锥度和角度公差
公差第8章 圆锥和角度的公差与配合
第8章 圆锥和角度的公差与配合学习目的和要求1.了解圆锥配合的特点、基本参数、形成方法和基本要求。
2.熟悉圆锥公差项目和给定方法;了解圆锥的配合种类及形成;掌握圆锥公差的标注。
3.熟悉角度公差。
4.了解锥度和角度的检测方法。
圆锥结合是一种常用的典型配合,在机械、仪器和工具中应用广泛。
锥度与锥角的标准化,对保证圆锥配合的互换性具有重要意义。
国家于2001年颁布了GB /T157─200l 《圆锥的锥度与锥角系列》、GB /T11334─2005《圆锥公差》GB /T15754─1995《技术制图 圆锥的尺寸和公差标注》等标准,本章仅介绍这些标准的主要内容。
8.1 概 述8.1.l 圆锥配合的特点与圆柱配合相比较,圆锥配合具有如下特点:1.相配合的内、外两圆锥在轴向力的作用下,能自动对准中心,保证内、外圆锥体轴线具有较高的同轴度,且装拆方便。
2.圆锥配合的间隙和过盈,可随内、外圆锥体的轴向相互位置不同而得到调整,而且能补偿零件的磨损,延长配合的使用寿命。
3.圆锥的配合具有较好地自锁性和密封性。
圆锥配合虽然有以上优点,但它与圆柱体配合相比,影响互换性的参数比较复杂,加工和检验也较麻烦,故应用不如圆柱配合广泛。
8.1.2 圆锥配合的基本参数锥度与锥角的基本参数有圆锥表面、圆锥、圆锥长度、圆锥角、圆锥直径和锥度。
1.圆锥表面:由与轴线成一定角度,且一端 相交于轴线的一条线段(母线),围绕着该轴线旋 转形成的表面,如图8-1所示。
2.圆锥体:由圆锥表面与一定尺寸所限定的几 何体。
3.圆锥长度L :最大圆锥直径截面与最小圆 锥直径截面之间的轴向距离。
4.圆锥角α:在通过圆锥轴线的截面内, 图8-1 圆锥表面的形成 两条素线问的夹角。
5.圆锥直径:指与圆锥轴线垂直截面内的直径。
6.锥度C :两个垂直圆锥轴线截面的圆 锥直径D 和d 之差与其两截面问的轴向距离 L 之比,如图8-2所示,即 C=LdD - (8 -1) 锥度C 与圆锥角α的关系为: 图8-2 圆锥的几何参数C=2 tan2α=1:21或cot 2α(8 -2)锥度一般用比何或分式表示,例如:C=1:20或1/20。
圆锥的公差配合与测量

第一节 员工的培训管理
• 4.员工培训方式
• 培训方式的选择得当与否,直接关系到培训的 实施和培训效果的好坏。培训的具体方式是多 样的。
• (1)按培训性质的不同分为代理性培训和亲验 性培训两种。
• (2)按培训实施方式的不同分为岗前培训、在 职培训、脱产培训三种。
• 5.员工培训制度 • 员工培训制度包括以下内容:
上一页 下一页 返回
第一节 员工的培训管理
• (3)人职培训制度。 • (4)培训激励制度。 • (5)培训考核评估制度。 • (6)培训奖惩制度。 • (7)培训风险管理制度。 • 6.员工培训的要求 • (1)高层管理者确信培训规划的有效性并且予
下一页 返回
第一节 员工的培训管理
• (6)严格考核和择优奖励原则。
• 3.员工培训的特点
• (1)员工培训具有目的性、计划性和针对性的 特点。
• (2)员工培训是企业的一种投资行为,和其他 投资一样,也要从投人产出的角度考虑效益大 小及远期效益、近期效益问题,可以对它的成 本和收益进行衡量。
• (3)员工培训投资属于智力投资,它的投资收 益应高于实物投资收益,这种投资的投人产出 衡量具有特殊性。
上一页 下一页 返回
