镁合金焊接
镁合金变极性等离子缝焊接头微观组织分析

r u s h wta f o be o t a o tn d w i et f c dzn s ll t mi fu i R F ) et y M lA 1 e l o ht a r l ji nI h i . h hha— e t ein l w. eg n o fs ng e(Z r i , g 7 I s ts va nc ae c a e o l ̄ h ' s o O 'a n 2
焊 的优点 。 方面, 一 它的特征参数 电流频率 、 电流幅 值 和正负半波导通时 问比例可根据 1艺要求灵活 、 二
独 立 调 节 , 理 分 配 电 弧 热 量 . 满 足 1 件 熔 化 和 合 在 自 动去 除 工 件 表 面 氧 化 膜 需 要 的 同 时 , 大 限 度 地 最
子 弧 焊 . 一 种 针 对 镁 、 及 其 合 金 开 发 的 新 型 高 是 娟 效 焊接 1艺 方 法 。 综 合 了变 极 性 ”G 焊 和 等 离 子 二 它
氧 乙炔焊 , T点焊 等焊接 方法存 在焊缝 质量较 手
差 、 后 变 形 大 、 产 生 气 孔 、 渣 难 以 除 清 等 缺 焊 易 焊
J A i - o ZH ( Z a ・ a g S I NG Ja b . AN ; h od n , HEN Y n . I i n n o g L U L— g mi (tt Ke a oao yo tr l Mo ic t n& S h o o ae iI S in e a d E g n ei g D l n U i ri S ae yL b rtr fMae i s df ai a i o c o l f M t a c e c n n i e r . ai n v s y r s n a e t
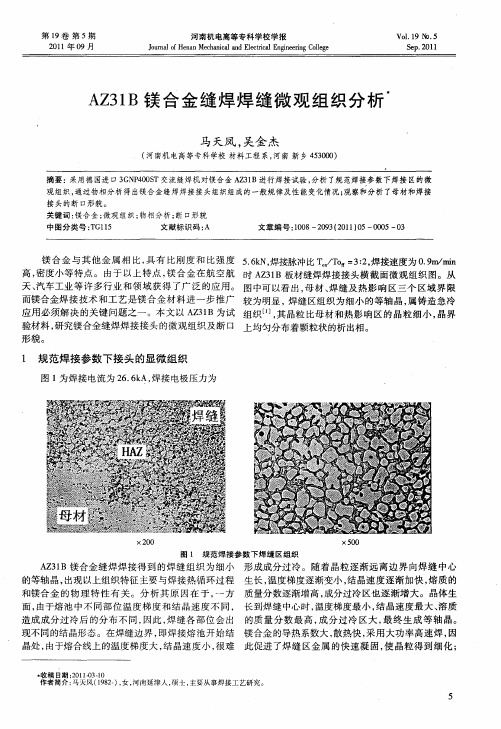
AZ31B镁合金缝焊焊缝微观组织分析
,
作者简介 : 马天风 (9 2 ) 女 , 1 8 , , 河南延津人 , 硕士 , 主要从事焊接工 艺研究 。
5
河南机 电高等专科学校学报
2 1 年 5期 01
另一方面, 在高速焊接条件下 , 从理论上讲 , 在热源运 异共 晶体 , 即共 晶 组 织 中 的 d—M g依 附 在 原 有 的 先 动方 向 已无 温度梯 度存 在 , 只在 焊缝 轴线 的垂直 方 向 共 晶 0一Mg相 上 , 【 B—Mg 1 则 以不 规 则 的形 状 A 相 且 上有温度梯度存在 。当液相 中温度梯度很小时, 在液 分 布在 晶界 上 。 由于凝 固过 程 中存 在 溶 质再 分 配 , 相 中形 成很 宽 的成 分 过 冷 区。这 时 不 仅 在结 晶前 沿 结 晶有 先 后 , 得 晶 界上 晶格 原子 排 列 杂 乱 , 可 能 使 并 形成等轴晶, 同时也能在液相的内部生核 , 产生新 的 有原子空位、 间隙原子等缺陷, 合金成分 、 杂质含量都 晶粒 , 晶粒的四周不受阻碍同时长大 , 形成等轴晶。 较高, 成为化学成分 、 晶格构造上的薄弱环节。 由于 呈颗粒状的 B相具有硬脆性特性 , 分布在镁基体可 以 2 焊 缝 区物 相 分 析 起到沉 淀 强 化 的作 用 , 分 布 在 晶 界 时 具 有 钉 扎 作 而 可 因此 (相 呈 颗 粒 状 分 布 时 对 ; 采用 D— A I 日 M YI 本理学 x射线衍射仪对焊缝 用 , 以阻碍 晶界滑 移 , A 区进行 x射线衍射分析。首先使用钢锯在试样上切割 合金强 度是 有利 的 。 出待测区域的测试样品, 样品尺寸大小为 7 m× m r 5 m, n 然后利用水砂纸将样 品表面磨平, x射线衍射仪上 在 分析试样得 出结果 如 图 2所示 。由图 2中看 出 , 区 焊缝 存在 M g和 M l两种衍射峰, 中 M l 的衍射 g A : 其 gA: 峰较弱 , 主要是 由于 A 3B合 金 中 A 元 素含 量较 少 , Z1 l 相应生成的 M 1化合物相对基体而言也较少所致。 g A , :
