金刚石表面镀覆碳化硅的研究_穆云超
碳化硅晶圆的表面
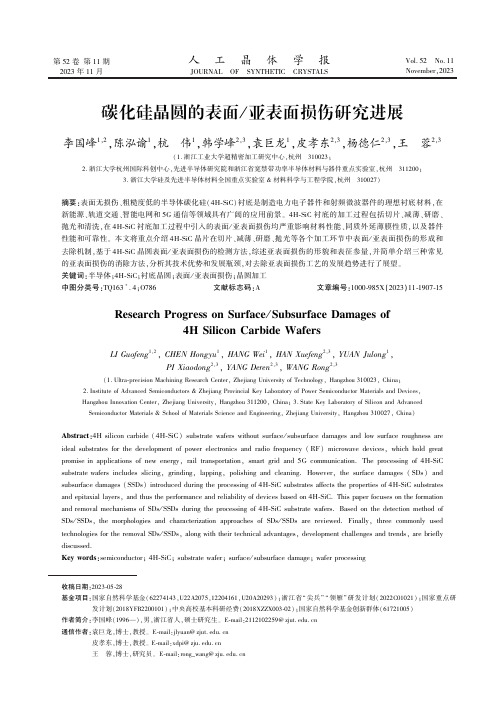
第52卷第11期2023年11月人㊀工㊀晶㊀体㊀学㊀报JOURNAL OF SYNTHETIC CRYSTALSVol.52㊀No.11November,2023碳化硅晶圆的表面/亚表面损伤研究进展李国峰1,2,陈泓谕1,杭㊀伟1,韩学峰2,3,袁巨龙1,皮孝东2,3,杨德仁2,3,王㊀蓉2,3(1.浙江工业大学超精密加工研究中心,杭州㊀310023;2.浙江大学杭州国际科创中心,先进半导体研究院和浙江省宽禁带功率半导体材料与器件重点实验室,杭州㊀311200;3.浙江大学硅及先进半导体材料全国重点实验室&材料科学与工程学院,杭州㊀310027)摘要:表面无损伤㊁粗糙度低的半导体碳化硅(4H-SiC)衬底是制造电力电子器件和射频微波器件的理想衬底材料,在新能源㊁轨道交通㊁智能电网和5G通信等领域具有广阔的应用前景㊂4H-SiC衬底的加工过程包括切片㊁减薄㊁研磨㊁抛光和清洗,在4H-SiC衬底加工过程中引入的表面/亚表面损伤均严重影响材料性能㊁同质外延薄膜性质,以及器件性能和可靠性㊂本文将重点介绍4H-SiC晶片在切片㊁减薄㊁研磨㊁抛光等各个加工环节中表面/亚表面损伤的形成和去除机制,基于4H-SiC晶圆表面/亚表面损伤的检测方法,综述亚表面损伤的形貌和表征参量,并简单介绍三种常见的亚表面损伤的消除方法,分析其技术优势和发展瓶颈,对去除亚表面损伤工艺的发展趋势进行了展望㊂关键词:半导体;4H-SiC;衬底晶圆;表面/亚表面损伤;晶圆加工中图分类号:TQ163+.4;O786㊀㊀文献标志码:A㊀㊀文章编号:1000-985X(2023)11-1907-15 Research Progress on Surface/Subsurface Damages of4H Silicon Carbide WafersLI Guofeng1,2,CHEN Hongyu1,HANG Wei1,HAN Xuefeng2,3,YUAN Julong1,PI Xiaodong2,3,YANG Deren2,3,WANG Rong2,3(1.Ultra-precision Machining Research Center,Zhejiang University of Technology,Hangzhou310023,China;2.Institute of Advanced Semiconductors&Zhejiang Provincial Key Laboratory of Power Semiconductor Materials and Devices,Hangzhou Innovation Center,Zhejiang University,Hangzhou311200,China;3.State Key Laboratory of Silicon and AdvancedSemiconductor Materials&School of Materials Science and Engineering,Zhejiang University,Hangzhou310027,China) Abstract:4H silicon carbide(4H-SiC)substrate wafers without surface/subsurface damages and low surface roughness are ideal substrates for the development of power electronics and radio frequency(RF)microwave devices,which hold great promise in applications of new