7. 1 基本术语及定义
• 例如,图7. 8为由内、外圆锥的轴肩接触得到间隙配合,图7. 9为由 基面距形成的过盈配合的示例。
• ②位移型圆锥配合:由内、外圆锥实际初始位置(Pa)开始,作一定的 相对轴向位移(Ea)或施加一定的装配力产生轴向位移而获得的圆锥配 合。
• 例如,图7. 10是在不受力的情况下,内、外圆锥相接触,由实际初 始位置Pa开始,内圆锥向左作轴向位移Ea,到达终止位置Pf而获得 的间隙配合。图7. 11为由实际初始位置Pa开始,对内圆锥施加一定 的装配力,使内圆锥向右产生轴向位移Ea,到达终止位置Pf而获得 的过盈配合。
圆锥和角度的公差及检测
整理ppt
图7-17用正弦规测量锥度
小结
1.圆锥结合的特点 圆锥结合具有较高的同轴度,自锁性好,密封性好,间隙
和过盈可以调整等优点。 2.主要术语
圆锥结合的主要术语有:圆锥角α、圆锥直径(最大圆锥
直径D、最小圆锥直径d)、锥度C、公称圆锥、实际圆锥、实际圆锥
整理ppt
第四节 圆锥配合 一、圆锥配合的种类和基本功能要求(自学) 二、圆锥配合的确定 1.结构型圆锥配合
图7-12 由轴肩接触确定最终位置图 图 7⁃13 由结构尺寸确定最终位置
整理ppt
图7-14 由一定的轴向位移确定轴向位置 图7-15 施加一定装配力确定轴向位置
整理ppt
表7-3结构型圆锥配合的特点及配合的确定
TF在一般情况下,不单独给出,而是 由对应的两极限圆锥公差带限制;当对 形状精度有更高要求时,应单独给出相 应的 形状 公 差 。其 数值 可从 GB/T1184— 1996《形状和位置公差 未注公差》附录 中选取,但应不大于圆锥直径公差值的 一半
(4)给定截面 圆锥直径公差TDS 及其公差区
TDS 指 在 垂 直 圆 锥 轴 线 的给定截面内,圆锥直 径的允许变动量;给定 截面圆锥直径公差区是 在给定圆锥截面内,由 直径等于两极限圆锥直 径的同心圆所限定的区 域,如图7-6所示
对于有配合要求的圆锥,其内 、外圆锥直径公差带位置,按 GB12360—1990《圆锥配合》中有 关规定选取
对于无配合要求的圆锥,其内 外圆锥直径公差带位置,建议选 用基本偏差JS、js确定内、外圆 锥的公差带位置
圆锥公差项目及 代号
定义
公差值及有关规定
圆锥零件的车削加工

圆锥零件的车削加工1.圆锥零件概述在车床上有多种方法可车削圆锥面。
采用不同方法车削圆锥面,对应加工的零件尺寸范围、结构形式、加工精度、使用性能和批量大小有所不同,无论哪一种方法,都是为了使刀具的运动轨迹与零件轴心线成一斜角,从而加工出所需要的圆锥面零件。
为了降低生产成本,使用方便,我们把常用的零件圆锥表面按标准尺寸制成标准圆锥表面,即圆锥表面的各部分尺寸,按照规定的几个号码来制造,使用时只要号码相同,就能紧密配合和互换。
一、常用的标准圆锥常用的标准圆锥有下列两种:1.莫氏圆锥莫氏圆锥在机器制造业中应用得最广泛的一种,如车床主轴锥孔、顶尖、钻头柄、铰刀柄等都用莫氏圆锥。
莫氏圆锥分成7个号码,即0、1、2、3、4、5和6号,最小的是0号,最大的是6号。
但它的号数不同,锥度也不相同。
由于锥度不同,所以斜角a也不同。
表7-1为莫氏圆锥参数。
注:l.锥角的偏差是根据锥厦的偏差折算列入的。
2.当用塞规检查内锥时,内锥大端端面必须位于塞规的两刻线之间,第一条刻线决定内锥大端直径的公称尺寸,第二条刻线决定内锥大端直径的最大极限尺寸。
3.套规必须与配对的塞规校正。