5052铝镁合金的焊接工艺分析
近年来,容器用铝及铝合金材料由于具有良好的耐蚀性能、力学性能、焊接性能、物理性能及其合理的性价比,从而在石油化工装置中被广泛应用。
我公司在吉林石化分公司30万t/a年聚乙烯装置及兰州石化公司60万t/a乙烯改扩建工程聚丙烯装置中承担了21台5052铝镁合金料仓的安装工程,其中21台料仓全部为现场组焊,为了确保焊接质量,制定合理的焊接工艺就显行尤为重要。
1 铝镁合金的焊接性分析1.1 铝镁合金简介铝镁合金属于防锈铝的一种(另一种为铝锰合金),老牌号标以LF××,F即为防锈铝中“防”字汉语拼音的第一个字母。
镁在铝中的室温溶解度为0.34%,极限溶解度为14.9%,铝镁合金表面可形成Al2O3·MgO尖晶石形氧化膜,具有良好的耐蚀性。
当镁含量较高时,铝镁合金中会析出β相Al2O3和Al5Mg8,β相与基体间的电位差较大,会使耐蚀性明显下降,因而铝镁合金中的镁含量一般低于12%,常用牌号低于8%,不同镁含量形成不同牌号。
铝材的标示我国过去多沿用前苏联的体系,也曾采用过前苏联的牌号表示方法,后来长期按GB/T340-1976《有色金属及合金产品牌号表示方法》用汉语拼音字母来标示铝及铝合金的牌号,其中铝镁合金用LF2、LF3来表示。
1997年1月1日开始实施的GB/T16474-1996《变形铝及铝合金牌号表示方法》代替GB/T340-1976中有关变形铝及铝合金牌号表示方法吴 俊(中国石油天然气第七建设公司,山东胶州 266300)摘 要5052铝镁合金的焊接关键是通过选择合理的焊接方法,按照严格的焊接工艺,通过对母材及焊材的清理工作以及采取恰当的反变形措施,从而保证获得良好的焊接接头性能。
关键词铝镁合金 焊接方法 母材及焊材的清理 反变形措施 部分,新的牌号表示方法主要采用变形铝及铝合金国际牌号注册协议组织(简称国际牌号注册组织)推荐的国际四位数字体系牌号命名方法,铝镁合金牌号始有5052、5086等。
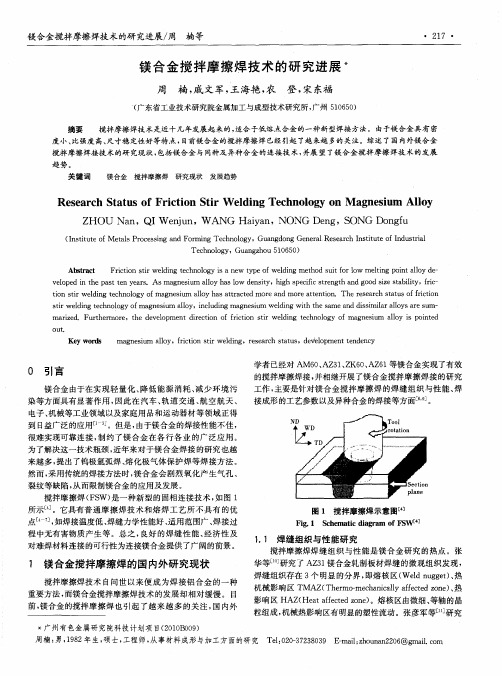
镁合金搅拌摩擦焊技术的研究进展
v lp d i h a ttny as eo e tep s e e r.Asma n su alyh slw e st ,hg p cf te g ha dg o iesa it fi— n g e im l a o d n i o y ihs ei csr n t n o dsz tb ly,f c i i i t lig tc n lg f t n si wedn e h oo yo g e im l yh satatd mo ea dmo ea tn in Th e erh sau ff c o o r ma n su al a tr ce r n r te t . o o ersa c tt so r t n i i si wedn eh oo yo g eim l y,icu igm g ei ligwi h a ea dds i lraly r u tr l igt c n lg f ma n su al o n ldn n su wedn t t esm n ismi l sa es m— a m h a o
度 小、 比强度 高、 尺寸稳定性好等特点 , 目前镁合金的搅拌摩擦焊 已经 引起 了越 来越 多的 关注 。综述 了国 内外镁合金 搅 拌摩擦焊接技术的研 究现状 , 包括镁合金与 同种及异种合金 的连接技 术 , 并展 望 了镁合 金搅拌摩 擦焊技 术的发展
脉冲半自动MIG焊在5083铝镁合金管道焊接中的应用

止 焊枪 端部 焊 接 时过 热烧 损 特 氟 龙 导丝 管 ,需 使 用
长 度 30 0 mm左右 铜合 金 导管 。需 注 意 导丝 管 尾 部到
送 丝 轮 “ 管 ” 不 宜 采 用 铜 质 或 铁 质 , 此 导 管 也 需 导
2 .铝 镁 合 金 管 道 的 焊 接 - 析 性分 铝镁 合金 管道焊 接具有 以下几 大特1 铝 镁合 金 在
采 用碳 素特氟 龙 导丝 管 ( 图 1 。同时 ,由于 铝镁 见 ) 合 金焊接 要 求 环境 非 常洁 净 ,为 防 止铝 屑堵 塞 和 污 染 导丝 管 ,所 以最好 每次焊 前清理 导丝 管 。
特 氟龙 导 丝管 探 到压 丝 轮 端部
空气 中与氧 的 亲 和 力很 大 ,在 空 气 中很容 易 与氧 生 成 A , 膜 ( 度为 0 1 . p 1 ,A , I 薄 0 厚 . ~0 2 r ) 10 熔点 高 , o
( ) 焊 接 设 备 我 们 采 用 唐 山 松 下 YD 1 一
40 E 0 G 3数 字 熔 化 极 脉 冲 MI / G 焊 机 , 该 设 备 具 G MA
有一 元化调 节 功 能 ,焊 接 时 把 电压 渊 节 旋 钮 打 到 标
准档 上 ,调节 焊 接 电流 可 自动 匹 配 出 合 适 的 电压 , 操作 简便 ? 铝镁 合金焊 接 时 为 保 证 送 丝 稳 定 性 ,送 丝 机 采 用推 丝式 四 轮 双 驱 。 由 于 铝 镁 合 金 焊 丝 材 质 较 软 ,
比钢大两 倍左 右 ,凝 固时体 积收 缩率 能达 到 6 5 ~ .% 6 6 。所 以在焊接 铝镁 合 金过 程 中,在焊 缝 金 属 内 .% 部会产 生较 大 的拉 应 力 ,在 拉 应 力作 用 下 ,焊缝 金 属非常 容易在 低熔点 共 晶物处被 拉开 ,形成 开裂 。 ( )易 产生 气孑 铝 镁 合 金表 面一 般 存 在着 一 3 L 层致 密的 A , 1O 薄膜 ,这层薄 膜 非常 容易 吸 附空 气 巾 的水 分。在焊 接铝镁 合 金 过程 中 ,A 膜 中的 水 I0 薄
各种材料的焊接性能

各种材料的焊接性能焊接是一种将两个或多个材料连接在一起的工艺,通过加热、加压和加入填充材料,使其在接头处产生强固的连接。
不同材料的焊接性能取决于其化学成分、结构和热处理状态等因素。
下面将就几种常见材料的焊接性能进行介绍。
1.钢材焊接性能:钢材是最常用的焊接材料之一,它具有良好的焊接性能。
一般来说,低合金钢和不锈钢等易焊接的钢材,焊接时一般使用通用电弧焊、气体保护焊和电子束焊等方法。
高强度钢、高合金钢等焊接性能较差的钢材则需要采用专用的焊接工艺,如预热、后热处理和控制焊接变形等。
2.铝材焊接性能:铝材具有良好的导热性和导电性,但其氧化膜易与空气中的氧气发生反应,影响焊接质量。
因此,对于铝材焊接,一般需要采用气体保护焊、TIG焊和激光焊等方法。
同时,由于铝合金的热导率较高,所以焊接时需要更高功率的焊接设备。
3.铜材焊接性能:铜材的导热性和导电性良好,在焊接时容易产生较高的焊接温度,进而导致铜材迅速散热,难以形成良好的焊接池。
因此,铜材的常见焊接方法主要有气体保护焊、TIG焊和电弧焊等。
4.镁合金焊接性能:镁合金具有轻量化和高强度等优点,但其善热导性和易氧化的特性使其在焊接过程中面临一定的挑战。
