2-设施检修单 --双边磨机
设备检修记录表格模板
设备检修记录表格模板
表格模板说明
本文档提供了一个设备检修记录表格模板,用于记录设备的检修情况。
该模板可以帮助管理人员记录设备的检修日期、检修内容以及检修人员等关键信息。
通过使用该表格模板,可以实现对设备检修工作的有效管理和跟踪。
表格模板示例
表格字段说明
下面是对表格中每个字段的详细解释:
- 日期:记录设备的检修日期,以年-月-日的格式表示。
日期:记录设备的检修日期,以年-月-日的格式表示。
- 设备名称:填写检修设备的名称或编码,以便快速识别。
设
备名称:填写检修设备的名称或编码,以便快速识别。
- 检修内容:简要描述设备进行的检修内容,包括维护、维修、更换等。
检修内容:简要描述设备进行的检修内容,包括维护、维修、更换等。
- 检修人员:记录参与检修的人员姓名,多个人员可以用逗号
或分号隔开。
检修人员:记录参与检修的人员姓名,多个人员可以
用逗号或分号隔开。
使用说明
1. 根据实际需要,将表格中的示例数据替换为实际的设备检修
记录。
2. 表格的行数可以根据需要进行扩展,以满足记录更多的设备
检修情况。
3. 可根据实际情况增加其他字段,如检修耗时、检修结果等,
以满足更精确的数据记录需求。
总结
设备检修记录表格模板可帮助管理人员记录设备的检修情况,实现对设备检修工作的有效管理和跟踪。
通过填写表格中的字段,可以清晰记录每次检修的日期、设备名称、检修内容及参与人员等关键信息。
该模板的使用方便灵活,可以根据实际需求进行修改和扩展。
希望这份模板能给您的设备检修工作带来便利!。
设备检修单--中空线

对设备传动部位的辊道是否转动灵活;对辊道链条进行润滑、轴承部位加黄油、对设备连接部位进行紧固。
检修人:王福军时间:2014年 4 月16 日
验收记录:
经设备检修后,设备运行正常,能保证产品满足要求。
验收人:谢留栓时间:2014年4 月16 日
备注组
设施名称
中空生产线
设施编号
10
型号(规格)
检修申请人
王福军
故障发生时间和现象:
按2014年“设备检修计划” 检查电气系统;水系统、加热系统是否正常;传动部位是否灵活等项目。
检修记录:
对电气系统的线路接触点是否处于良好状态、线路是否破损、硬化;
检查水系统:清理管道结垢、检查水泵电机运转、有无异常、水泵叶片有无损坏;
设施维护保养计划检修记录

设施维护保养计划检修记录一、前言二、检修内容和步骤1.检修时间:2024年3月1日至3月5日。
2.检修范围:包括设备A、设备B和设备C的维护保养。
3.检修步骤:a.准备工作:收集设备的使用记录、故障报告和维修记录,准备所需的维护保养工具和设备。
b.设备A维护保养:-清洁内部和外部表面;-检查电缆连接和绝缘情况;-检查传动系统和润滑系统;-检查控制系统和安全装置;-测试设备的功能和性能。
c.设备B维护保养:-检查电气系统和接线板的连接情况;-清洁和更换过滤器;-检查润滑系统和紧固件;-检查传感器和控制器的工作情况;-测试设备的操作和安全性能。
d.设备C维护保养:-检查供电系统和开关面板的连接;-清洁和校准仪器仪表;-检查设备的调节和控制系统;-检查散热系统和风扇;-测试设备的可靠性和安全性。
e.检修结束后,整理检修记录和报告,对需要修复或更换的部件进行标记和记录。
三、检修结果和问题解决1.设备A检修结果:经过维护保养和测试,设备A的外观干净整洁、电缆连接良好、传动和润滑系统正常、控制系统和安全装置工作正常、功能和性能满足要求。
2.设备B检修结果:设备B的电气系统连接良好、过滤器清洁和更换、润滑和紧固件满足要求、传感器和控制器工作正常、设备操作和安全性能良好。
3.设备C检修结果:设备C供电系统连接良好、仪器仪表清洁和校准、调节和控制系统正常、散热系统和风扇工作正常、设备的可靠性和安全性满足要求。
4.问题解决:检修过程中,发现设备A的一个电缆连接有松动现象,及时固定并测试正常;设备B的一个传感器出现异常,经检查发现传感器故障,更换后恢复正常工作;设备C的一个开关面板磨损较严重,及时更换以确保正常操作。
四、检修记录和建议1.检修记录:在设施维护保养计划检修过程中,及时记录了每个步骤和检查结果、问题和解决方法。
检修记录应详细、准确,包括检修时间、范围、内容、结果和问题解决等信息。
2.建议:在今后的设施维护保养计划中,建议增加设备的定期检查和维护频率,以提前发现和解决潜在问题;加强设备的保养培训和操作规范,以提高设备的可靠性和稳定性。
设备、设施检修维修记录表

设备、设施检修/维修记录表
编号:6-4设备名称袜机型号规格设备编号
申请人/ 日期检/维修人
要求检/维
修时间
序号注意事项是否落实(√、×)
1 周围杂物是否已清扫,确保不影响维修作业
2 防护用品是否佩戴齐全
3 设备已停止运转,电源已切断,已挂禁止启动牌
4 是否已与当班班长和设备操作工联系
5 维修用移动设备是否接上漏电保护器或绝缘性定期检测
6 维修现场光线是否充足
确认人签字:
故障发生时间和现象:
检/维修记录:
检修人:时间:
安全验收记录:
验收人:时间:
是否及时回复安全装置: 是 否
是否按程序试车: 是 否。
2.生产设备设施检修检查计划表

生产设备设施检修检查计划表
(检维修时机和频次为:1日常检维修,每月至少一次;年度大检维修,每年至少一次)
在检维修中,发现的问题,按照“五定”(定检修方案、定检修人员、定安全措施、定检修质量、定检修进度)内容进行整改.
