ASTM F86-04 金属外科植入物表面制备和标识 中文翻译版
金属医用骨针的标准规格和测试方法 F543-07
金属医用螺纹骨针的标准规格和测试方法本标准制定名称F543,紧跟名称后面的数字表示首次被采用的年份或者最后一次修改的年份。
括号里的数字便是最后一次再批准的年份。
标记在上方的(∈)表示最后一版修订本被编辑的次数。
1.适用范围1.1本标准规定了植入骨头的金属螺纹骨针的材料、表面处理和打标标记、维护和存储、可接受尺寸及公差。
本标准里面的尺寸和公差仅仅适用于该标准中描述的金属医用螺纹骨针。
1.2本标准规定了测试植入骨头的金属螺纹骨针扭力的机械性能的注意事项和测试方法。
这些测试方法也可适用于与规定尺寸和公差相同的其他螺纹针。
附录包括:1.2.1附录1-判定金属骨针扭转性能的测试方法1.2.2附录2-医用骨针传动力矩的测试方法1.2.3附录3-判定医用骨针轴向拔出强度的测试方法1.2.4附录4-判定自攻自钻医用骨针自攻性能的测试方法1.2.5附录5-HA和HB金属骨针的规格1.2.6附录6-HC和HD金属骨针的规格1.2.7附录7-金属骨针传动连接详述1.3本标准基于ISO5835,ISO6475和ISO9268标准。
1.4除非有特殊规定,以国际单位标注的数值为标准值。
括号里的值仅提供信息。
1.5本标准可能涉及使用危险材材料、进行危险操作以及使用危险设备。
该标准不保证包含与使用有关的所有安全关注点。
本标准的使用者在使用本标准时,应先制定适当的安全预防措施和健康保护措施,并判断调整具体的限制,这是使用者的责任。
2.参考文献2.1ASTM标准E4试验机器的力验证方法E6与机械性测试方法相关的术语E8金属材料张力测试方法E122在容许误差范围内,通过测试样品性能来评估该批金属材料的平均性能F67适用于外科植入物纯钛材料(UNS R50250,R50400,R50550,R50700)4的详述F86金属外科内植入物的表面处理方法F116医用螺丝起子钻头规格F136适用于外科植入物的Ti-6Al-4V ELI合金材料(UNS R56401)的详述F138适用于外科植入物的18Cr-14Ni-2.5Mo不锈钢杆和不锈钢丝(UNS S31673)详述F565维护和储存骨科植入物和器械的方法F620骨科内植入物使用的α加β钛合金铸件详述F799适用于外科植入物的Co-28Cr-6Mo合金材料(UNS R31537,R31538,R31539)详述F983骨科内植入物部件打永久标记的方法F1295适用于外科植入物的Ti-6Al-7Nb合金铸件(UNS R56700)详述F1314适用于外科植入物的氮化22Cr-12.5Ni-5Mn不锈钢杆和不锈钢丝铸件(UNS S20910)详述F1472适用于外科植入物的Ti-6Al-4V合金材料(UNS R56400)F1537外科植入物使用的Co-28Cr-6Mo合金铸件详述F1586外科植入物使用的氮化21Cr-10Ni-3Mn-2.5Mo不锈钢杆铸件(UNS S31675)详述F1713适用于外科植入物的Ti-13Nb-13Zr合金铸件(UNS R58120)详述F1813适用于外科植入物的Ti-12Mo-6Zr-2Fe合金铸件(UNS R58120)详述F1839用于检测矫形装置和器械的标准材料硬聚氨基甲酸酯泡沫详述2.2ISO标准5835外科植入物-六角头,球形下表面,不对称螺纹金属骨针-尺寸6475外科植入物-对称螺纹,球形下表面金属骨针-机械性能要求和测试方法9268外科植入物-圆锥形下表面金属骨针-尺寸3.术语3.1概念-图1中显示了本节中介绍的一些术语3.1.1轴向拔出强度-从物体上拔出或移除已插入的骨针的拉力大小3.1.2断裂角-在指定的扭矩上迅速减力使骨针失去扭力,此时转矩的角度即为断裂角3.1.3锯齿螺纹-几乎垂直于骨针轴的一个压力侧产生的不对称螺纹3.1.4松质针-自要用于松质骨的骨针。
外科植入物-医用不锈钢原材料标准

外科植入物-医用不锈钢原材料标准下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!外科植入物医用不锈钢原材料标准植入外科器械是医学领域中不可或缺的一部分,而医用不锈钢则是其中最常用的原材料之一。
FORECREU BIOMETAL 不锈钢 钛合金中空棒材 (骨外科植入物和器械工具) 说明书

不锈钢钛合金中空棒材(用于骨外科植入物和器械工具)目录-公司简介- A 1各种合金简介 (用于骨外科医疗器械和工具)- A 3标准中空棒材 :钢号 420 B- A 4标准中空棒材 :钢号 630- A 6标准中空棒材 :钢号 X15TN- A 7标准中空棒材 :钢号 455-PLH硬化处理实心棒材 :钢号 420 B- B 1各种合金简介 (用于骨外科植入物)- B 3标准中空不锈钢棒材 :钢号316 L (植入物)- B 4标准中空钛合金棒材 :钢号TA6V ELI注:此产品目录内所有内容均在印刷前仔细核证,但仍不排出印刷错误。