常见的镁合金焊接方法有TIG焊、气体保护焊和电弧焊等。
此外,由于镁合金容易产生热裂纹,焊接过程中需要注意控制焊接温度和热输入。
5.硬质合金焊接性能:硬质合金是一种复合材料,其焊接性能受到合金成分、颗粒尺寸和焊接工艺的影响。
一般来说,硬质合金的焊接方法有等离子焊、电子束焊和惰性气体焊等,其中等离子焊和电子束焊具有较高的能量密度,适合高硬度和高熔点的硬质合金。
综上所述,不同材料的焊接性能受到多个因素的影响,包括化学成分、结构和热处理状态等。
在选择焊接方法时,需要根据材料的特性和要求,合理选择合适的焊接工艺,以保证焊接接头的质量和性能。
镁合金缝焊焊接接头组织及断口分析

焊缝 的低温 区 内接 近室 温 。因此 , 接接 头热 影 响 区 焊 组织 和性能 不 均 匀 , 为 整 个 接 头 的 薄弱 环 节 , 焊 成 对 接质量 起着决 定作用 。镁 合金 导 热快 , 电阻焊 加热 源
关键词 : 合金; 镁 微观组 织; 口形貌 断
中 图 分 类 号 :B 1 T 3 文献标识 码 : A 文 章 编 号 :0 8— 03 2 1 ) 1 0 1— 3 10 2 9 ( 0 1 0 —0 0
镁 合 金 与 其 他 金 属 相 比 , 有 比刚 度 和 比强 度 具 高 , 度小 等 特点 。 由于 镁 合 金 的 以上 特 点 , 得 镁 密 使
c = 8 A 20倍 ) .I 2 k ( 0
图 1 不 同焊 接 电流 下 热 影 响 区 组 织
的条件下 , 焊接 时的热输入才较小 , 相应 的热影 响区 宽 度也 较小 。
在 焊接 过 程 中 , 于加 热 的 瞬 时性 和 局 部 性 , 由 使
焊缝 附近 的母 材 经 受 了一 种 特 殊 热 循 环 的作 用 。其
c I 2k 50 ) . = 8A(0 倍
图 2 不 同焊 接 电流 下熔 核 区组 织
A 3 B镁合金 缝 焊 焊 接 的 焊 缝 组织 由细 小 的等 Z1
轴 晶组 成 , 出现以上组 织特 征 主要 与焊 接热 循环 过程 因为镁 合金 冷 却过 程 中 , 晶从 温度 较 低 、 热 条 件 结 散 和镁合 金 的物理 特 性 有 关 。分 析 其 原 因 , 方 面 , 一 由 好、 首先 达到 结 晶温度 的熔 核 周边 半 熔 化 区开始 , 即 于熔池 中不 同部 位温度 梯 度 和结 晶速度 不 同 , 因此成 以表面 能最 低 的半 熔 化 晶 粒表 面 作 为现 成 的 晶核 表 分过冷 的分布不 同 。由此 , 焊缝 各部 位会 出现不 同 的 面, 进行 非 自发成核 长大 。 由于半 熔化 的 热影 响 区具 结 晶形 态 。在 焊缝 边 界 , 即焊 接 熔 池 开 始结 晶处 , 由 有 与液 态金 属 相 近 的化 学 成分 , 同 的 晶格 类 型 , 相 因 于熔合线 上 的温 度 梯 度大 , 晶速 度 小 , 难形 成 成 结 很 此 焊缝 区 晶粒 总是 联 生 长 大 , 并且 保 持 着 同一 晶 轴。 分过冷 。随着 晶粒 逐渐 远离 边界 向焊缝 中心 生长 , 温 在 热影 响 区 , 晶粒 随着 与 熔 核 区距 离 的增 大 , 寸 逐 尺 度梯度逐 渐变 小 , 晶速度 逐 渐 加 快 , 质 的分 数 质 结 溶 渐过渡 到母 材 。 量高 , 分过冷 区也逐 渐增 大 。晶体 生 长到焊 缝 中心 成
AZ31B镁合金TIG焊接件应力腐蚀性能研究

we l d e d s a mp l e s we r e e x a mi n e d b y u s i n g X- r a y d i f f r a c t i o n t e c h n o l o g y a n d a CHI 6 6 0 B e l e c t r o c h e mi c a l wo r k s t a t i o n ,r e —
GE Ma o z h o n g ,XI ANG J i a n y u n ,ZHANG Yo n g k a n g
(1 S c h o o l o f Me c h a n i c a l E n g i n e e r i n g ,J i a n g s u Un i v e r s i t y , Z h e Ni a n g 2 1 2 0 1 3; 2 Mo u l d De p a r t me n t ,
p o i n t s l o a d i n g me t h o d i n d e i o n i z e d wa t e r a t r o o m t e mp e r a t u r e .Th e mi c r o s t r u c t u r e o f s p e c i me n s a n d f r a c t u r e s u r f a c e s we r e a n a l y z e d b y 0M a n d S EM ,r e s p e c t i v e l y .S u r f a c e r e s i d u a l s t r e s s a n d p o t e n t i o d y n a mi c p o l a r i z a t i o n b e h a v i o r s o f t h e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镁合金焊接技术研究 2010年02月25日
0 前言 近10年来,由于受到能源节约以及环境保护的巨大推动,镁合金及其焊接技术的发展比任何时期都快,从焊接方法、焊接材料到焊接设备等方面都不断有新的突破,为镁合金焊接生产向优质、高效、低成本的方向发展提供了前所未有的良好条件,并大大促进了镁合金的产业化进程。 镁合金由于其自身的物理化学特点,导致其焊接有很大困难,满意的焊接质量不易获得。镁合金的结晶温度区大,易于产生热裂纹;镁的沸点低,温度进一步升高后,其蒸气压比在相同温度下的铝合金要高4-5倍,因而焊接时温度一旦过高,镁会气化,产生爆炸形成飞溅;镁对氧的亲和力大,其氧化物密度较大,而容易形成夹杂;镁在接近熔化温度时,能与空气中的氮强烈化合生成脆性的镁的氮化物,显著降低接头力学性能;因此,实现镁合金优质焊接是比较困难的,在焊接时容易产生裂纹、气孔、飞溅等缺陷。但是由于工业的迫切需要,许多科学工作者做出了很大的努力,并取得了一些重要成果。 本文介绍大连理工大学近年来开展的镁合金同种及其与异质材料的焊接研究工作,并展望了镁合金焊接技术在镁合金新型结构件产品上的应用。
1 激光焊接技术 1.1 同种镁合金的激光焊接 激光焊接作为一种先进的连接技术,具有速度快、线能量低、焊后变形小、接头强度高等优点,得到了人们极大的关注。采用脉冲YAG激光对AZ31B变形镁合金进行对接焊,结果表明,镁合金激光焊焊缝变形小,成型美观,无裂纹等表面缺陷、背面熔透均匀,如图1所示。焊接接头热影响区不明显,无晶粒长大现象;焊缝区由细小的等轴晶组成,如图2所示。在本试验条件下,接头的抗拉强度可达母材的95%以上,实现了镁合金的良好连接。研究表明,激光焊接对焊接工艺参数要求严格,同时镁合金激光焊接过程中易出现裂纹、气孔、热影响区脆化和激光能量吸收率低等系列问题。