套规端面应与塞规上第一条线前面边缘相重合,允许套规端面超出塞规上第一条刻线,但不超过0.1mm距离。
2.公制圆锥公制圆锥有8个号码,即4、6、80、100、120、140、160和200号。
它的号码就是指大端直径,锥度固定不变,即K=1:20。
例如80号公制圆锥,它的大端直径是80mm,锥度K=1:20。
二、圆锥表面的精度和公差圆锥表面的精度主要是指锥度,在国家标准GBll334-89中,规定了各种圆锥角的公差数值(见表7-2)。
在锥度较大时,标准锥角规定有l20。
、90。
、75。
、60。
、45。
和30。
在锥度较小时,标准锥度规定有:1:3、1:5、1:7、1:8、1:10、1:12、1:15、1:20、1:30、1:50、1:100和1:200。
图7-1为圆锥角公差。
圆锥的形状公差
一. 常用术语及定义
6.锥度C:两个垂直于圆锥轴线的截面的圆锥 直径差与该两截面间的轴向距离之比。
C Dd L
锥度C与锥角α的关系为 C 2 tan 1: 1 cot
2 22
锥度关系式反映了圆锥直径、圆锥长度、圆锥角和锥度之 间的相互关系。
锥度一般用比例或分数形式表示。
圆锥角公差区
两个极限圆锥角所限定的区域。
14
2. 圆锥角公差 AT
按加工精度的高低共分12个公差等级:AT1、 AT2、…、AT12表示。
其中AT1级精度最高, AT12精度最低。
圆锥角公差可用两种形式表示:
AT——以角度单位表示圆锥角公差值;
ATD——以长度单位表示公差值,它是用与圆锥轴 线垂直且距离为L的两端直径变动量之差来表示圆
相当于采用公差的独立原则,两种公差相互独立,圆锥应 分别满足两项要求。
该法适用于对圆锥工件的给定截面有较高精度要求的 情况。如阀类零件,为使圆锥配合在给定截面上有良好的 接触,以保证有良好的密封性。
圆锥素线直线度公差:在圆锥轴向截面内,允许实际
素线形状的最大变动量。其公差区是在给定截面上,距离 为公差值TF的两条平行直线间的区域。
截面圆度公差:在圆锥轴线法向截面上,允许截面形状
的最大变动量。其公差区是半径差为公差值TF的两同心圆 间的区域。
11
一、圆锥公差项目 GB/T 11334-2005
18
4. 圆锥的形状公差TF
圆锥素线直线度公差:在圆锥轴向截面内,允许实际
素线形状的最大变动量。其公差区是在给定截面上,距离 为公差值TF的两条平行直线间的区域。
截面圆度公差:在圆锥轴线法向截面上,允许截面形状
外圆磨砂轮主轴锥度标准表
外圆磨砂轮主轴锥度标准表摘要:I.引言- 外圆磨砂轮主轴的锥度标准表的概述II.外圆磨砂轮主轴锥度标准表的详细内容- 锥度公差- 锥度测量方法- 锥度调整方法III.外圆磨砂轮主轴锥度的重要性- 对磨削精度和表面质量的影响- 对设备使用寿命的影响IV.结论- 外圆磨砂轮主轴锥度标准表在磨削加工中的重要性正文:I.引言外圆磨砂轮主轴的锥度标准表对于保证磨削加工的精度和质量具有重要意义。
本文将详细介绍外圆磨砂轮主轴锥度标准表的内容、测量方法和重要性。
II.外圆磨砂轮主轴锥度标准表的详细内容1.锥度公差外圆磨砂轮主轴锥度公差是指主轴轴线与轴承孔轴线的垂直度误差。
根据我国的标准规定,外圆磨砂轮主轴锥度公差应符合GB/T 3478.1-1995《机械工程技术条件轴和孔的锥度与锥孔》中的要求。
2.锥度测量方法测量外圆磨砂轮主轴锥度的方法有多种,常用的有百分表法、光学测量法和激光干涉仪法等。
