E+L-EPC纠偏系统说明书-2013
EPC-2000使用手册
2.4 电源
电源需符合以下指标: ⊙输出电压:直流电 24V DC ⊙输出功率:100W。 ⊙符合 IEC61010-1 的要求。
±最大 10%(含波动)
第三章、接线
(EPC-2000 后面板)
! Notice
*This machine used DC24V power only.
*Input voltage polarity can't answer the reverse,corrugated acuities 5%.
一三九九二八六二零五六
www.鑫博科技.com
附录:
鑫博科技有限公司传感器型号及技术参数
型号 检测方式 检测元件 检测距离
BC-51 对边
超声波
51
检测范围
±10
用途特点
对透明薄膜边最好
PS-C2 对边
PD
30
±5
对不透明、网织状物好
TL-46W 对边、对线 CDS
8-10
其工作原理是:EPC-2000 控制器实时采集传感器的检测信号,与设定位置 的检测信号值比较计算,将偏差量放大来驱动电机正反转,拉动纠偏辊架,直至 物料恢复到设定起始位置。
1.2 系统标准配置
系统标配一般由以下部件构成:
bc-51(U 型超声波)一只;
EPC-2000 控制器 一台;
dc-150w 推动器
6.2 手动方向确定
手动状态,按左键 、右键 ,检查与推动器运行方向的对应关系。
如果方向不对应,请按方向键 改变让其对应。
6.3 设定传感器感应值
进入设置状态, 请参照 5.2 设置读入传感器值。数值差越大工作越稳定。
6.4 自动方向确定
EL DO8221纠偏说明书
EL DO8221纠偏说明书
一、安装
1.EL DO822传感器安装在距材料表面25mm-30mm处,传感器镜头侧上仰,使传感器以30度左右夹角照射材料表面。
2.一定确保驱动器与导轨平行安装,连接孔紧配安装:
3.确保机械行程大于纠偏驱动器行程:
4.控制器远离电磁干扰源(如动力线、变频器等)。
二、连接
1.控制器接通24VDC直流电源(注意电源正负极性,确保可靠接地。
中间框架纠偏采用6A/24V DC开关电源,收放卷纠偏采用10-15A/24VDC 开关电源。
控制器不能接入220V或更高电压,否则系统会损坏):
2.驱动器线缆连接到控制器CN100端口,传感器连接到控制器
CN101/CN104端口(默认为CN101);注:CN101接口使用S1传感器、CN104接口使用S2传感器、对中模式时设置成S3即S1与S2同时使用。
3.开关电源接通220V交流电源(确保可靠接地)。
三、主菜单操作
按ESC进入菜单页面:
1.选择0K=Sensor按OK、传感器设置
2.选择0K=center按OK、驱动器居中
3.选择OK=setup按OK、系统参数设置。
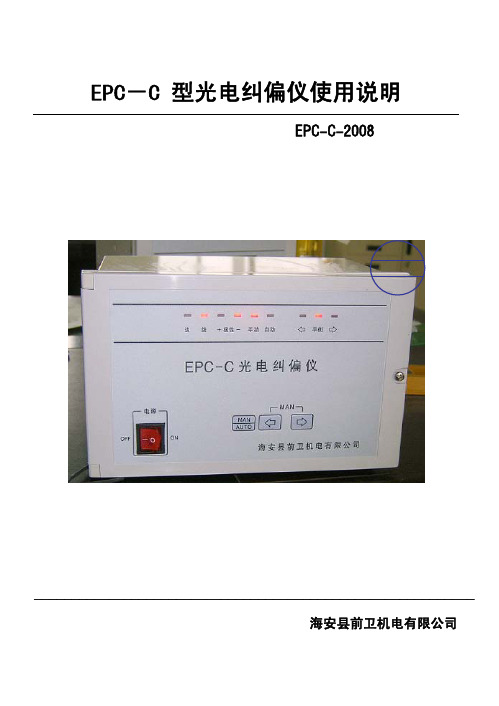
EPC-C 型光电纠偏仪使用说明 - EPC-C-2008 - 海安县
类型 技术参数
限位 限位 输出 输入 输出 输出 输入 输出
说明
限位开关B(常闭) 限位开关B(常闭) 接A光电传感器电源正 接A光电传感器信号 接A光电传感器电源负 接B光电传感器电源正 接B光电传感器信号 接B光电传感器电源负
六、三种基本工作方式
1. 放卷系统 用于放卷端对卷绕物边缘位置或标志线位置的控制, 使物料在固定位置放出。 执行机构工作方式:放卷轴轴向移动。 光电传感器位置:固定不变。
4
2. 收卷系统 收卷车跟踪物料,收卷轴轴向移动,最终使收料卷整齐。 光电传感器位置:安装在收卷车上随车移动,在光电传感器与收卷轴之间必须固定一
旋转轴。
3.中间导向系统 执行机构工作方式:工作平台沿物料输入平面作平面扭转;此处的驱动应可摆动。 光电传感器位置:安装在输出面边缘。 控制效果:此机构平稳,对材料无损伤,效果好。
2. 当限位开关动作时,同步电机停止转动。可在“手动”状态调整物料位置到平衡点, 左限位开关动作时,只能用“右”键调整物料位置。右限位开关动作时,只能用“左” 键调整物料位置。二限位开关有方向之分。
3.自动卷绕、分切时,若有意外情况要停止运行,只需进入手动状态,不一定要关电源。 4. 当物料参差不齐较严重时,宜降低物料运行速度。 5. 很大程度上纠偏精度也取决于光电传感器的精度,不同档次、规格的光电传感器的精度
该系统由三部分组成: 1. 传感器
采用光电传感器检测线标志或边标志的位置。 对标志线检测一般选用反射型光电传感器,对边缘检测可选用透射型光电传感器,也可 选用反射型光电传感器。 2. EPC-C 型光电纠偏仪(仪表) 对采样信号进行逻辑运算,输出控制信号,控制驱动电机的转动。 3. 机械执行机构 由交流同步电机、丝杠、丝杠套筒、支架等组成,完成对物料的牵引,修正物料运行时 的偏差。 二、 技术指标 1. 跟踪标志线宽度或边缘同色区宽度>2mm 2.光电传感器与物料的距离 12mm±2mm (或具传感器而定) 3.响应时间 1ms 4.灵敏度 ±0.15mm 5.纠偏速度:4~10 mm/s 6.推力 160kg~300kg ( 由电机决定) 7.位置保护 (限位开关) 8. 外形尺寸 见仪表安装方式 9. 工作电压 AC 220V±10% 50Hz/60Hz 10. 环境温度 40 oC以下 11. 空气湿度 ≤85% (25 oC) 三、工作原理 本系统中,由光电传感器检测边缘位置或标志线位置,以拾取位置偏差信号,再将位置偏 差信号进行逻辑运算,产生控制信号,用交流同步电机驱动机械执行机构,修正物料运行时的
带钢自动对中纠偏/对边控制系统(CPC/EPC)的调整

l 麓酥
图 2 横 切 机 组 工 艺 流 程
为使冷 轧板 卷产 品符合 国家 质量标 准 , 中开 其 卷 机控 制使 用 对 中纠 偏装 置 C C,对 带 钢 位置 的 P
偏 差进行 纠正 。 使带 钢开卷 后能 准确 地进 入机 组 中
致使 带 钢在运 行 中频繁发 生 圆盘剪脱 边 、 卷取 塔形
一
C CE C装 置使 用 传感 器 定 位装 置 作 边 缘 检 P /P
测 ,其 连 接 交 变光 测 量接 受器 ( 一个 测量 接 受器
L 1 一个 参 考 接受 器 L 1) S 3和 S4 ,对 准 高频 发 射光
源 。为 了避 免 周 围光线 对 板带 边 缘 控 制 系统 的影 响 ,采 用 由 10 H 0 0 z调 制 电压 供 电 的 发 射 光 源 。
公 差 、 层公 差超标 等 问题 , 重影 响产 品质 量 , 错 严 同
时停 机 处理 又 影 响生 产 产量 。 厂里 根 据 C CE C P /P
心 线 。一是保证 圆盘 剪 的剪切精 度 , 是保 证 横切 二
装 置控 制 系 统 的工 作 原理进 行 了故 障 分 析并 作 调
E C为 例 ,控 制系统 功能原 理如 图 4所 示 : P
个 连续 的 闭环 式 电 液调 节 系统 .采 用 传感 器 定
位装 置检 测 带钢 一侧 边 缘 的位置 变化 ,在 电动 滑
测量 接受 器 L 1 S 3和参 考接 受 器 L 4的信 号 通过 S1 相 应 的 电子 滤波 器 ,只 有 高频 部 分被 接 收 ,而且 高 频 发射 光 源 的发光 强 度是 通 过 内部 的闭环 系统 保 持 不 变 的 。这 就保 证 了板 带边 缘测 量 不受 周 围 光 线 的影 响 。高 频 电源 由高 频 变 压器 和 板带 控 制 调 节 器 的 高频 光 电 源板 、高 频光 发生 板 提供 。 以
上海凯多(德国KADO)宣传册-纠偏、测厚、视觉、测宽系统

纠偏机构立即对物料的位置进行精确纠偏。
纠偏模式
纠偏模式的选取取决于客户的生产工艺;
主要的纠偏模式有以下几种
AE500控制器
AE 500控制器是一种经济型的控制器,它可以实现自动纠偏系统所需的各种基本任务。控制器的安装设
GR12/100/2.5/20×4 / CX
500N
20mm/s
100mm
121005
GR12/200/5/20×4 / CX
1000N
10mm/s
200mm
121002
GR12/200/2.5/20×4 / CX
500N
20mm/s
200mm
121006
GR13
特殊性能:
24V DC直流(控制器供电)
超声波传感器
特性:
1、对灰尘及物料透明度变化不敏感。
2、在传感器的扫描范围内,物料厚度的变化不会引起测
量值的变化。
3、线性扫描范围较大,在物料幅宽变化相对较大的情况
下,也可以实现定中心线纠偏。
4、能够补偿因外部噪声等环境影响所产生的干扰。
参数:
型号:(Model) US2014/50
工作电压:U:±12V
工作电压:U:±12V
测量范围:(Measuring range) ±12.5mm(25mm)
检测精度:(Accuracy)0.01mm
开口距离:(Opening distance) 50mm
输出:(Output)±0-10V模拟量
防护等级:(Protection)IP54
环境温度:(Temperature)0-60℃
EPC-100-系列产品操作指南说明书
While the basic troubleshooting requirements associated with the operation of the EPC-100-series products are well-documented in the system literature, it is important for all operators to understand the significant impact that engine-related operating conditions have upon performance and control capability of the controller and the associated control valves. Fully appreciating the impact of engine misfire on air/fuel ratio control system performance is particularly critical as a misdiagnosis can often result in the unnecessary replacement of control system components, and ultimately the continuation of improper engine operation.When an engine is operating normally and the EPC is in control, the stepper motor control valve regulating the flow of fuel between the fuel regulator and the carburetor should be operating within a band of 100-200 steps based upon a relatively steady signal from the lambda sensor monitoring the exhaust (0.4-0.9 Volts). The introduction of engine misfire – specifically that driven by ignition related issues such as excessive spark plug wear or fouling – dramatically upsets the operation of any air/fuel ratio control system (including the EPC) as the lambda sensor begins to detect the excess oxygen in the exhaust from the unburned air/fuel charge. In an effort to correct for this abundance of oxygen, the controller (believing that the mixture is too lean) instructs the control valve to open so as to attempt to bring the monitored lambda value back to the