图1 激光焊焊缝表面形貌 图2 镁合金激光焊接接头组织 1.2 镁合金与铝合金的激光焊接 镁铝异种金属可以通过真空扩散焊、爆炸焊、搅拌摩擦焊等方法实现一定程度的连接,但其结合强度并不理想。造成这种结果的主要原因是两种材料焊接时在熔池内部形成了高硬度高脆性的金属间化合物。 SiC颗粒在铸造领域常常与镁、铝合金结合形成复合材料,可以细化材料的微观组织并且全面地提高机械性能;其在表面熔覆的工艺中也经常得到应用。针对SiC的性质及其在镁、铝复合材料中应用研究的基础上,提出SiC作为中间层进行激光镁铝搭接焊工艺,将SiC颗粒作为中间层进行镁铝激光搭接焊,来达到提高镁铝焊接接头性能的目的。 对比镁合金与铝合金的直接激光焊接与加入SiC颗粒的激光焊接,其宏观焊缝横截面如图3所示。在相同激光功率条件下,焊接熔池横截面宏观形貌发生了改变。与激光直接焊接相比,加入SiC夹层后熔池内部搅拌能力降低并且镁铝板材界面处熔宽增加。对焊接试件进行剪切试验,结果表明SiC的加入改变了熔池的微观组织,使金属间化合物反应层厚度降低,焊缝的抗剪切拉伸性可达激光直接焊接的三倍以上。
图3 焊缝宏观横截面 A. 直接激光焊接 B. 加入SiC夹层的激光焊接
2 等离子弧焊技术
2.1 同种镁合金的变极性等离子弧焊 等离子弧(Plasma Arc)是一种受到约束的非自由电弧,温度和能量密度都显著高于普通电弧,是一种高效的焊接方法。采用变极性等离子弧焊接镁合金时,可以在背面无垫板的情况下实现对接接头的连接,具有熔深大、焊前准备少、焊接质量高、工件变形小及焊道数目少等优点。图4为变极性等离子弧焊接镁合金AZ31B的接头宏观形貌,接头成形美观,背面熔透均匀。焊接接头没有明显的热影响区,焊缝组织均匀,晶粒细小,如图5所示;经测试焊接接头拉伸强度达到母材的95%以上。
图4 镁合金变极性等离子弧焊宏观接头形貌 图5 变极性等离子弧焊缝接头微观组织 2.2 镁合金的变极性等离子弧缝焊 采用变极性等离子弧焊对5mm厚的镁合金板材进行了缝焊,工艺原理图如图6所示,焊缝的宏观照片如图7所示,从焊缝的宏观组织图看,上面镁板具有变极性等离子弧小孔焊的工艺特征——背面熔透均匀,接头的上下表面熔宽尺寸变化小,这将有利于减小应力集中,改善接头的性能。这种方法不仅提高了中厚度镁合金板材的焊接质量,还简化了生产流程、提高生产了效率,适用于大批量生产。 图6 变极性等离子缝焊工艺原理图 图7 变极性等离子缝焊焊缝宏观组织 3 低能耗激光诱导增强电弧复合焊接技术 低能耗激光诱导增强电弧复合焊接技术是在发现小功率激光诱导增强电弧的现象及规律的基础上,通过揭示小功率激光诱导增强电弧的多条件耦合及其物理本质,突破小功率激光诱导增强电弧的系列关键技术,发明出的一种低能耗激光诱导增强电弧焊接技术。目前采用该技术已成功实现了镁合金之间及镁合金与异质材料之间的优质高效连接,开发出了配套的镁合金专用低能耗激光诱导增强电弧复合焊接设备及系列焊接材料。
3.1 同种镁合金板材的焊接 采用低功率YAG激光-电弧复合焊接镁合金板材,焊接原理图如图8所示。试验发现,激光-电弧复合热源焊接镁合金焊缝成型良好,无气孔、裂纹等缺陷。在相同的焊接条件下,采用复合焊接方法获得的焊接熔深可达激光单独焊接的4倍,氩弧焊的2倍,如图9所示。焊接接头的拉伸强度达到母材95%以上,疲劳强度与母材相当,能够满足车辆结构件实际应用中对焊接接头动、静载荷的要求。
图8 激光-TIG复合热源示意图 图9 焊缝形貌和熔深对比 3.2 同种镁合金薄板的焊接 目前研究的镁合金焊接板厚都在1.5mm以上,并且针对薄板一般都采用搭接焊的方式。而对于1mm以下镁合金薄板对接焊接的研究还很少,这一定程度上限制了镁合金在特定场合的应用。利用低功率激光-TIG复合焊接方法焊接镁合金薄板,通过系列实验确定了复合热源焊接镁合金薄板的最佳参数。在该参数下成功实现了0.8mm镁合金薄板的对接焊,单面焊双面成型,焊缝成形连续、美观,如图10所示。对焊接接头进行拉伸强度测试,结果表明低功率激光-TIG复合焊接得到的AZ31-AZ31及AZ31-AZ80对焊接头拉伸强度相比单TIG焊接大幅度提高,达到AZ31母材强度的95%以上。