生产设备设施检修检查计划表(样表)
(检维修时机和频次为:1日常检维修,每月至少一次;年度大检维修,每年至少一次)
在检维修中,发现的问题,按照“五定”(定检修方案、定检修人员、定安全措施、定检修质量、定检修进度)内容进行整改.。
钢化车间各机器保养维护记录文稿表1
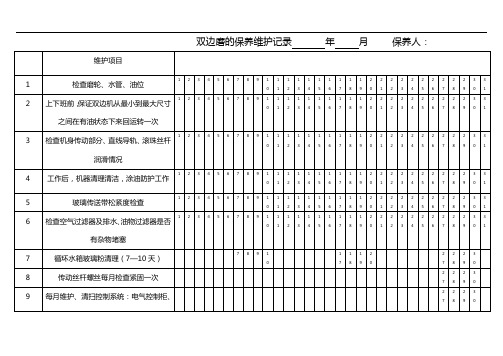
电机拆装,从新加钙基润滑脂,防止锈死
(7月、2月各一次)
12
高速运转部件轴承(磨头、水泵、风机)清洗、检查、更换(每年一次2月)
保养用“√”表示
清洗机的保养维护记录年月 保养人:
维护项目
1
机器清理清洁(每日)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
19
20
21
22
23
24
25
26
27
28
29
30
31
5
空压机储气罐排水,每天检查一次
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
6
空压机、干燥剂清理清洁,每月一次
27
28
29
30
7
空压机房通风检查处理每周一次
6
7
8
13
14
15
20
21
22
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
HWP-2000双端面磨平机使用说明书
HWP-2000双端面磨平机使用说明书1、双端面磨平机工作台的往复由电机带动变速箱,输出慢速带动丝杆工作,作逆旋转,丝杆螺母固定在工作台下面,从而带动工作台作往复移动。
2、双端面磨平机磨头是专业金刚石磨轮,直接安装在两台专用电机上,分别由两个横向工作台带动前进或后退,既可以自动,又可以手动。
自动时将手柄向前推。
手动时,将手柄向后拉即可。
丝杠每一转为3MM。
3、双端面磨平机工作台的标本夹具和两磨轮在本设备出厂前,经过精心调试,确保磨出的标本的垂直度与平行度。
每次磨削两个平行面,六个面的立方体标本,只需要经过三次磨削成即可供应商河北大宏实验仪器有限公司,每次要定位准确,这样磨出的试样才能达到要求。
B电器部分:双端面磨平机控制的按钮分别安装在两个动力头上面,操作方便。
因采用水冷却,水花飞溅,故本机电器采用36V的安全电压。
由于电源电压、运行电机电压380V,所以本机必须进行可靠的接地,否则会产生安全事故。
故电源不能接反,否则会损坏双端面磨平机。
双端面磨平机使用说明(1)本机最好安装在浇铸的地基上,地面必须平整坚固,固定好机械螺栓,避免本机工作时振动。
(2)双端面磨平机安装完毕后,应清洗机床各部分防锈料,擦干净后再在各润滑表面及导轨上加注机械润滑油。
然后用手转动手轮、磨盘,检查转动是否正常。
(3)接通自来水。
(4)检查电路有无控制元件、熔断器、接头是否松动、掉线等。
(5)双端面磨平机必须有可靠的接地,经过检查无误后方可接通电源。
双端面磨平机操作规程:1.夹持好样块,注意两边对称,紧贴夹具。
2.将两磨头退出,使工作台运动时试样撞不着磨轮为止。
3.装上防护罩,开启水源开关。
4.启总电源开关。
5.启动磨头按钮使磨头按箭头方向转动,绝不允许反转。
6.按工作台按钮。
7.手动进给磨头,使之磨削,需自动时将手柄推至自动位置即可,两磨头分别进行磨削。
磨好将手柄拉至手动位置,再往复磨几次。
确保标本光洁度。
8.磨好后退出磨头。
设备检修验收单
修理类别
检修前设备状况(主要故障部位、精度存在问题):
签字:
检修后设备状况(解决的问题、更换零部件的记录、精度的解决程度、遗留问题):
检修人:日期:
使用部门意见:
设备主管意见:
经理意见:
设备检修验收单
设备使用部门:日期:编号:
设备名称
设备型号
设备编号
修理类别
检修前设备状况(主要故障部位、精度存在问题):
签字:
检修后设备状况(解决的问题、更换零部件的记录、精度的解决程度、遗留问题):
检修人:日期:
使用部门意见:
设备主管意见:
经理意见:
设备检修验收单
检修单位:检修日期:编号:
设备设施检修记录表范文
设备设施检修记录表范文一、基本信息。
1. 设备名称:[具体设备名称,如3号生产车间的铣床]2. 设备编号:[设备的编号,例如XM 003]3. 检修日期:[年/月/日,如2023/08/15]4. 检修人员:[检修师傅的名字,如老张、小李]二、检修前设备状况。
1. 故障描述。
这铣床啊,就像个闹脾气的小娃娃。
启动的时候,那声音“嘎吱嘎吱”的,就跟老木门年久失修似的,特别刺耳。
而且铣刀转起来也不利索,像是被什么东西给卡住了,加工出来的零件表面坑坑洼洼的,就像月球表面似的,一点都不光滑。
控制面板上的指示灯也跟抽风似的,一闪一闪的,有时候还直接就灭了,搞得我们都不知道设备到底是在正常运行还是已经“罢工”了。
2. 运行参数记录(如有)主轴转速:本来设定的是1500转/分钟,实际运行的时候就像喝醉了酒的人走路,一会儿高一会儿低,最高能到1800转,最低的时候就只有1000转了,完全不靠谱。
进给量:设定是0.5毫米/转,实际呢,感觉像是随机的,有时候0.3毫米/转,有时候又突然变成0.8毫米/转,加工精度那是没法保证喽。
三、检修过程。
1. 检修步骤。
第一步,就像给病人看病先看表面一样,我们先对铣床的外观进行了检查。
发现机壳上有些灰尘和铁屑,就像人身上沾了脏东西一样,于是先把这些东西清理干净了。
接着,打开铣床的外壳,就像打开一个神秘的盒子。
里面的传动皮带松松垮垮的,感觉就像系鞋带没系紧一样。
我们把皮带调紧了一些,还检查了皮带轮,发现有一个皮带轮的齿有点磨损,就像人的牙齿掉了一小块似的。
没办法,只能换了个新的皮带轮。
然后检查铣刀部分,铣刀的刀刃都钝了,这铣刀钝了就跟用钝了的菜刀切菜一样,肯定切不好啊。
把铣刀拆下来,拿去磨刀房磨得锋利无比,就像给它换了一口好牙似的。
再看电气系统,那些线路就像一团乱麻。
我们拿着检测工具,像侦探一样一根一根地排查。
发现有几根线的接头松动了,就像小朋友玩的积木搭得不稳一样。
把这些接头重新接好,还加固了一下,防止它们再调皮地松开。
设备设施检修记录表(OK)
11.检查调整调换电动机、碳刷、集电拖、滑触线,是否接触良好、安全可靠。
12.检查调换信号灯。
检修人:年月日
安全装置
恢复情况
安全装置已Байду номын сангаас复,安全装置完好。
操作人:年月日
试车情况结论
合格。
确认人:年月日
备注
2.全面检查传动轴座、齿轮箱、联轴器及轴键是否松动,并紧固。
3.检查、调整制动轮间隙,应灵敏可靠。
4.检查走轮磨损情况。
5.检查钢丝绳、吊钩及滑轮是否安全可靠。
6.检查、调整制动器与制动轮间隙,应灵敏安全可靠。
7.对所有轴承座、制动架、联轴器,加注润滑脂。
8.检查齿轮箱油位、油质,保持良好。
9.检查限位开关是否灵敏可靠。
嘉善大王椰设备设施检修记录表
设备名称
起重机械(01)
检修人
???
检修方案
作业行为
分析
1、登高作业有高处坠落危险;
2、带电作业时存在触电危险
3、机械伤害。
控制措施
1.办理危险作业审批手续;
2.使用安全的登高设备;
3.切断电源;
4.按规定穿戴防护用品;
5.其他安全防范措施。
检修记录
1.全面清扫外表,达到无积灰、无油污;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设 施 维 修 记 录
设施使用部门: 双边磨边机组
设施名称 双边磨边机 设施编号 04
型号(规格) TGSBM-25228 检修申请人 朱金明
故障发生时间和现象:
5月6日发生电机振动,玻璃产品破角,进行设备维修,执行设备检修计划。
检修记录:
对电机进行了检修、更换金刚砂轮。
检修人: 王永振 时间:2014年5月6日
验收记录:
经设备维修后,设备运行正常,能保证产品满足要求。
验收人: 朱金明 时间:2014年5月6日
备注: