1.3.1 搅拌铸造法
第一节熔模铸造

川蜡——又称为白蜡、中国蜡、虫蜡,四川出产很多, 是白蜡虫分泌于所寄生的树上的蜡,是我国的特产。不溶于 水、乙醇和乙醚,易溶于苯。其优点是强度高、熔点高及流 动性好,但脆性及收缩率较大,它能与松香互溶,形成松香 与川蜡复合基体的模料,使之具有良好的综合性能。
聚乙烯——由乙烯聚合而成的高分子化合物,低分子量 为液体,高分子量的纯物质是乳白色蜡状固体粉末,经加入 稳定剂后,加工成粒状,具热塑性。模料中加入聚乙烯能显 著提高强度,热稳定性和韧性。
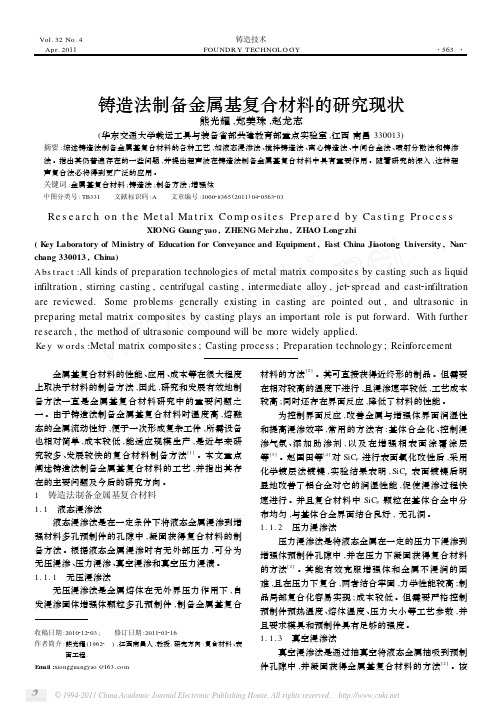
多个小针,以提供最大的散热面 积。件重0.184kg。
图3 壳体 该壳体铸件结构复杂,该图是用两
个切面解剖后的照片,可见其外形和内 腔均很复杂,它的熔模是用13个不同的 蜡模组装而成的。为铝合金熔模铸件, 其尺寸为214.9mm×200mm ×145mm, 重2.36kg。
1 重型柴油机叶轮、壁很薄,机械加工等无法达到, 用精铸法制造, 制壳时要涂挂4-6次
① 熔点要适中,通常希望60-100℃,以便于配制 模料、制模、脱模。
② 要求模料有良好的流动性和成型性,在压制熔 模时,半凝固状态的模料应能很好的充填满压型型腔, 清晰的复制出型腔的表面,表面光洁,而且熔失熔模时 易从型壳中流出。
③一定的强度,表面硬度和韧性,防止变形损失。 ④ 高的软化点——模料开始发生软化变形的温度称
所以精铸车间都与一些精密的熔炼设备相联系, 如真空熔炼等。
3.5 应用举例
图1 离心叶轮 该件突出的特点是尺寸大,壁薄。直径457mm、高 228.6mm,重45kg。有高的尺寸精度要求、大部分 件需经过x射线和荧光检查。材质为沉淀硬化马氏体 不锈钢17-4PH(美国牌号)
图2 热交换器 铝合金的热交换器,轮廓尺寸为 190.5mm×139 .7mm×55.9mm , 壁厚为 1.5mm,上面分布着1200
铸造法制备金属基复合材料的研究现状
收稿日期:2010212203; 修订日期:2011201216作者简介:熊光耀(19622 ),江西南昌人,教授.研究方向:复合材料、表面工程.Em ail :xiongguangyao @Vol.32No.4Apr.2011铸造技术FOUNDR Y TECHNOLO GY铸造法制备金属基复合材料的研究现状熊光耀,郑美珠,赵龙志(华东交通大学载运工具与装备省部共建教育部重点实验室,江西南昌330013)摘要:综述铸造法制备金属基复合材料的各种工艺,如液态浸渗法、搅拌铸造法、离心铸造法、中间合金法、喷射分散法和铸渗法。
指出其仍普遍存在的一些问题,并提出超声波在铸造法制备金属基复合材料中具有重要作用。
随着研究的深入,这种超声复合法必将得到更广泛的应用。
关键词:金属基复合材料;铸造法;制备方法;增强体中图分类号:TB331 文献标识码:A 文章编号:100028365(2011)0420563203Re s e a r c h o n t he Me t al Ma t ri x Co mp os it e s Pr ep a r e d b y Ca s ti n g Pr o c e s sXIONG G uang 2yao ,ZHENG Mei 2zhu ,ZHAO Long 2zhi(K ey Laboratory of Ministry of Education for Conveyance and Equipment ,E ast China Jiaotong U niversity ,N an 2chang 330013,China)Abs t rac t :All kinds of preparation technologie s of metal matrix compo site s by casting such as liquidinfiltration ,stirring casting ,centrifugal casting ,intermediate alloy ,jet 2spread and cast 2infiltration are reviewed.Some problems generally existing in casting are pointed out ,and ultrasonic in preparing metal matrix compo site s by casting plays an important role is put forward.With further re search ,the method of ultrasonic compound will be more widely applied.Ke y w ords :Metal matrix compo site s ;Casting proce ss ;Preparation technology ;Reinforcement 金属基复合材料的性能、应用、成本等在很大程度上取决于材料的制备方法,因此,研究和发展有效地制备方法一直是金属基复合材料研究中的重要问题之一。
Al_Si合金凝固组织的数值模拟(微观组织模拟paper)

摘 要凝固组织对铸件的性能有重要影响,对凝固组织的控制研究,过去一般采用物理实验的方法,浪费了大量的人力和物力,实验周期长,使得该方法在实际应用中的范围受到了一定限制。
随着金属凝固理论的日益完善以及计算机技术在材料科学、冶金学上应用的迅猛发展,使得计算机技术对凝固组织进行准确的模拟成为可能。
本文建立了有限元(Finite Element)和元胞自动机法(Cellular Automaton)相结合的宏微观耦合的CA-FE模型,采用有限元法(FE)计算宏观温度场,元胞自动机法(CA)计算微观凝固组织形成,与宏观传热进行耦合。
在微观计算中,形核计算采用了基于高斯分布的连续形核模型,生长计算采用了扩展的KGT模型,使其适用范围由二元合金扩展至多元合金。
应用CA-FE模型模拟了Al-Si合金的三维凝固组织,并进行了热态验证实验,应用修正的数学模型模拟并分析了原始成分、形核参数、浇注条件和铸模对凝固组织的影响。
研究结果表明:(1)模拟结果能够较为准确地反映出等轴晶和柱状晶的分布位置、比例和大小,并能较好描述凝固过程中晶粒生长情况,说明CA-FE模型是模拟凝固组织的有效模型;(2)降低原始成分Si含量以及提高过冷度是有利于柱状晶的发展,而增大形核密度是有利于等轴晶的发展,且能细化晶粒;(3)提高浇注温度,凝固组织中柱状晶增多,且晶粒明显变得粗大,而铸模外界冷却强度对铸件凝固组织的影响不大;(4)增大铸模厚度和使用冷却能力强的铸模都将使凝固组织中柱状晶比例增大,当使用冷却能力差的硅砂模时,凝固组织没有柱状晶而全为等轴晶。
关键词:有限元;元胞自动机法;数值模拟;凝固组织;等轴晶;柱状晶AbstractSolidification structure has an important influence on the performance of casting. In the past, the method of physical experiment was applied to the research of controling the solidification structure generally, however, a great deal of time and efforts should be put while using this method. so it is limited in the practical application. With the improvement of metal solidification theory and the rapid development of computer technology used in materials science and metallurgy, it has become possible to simulate the solidification structure accurately with computer technology.The CA-FE model was built through coupling the finite element and cellular automaton method. The finite element method was used to calculate macro temperature, and the cellular automaton method was used to simulate solidification microstructure with coupling the macro temperature calculation. In microstructure simulation, the nucleation adopts the continuous nucleation model based on Gaussian distribution, and the growth adopt the extended KGT model which fit complex alloy expanded from binary alloy. The three-dimensional solidification structures of Al-Si alloy was simulated by CA-FE model with hot verification test. In addition, the effects of primitive composition, nucleation parameters, casting conditions and the mold on solidification structures were analysised.The results show as follows:(1) The simulated results can accurately reflect the distribution, proportion, size of equiaxed grain and columnar grain,and can describe the grain growth well in the solidification process, so the CA-FE model is a effective model to simulate the solidification structure.(2) Reducing primitive composition of Si element and increasing undercooling are conducive to the development of columnar grains, but increasing nucleation density is conducive to the development of equiaxed grains, and can fine grains.(3) Raising the casting temperature, the proportion of columnar grain will increase, and the grains become coarse obviously,but the effect of the cooling intensity outside the mold on solidification structure is slight.(4) Enlarging the thickness of the mold or using the mold with strong cooling capacity, the proportion of columnar grain will increase. While using the Silica Sand mold with weak cooling capacity, the solidification structure were composed with all equiaxed grains and without columnar grain.Key words:finite element; cellular automaton; numerical simulation; solidification structure;equiaxed grain; columnar grain目 录第一章文献综述 (1)1.1 引言 (1)1.2 凝固组织的形成与控制 (2)1.2.1 铸件的凝固组织 (2)1.2.2 凝固组织的形成及影响因素 (3)1.2.3 凝固组织对铸件性能的影响 (4)1.2.4 凝固组织的控制 (5)1.3 凝固组织模拟的研究方法 (7)1.3.1 确定性方法(Deterministic Method) (7)1.3.2 随机性(概率)方法( Stochastic Method) (8)1.3.3 相场法(Phase field Method) (10)1.3.4 三种方法的对比 (11)1.4 凝固组织数值模拟的国内外研究进展 (12)1.4.1 国外研究 (12)1.4.2 国内研究 (15)1.4.3 存在问题及今后发展趋势 (16)1.5 本文所研究的主要工作 (17)第二章铸件凝固过程宏微观耦合模型 (19)2.1 宏观温度场计算模型 (19)2.1.1 热传递的基本方式 (19)2.1.2 热传导微分方程 (20)2.1.3 瞬态温度场的有限元解法 (21)2.2 微观动力学模型 (23)2.2.1 形核模型 (23)2.2.2 枝晶尖端动力学模型 (26)2.3 耦合计算模型 (29)2.3.1 耦合计算流程 (29)2.3.2 凝固潜热处理 (31)2.3.3 固相分数的确定 (32)2.4 本章小结 (33)第三章数学模型的计算与验证 (34)3.1 实验 (34)3.1.1 实验材料 (34)3.1.2 实验设备 (34)3.1.3 实验步骤 (35)3.1.4 实验结果 (35)3.2 数值模拟过程 (35)3.2.1 网格划分 (35)3.2.2 热物性参数 (35)3.2.3 初始条件 (36)3.2.4 边界条件 (37)3.2.5 生长系数 (37)3.2.6 形核参数 (38)3.3 模拟结果及分析 (38)3.3.1 模拟结果 (38)3.3.2 柱状晶生长 (40)3.3.3 中心等轴晶生长 (42)3.4 本章小结 (43)第四章 AL-SI合金凝固组织的数值模拟与分析 (44)4.1 原始成分对凝固组织的影响 (44)4.2 形核参数对凝固组织的影响 (45)4.2.1 过冷度对凝固组织的影响 (45)4.2.2 形核密度对凝固组织的影响 (46)4.3 浇注条件对凝固组织的影响 (47)4.3.1 浇注温度对凝固组织的影响 (47)4.3.2 外界冷却强度对凝固组织的影响 (49)4.4 铸模对凝固组织的影响 (50)4.4.1 铸模厚度对凝固组织的影响 (50)4.4.2 铸模材料对凝固组织的影响 (52)4.5 本章小结 (53)第五章:结论 (54)参考文献 (55)致谢 (58)附录:发表的论文 (59)第一章文献综述1.1 引言众所周知,决定铸件产品机械性能的最本质因素是铸件内部晶粒在宏观上的几何形态,即铸件的凝固组织结构,包括晶粒的形貌、大小、取向和分布等情况。