公司保留因产品更新,时间变化等其它因素导致对本目录的修改的权利,并且不另行通知。
仅正式声明以及质量认证长期有效。
.公司简介福雷孔-- 生化医疗法国福雷孔有限公司是一家集生产加工、科研开发、销售贸易等多元化发展于一体的综合性跨国公司。
现今业务发展涉及生化医疗, 工业工具, 高科技应用等多个领域.主要产品为钛钢,不锈钢, 高速钢等中空棒材, 在生化医疗领域里广泛应用于:Ø医疗工具和器械Ø骨外科植入物Ø牙科工具和器械产品介绍不锈钢中空棒材用于生产钻头,丝锥,铰刀,螺丝刀,铣刀,钻导支架,牙用钻以及其它工具和器械。
钛合金,不锈钢中空棒材用于生产空心螺钉,各种髓内针以及其它骨外科内植物。
客户服务从中小型企业到国际化大集团,我们的客户主要从事于骨外科,牙科器械和工具及医用内植物的生产和开发。
如:各种实心,空心螺钉;骨外科,创伤外科,矫形外科内植物等。
合作伙伴福雷孔一直以来与生产不锈钢,特种钢的AUBER &DUVAL和生产钛钢的TIMET在工业,技术以及经销等领域合作,同时福雷孔也与其它在国际领先的企业和公司保持着合作伙伴关系。
如ERASTEEL,BOHLER ANDCARTECH 等。
并且福雷孔是国际性研发组织和相关协会的一员,如ASTM,GOVERMENT R & D PARTNERS ,PUBLIC INSTITUTES ,MATERIALS FORUM 等;并参与他们研发项目和实验项目。
2004中文版ASME规范 第Ⅱ卷 A篇 铁基材料 2006增补

公制单位”用的‘IEEE/ASTM 10-1997’标准的规则。”
右栏第 2 段第 2 行中“……已在美国的 49 个州…… ”修改为:
“……已在美国的 50 个州……”。
按标准标号顺序、在 SA-240/ SA-240M 行下,新增加:
SA-263 铬- 不锈钢复合钢板
A06
SA-264 铬-镍 不锈钢复合钢板
A961 管道用钢法兰,锻造管配件及阀门零件通用要求 重新编号为 2.3 并删除‘SP25’一行。
重新编号为 2.4 并删除“ASME 锅炉及压力容器规范第 IX 卷,焊接 评定”一行。 在新 2.4 节下新增加 2.5 节如下: 2.5 ASME 锅炉及压力容器规范:
第 IX 卷,焊接评定 原 2.4 节重新编号为 2.6,内容不变。
60
SA-105
/SA-105M
5.1.5
句中‘特殊级别’后,增加上角标②,并在 5.1.5 条的译文下,增加注②
如下: ② 关于特殊磅级的定义,见 ASME B16.34。
60
SA-105
5.2
本节修改为:
/SA-105M
5.2 当第 5.1 条要求热处理时,应按 A961 标准做退火、正火、或正
在第 II 卷 A 篇和 B 篇中的非强制性附录-A 中。”。
xlvi~liv 许用的
对部分规范版本修改,另见本增补第 44~45 页。
ASTM 版本
2
Байду номын сангаас
ASME BPVC 2006 增补
第 II 卷 A 篇
铁基材料
04 中文 版页码
章节
修改部位
06 增 补 修 改 内 容
lv-lvi 材料的多重 每一段落的 对全文 7 个小标题,取消原有编号,但标题名称未改变。 性标志准则 小标题 各标题以下的内容,也没有变更。
外科植入物 金属材料 第2部分:纯钛
外科植入物金属材料第2部分:纯钛Implants for surgery-Metallic materials-Part2:Unalloyed titanium(ISO5832-2:2018,IDT)目次前言 (II)引言 (III)1范围 (1)2规范性引用文件 (1)3术语和定义 (1)4化学成分 (1)5显微组织 (1)6机械性能 (1)7试验方法 (2)前言本文件按照GB/T1.1—2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。
本文件是GB4234《外科植入物金属材料》的第2部分。
GB4234已经发布了以下部分:——第1部分:锻造不锈钢;——第2部分:纯钛;——第4部分:铸造钴-铬-钼合金;——第7部分:可锻和冷加工的钴-铬-镍-钼-铁合金;——第9部分:高氮不锈钢;——第11部分:锻造钛-6铝-7铌合金;——第12部分:锻造钴-铬-钼合金。
本文件等同采用ISO5832-2:2018《外科植入物金属材料第2部分:纯钛》。
本文件由国家药品监督管理局提出。
本文件由全国外科植入物和矫形器械标准化技术委员会(SAC/TC110)归口。
本文件起草单位:天津市医疗器械质量监督检验中心等本文件主要起草人:引言目前已知的外科植入材料中还没有一种被证明对人体完全无毒副作用。
但是本文件所涉及的材料在长期临床应用中表明,如果应用适当,其预期的生物学反应水平是可接受的。
外科植入物金属材料第2部分:纯钛1范围本文件规定了外科植入物用纯钛的特性和相应的试验方法。
纯钛按照拉伸强度分成6个级别,见表2。
注:取自这种金属制造的成品的试样,其机械性能可不必遵循本文件的规定。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
ISO643钢表观晶粒度的显微测定ISO6892-1金属材料拉伸试验第1部分:室温试验方法ISO7438金属材料弯曲试验ASTM E112平均晶粒度测定的标准试验方法3术语和定义本文件没有需要界定的术语和定义。
医疗器械外科植入物等离子喷涂涂层要求国内外标准比对
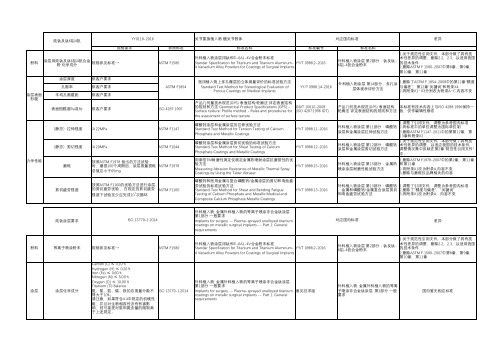
关节置换植入物 髋关节假体
对应国内标准
差异
标准名称
标准编号
外科植入物涂层用钛和Ti-6AL-4V合金粉末标准 Standar Specification for Titanium and Titanium Aluminum-4 Vanadium Alloy Powders for Coatings of Surgical Implants
当根据ASTM F1160进行剪切疲劳最大
应变至少为10mpa的测试时,涂层应 至少能承受107次循环而不发生任何
ASTM F1160
故障
当根据ASTM F1978进行测试时,表面 涂层的磨损损失在100次循环后应小 ASTM F1978 于65毫克。
医用植入物上多孔覆层的立体测量评价的标准试验方法 Standard Test Method for Stereological Evaluation of Porous Coatings on Medical Implants
GB/T 10610-2009 (ISO 4287:1996 IDT)
产品几何技术规范(GPS) 表面结 构 轮廓法 评定表面结构的规则 和方法
of surface texture
本标准有技术内容上与ISO 4288:1996保持 一致,仅作编辑性修改
磷酸钙涂层和金属涂层的拉伸试验方法 Standard Test Method for Tension Testing of Calcium Phosphate and Metallic Coatings
纯钛及钛6铝4钒
YY0118-2016 规格要求
参照标准
粉料
涂层用纯钛及钛6铝4钒合 金粉 化学成分
规格参见标准→
ASTM美国材料标准中文版

ASTM美国材料标准中文版ASTM A488/A488-2007 钢铸件焊接工艺和人员资格评定的标准实施规程〔Standard Practice for Steel Castings, Welding, Qualifications of Procedures and Personnel〕ASTM A802/A 802M-1995(R2006重新审批) 视觉检测铸钢外表验收标准规程〔STANDARD PRACTICE FOR STEEL CASTINGS, SURFACE ACCEPTANCE STANDARDS, VISUAL EXAMINATION〕ASTM B108-2006 铝合金永久型铸件标准规〔STANDARD SPECIFICATION FOR ALUMINUM-ALLOY PERMANENT MOLD CASTINGS〕ASTM B179-2006 铸造用铝合金原锭及熔融锭在各铸造过程的标准技术规〔STANDARD SPECIFICATION FOR ALUMINUM ALLOYS IN INGOT AND MOLTEN FORMS FOR CASTINGS FROM ALL CASTING PROCESSES〕ASTM B26/B26M-2005 铝合金砂铸件标准规〔STANDARD SPECIFICATION FOR ALUMINUM-ALLOY SAND CASTINGS〕ASTM D256-2006 测定塑料抗悬臂梁摆锤冲击性的标准试验方法〔STANDARD TEST METHODS FOR DETERMINING THE IZOD PENDULUM IMPACT RESISTANCE OF PLASTICS〕ASTM D2794-1993(R2004) 有机涂层抗快速形变(冲击)作用的标准试验方法〔STANDARD TEST METHOD FOR RESISTANCE OF ORGANIC COATINGS TO THE EFFECTS OF RAPID DEFORMATION (IMPACT) 〕ASTM D3359-2008 胶带试验用测定粘合性的标准试验方法〔STANDARD TEST METHODS FOR MEASURING ADHESION BY TAPE TEST〕ASTM D3363-2005 铅笔试验法测定涂膜硬度的标准试验方法〔STANDARD TEST METHOD FOR FILM HARDNESS BY PENCIL TEST〕ASTM D4060-2007 用泰伯尔磨蚀机测定有机涂层耐磨性的标准试验方法〔STANDARD TEST METHOD FOR ABRASION RESISTANCE OF ORGANIC COATINGS BY THE TABER ABRASER〕ASTM D4674-2002A 暴露在室办公室环境下的塑料颜色稳定性加速试验的标准实施规〔STANDARD TEST METHOD FOR ACCELERATED TESTING FOR COLOR STABILITY OF PLASTICS EXPOSED TO INDOOR OFFICE ENVIRONMENTS〕ASTM D4752-2003 用溶剂擦试法测定硅酸乙酯(无机)富锌底漆耐甲乙酮的标准试验方法〔STANDARD TEST METHOD FOR MEASURING MEK RESISTANCE OF ETHYL SILICATE (INORGANIC) ZINC-RICH PRIMERS BY SOLVENT RUB〕ASTM D4828-1994E1(R2003) 有机覆层实际可洗性的标准试验方法〔STANDARD TEST METHODS FOR PRACTICAL WASHABILITY OF ORGANIC COATINGS〕ASTM D638-2003 塑料拉伸性能标准测试方法〔STANDARD TEST METHOD FOR TENSILE PROPERTIES OF PLASTICS〕ASTM E1316-2007 无损检测标准术语〔STANDARD TERMINOLOGY FOR NONDESTRUCTIVE EXAMINATIONS〕ASTM E1444-2005 磁粉检测标准规程〔STANDARD PRACTICE FOR MAGNETIC PARTICLE TESTING〕ASTM E155-2005 铝、镁铸件检验用标准参考射线底片〔STANDARD REFERENCE RADIOGRAPHS FOR INSPECTION OF ALUMINUM AND MAGNESIUM CASTINGS〕ASTM E165-2002 液体渗透剂检查标准测试方法〔STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINATION〕ASTM E165-2002 液体渗透检查的标准试验方法王倩译〔STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINATION〕ASTM E192-2004 航天设备蜡模钢铸件的参考放射线照相〔STANDARD REFERENCE RADIOGRAPHS OF INVESTMENT STEEL CASTINGS FOR AEROSPACE APPLICATIONS〕ASTM E242-2001(2005年重新批准) 在某些参数变化时射线图像外观用标准参考射线底片〔STANDARD REFERENCE RADIOGRAPHS FOR APPEARANCES OF RADIOGRAPHIC IMAGES AS CERTAIN PARAMETERS ARE CHANGED〕ASTM E385-2007 使用14兆电子伏特的中子活化和直接计数技术测定含氧量的试验方法〔STANDARD TEST METHOD FOR OXYGEN CONTENT USING A 14-MEV NEUTRON ACTIVATION AND DIRECT-COUNTING TECHNIQUE〕ASTM E426-1998(2007重新审批) 无缝及焊接收产品、沃斯田不锈钢及类似合金的电磁〔涡电流〕检测操作规程〔Standard Practice for Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar Alloys〕ASTM E446-98〔2004年重新批准〕用于厚度在2in(51mm)以下钢铸件的标准参考射线底片〔STANDARD REFERENCE RADIOGRAPHS FOR STEEL CASTINGS UP TO 2 IN. (51 MM) IN THICKNESS (ALSO SEE ASTM E 446 ADJUNCT SET, ASTM E 446 ADJUNCT V1, ASTM E 446 ADJUNCT V2. AND ASTM E 446 ADJUNCT V3)〕ASTM E466-2007 金属材料上进展的恒定振幅轴向疲劳试验〔STANDARD PRACTICE FOR CONDUCTING FORCE CONTROLLED CONSTANT AMPLITUDE AXIAL FATIGUE TESTS OF METALLIC MATERIALS 〕ASTM F2357-2004 使用NORMAN工具"RCA"磨擦器测定薄膜开关上墨水和涂层抗磨性的标准试验方法〔STANDARD TEST METHOD FOR DETERMINING THE ABRASION RESISTANCE OF INKS AND COATINGS ON MEMBRANE SWITCHES USING THE NORMAN TOOL "RCA" ABRADER〕ASTM G154-2006 非金属材料暴露用荧光灯紫外暴露装置的操作规标准〔STANDARD PRACTICE FOR OPERATING FLUORESCENT LIGHT APPARATUS FOR UVEXPOSURE OF NONMETALLIC MATERIALS〕ISO,ASME,ASTM,DIN, JIS 国外管道法兰用密封垫片标准汇编ASTM F36-1995? 测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995? 垫片材料密封性的标准试验方法ASTM F38-1995? 垫片材料的蠕变松弛的标准试验方法ASTM F112-1995? 包覆垫片密封性能的标准试验方法ASTM F146-1995A? 垫片材料耐液体标准试验方法ASTM F363-1989(1994年重新确认) 垫片腐蚀试验的标准方法ASTM F336-1992? 用于腐蚀工况的非金属包覆垫片的设计与构造用标准方法ASTM F586-1979(1989年重新确认) 测定垫片汇漏(泄漏率与应力y和系数m的关系)的标准试验方法ASTM A6/A6M-2004 a版构造用轧制钢板、型钢、板桩和棒钢通用要求ASTM A27/A27M-2005版一般用途碳钢铸件标准技术条件ASTM A29/A29M-2005版热锻碳素钢和合金钢棒材一般要求标准规ASTM A36/A36M-2005版碳构造钢标准规ASTM A36/A36M-2004 碳构造钢标准规ASTM A48/A48M-2003版灰铸铁铸件标准技术条件ASTM A53/A53M-2005版无镀层及热浸镀锌焊接与无缝公称钢管标准技术条件ASTM A105/A105M-2005版管道部件用碳钢锻件ASTM A106-2006版高温用无缝碳钢公称管规ASTM A108-2003版冷精整的碳钢和合金钢棒材标准技术条件ASTM A123/A123M-2002版钢铁产品镀锌品层(热浸镀)标准规ASTM A126-2004版阀门、法兰和管道附件用灰铁铸件ASTM A143-2003版热浸镀锌构造钢制品防脆化的标准实施规程和催化探测方法ASTM A153/A153M-2005版钢铁构件镀锌层(热浸镀)标准规ASTM A179/A179M-1990a〔R2001〕版热交换器和冷凝器用无缝冷拉低碳钢管标准规ASTM A192-2002版高压设备用无缝碳钢锅炉管标准规ASTM A193/A193M-2006版高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2006版高温或高压或高温高压螺栓用碳钢及合金钢螺母标准规ASTM A209/A209M-2003版锅炉和过热器用无缝碳钼合金钢管标准规ASTM A210/A210M-2002版无缝中碳钢锅炉管和过热器管标准规ASTM A213/A213Mb-2004版无缝铁素体和奥氏体合金钢锅炉管、过热器管和换热器管标准规ASTM A216/A216M-2004版高温用可熔焊碳钢铸件标准规ASTM A234/A234M-2004版中、高温用锻制碳钢和合金钢管道配件ASTM A240/A240M-2005版压力容器用耐热铬及铬-镍不锈钢钢板、薄板和钢带标准技术条件ASTM A250/A250M-2004版锅炉和过热器用电阻焊铁素体碳合金钢管子标准技术条件ASTM A252-98〔R2002〕版焊接钢和无缝钢管桩的标准规ASTM A262-2002a版探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规ASTM A269/A269-2004版通用无缝和焊接奥氏体不锈钢管标准规ASTM A276-2006版不锈钢棒材和型材标准规ASTM A283/A283M-2003版中、低抗拉强度碳素钢板标准技术条件ASTM A285/A285M-2003版压力容器用中、低抗拉强度碳素钢标准技术条件ASTM A307/A307M-2004版抗拉强度6000PSI碳钢螺栓和螺柱标准技术条件ASTM A312/A312M-2005版无缝和焊接的以及重度冷加工奥氏体不锈钢公称管标准技术条件ASTM A320/A320M-2005版低温用合金钢栓接材料标准规ASTM A333/A333M-2004版低温设备用无缝和焊接钢管的规标准ASTM A334/A334M-2004版低温设备用无缝和焊接碳素和合金钢管的标准规ASTM A335-2003版高温设备用无缝铁素体合金钢管标准规ASTM A336/A336M-2005版高温承压件合金钢锻件标准技术条件ASTM A350/A350M-2004a版需切口韧性试验的管道部件用碳钢和低合金钢锻件标准规ASTM A351/A351M-2006版承压件用奥氏体铸钢件标准规ASTM A352/A352M-2006版低温承压用铁素体和马氏体铸钢件标准规ASTM A356/A356M-2005版汽轮机用厚壁碳钢、低合金钢和不锈钢铸件标准技术条件ASTM