energy,rail transportation,smart grid and5G communication.The processing of4H-SiC substrate wafers includes slicing,grinding,lapping,polishing and cleaning.However,the surface damages(SDs)and subsurface damages(SSDs)introduced during the processing of4H-SiC substrates affects the properties of4H-SiC substrates and epitaxial layers,and thus the performance and reliability of devices based on4H-SiC.This paper focuses on the formation and removal mechanisms of SDs/SSDs during the processing of4H-SiC substrate wafers.Based on the detection method of SDs/SSDs,the morphologies and characterization approaches of SDs/SSDs are reviewed.Finally,three commonly used technologies for the removal SDs/SSDs,along with their technical advantages,development challenges and trends,are briefly discussed.Key words:semiconductor;4H-SiC;substrate wafer;surface/subsurface damage;wafer processing㊀㊀收稿日期:2023-05-28㊀㊀基金项目:国家自然科学基金(62274143,U22A2075,12204161,U20A20293);浙江省 尖兵 领雁 研发计划(2022C01021);国家重点研发计划(2018YFB2200101);中央高校基本科研经费(2018XZZX003-02);国家自然科学基金创新群体(61721005)㊀㊀作者简介:李国峰(1996 ),男,浙江省人,硕士研究生㊂E-mail:2112102259@㊀㊀通信作者:袁巨龙,博士,教授㊂E-mail:jlyuan@皮孝东,博士,教授㊂E-mail:xdpi@王㊀蓉,博士,研究员㊂E-mail:rong_wang@1908㊀综合评述人工晶体学报㊀㊀㊀㊀㊀㊀第52卷0㊀引㊀㊀言4H碳化硅(4H-SiC)材料具有禁带宽度大㊁饱和电子漂移速率高㊁击穿电场高㊁导热系数高㊁抗辐照等优点,能够满足现代电力电子技术对高频㊁高功率㊁高温应用的要求[1]㊂而表面无损伤㊁低粗糙度的4H-SiC衬底晶圆是制造4H-SiC基电力电子器件的基础㊂由于材料的高硬度㊁强化学惰性等特点,4H-SiC的晶圆加工存在加工损耗大㊁损伤多㊁效率低等难题[2]㊂目前,4H-SiC晶圆的主要加工流程包括切片㊁减薄㊁研磨㊁抛光和清洗[3]㊂在晶圆加工过程中,减薄㊁研磨和抛光会依次去除切片引入的损伤层,实现晶圆的全局平坦化加工,得到无损伤㊁低表面粗糙度的4H-SiC晶圆㊂然而,4H-SiC晶圆的加工过程存在加工损伤去除不彻底或不可避免地引入新损伤的问题㊂根据损伤在光学显微镜检测下是否可见,4H-SiC晶圆表面的损伤分为表面损伤(surface damages,SDs)和亚表面损伤(subsurface