电子封装材料

高硅铝电子封装材料及课堂报告总结摘要关键词AbstractKeyword目录第一章高硅铝电子封装材料1.1应用背景由于集成电路的集成度迅猛增加,导致了芯片发热量急剧上升,使得芯片寿命下降。
温度每升高10℃,GaAs或Si微波电路寿命就缩短为原来的3倍[1,2]。
这都是由于在微电子集成电路以及大功率整流器件中,材料之间热膨胀系数的不匹配而引起的热应力以及散热性能不佳而导致的热疲劳所引起的失效,解决该问题的重要手段即是进行合理的封装。
所谓封装是指支撑和保护半导体芯片和电子电路的基片、底板、外壳,同时还起着辅助散失电路工作中产生的热量的作用[1]。
用于封装的材料称为电子封装材料,作为理想的电子封装材料必须满足以下几个基本要求[3]:①低的热膨胀系数,能与Si、GaAs芯片相匹配,以免工作时,两者热膨胀系数差异热应力而使芯片受损;②导热性能好,能及时将半导体工作产生的大量热量散发出去,保护芯片不因温度过高而失效;③气密性好,能抵御高温、高湿、腐蚀、辐射等有害环境对电子器件的影响;④强度和刚度高,对芯片起到支撑和保护的作用;⑤良好的加工成型和焊接性能,以便于加工成各种复杂的形状和封装;⑥性能可靠,成本低廉;⑦对于应用于航空航天领域及其他便携式电子器件中的电子封装材料的密度要求尽可能的小,以减轻器件的重量。
1.2国内外研究现状目前所用的电子封装材料的种类很多,常用材料包括陶瓷、环氧玻璃、金刚石、金属及金属基复合材料等。
国内外金属基电子封装材料和主要性能指标如表1-1。
表1-1 常用电子封装材料主要性能指标[1,4]材料密度(ρ)g/cm3导热率(K)Watts/m·k热膨胀系数(CTE) ×106/K比导热率W·cm3/m·K·gSi 2.3135 4.1 5.8 GaAs 5.339 5.810.3 Al2O3 3.920 6.5 6.8 BeO 3.92907.674.4 AlN 3.3200 4.560.6Al 2.723823.688.1Cu8.9639817.844.4Mo10.2140 5.013.5从表1-1可以看出,作为芯片用的Si和GaAS材料以及用做基片的Al2O3、BeO等陶瓷材料,其热膨胀系数(CTE)值在4×10-6/K到7×10-6/K之间,而具有高导热系数的Al和Cu,其CTE值高达20×10-6/K,两者的不匹配会产生较大的热应力,而这些热应力正是集成电路和基板产生脆性裂纹的一个主要原因之一。
高性能金属基复合材料迎来发展新机遇
金属基复合材料研发的机构数量较 强大的产业竞争力。中国、美国高性
多,包括北京科技大学、哈尔滨工业 能金属基复材企业多为军工服务,在
大学、国防科技大学、中南大学、北方 成本控制上处于劣势,在民用领域的
工业大学和上海交通大学等高校,北 发展上还存在一定的瓶颈。
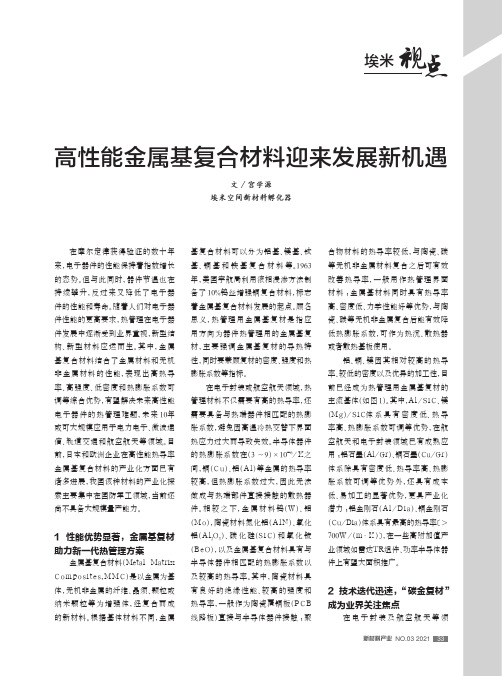
金属基复合材料制备方法
固态法
液态法
气态法
粉末冶金法
放电等离子烧结法 喷射沉积法 (固液两相)
搅拌鋳造法 压力浸渗法(真空 压力浸渗、自排气
压力浸渗)
真空吸铸法
气相沉积法(化 学气相沉积、物 理气相沉积)
图 3 金属基复合材料制备方法
其他先进技术
原位合成法 增材制造 搅拌摩擦焊
升,高性能金属基复合材料及器件的 (Advanced Composite)和联合材
1 性能优势显著,金属基复材 助力新一代热管理方案
金属基复合材料(Metal Matrix C o m p o s i t e s,M M C)是以金属为基 体,无机非金属的纤维、晶须、颗粒或 纳 米 颗 粒 等 为 增 强 体,经 复 合 而 成 的 新 材 料。根 据 基 体 材 料 不 同,金 属
铝、铜、镁 因 其 相 对 较 高 的 热 导 率、较低的密度以及优异的加工性,目 前已经成为热管理用金属基复材的 主流基体(如图 1)。其中,Al/S i C、镁 (M g)/ S i C体 系 具 有 密 度 低、热 导 率 高、热 膨 胀 系 数 可 调 等 优 势,在 航 空航天和电子封装领域已有成熟应 用 ;铝石墨(Al/Gr)、铜石墨(Cu/Gr) 体 系 除 具 有 密 度 低、热 导 率 高、热 膨 胀 系 数 可 调 等 优 势 外,还 具 有 成 本 低、易 加 工 的 显 著 优 势,更 具 产 业 化 潜力 ;铝金刚石(A l / D i a)、铜金刚石 (Cu/Dia)体系具有最高的热导率〔> 700W /(m·K)〕,在一些高附加值产 业领域如雷达TR组件、功率半导体器 件上有望大面积推广。
铝基复合材料搅拌铸造法

铝基复合材料搅拌铸造法铝基复合材料搅拌铸造法,可能有些人会皱眉,觉得这名字听起来高大上,有点让人不敢轻易下嘴。
不过啊,别怕,今天咱们就来聊聊这玩意儿,看看它到底是怎么让金属变得更强、更牛逼的。
简单来说,铝基复合材料就是把铝和其他物质给搅合在一起,搞出一种既轻又坚固的材料。
而搅拌铸造法呢,就是一种把这些材料搞在一起的技术,让它们完美融合,创造出比纯铝还要强大的东西。
好像是给铝加了点“魔法”,让它变得更牛了!铝,大家都不陌生吧。
它那轻巧的身躯,可是一直在各种高科技行业里占有一席之地。
比如飞机、汽车、甚至手机外壳,都是它的身影。
可是,大家知道吗,铝虽然轻,可也不耐摔。
纯铝的抗压性、耐磨性差到让人有点想笑。
这就像一个体型小巧、跑得快的人,虽然风度翩翩,但一摔倒就直接扑街。
想想吧,拿着纯铝做的汽车车身,万一碰到个硬物,那可就麻烦了。
所以呢,大家就开始琢磨,怎么才能让铝更强?答案就是——铝基复合材料。
这里面最重要的就是“搅拌铸造法”了。
听起来复杂,其实它就是一个“把铝和其他材料搅拌在一起”的过程,简简单单。
想象一下,咱们做饭的时候,做个铁锅炖大鹅,鹅肉和锅底能好好融合嘛?不行!得不停翻动,慢慢让火候均匀,最后才能出锅。
如果做得不好,锅底一层焦黑,肉也不入味。
铝基复合材料的制作也是这么个道理,搅拌铸造法就是通过在铝中加入一些强化材料,比如碳纤维、硅、氧化铝等等,然后用高温把这些材料加热,最终让它们和铝合成一种坚固又轻便的新材料。
搅拌铸造法的好处,简直可以用“妙不可言”来形容。
它做出来的铝基复合材料,不仅强度提高了,耐磨性也大大增强。
就像你拿了一块金属,它既不容易被刮花,又不会在高温下变形,这样的材料用在汽车上,车身结实,不怕撞;用在飞机上,既轻便又安全。
你看啊,什么高科技的跑车、无人机,都是用这种材料,轻巧又坚固,能跑得快,还不怕摔。
搅拌铸造法的一个大优势就是操作简单,成本低。
虽然大家听着可能觉得像是在做什么高精尖的技术,实际上这技术已经越来越普及,很多小工厂也能搞定。
铸造工艺操作规程

铸造工艺操作规程有哪些铸造工艺操作规程一、原材料子准备1. 选择合适的金属料子,如铁、铝、铜等,确保其纯度和质量符合工艺要求。
2. 准备砂模料子,包含原砂、粘结剂、固化剂等,确保砂模具有良好的透气性和强度。
3. 设定好浇注系统,包含浇口杯、直浇道、横浇道和内浇道,保证金属液能顺畅流入型腔。
二、模具制作1. 制作木模或蜡模,精准明确复制出零件的形状。
2. 将木模或蜡模涂上涂料,然后均匀撒砂,形成砂壳。
3. 砂壳硬化后,将木模或蜡模熔化去除,形成空腔。
三、熔炼与浇注1. 将金属原材料放入熔炉中,加热至适合的熔点,进行熔炼。
2. 熔炼过程中不绝搅拌,去除杂质,确保金属液纯洁。
3. 通过测温仪检测金属液温度,实现要求后进行浇注,确保金属液快速平稳地注入型腔。
四、冷却与清理1. 浇注完成后,让铸件在砂模中自然冷却。
2. 待铸件完全冷却后,敲碎砂模,取出铸件。
3. 清理铸件表面的砂粒和毛刺,进行打磨抛光。
五、质量检验1. 对铸件进行尺寸测量,确保符合设计要求。
2. 检查铸件内部和表面质量,无气孔、裂纹等缺陷。
3. 如有必需,进行硬度测试、力学性能测试等,确保铸件性能合格。
目的和意义铸造工艺操作规程的订立旨在规范生产流程,提高铸件的品质和全都性,减少废品率,降低本钱,同时保障工人的安全,确保企业能够稳定产出高质量的铸件产品,满足市场和客户的需求,提升企业的竞争力。
注意事项1. 操作人员应接受专业培训,熟识各步骤的操作方法和安全规程。
2. 熔炼过程中注意防止金属溅出,避开烫伤事故。
3. 使用防护设备,如护目镜、手套、防尘口罩等,确保个人安全。
4. 在浇注过程中,要快速而稳定,防止金属液飞溅或型腔内产生气泡。
5. 定期检查设备,确保其正常运行,防备故障发生。
6. 对于不合格的铸件,应及时分析原因,调整工艺参数,防止问题再次显现。
7. 妥当处理废弃物,遵守环保规定,实现绿色生产。
以上规程需严格执行,任何改动都应经过专业评估和审批,以确保铸造工艺的稳定性和安全性。
sicp多孔预制体制备及铝液真空压力浸渗的研究

摘要液态浸渗法是实现高体积分数SiCp/Al复合材料近净成形制备的重要方法之一,受到众多研究者的关注。
而采用该方法制备的SiCp/Al复合材料的组织和性能受到SiCp 多孔预制体制备和铝液浸渗工艺中诸多因素的影响。
本文通过研制真空压力液态浸渗实验装置,利用该装置完成了SiCp/Al复合材料的制备,并研究了工艺参数对SiCp/Al复合材料组织和性能的影响规律。
针对当前研究者采用的制备SiCp/Al复合材料液态浸渗实验装置的不足,同时,为获取铝液浸渗的中间过程,设计了实验装置的工艺条件,装置承压能力为 3.0MPa,耐温能力为1200℃;其后,完成了装置主体和附件的设计与制造。
基于此前的研究,采用磷酸二氢铝作为粘结剂,进行了SiCp/Al复合材料浸渗制备的实验,分析了铝液未能浸渗的原因。
提出了SiCp多孔预制体制备的优化工艺,采用β-SiC颗粒、造孔剂碳酸氢铵和粘结剂硅溶胶作为原材料,研究了SiCp多孔预制体的成形和烧结工艺,制备的SiCp多孔预制体外形良好;采用所研制的液态浸渗实验装置并在较高的实验真空度的条件下,进行了铝液浸渗SiCp多孔预制体实验,SiCp/Al复合材料的微观组织分析表明,SiC颗粒轮廓清晰,孔洞含量少,且铝合金和SiC颗粒界面无脆性相Al4C3的生成。
采用真空压力浸渗法,进行了不同碳酸氢铵粒径(150μm、200μm、250μm和300μm)、Mg含量(0wt.%、5wt.%和8wt.%)和浸渗压力(0.5MPa、1.0MPa和1.5MPa)下SiCp/Al 复合材料的制备,分析了不同工艺下SiCp/Al复合材料的微观组织、孔隙率、抗弯强度和断面形貌,研究了造孔剂碳酸氢铵粒径、铝合金成分和浸渗压力对复合材料的微观组织和力学性能的影响。
研究发现,碳酸氢铵粒径的增大,造成SiC颗粒之间的间隙减小,铝液浸渗较为困难,复合材料的孔隙率增加,抗弯强度下降;在浸渗过程中,随着铝合金中Mg含量的提高,能够明显提高铝液的浸渗能力,降低SiCp/Al复合材料的孔隙率从而提高材料的抗弯强度,但是,当Mg含量达到8wt.%时,复合材料的孔隙率却出现了增加,抗弯强度下降;随着浸渗压力的增加,铝液浸渗小孔洞的能力提高,使复合材料孔隙率降低,抗弯强度提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.3.1 搅拌铸造法
搅拌铸造是一种旨在增加金属流动性和均匀性的铸造技术。
它基本地使用机械搅拌来破坏金属的凝固线,从而实现铸造中的混合和均匀性。
搅拌铸造技术主要包括以下步骤:
1. 在铸造前,将金属块或粉末加入到铸造熔炉中进行熔化。
2. 当金属达到一定温度时,通过转速可控的机械搅拌器在熔池中形成涡流。
涡流可以将金属搅拌均匀并提高流动性。
3. 在搅拌铸造时,通常会向金属熔池中添加灰铁、球墨铸铁、铜、铝等金属进行合金化,这提高了材料的性能。
4. 金属熔池经过搅拌铸造后,可倒入模具中进行成形。
搅拌铸造技术可以应用于各种材料,包括铝、镁、铜、钢等。
它广泛应用于航空、汽车、船舶、重型机械等领域。