A370-2005版钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003版压力容器用铬钼合金钢板的标准规ASTM A403/A403M-2004版锻制奥氏体不锈钢管配件的标准规ASTM A450/A450M-2004版碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规ASTM A479/A479M-2005版锅炉和其他压力容器用不锈钢棒材和型材标准技术条件ASTM A484/A484M-2005版不锈钢棒材、钢坯及锻件通用要求标准技术条件ASTM A500-2003a版圆形与异型冷成型焊接与无缝碳素钢构造管标准规ASTM A515-2003版中温及高温压力容器用碳素钢板的标准规ASTM A516-2004a版中温及低温压力容器用碳素钢板的标准规ASTM A519-2003版机械工程用碳素钢和铝合金钢无缝钢管ASTM A530-2003版特种碳素钢和合金钢管一般要求的标准规ASTM A577/A577M-90(R2001〕版钢板超声斜射波检验ASTM A589/A589M-2006版打水井用碳素钢无缝钢管和焊接钢管ASTM A609/A609M-1991〔82002〕版碳钢、低合金钢和马氏体不锈钢铸件超声波检验ASTM A615/A615M-2004a版混凝土配筋用异形钢筋和无节钢胚棒标准规ASTM A703/A703M-2004版标准技术条件—承压件钢铸件通用要求ASTM A751-2001版钢制品化学分析方法,实验操作和术语ASTM A781/A781M-2004a版铸件、钢和合金的标准规及通用工业的一般性要求ASTM A788/A788M-2004a版标准技术条件—钢锻件通用要求ASTM A965/A965M-2002版高温承压件用奥氏体钢锻件标准规ASTM B16/B16M-2005版螺纹切削机用易车削黄铜棒、条和型材标准规ASTM B62/B62M-2002版青铜或高铜黄铜铸件标准规ASTM B209-2004版铝和铝合金薄板和中厚板标准规ASTM B462-2004版高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规ASTM B564-2004版镍合金锻件标准规ASTM E6-2003版关于力学性能试验方法的标准术语ASTM E10-2001版金属材料布氏硬度的标准试验方法ASTM E18-2003版金属材料洛氏硬度和洛氏外表硬度的标准测试方法ASTM E29-2002版使用有效数字确定试验数据与规符合性作法ASTM E8M-2004版金属材料拉伸试验的标准测试方法ASTM E94-2004版放射性检查的标准指南ASTM E125-1963〔R2003〕版铁铸件的磁粉检验用标准参考照片ASTM E164-2003版焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)版用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004版金属管超声检验方法ASTM E273-2001版焊接公称管和管子制品超声波检验用标准实用规程ASTM E709-2001版磁粉试验的推荐试验方法ASTM F36-1999(R2003〕版测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-2000版垫片材料密封性的标准试验方法ASTM F38-2000版垫片材料的蠕变松弛的标准试验方法ASTM F112-2000版包复垫片密封性能的标准试验方法ASTM F146-2004版垫片材料耐液体标准试验方法ASTM F1311-1990(R2001)版大口径组装式碳钢法兰标准规ASTM G1-2003版腐蚀试样的制备、清洁处理和评定用标准实施规ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进展的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-2003版使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书〔一〕碳钢、铸铁、不锈钢及合金钢材料标准规〔含18个标准)1. ASTM A105/A105M-2002版管道部件用碳钢锻件2. ASTM A126-1995(R2001)版阀门、法兰和管道附件用灰铁铸件3. ASTM A181/A181M-2001 版通用管路用碳钢锻件标准规4. ASTM A193/A193M-2001版?