其中,百分表法操作简单,精度较高,适用于现场测量。
3.锥度调整方法根据测量结果,可采用磨削、刮研等方法对主轴锥度进行调整,以保证其达到标准要求。
III.外圆磨砂轮主轴锥度的重要性1.对磨削精度和表面质量的影响外圆磨砂轮主轴锥度过大会导致磨削力分布不均,进而影响磨削精度和表面质量。
同时,锥度过大会加速轴承的磨损,降低设备使用寿命。
2.对设备使用寿命的影响外圆磨砂轮主轴锥度公差超差,会使得轴承产生过大的径向和轴向负荷,从而加速轴承的磨损,降低设备使用寿命。
IV.结论外圆磨砂轮主轴锥度标准表在磨削加工中具有重要意义。
形位公差特征符号全解
形位公差特征符号全解形位公差是指对于同一特征的多个部件之间,其尺寸、形状或位置的差异。
为了描述和表示这些差异,工程图纸中使用一些特定的符号和标记,被称为形位公差特征符号。
下面将介绍常见的形位公差特征符号及其含义。
1.直线度(直线形位公差):用于描述直线的直度程度,标记为⋀。
直线度公差表示直线上各点与最佳拟合直线之间的偏差。
2.圆度:用于描述圆形特征的圆形度,标记为⌒。
圆度公差表示任何圆形线的各点到最小直径与最大直径之间的偏差。
3.平面度:用于描述平面特征的平整程度,标记为⌓。
平面度公差表示平面上各点到最佳拟合平面之间的偏差。
4.垂直度:用于描述两条直线或平面之间的垂直程度,标记为∟。
垂直度公差表示两条直线或平面之间的角度偏差。
5.圆柱度:用于描述圆柱形部件表面的圆度变化,标记为Ο。
圆柱度公差表示圆柱形特征各截面上的圆度偏差。
6.圆锥度:用于描述圆锥形部件表面的圆度变化,标记为Δ。
圆锥度公差表示圆锥形特征各截面上的圆度偏差。
7.平行度:用于描述两个平面之间的平行程度,标记为∥。
平行度公差表示两个平面之间的距离偏差。
8.同轴度:用于描述两个轴线之间的同轴程度,标记为⊙。
同轴度公差表示两条轴线之间的距离和角度偏差。
9.倾斜度:用于描述两个平面或轴线之间的倾斜程度,标记为∠。
倾斜度公差表示两个平面或轴线之间的倾斜角度偏差。
10.全距:用于描述特征的最大与最小尺寸差之间的范围,标记为×。
全距公差表示最大与最小尺寸之间的偏差范围。
11.平均值:用于描述多个相同特征的尺寸的平均值,标记为X。
平均值公差表示多个相同特征的尺寸之间的平均偏差。
这些形位公差特征符号及其含义在工程图纸中被广泛使用,以确保各部件之间的尺寸、形状和位置的一致性。
通过使用这些符号,工程师和生产人员可以准确地理解和理解设计要求,并确保在制造和装配过程中达到所需的质量水平。
未注公差的规定
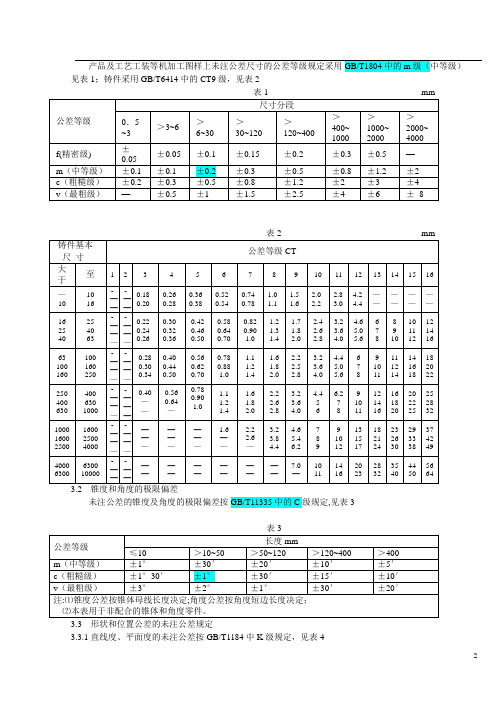
见表1;铸件采用GB/T6414中的CT9级,见表2
3.2 锥度和角度的极限偏差
未注公差的锥度及角度的极限偏差按GB/T11335中的C级规定,见表3
3.3 形状和位置公差的未注公差规定
3.3.1直线度、平面度的未注公差按GB/T1184中K级规定,见表4
3.3.2 垂直度的未注公差值按GB/T1184中的K级规定,见表5
3.3.3 对称度的未注公差值按GB/T1148中K级规定
3.3.5 其它形位公差的未注公差值按GB/T1148-1996中的5.1.2、5.1.3、5.2.1、5.2.4条规定执行。
4 检测方法
4.1 未注尺寸公差的检测按GB/T3177的规定执行。
4.2 未注形状和位置公差的检测按GB/T1958的规定执行。
5 未注公差值的图样表示法
