术,主要包括喷钙循环流化床反应器、炉内喷钙尾部增湿脱硫工艺、电子束照射法、荷电干式吸收剂喷射脱硫法等。
其中喷钙循环流化床反应器脱硫技术由于具有适中的脱硫效率,工艺技术较为简单,而得到较为广泛的应用。
该法具有无污水废酸排出、设备腐蚀小,烟气在净化过程中无明显温降、净化后烟温高、利于烟囱排气扩散等优点,但存在脱硫效率相对较低、反应速度较慢、脱硫产物较难综合利用等问题。
(3)半干法烟气脱硫技术(sdfgd技术)
常见的半干法烟气脱硫技术主要包括循环悬浮式半干法、喷雾干燥法、循环流化脱硫装置等。
其中循环悬浮式半干法烟气脱硫技术较为成熟,应用也较为广泛。
3 工艺介绍
3.1工艺介绍
本工艺先经除尘器除去99.5%以上的烟尘,再进行脱硫。
在电除尘器后的引风机后面引出两路烟道,一路接至脱硫系统,一路作为旁路系统,当脱硫系统发生故障时可及时切换至旁路,保证锅炉系统的安全稳定运行。
本方案选用高效钠钙双碱法脱硫技术。
该工艺成熟可靠,系统简便,运行稳定,具有“双高双低”的突出优势,即脱硫效率高、系统运行稳定可靠、投资费用低、运行费用低。
已在不同规模锅炉烟气脱硫除尘的工业应用中获得巨大成功。
该法使用na2co3或naoh液吸收烟气中的so2,生成hso3-、so32-与so42-,反应方程式如下:
(1)脱硫过程
na2co3+so2→na2so3+co2- (1)
2naoh+so2→na2so3+h2o (2)
na2so3+so2+h2o→2nahso3 (3)
其中:式(1)为启动阶段na2co3溶液吸收so2的反应;
式(2)为再生液ph值较高时(高于9时),溶液吸收so2的主反应;
式(3)为溶液ph值较低(5~9)时的主反应。
(2)氧化过程(副反应)
na2so3+o2→na2so4(4)
nahso3+o2→nahso4 (5)
(3)再生过程
2nahso3+ca(oh)2→caso3+na2so3+2h2o (6)
na2so3+ca(oh)2→caso3+2naoh(7)
式(6)为第一步再生反应,式(7)为再生至ph>9以后继续发生的主反应。
在石灰浆(石灰达到过饱和状况)中,nahso3很快跟石灰反应从而释放出[na+],随后生成的[so32-]又继续跟石灰反应生成caso3而以半水合物形式沉淀下来,从而使[na+]得到再生,吸收液恢复脱硫能力而循环使用。
3.2 湿法脱硫工艺说明
脱硫工艺如图1所示。
图1 脱硫工艺图
整个工艺由四大部分组成:
(1)烟气处理系统:锅炉烟气通过除尘器,经雾化增湿和初步脱硫后进入脱硫塔,在塔内烟气与脱硫液逆流接触传质反应。
完成脱硫后的烟气通过塔体上段的高效除雾装置,除去烟气中的雾滴,可有效地防止风机带水。
净化后的烟气经过烟囱排放,出脱硫塔的脱硫液进入循环系统。
(2)脱硫液循环系统:包括泵前池、反应池、沉淀池、化灰池、石灰浆储池、循环池等。
出脱硫塔的脱硫液流入反应池与加入的石灰反应,钠碱得到再生,再生后的脱硫液在沉淀池中沉淀出固相产物后流入泵前池,再由循环泵打回脱硫塔内继续使用,在反应池和泵前池设置ph自动监控报警系统,根据ph值的变化情况调整系统加入石灰浆液和钠碱液量。
(3)脱硫灰渣处理系统:在化灰池中经化灰处理的石灰浆液流入石灰浆储池,根据ph值的控制要求打入反应池。
(4)脱硫产物处理系统:包括沉淀池、氧化池、压滤机等。
沉淀池中的硫酸钙和亚硫酸钙水合物由渣浆泵打入渣浆池,经压滤处理后综合利用,清液则泵回循环池重复使用。
4 控制系统网络结构与控制方式
4.1 系统网络结构
本系统根据该脱硫系统工艺要求和设计要求,采用德国西门子公司的s7-300系列plc 为主控制单元。
其实用和维修方便,运行速度快,可靠性高,易于扩展。
按“集中管理,分散控制”的原则,采用了分布式结构。
该脱硫系统的自动控制系统由主控制室监控、plc就地控制站和现场仪表及电控柜构成二级监控网络。
系统结构如图2所示。
图2 系统结构图
控制系统为1台监控计算机,还有1个plc控制主站。
通过现场总线将主控制室和plc 就地控制站中相连接,便于监控。
并将主控制室的计算机接入以太网,由管理机完成各项管理功能。
这样整个自动化监控系统便形成了,从而实现了数据采集、处理、监视及对现场设备进行控制等功能。
4.2 控制方式
该系统中主要工艺设备采用三种控制模式,即就地手动控制、远程plc控制和自动控制。
现场的泵类、搅拌机等设备的开关信号、各流程模拟信号(如do、液位、流量等)全部通过plc在上位机上显示。
5 系统控制功能介绍
5.1 设备选型
根据图1所示的工艺流程选取需要的点数。
得到:di:24,do:10,ai:6。
根据表1所列点数选取plc模块如表所示。
说明:
(1)根据上述点数的描述我们可以对plc及其附属设备进行选取;
(2)每个机架总驱动电流为1.2a,最多可使用0.8a。
5.2 plc系统原理图
现场工作实际状况
如图3所示。
5.3 实现功能简介
plc s7-300在本脱硫控制系统中所实现的功能如下:将两台循环泵(m1、m2)、3台搅拌机(m3、m4、m5)实现了顺序起动,起动顺序为m1→m2→m3→m4→m5,时间间隔为1min,停车时的顺序为m5→m4→m3→m2→m1,时间间隔为30s。
程序如图4所示。
图4 电机顺序起、停梯形图
6 结论
plc s7-300在脱硫系统中的成功运用,大大提高了脱硫系统的自动化程度,其可靠性、易维修性的特点极大的减少了运行工人的劳动强度,达到了现代水处理的要求。
该系统自正式投入运行以来,控制系统运行稳定,设备工作状况良好,各项指标均达到了设计要求,设备的利用率得到提高,操作人员的工作量和劳动强度大大降低,在一定程度上解决了脱硫系统设备分散、复杂、难以控制的难题,并配合脱硫工艺完成了脱硫目标,达到了预期效果。