线切割加工 PPT课件
线切割培训课件

线切割的原理
电火花线切割的基本原理
通过电火花放电对工件进行加工。
激光线切割的基本原理
通过高能激光束照射在工件表面,使表面材料迅速熔化、汽化或达到点燃点, 同时以高速气流将熔化或燃烧的材料吹走,从而实现切割。
线切割的应用范围
行业应用
广泛应用于航空航天、汽车、机械制 造、电子等制造业领域。
加工材料
适用于各种金属、非金属材料的切割 ,如不锈钢、铝合金、铜、玻璃等。
正常运转。
工件装夹
将待加工工件放置在工作台上 ,并使用压板或真空吸附装置
固定。
调整参数
根据加工需求,设置切割速度 、功率等参数,确保加工质量
。
开始加工
确认工件和参数无误后,启动 主机开始加工。
线切割机的基本操作步骤
开机检查
确认机床各部件是否正常,如有问题应及时报 修。
01
调整参数
根据加工需求,设置切割速度、功率 等参数,确保加工质量。
定期更换加工液
定期更换加工液,保持机床内部的清洁。
定期保养传动系统
定期检查传动系统的润滑情况,保持润滑良好。
定期检修机床电路
定期检修机床电路,确保机床电气系统的稳定运行。
06
线切割加工实例及案例分析
线切割加工实例的介绍和分析
介绍线切割加工的基 本原理和特点。
分析线切割加工的局 限性及需要注意的问 题。
线切割编程的定义
线切割编程是一种使用计算机数控(CNC)技术来控制线切 割机床进行加工的方法。
编程语言
线切割编程通常使用专用的编程语言,如HL、G代码等,来 编写加工指令。
线切割编程的流程
确定加工方案
根据零件图纸和加工要求,确 定合适的加工方案。
齿轮的线切割加工——磊哥制作32页PPT

6、纪律是自由的第一条件。——黑格 尔 7、纪律是集体的面貌,集体的声音, 集体的 动作, 集体的 表情, 集体的 信念。 ——马 卡连柯
8、我们现在必须完全保持党的纪律, 否则一 切都会 陷入污 泥中。 ——马 克思 9、学校没有纪律便如磨坊没有水。— —夸美 纽斯
10、一个人应该:活泼而守纪律,天 真而不 幼稚, 勇敢而 鲁莽, 倔强而 有原则 ,热情 而不冲 动,乐 观而不 盲目。 ——马 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
数控线切割机床的加工工艺范本(PPT 71页)