由标准号和公差等级代号组成:“GB/T1184—×”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锥度和角度公差
(JB1–59)
公称尺寸
mm
标记示例:1:20#K6±5'(锥度为1:20、6级精度的锥度公差)
精度等级
12345678910
1~350²1¢15"2¢3¢5¢8¢13¢20¢32¢50¢>3~640²1²1¢30"2¢30"4¢6¢10¢16¢25¢40¢>6~1030²50²1¢50"2¢3¢5¢8¢13¢20¢32¢>10~1825²40²1¢1¢30"2¢30"4¢6¢10¢16¢25¢>18~3020²30²50²1¢15"2¢3¢5¢8¢13¢20¢>30~5015²25²40²1¢1¢30"2¢30"4¢6¢10¢16¢>50~8012²20²30²50²1¢15"2¢3¢5¢8¢13¢>80~12010²15²25²40²1¢1¢30"2¢30"4¢6¢10¢>120~1808²12²20²30²50²1¢15"2¢3¢5¢8¢>180~2606²10²15²25²40²1¢1¢30"2¢30"4¢6¢>260~3605²8²12²20²30²50²1¢15"2¢3¢5¢>360~5004²6²10²15²25²40²1¢1¢30"2¢30"4¢
适用范围高精度的锥度量规及角度
样板
工具锥度、锥销、传递大扭矩
的摩擦锥体
圆锥齿轮、锥套等
中等精度零件
低精度零件
注:1、本表适合于配合的锥体和角度零件。
2、表中公称尺寸对锥度公差按锥体母线长度决定,对角度公差按角度短边长度决定。
3、公差对于零线为对称分布,即公差数值为±。
4、不标注精度等级及公差的锥体零件,按10级精度制造。
ISO 2768-1-m角度公差不知道是怎么取的,想请教各位专家,如:假如我是要30度的角度公差是多少啊,是正负0.5吗?难道是角度越大公差越小吗?附图,望专家帮忙解决,谢谢
以下是回复内容:
不应该是上面所标明的那种角度公差吧?标准上面是这样说的,不怎么理解!附图
我們可以看到附圖,在一給定的兩平行之間的區域里,長度越長它的公差值越小,直線ab在兩平行的區域里公差是+-6度,當ac等於兩倍ab時,角度公差變成了+-3度了.
角度公差仅控制被测要素的理想要素之间的角度变动量,不控制被测要素的形状误差,且理想要素的位置应符合最小条件。
角度公差只控制线或素线的总方向,不控制其形状误差。
总方向是指接触线的方向,接触线是与实际线相接触的最大距离为最小的理想直线(見圖一).实际线的形状误差应由单独标注的形状公差或未注形状公差控制。
标注说明:A、B两被测实际要素分别按最小条件确定其理想要素,该两理想要素间的夹角应在给定的两极限角度之间,角度公差不控制实际要素的形状误差(見圖二)
谢谢,长见识了,上面的表3好理解,但我对ISO2768-1的表还是不太懂,可否仔细解释一下?谢谢
角度公差控制形状,线型公差控制大小,两个参数虽有相关性但没有必然的联系.
举个例子:非密封管螺纹的中径公差为密封管螺纹中径公差的一半,不能就此认为非密封管螺纹的精度高于密封管螺纹(线型公差).密封管螺纹对牙型精度有要求(角度公差).目前,尚没有把密封管螺纹与非密封管螺纹区分高低的说法.显然,它们只是两类要求不同的螺纹(一类主要要求线型公差,另一类主要要求角度公差).
应该是长度越大测量越准吧,同样精度的量具,测量三角形越大,误差放大也越大。
加工也是。