高温用合金钢和不锈钢螺栓材料5. ASTM A194/A194M-2001a版高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规6. ASTM A216/A216M-2001a版高温用可熔焊碳钢铸件标准规7. ASTM A217/A217M-2002 版高温承压件用马氏体不锈钢和合金钢铸件标准规8. ASTM A276-2002a版不锈钢棒材和型材9. ASTM A278/A278M-2001版高温不超过650°F〔350℃〕的承压部件用灰铸铁件10. ASTM A320/A320M-2002 版低温用合金钢栓接材料11. ASTM A350/A350M-2002 版要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规12. ASTM A351/A351M-2000 版承压件用奥氏体、奥氏体-铁素体〔双相〕钢铸件规13. ASTM A352/A352M-1993(R1998)版低温承压件用铁素体和马氏体钢铸件标准规14. ASTM A395/A395M-1999 版高温用铁素体球墨铸铁承压铸件15. ASTM A439-1983(R1999)版奥氏体球墨铸铁件16. ASTM A536-1984(R1999)版球墨铸铁件17. ASTM A694/A694M-2000? 版高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规18. ASTM A965/A965M-2002 版高温高压部件用奥氏体钢锻件ASTM标准中译本丛书〔二〕法兰、管件、阀门及部件〔含9个标准〕1. ASTM A182/A182M-2002版高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件2. ASTM A961-2002版管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规3. ASTM B462-2002版高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规4. ASTM F885-1984〔R2002〕版公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规5. ASTM F992-1986(R2001)版阀门铭牌标准规6. ASTM F993-1986(R2001)版阀门锁紧装置标准规7. ASTM F1030-1986(R1998)版阀门操作装置的选择准那么8. ASTM F1098-1987(R1998)版公称管径有NPS2~24的蝶阀外形尺寸标准规9. ASTM F1565-2000版蒸汽用减压阀规。
植入性医疗器械表面处理工艺规程

文件制修订记录1、目的:为消除内应力,提高表面性能,改善医用操作性。
2、范围:适用于III类植入性产品、人工关节(无菌)、及II类介入类产品手术入路器械(无菌和非无菌),采用外科植入物用不锈钢、外科植入物用钛合金加工材(TC4)金属材料所制造的零件的表面强化、钝化、洁净和除氢处理。
3、设备:3.1 CK900喷砂机。
3.2 非标清洗作业线。
3.3 101FAF-1型电热鼓风干燥箱。
3.4 ZLP78AK烘干消毒柜。
3.5 压缩空气净化系统W-1.47/7 空压机1-1.0MPa 储气罐HAD-1HTF 冷干机HF-C 过滤器3µHF-T 过滤器1µ。
3.6 0~300℃水银玻璃温度计。
3.7 1.10~1.20g/cm2密度计。
4、材料:4.1 硝酸。
分析纯GB626-89。
4.2 玻璃珠。
成球率〉80%。
4.3 纯化水。
5、工艺规程:5.1流程5.1.1钛合金零件表面处理流程:1.检查→2.强化→3.清洗→4.检验。
5.1.2不锈钢零件表面处理流程:1.检查→2.强化→3.清洗→4.检验→5.钝化→6.清洗→7.除氢处理→8.检验。
5.1.3不锈钢零件经抛光后的处理流程:1.检查→2.清洗→3.检验→4.钝化→5.清洗→6.除氢处理→7.检验。
5.2 工艺5.2.1检查:a) 零件外表面应光滑,不得有油污、锋棱、裂纹、毛刺、附着物等缺陷;b) 零件表面的粗糙度应符合相应的产品要求;c) 零件生产跟踪卡的上道工序有合格的检验结果和检验员签章。
5.2.2强化:在喷砂机中进行。
III类植入性产品:a)不锈钢零件表面强化:喷射材料:120#玻璃珠;喷射压力:4~5Kg/ cm2;喷射倾角:80~90º;喷射距离:100~150mm;喷射时间:一网筛零件不大于18min有效时间,符合6.a 要求为准。
b)钛合金零件表面强化:喷射材料:180#玻璃珠;喷射压力:5~6Kg/ cm2;喷射倾角:80~90º;喷射距离:100~150mm;喷射时间:一网筛零件不大于20min有效时间,符合6.a 要求为准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASTM F86-04 Standard Practice for Surface
Preparation and Marking of Metallic Surgical
Implants
ASTM F86-04金属外科植入物的表面制备与标识