damages,SSDs)㊂其中,SDs包括划痕㊁凸起㊁凹坑等,可通过光学显微镜直接观测;而SSDs主要分布于表面以下,无法通过光学显微镜直接观测㊂目前已发现的4H-SiC晶圆的SSDs包括:亚表面微裂纹㊁位错聚集㊁非晶相和残余应力等[4]㊂SDs/SSDs会在后续外延过程中作为缺陷的形核中心,严重影响外延层质量,进而影响4H-SiC基器件的性能与可靠性[5]㊂因此,准确识别SDs/SSDs,并阐明4H-SiC晶圆加工过程中SDs/SSDs的产生与去除机制,对于高质量4H-SiC晶圆的加工及应用至关重要㊂本文针对4H-SiC晶圆加工过程中产生的SDs/SSDs的形貌和来源进行分析,论述了在晶圆加工各个环节产生的SDs/SSDs的形成和去除机理,随后介绍了SSDs对后续外延和晶体生长的影响;最后简要介绍了SDs/SSDs的去除方法,比较去除效果,分析了其技术优势和发展瓶颈,并对其发展趋势进行展望㊂1㊀4H-SiC加工过程中的SDs/SSDs4H-SiC晶圆的主要加工流程分为切片㊁减薄㊁研磨㊁抛光和清洗㊂除了晶体本身的质量问题(如碳包裹㊁多型体㊁微管㊁位错等缺陷)[6],对衬底外延和后续器件制造影响最大的缺陷就是SDs/SSDs㊂由于二者均源于晶圆加工环节,因此明确SDs/SSDs的产生和去除机制,优化晶圆加工工艺,对严格控制4H-SiC晶圆的SDs/SSDs,并提升后续4H-SiC单晶生长或同质外延的质量具有重要意义㊂在4H-SiC的切片等加工工艺中,材料主要通过脆性断裂模式去除,这不可避免地会在表面下方引入微裂纹[7],造成材料的SDs和SSDs㊂亚表面的微裂纹不仅降低4H-SiC晶片的机械强度,还影响后续工艺和生产成本,是评价晶圆加工质量的一个重要指标㊂如图1(a)所示,切片工艺是影响切片过程中微裂纹损伤层厚度的关键因素㊂在后续减薄㊁研磨和抛光的加工过程中,损伤层的厚度逐渐减小,并在抛光后得到有效去除,获得全局平坦化的近无损4H-SiC晶圆㊂纳米压痕试验结果表明,4H-SiC在机械应力下产生的损伤层在宏观上呈现 Y 字形的裂纹,包括中位裂纹和侧位裂纹(见图1(b))[8]㊂其中,中位裂纹发生于磨料加载过程,随着磨料压入深度的增加,中位裂纹从变形区底端开始萌生,并向下扩展;当卸载时,中位裂纹逐渐闭合,侧位裂纹从变形区的底端开始萌生并向两侧和表面扩展,当侧位裂纹扩展到表面,形成表面破碎[2]㊂图1㊀4H-SiC衬底晶圆加工过程中SDs/SSDs的厚度变化(a)及裂纹产生的模型示意图(b)[8] Fig.1㊀Evolution of SDs/SSDs and change of the thickness(a),and diagram showing the generation mechanism ofcracks(b)in a4H-SiC substrate wafer[8]1.1㊀切片过程引入的损伤层作为4H-SiC晶圆加工过程的第一道工序,切片工艺质量决定了后续减薄㊁研磨㊁抛光的加工水平㊂切片㊀第11期李国峰等:碳化硅晶圆的表面/亚表面损伤研究进展1909㊀是影响晶圆损伤层厚度和面型参数的关键工艺㊂面型参数包括总厚度偏差(total thickness variation,TTV)㊁局域厚度变化(local thickness variation,LTV)㊁弯曲度(BOW)和翘曲度(WARP)㊂切片极易在4H-SiC晶片表面和亚表面产生大量裂纹和微裂纹,增加晶片的破片率和制造成本,因此控制晶片表层裂纹损伤对降低4H-SiC晶圆成本㊁推动4H-SiC基器件的发展具有重要意义㊂4H-SiC晶圆的切片方法有金刚线锯切片㊁游离砂浆线锯切片㊁激光切割和电火花切片等㊂其中,金刚线锯切片和游离砂浆线锯切片是目前4H-SiC晶圆加工最常用的切片方法,其原理是依靠金刚线或金属线带动砂浆使磨粒到达加工区域,并对磨粒施加压力,在磨料与晶锭表面接触瞬间,磨粒尖端会因冲击形成局域的微破碎,进而形成裂纹和材料脱落,以达到