第六章 数控线切割机床的加工工艺
第二节 影响数控线切割加工工艺 指标的主要因素
一、脉冲电源主要参数的影响
(1)放电峰值电流的影响
放电峰值电流Ip是指短路时放电电流的瞬时最大值。在其它参数 不变的情况下,增大放电峰值电流时,切割速度会明显增加, 但表面质量却会变差,电极丝损耗量加大甚至断丝。
第六章 数控线切割机床的加工工艺
第六章 数控线切割机床的加工工艺
(2)切割精度
线切割加工后,零件的尺寸精度、形状精度和位置精度统称为 切割精度。高速走丝线切割精度一般为±(0.02~0.005)mm, 低速走丝线切割精度可达±0.001mm左右。
(3)表面质量
零件线切割加工的表面粗糙度通常用轮廓算术平均值Ra值表示。 高速走丝线切割的Ra值一般为3.2~1.6μm,低速走丝线切割的 Ra值最低可达0.1μm。
第六章 数控线切割机床的加工工艺
一、数控线切割机床的加工原理
如图6-1所示,为数控线切割机床加工的工作原理图。
第六章 数控线切割机床的加工工艺
二、数控线切割机床加工的特点
1)采用金属丝作为工具电极,不需要设计和制造成形工具电 极,大大降低了加工费用,缩短了生产准备时间,加工周期 短,应用灵活,很适合于小批量零件的加工和试制新产品。
(5)放电波形的影响
在相同的工艺条件下,高频分组脉冲常常能获得较好的加工效果。 电流波形的前沿上升比较缓慢时,电极丝损耗较少。不过当脉冲 宽度很窄时,必须要有陡的前沿才能进行有效的加工。
第六章 数控线切割机床的加工工艺
二、电极丝及其走丝速度的影响
(1)电极丝材料的影响
电极丝的材料不同,线切割加工的切割速度也不同,目前比较适合 作电极丝的材料主要有钼丝、钨钼合金丝、纯铜丝、黄铜丝等。为 了提高切割性能,国内外都在研制线切割机床专用的各种电极丝, 如有的是内为黄铜丝,外镀熔点较低的锌或锌合金丝,允许较大的 峰值电流,在火花放电时产生较大的气化爆炸力,使切割速度较高。
线切割机床教学课件课件
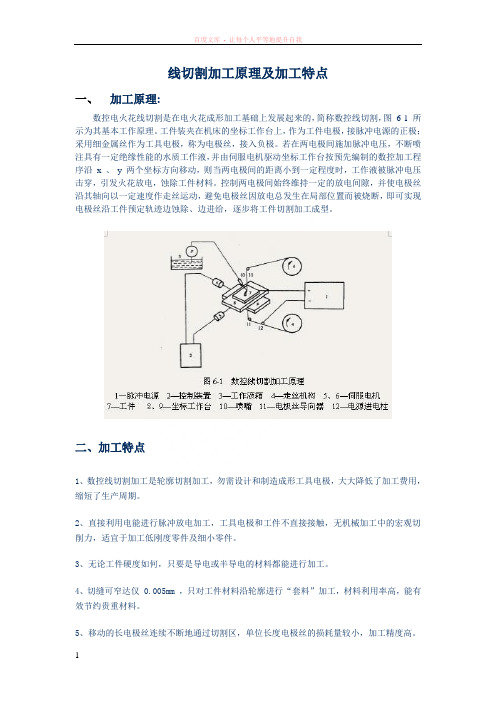
线切割加工原理及加工特点一、加工原理:数控电火花线切割是在电火花成形加工基础上发展起来的,简称数控线切割,图6-1 所示为其基本工作原理。
工件装夹在机床的坐标工作台上,作为工件电极,接脉冲电源的正极;采用细金属丝作为工具电极,称为电极丝,接入负极。
若在两电极间施加脉冲电压,不断喷注具有一定绝缘性能的水质工作液,并由伺服电机驱动坐标工作台按预先编制的数控加工程序沿x 、y 两个坐标方向移动,则当两电极间的距离小到一定程度时,工作液被脉冲电压击穿,引发火花放电,蚀除工件材料。
控制两电极间始终维持一定的放电间隙,并使电极丝沿其轴向以一定速度作走丝运动,避免电极丝因放电总发生在局部位置而被烧断,即可实现电极丝沿工件预定轨迹边蚀除、边进给,逐步将工件切割加工成型。
二、加工特点1、数控线切割加工是轮廓切割加工,勿需设计和制造成形工具电极,大大降低了加工费用,缩短了生产周期。
2、直接利用电能进行脉冲放电加工,工具电极和工件不直接接触,无机械加工中的宏观切削力,适宜于加工低刚度零件及细小零件。
3、无论工件硬度如何,只要是导电或半导电的材料都能进行加工。
4、切缝可窄达仅 0.005mm ,只对工件材料沿轮廓进行“套料”加工,材料利用率高,能有效节约贵重材料。
5、移动的长电极丝连续不断地通过切割区,单位长度电极丝的损耗量较小,加工精度高。
6、一般采用水基工作液,可避免发生火灾,安全可靠,可实现昼夜无人值守连续加工。
7、通常用于加工零件上的直壁曲面,通过 X-Y-U-V 四轴联动控制,也可进行锥度切割和加工上下截面异形体、形状扭曲的曲面体和球形体等零件。
8、不能加工盲孔及纵向阶梯表面。
线切割机床的分类线切割机床一般按照电极丝运动速度分为快走丝线切割机床和慢走丝线切割机床,快走丝线切割机床业已成为我国特有的线切割机床品种和加工模式,应用广泛;慢走丝线切割机床是国外生产和使用的主流机种,属于精密加工设备,代表着线切割机床的发展方向。
《工学线切割讲》课件
材料去除量检测
对加工过程中去除的材料进行 称重或测量,以评估加工效率
。
04
工学线切割的应用实例
线切割在机械制造中的应用实例
模具制造
线切割技术广泛应用于模具制造领域 ,如注塑模、冲压模等。通过线切割 加工,可以制作出高精度、高光洁度 的模具型腔,提高模具质量和寿命。
线切割技术的发展历程
总结词
线切割技术的发展经历了从机械线切割到数控线切割的演变,其技术进步和应用 领域不断扩大。
详细描述
最初,线切割技术采用机械控制方式,操作复杂且精度不高。随着数控技术的引 入,线切割技术逐渐实现了自动化、数字化控制,提高了加工精度和效率。如今 ,线切割技术已成为制造业中广泛应用的一种加工方法。
《工学线切割讲》ppt课件
目录
• 线切割技术概述 • 工学线切割的基本原理 • 工学线切割的加工工艺 • 工学线切割的应用实例 • 工学线切割的未来发展
01
线切割技术概述
线切割技术的定义
总结词
线切割技术是一种利用连续移动的细金 属线作为电极,对工件进行切割的加工 方法。
VS
详细描述
线切割技术是一种电加工技术,其原理是 将金属线作为电极,在电极丝与工件之间 施加高频电压,产生火花放电,通过放电 产生的热量将工件局部熔化或汽化,从而 达到切割的目的。
激光线切割的基本原理
加工原理
01
激光线切割利用高能激光束照射工件,使材料迅速加热并熔化
,同时通过高速气流将熔化材料吹走,实现切割。
激光器
02
采用高功率、高稳定性的激光器作为光源,如二氧化碳激光器
。
切割质量
03
第七章 线切割加工

电子工业出版社《计算机辅助制造》
电子பைடு நூலகம்业出版社《计算机辅助制造》
7.2内轮廓加工
电子工业出版社《计算机辅助制造》
7.2.1 UG内轮廓加工
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
7.2.2 MasterCAM内轮廓加工
第七章 线切割加工
电子工业出版社《计算机辅助制造》吴家福主编
第七章 线切割加工
电子工业出版社《计算机辅助制造》
7.1 线切割的共同项
电子工业出版社《计算机辅助制造》
7.1.1 坐标系设置
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
7.1.2 部件几何体
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
7.3外轮廓加工
电子工业出版社《计算机辅助制造》
7.3.1 UG外轮廓加工
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
电子工业出版社《计算机辅助制造》
7.3.2 MasterCAM外轮廓加工
• MasterCAM X3中的外轮廓加工与内轮廓 加工并没有本质区别,都是运用【轨迹 生成】命令完成。具体步骤参见7.2.2节, 在此不再叙述。
电子工业出版社《计算机辅助制造》
• 本章结束,谢谢,再见!
电子工业出版社《计算机辅助制造》