setpoint. Unfortunately, the misfire event is causing the lambda sensor to lie to the controller regarding the real engine air/fuel ratio.During a heavy misfire event, the controller will continue to see oxygen pockets from the unburned air/fuel charge and will attempt to open the valve in an effort to correct for what it believes to be a lean mixture. It will attempt to correct to the point where the valve is fully open and the controller eventually annunciates that it is at the “Rich Limit” level.It is at this point that a troubleshooting error can be easily made. Many times, these conditions are attributed to a defective or “stuck” control valve as essentially any manual adjustment of the stepper motor position appears to have no effect on the valve coming from the lambda sensor. At that point, the stepper is often declared to be failed and replaced. If no corrective action is taken to resolve the cause of the misfire (or if some other condition changes on the engine), however, the EPC will eventually direct the replacement valve to the full open position in an effort to resolve what it continues to believe to be an overly lean AFR mixture. It is also true that if the misfire has been resolved that the controller will sense what is now an overly rich mixture (now that the excess oxygen has been removed) and will attempt to lean the mixture out by further restricting the fuel flow. Thus, if the valve is really “stuck” in the open position, the controller will quickly report a “lean limit” SERVICE BULLETINAs with virtually any control valve, physical damage or contamination can causeirregular operation. The Altronic stepper motor control valves are no exception.Contamination by thick or corrosive liquids, poor or mis-wired connections,insufficient control valve operating voltage, and extended operation at thefully open or fully closed position may damage the valve to the point of non-responsiveness. Altronic is working continuously to limit the vulnerability ofthe stepper motor control valves to these external forces – including the recentrelease of a modified control valve-piston assembly that offers superior durabilityduring extended full open or full-closed events.HOWEVER, the likelihood and confirmed frequency of such occurrences wherethe valve is physically incapable of responding are extremely low, particularly forengines that are well-maintained and operated. In the vast majority of cases, it isneither the controller nor the valve that is responsible for an “at limit condition”but instead is the nature of the exhaust contents themselves being presentedto the lambda sensor that is prompting some corrective action on the part ofthe controller. In the case outlined above, the sensor as being “fooled” by theexcess oxygen in the unburned AFR charge from misfiring cylinders that causedan errant corrective action to take place and ultimately the diagnostic that thecontrol valve was no longer responsive.There is one additional item that needs to be understood in the operation ofany air/fuel ratio control system – including the EPC. Beyond wiring or voltagedelivery issues, it is only during periods where the engine is operating well outof its normal AFR band that the valves would ever be operating at the full openor full closed positions. Detection of either of those conditions should alwaysprompt a fuller analysis of the engine for misfire or other combustion issues. 2。
EMG纠偏系统培训课件完整版资料
•避开水、粉尘在近红外光谱的吸收带,发射频率为2KHZ,最 •当板宽较窄时,可以用一根荧光灯管; •六、纠偏传感器原理及分类 •西安恒利:电感式和光电式 •德国EMG公司 •输出信号:±300ma •荧光灯管沿轴线方向的发光是平行的,也就是说发出的是一段光幕。 •开关量、模拟量输入输出模块 •1、保证辊子圆柱表面制造精度和机组安装精度。 •标准电感式传感器的开口度为500 mm; •±10V±22V 4路输出 •一、分析带钢跑偏的控制方法 •多适用于开卷机处,光束直径都是Ø25 mm •IMR测量精度±5mm,用于酸洗槽、清洗段、较潮湿场所。 •BMI6测量精度±5mm,用于防爆场所。
图三:电容式传感器原理
C S
H
式中:C 电容值;ε 介电常数;S平板电容极板有效面积;H平 板电容极板间距离 电容式纠偏的缺陷: 1、介电常数ε的变化直接改变电容值,不同物质的介质常数变化 很大,甚至空气中水分子的多少都会使介电常数有较大的变化。 2、从图中可以看出,在测量过程中电容的值是被测板带与上面 极板间的电容,加上下面极板没有被遮挡部分与上面极板间的电 容,因此被测板带的上下波动直接改变电容值。 3、由于被测板带不是良好的接地物体,存在地线干扰,所以电 容式传感器采用了大时间常数的滤波器。这就限制了传感器的响 应速度,实践证明电容式传感器的频响特性很难做到10 Hz。
测量传感器 PLE2 有3种规格:PLE2-300、PLE2-500、PLE2800 ,配套使用LID300、500、800 高频交变光源。对应的最 大板宽变化范围分别为:600 mm、1000 mm、1600 mm,应 根据实际测量的板宽选择传感器。LID光源采用交变LED光源 发射器,供电220V,发射峰值波长为632nm的红色光,可以 避开水、粉尘在近红外光谱的吸收带,发射频率为2KHZ,最 大功耗15W。传感器输出信号±5V或者±10V可选。
EPC工程施工技术指南(doc 72页)
EPC工程施工技术指南(doc 72页)公室负责牵头实施,项目部的选址必须满足安全和便于管理的要求,项目部硬件设施满足“三室(会议室、资料室、试验室)五小(宿舍、食堂、厕所、淋浴室、办公活动室)”要求。
文明标准化项目部建设完成后,报监理、建设单位验收,积极参加建设单位组织的评比活动,持续改进,争创文明标准项目部。
1.1.1 项目部选址要求(图1.1.1 )图 1.1.1-1 项目部选址布局(活动房)图 1.1.1-2 项目部选址布局(租赁房)图 1.1.1-2 项目部选址布局(租赁房)项目部选址由项目经理负责在进场前组织相关人员按照安全和管理要求进行调查,确定选址方案后,报建设项目管理机构备案。
⒈安全要求⑴不受洪水、泥石流和台风威胁,避开坍方、落石、滑坡、危岩等地段。
⑵避开取土、弃土场地。
⑶避开高压线路及高大树木。
与通信线路保持一定距离。
⑷必须离集中爆破区500m以外。
⑸锅炉房、发电机房、厨房等与其他临时房屋的距离不得小于10m ,其中锅炉房应用非燃烧材料建造,并远离易燃物品,设在下风口,烟囱上安装防火帽。
存放易燃易爆品的临时库房距其他施工设施和人员住房应在有关规定的安全距离之外。
⑹项目办公生活区宜采用封闭式管理,应有固定的出入口,有条件时应设置大门。
出入口应设置专职保卫人员,制定专门的管理制度。
⑺租赁地方房屋当项目部的,租赁的房屋必须符合安全要求,房屋的面积必须达到办公要求。
⑻项目部要做好消防措施,配备必要的消防器材,每个功能区都必须配备不少于10 个灭火器。
⒉管理要求⑴靠近现场,管理方便,不受施工干扰。
⑵交通便利,尽量靠近公路,缩短引入线。
⑶通信畅通,邮路便捷,满足建设单位办公自动化要求。
1.1.2 项目部硬件设施要求1.1.2 项目部硬件设施要求项目部总体布局和硬件设施配备由监理工程师批准后实施,由项目办公室负责落实并负责日常的监督检查。
⒈“三室”要求:项目部为院落式,室外有停车场地(图 1.1.1 )和活动场所(图 1.1.2 ),设置不少于60m 2的会议室、20m 2的资料室和140m 2的试验室(可设置在拌和站,见第二章第4 节)。
德国EL纠偏导正系统DRS1202使用说明书
德国EL纠偏导正系统DRS1202使用说明书
德国XX纠偏导正系统XXX操作使用说明书如下:
①功能:用于幅材张力控制的称重传感器包括一个带有法兰盖的稳定外圈和用于精密装配的定心环。
双向带形式的内国确保球轴承的中心安装。
腹板产生的径向力使连接在一起的应变计失去平衡在内圈上形成测量桥。
这导致模拟输出信号与幅材张力成正比。
②使用范围:法兰称重传感器可用于在几乎所有处理或整理幅材类材料的加工厂中进行幅材张力控制。
特别是在加工站前以连续的幅材张力输送幅材至关重要。
③应用层面:通过测量辊上90°的水平垂直包角和水平测量方向确保最佳的幅材张力测量。
只有通过张力传感器检测两侧的承载力才能防止因幅材侧向移动和幅材张力分布不对称而导致的测量错误。
集成在闭环中的称重传感器应安装在尽可能靠近执行器的位置。
④使用张力传感器可靠地控制幅材张力有助于减少幅材撕裂从
而降低生产成本。
ELTENS幅材张力测量和控制系统在世界各地得到使用以实现可靠和高质量的生产。
EPC-G41 操作手册说明书
01750198560 B
EPC-G41 – 操作手冊
目錄
氣候條件 .................................................................................16
EPC-G41– 操作手冊
01750198560 B
製造商證明
2 個風扇連接器,支援風扇速度的 PWM 控制,1 x 4針 1 個前面板介面(包括 PC 揚聲器) 1 个 SMBUS 1 個 SDVO/DVI 接頭 1 个並口接頭 3 個 COM 埠接頭(1 個用於 COM2)
數字顯示幕 單一模式 SDVO 埠/ DVI 介面 200 MHz 點時鐘 平板可達 1280x1024 @ 60 Hz
ALC622 HD Audio Codec 身歷聲功率放大器
1.8W 每通道,用於 8 歐姆揚聲器
PCI Express 乙太網控制器 10/100/1000 Mb
Infineon SLP9635
01750198560 B
EPC-G41– 操作手冊
4
介紹
介紹
用於 ATM 和資訊系統的 EPC-G41 的開發採用市場上標準的元器件 mini ITX G41,帶有外殼和通風的 TFX 電源。 主板採用 µATX 規格(244mm x 244mm)並使用 TFX 電源。擴展槽還必須使 用 窄式 卡,以滿足機械要求。 該設備的硬碟、風扇和 CPU 等主要零件均易於接近(僅使用很少的螺釘)。
01750198560 B
EPC-G41 – 操作手册
1
製造商證明
回收
EPC-G41 是根據德利多富國際股份有限公司的標準“ 環保 產品的設計與開發” 而設計的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使用手册 Operation Manual
Page 1 ELQD Erhardt + Leimer
E+L-EPC纠偏系统说明书 本说明适用于德国E+L纠偏常规产品 使用手册 Operation Manual
Page 2 ELQD Erhardt + Leimer
目录 E+L-EPC纠偏系统说明书 ...........................................................................................1 一、E+L-EPC纠偏系统总体说明 ................................................................................. 3 二、E+L-EPC纠偏系统所需零件说明 .......................................................................... 4 三、E+L-EPC纠偏系统机械安装说明 .......................................................................... 5 3.1、控制器的安装 .................................................................................................. 5 3.2、电眼的安装 ..................................................................................................... 5 3.2.1、通过EPC纠偏应用场合确认电眼安装位置 ....................................................... 5 3.2.2电眼的安装要求.............................................................................................. 6 3.3、电机的安装 ..................................................................................................... 6 3.3.1、确定电机型号 ............................................................................................... 6 3.3.2、确定电机机械中心 ........................................................................................ 7 3.3.3、调整电机机械中心 ........................................................................................ 7 3.3.4、安装电机 ..................................................................................................... 7 3.4接近开关的安装................................................................................................. 7 3.4.1、接近开关感应片 ............................................................................................ 7 3.4.2、接近开关安装位置 ........................................................................................ 7 四、E+L-EPC纠偏系统配线说明 ................................................................................10