1、 范围
1.1 本标准包括了外科金属植入物产品的表面特性说
明,表面处理和标识的方法。
本标准不包括对标识
的命名进行详细说明。
植入物规范中包含表面特性
要求和标识方法如果适用的话应优先于采用本标
准。
1.2 本标准意义不在于全面罗列所有的安全性问题,而
仅限于产品在使用方面的安全。
本标准使用者的责
任在于在产品生产使用之前建立与患者生命健康和
安全的标准,并确任采纳用于监管的限制性法规。
2、参考标准
2.1 ASTM 标准
A380 不锈钢零件、设备及系统的清洗和除垢;
A967 不锈钢部件的化学钝化处理规范;
B600 钛及钛合金表面的去污和清洗;
F983 整形植入物耐用标识;
3、定义与用途
3.1 本标准所阐述的表面处理方法目的在于改进不锈钢、
钴、钛合金、钽材质金属外科植入物产品的抗腐蚀性能;
3.2 不锈钢粒子,陶瓷杂质和其他外来粒子材料,在成型、
切割、回转加工、喷砂等工艺过程中,可能会被喷涂或移
植在金属植入物的表面上。
这些外来杂质必须被清除以确
保产品不含有锈蚀点和细微的瑕疵。
3.3 本标准中对多样化的化学和电化学表面处理方法的
说明将用于去除产品表面污渍并将尽可能保留其抗腐蚀
能力的惰性氧化层。
3.4对于植入物中需要进行特殊表面处理的工艺如硝酸中的二次钝化,需要对植入物局部表面进行评价,这些植入物表面经精细处理后再进行电化学或激光标识。
4.表面特性可接受标准
4.1 金属植入物,与本标准检测相一致时,应无以下表面瑕疵,如刀痕,缺口,刮痕,裂纹,毛刺,孔洞和其他降低产品使用性能的缺陷。
植入物表面杂质需彻底清洗。
4.2 植入物产品规范明确了产品的晶形结构,表面粗糙度,或特殊表面处理等细节要求。
4.3 根据第七部分要求制造商需制定植入物最终表面处理方法
5、清洗
5.1 植入物表面必须经过清洗以去除表面杂质。
5.2 表面清洗工艺如果合适,需采用以下相关方法
5.2.1 有机物溶解消除法,用于去除油、酯、和其他附着在表面的污渍;
5.2.2 如果需要的话可以采用如下一种方法用来清除产品表面杂质;
5.2.2.1 推荐使用强碱性清洗剂;
5.2.2.2 推荐电化学用的碱性清洗剂;
5.2.2.3 超声波振荡清洗剂
5.2.3 可以采用酸洗工艺。
用于钛,钛合金,钽的清洗方法可以参照标准B 600。
5.2.3.1 如果采用酸洗工艺,必须在植入物产品规范中进行说明。
5.3 必要的话,必须进行酸碱中和处理;
5.4 产品必须进行充分漂洗;
5.5 产品必须有足够长的干燥时间;
6、产品标识
6.1 如果植入物产品的尺寸大小满足标识要求的话,必须在产品表面进行标识以达到可追溯性要求。
必须采用适宜的标识方法和技术,并将产品标识定位在正确的地方,以最小化工艺带来的潜在副作用。
6.1.1 标识的具体信息可参照标准F983。
6.2 识别或标示金属植入物在某种意义上将最小化的削弱潜在产品机械性能或抗腐蚀性能,而不会引起组织的副作用反应。
6.3 将产品标识或标示加工在植入物的低应力点上而不是在钻孔的边缘交叉处,暗孔处或植入物边角上。
在产品的生产加工图纸上需明确标明标识的加工位置。
6.4 标识的命名方法必须有文件记录
6.5 一些标识的方法如下:
6.5.1 采用机械方法刻印在圆底和圆边上;
6.5.2 阳极电解法进行化学刻蚀;
6.5.3 标识在低接触应力的圆形旋转边上。
6.5.4 铸造标识在产品圆边或圆底的表面上。
6.5.5 采用震动式连接方法进行标识;
6.5.6 电笔标识
6.5.7 激光标识
6.6 标识工艺可以在精加工前后进行,这取决于植入物的材料,标识教你个方法和工艺。
7、末道表面处理
7.1 植入物在包装之前必须进行末道表面处理。
7.2 末道表面处理方法如下:
7.2.1 室温下浸入体积浓度为20-45%的硝酸中至少30分钟;可以在加热到120-140华氏度(40-60摄氏度)的20-25%的酸溶液中至少浸泡20分钟以减少表面处理的时间。
(参照标准A967和A380)
这些处理方法会在金属表面形成惰性钝化层,并能清除部分前道工序带来的杂质。
当其它处理方法不适合采用时,特别推荐采用本方法清除表面杂质。
7.2.2 采用中和方法用于使酸溶液分离的产品设计中。
7.2.3 彻底的漂洗工艺和干燥过程是很关键的。
7.3 不锈钢和钴合金,可选择其末道的电解抛光方法,它能产生表面钝化和与外来杂质隔离的清洁膜。
7.4 对于钛基材料,电化学阳极电解方法能形成类似于电化学抛光所产生的有惰性和清洁作用的钝化层。
选择性的氧化方法也能产品惰性氧化层。
7.5 如果有可替代的植入物表面处理方法,这些方法都必须在产品工艺文件中说明。
7.6 如果产品标识在末道表面处理后进行,必须评价产品是否需要再次惰性处理。
8、检验
8.1至少选择一个产品批次的代表性样品,采用裸眼目视检验完工后的植入物表面。
其他表面检测方法也可以增加使用;
9、关键词
9.1 碱性清洗剂;清洗;电化学抛光;最终检验;标识;金属植入物;钝化;表面处理。