(a) 镁合金薄板正面焊缝 (b) 镁合金薄板背面焊缝 图10 镁合金薄板激光-TIG复合焊接焊缝表面形貌 3.3 异种镁合金板材的焊接 采用低能耗激光诱导增强电弧技术进行了异种镁合金之间的焊接性研究,主要研究了AZ31与AZ61和AZ91的焊接工艺并分析了焊接接头的微观组织和力学性能。研究结果表明,采用该技术不仅可以实现异种镁合金之间的良好连接,同时能够实现不同厚度的异种镁合金的良好连接。图11为典型的异种镁合金焊接接头断面形貌,可以看出AZ31侧镁合金的热影响区比较窄,而AZ61和AZ91侧的热影响区比较宽,而且包括几个不同区域,这主要与三种镁合金含铝量的不同以及低能耗激光电弧复合焊接工艺参数的选择有关。
图11 AZ31镁合金与AZ61、AZ91镁合金低能耗激光电弧复合焊接接头形貌 拉伸试验结果如图12所示,采用低能耗激光电弧复合焊接技术所获得的AZ31镁合金与AZ61和AZ91焊接接头的抗拉强度均达到AZ31镁合金母材强度的95%以上,完全能够满足实际使用的需求。
图12 AZ31镁合金与AZ61、AZ91镁合金低能耗激光电弧复合焊接接头抗拉强度 3.4 镁合金与钢异种金属的焊接 镁合金应用的主要推动力是在汽车工业中的应用,而钢材是汽车中应用最为广泛的材料之一。因此,把镁合金与钢有效的连接起来,能进一步拓宽镁合金的应用领域,并且能够有效的解决汽车轻量化等问题。 镁、钢异种金属连接存在很多问题。镁和钢熔点差异大,使其很难在熔焊过程中同时达到熔融态。其晶格类型也不同,在液态下极难互溶,并且镁和钢不发生任何化学反应。因此,需要采用加过渡金属的方法进行镁合金与钢的连接。 采用激光-电弧复合热源的焊接方法、选择合适的过渡金属可实现镁、钢异种金属的有效连接。其焊接装置示意图如图13所示,得到的焊缝表面成型良好,见图14所示。激光-TIG复合热源焊接过程中,位于上层的镁板在激光束和TIG电弧的共同作用下熔化,位于下层的钢板只在激光束作用下熔化。上层镁合金板焊缝呈典型的TIG焊焊缝特点,下层钢板焊缝呈典型的激光焊焊缝特点。对焊接接头进行拉伸测试得到的力学性能为剪切强度为170MPa。
图13 焊接装置示意图 图14 焊缝表面成形照片 3 活性焊接技术 3.1 镁合金活性焊接 活性(A-TIG)焊接法是在焊前将母材表面涂覆上一层活性剂,在相同的焊接规范下,同常规TIG焊相比,可以大幅度地提高焊缝熔深。焊接镁合金时,加入研发的活性剂后,交流TIG焊焊缝熔深明显增加,如图15所示。力学性能测试显示,镁合金A-TIG焊接接头强度可达到母材的90%,实现了镁合金的大熔深,优质连接。
图15无活性剂及涂敷活性剂的焊缝横截面照片 (a)未涂敷活性剂 (b)涂敷活性剂
3.2 镁合金活性焊丝填丝焊接 传统的活性焊接技术将活性剂涂敷在焊接试件表面,存在不能填丝的缺点,故提出一种活性焊丝填丝焊接的方法,将活性剂涂敷在焊丝的表面,然后进行填丝焊接,如图16所示。镁合金活性焊丝TIG填丝焊接克服了传统活性焊技术进行填丝焊接时熔滴过渡困难的缺点,可以实现熔滴顺利过渡到焊接熔池,同时活性剂起到增加焊接熔深的作用,是一种理想的镁合金高效焊接方法。这种方法与普通TIG填丝焊接方法相比可以大幅提高镁合金焊接的效率和熔深。图17为电流为60A和90A时焊接熔深对比。当电流为60A时,熔深增加比(活性焊丝的焊接熔深和普通焊丝的焊接熔深相比)可达