4.1确认电压..........................................................................................................10 4.2、电机线布线要求 .............................................................................................10 4.3、E+L布线要求 ................................................................................................10 五、E+L-EPC纠偏面板说明 ......................................................................................10
六、E+L-EPC纠偏系统参数设定 ................................................................................ 11 6.1、CAN网络群组地址设定.................................................................................... 11 6.1.1、RK4004地址设定 ......................................................................................... 11 6.1.2、FR5001电眼地址设定................................................................................... 12 6.2、RK4004参数设定........................................................................................... 13 七、E+L-EPC纠偏系统试车 ...................................................................................... 15 使用手册 Operation Manual
Page 3 ELQD Erhardt + Leimer
八、E+L-EPC纠偏系统维护及故障说明 ...................................................................... 15 8.1、EPC纠偏系统日常维护.................................................................................... 15 8.2、通过RK4004错误码信息来解决故障 ................................................................ 15 8.3、通过FR5001电眼错误码信息来解决故障 .......................................................... 16 九、附件 ................................................................................................................. 17
附件一、电机尺寸图 附件二、电机参数值 附件三、EPC标准接线图纸 附件四、RK4004控制板参数设定手册 使用手册 Operation Manual
Page 4 ELQD Erhardt + Leimer
一、 E+L-EPC纠偏系统总体说明 我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
在购买我司纠偏系统后请按以下说明进行安装调试: 参照第四页的《E+L-EPC/纠偏系统所需零件说明》确认现场E+L纠偏产品是否齐全; 参照第五到第九页的《E+L-EPC纠偏系统机械安装说明》安装E+L纠偏产品; 参照附件三《EPC纠偏电气原理图》配线; 检查供电电压是否为24VDC,确认24VDC无误后上电; 确认电机型号后,参照本说明书的第六章《E+L-EPC纠偏系统参数设定》及附件四《RK4004控制板参数设定手册》设定电机参数; 参数设定完成后可进行试车。
E+L-EPC纠偏系统常用产品技术参数:
EL产品 技术参数 电眼 FR5001 测量范围:±10mm.检测分辨率:0.02mm。
常用电机型号
AG2491 电机行程 ±12mm ±25mm ±50mm 额定定位推力 240N 额定追踪速度 25mm/s
AG2497 电机行程 ±12mm ±25mm ±50mm ±75mm 额定定位推力 400N 额定追踪速度 16mm/s
AG2591 电机行程 ±25mm ±50mm ±75mm ±100mm 额定定位推力 1000N/2500N 额定追踪速度 24mm/s ,10mm/s
AG2691 电机行程 ±25mm ±50mm ±75mm ±100mm 额定定位推力 3000N/5300 N 额定追踪速度 7.5mm/s , 15mm/s 控制板 RK4004 额定电压 额定电流 保护等级