切片的目的[9]㊂该切割现象在单颗粒的游离砂浆线锯切实验中得到验证,但是划痕表面的材料剥落会使划痕的宽度超过磨料的直径[10],这与材料的去除方式有关㊂在晶圆加工过程中,材料的去除方式可分为脆性去除和延性去除[11]㊂由于4H-SiC具有高硬度㊁高脆性的特点,刀具刻划4H-SiC表面产生划痕的过程分为塑性阶段㊁塑脆性共存阶段和完全脆性阶段3个阶段,可以用摩擦力信号来表征[12]㊂图2所示为4H-SiC单晶的动载荷划痕实验,在塑性阶段主要以延性去除为主,摩擦力曲线光滑,划痕也以平滑凹槽为主;在塑脆性共存阶段,材料的去除既有延性去除又有脆性去除,划痕中显露出鱼鳞状凹坑;而在完全脆性阶段,脆性去除占主导,材料表面鱼鳞状凹坑进一步恶化并伴有裂纹萌生[13]㊂研究者们期望4H-SiC的材料去除机制更多表现为延性去除,以尽可能减小加工损伤和材料的损耗㊂然而,过分追求延性去除将会导致极低的材料去除率㊂因此,在脆性去除和延性去除两者间寻求一个平衡点是4H-SiC衬底加工的一个关键点㊂图2㊀4H-SiC晶圆动载荷划痕实验中划痕的摩擦力信号与载荷变化的关系(a)及划痕形貌变化图(b)[13] Fig.2㊀The dependence of the frictional force on the position(a),and the change of the scratch shape(b)during the dynamicload scratch experiment of a4H-SiC wafer[13]在4H-SiC线锯切片过程中,材料的脆性去除占据主导,导致4H-SiC在材料破碎去除的同时,产生大量的裂纹等损伤㊂随着钢线(或金刚线)深入材料内部,磨削力有所降低,4H-SiC材料的脆性去除进一步加剧㊂表1列出了金刚线锯切片和游离砂浆线锯切片两种切片方法的主要切削方式及其在4H-SiC中产生的损伤层的缺陷类型㊂在游离砂浆线锯切片时,4H-SiC亚表面会出现弥散的三角形损伤区,并带有半环束和堆垛层错;而金刚线锯切片会在4H-SiC晶片表面引入损伤区㊁半环束位错和堆积层错[14]㊂虽然由切片产生的SDs/SSDs是整个4H-SiC衬底加工中最严重的损伤,但通过优化切片工艺参数可以明显改善损伤层的厚度㊂如图3所示,通过优化线锯切工艺可显著控制4H-SiC的SDs/SSDs的厚度,其中减小晶体进给速度㊁增大线速度均有利于减小SDs/SSDs的厚度[15]㊂1910㊀综合评述人工晶体学报㊀㊀㊀㊀㊀㊀第52卷表1㊀不同切片方法对4H-SiC加工造成的损伤[14]Table1㊀Damages caused by different sawing technologies of4H-SiC wafers[14]切片方法切削方式主要缺陷金刚线锯固定磨料平移损伤层半环束位错(U型30ʎ倾斜和V型)堆垛层错游离砂浆线锯游离磨料旋转三角形损伤区半环束位错(不倾斜U型)堆垛层错图3㊀金刚线锯切片4H-SiC晶圆过程中进给速度(a)和线速度(b)对微裂纹损伤的厚度影响[15] Fig.3㊀Effect of feed rate(a)and wire speed(b)on the thickness of microcrack damages during the diamond wiresawing of4H-SiC wafers[15]1.2㊀磨削过程引入的损伤层磨削的目的是去除4H-SiC切片过程引入的SDs/SSDs,同时降低晶圆的TTV㊁LTV和表面粗糙度[16]㊂由于4H-SiC的高硬度特性,磨削过程中必须使用高硬度的磨料(如金刚石[17])㊂磨削工艺一般包括减薄和研磨,分别对应于以固结磨料(砂轮)和游离磨料(研磨液)体系的磨削机制㊂固结磨料磨削具有材料去除速率高的优点,但是,砂轮磨削后,晶圆表面粗糙度较高,且SDs/SSDs层的厚度较大㊂为解决砂轮磨削后表面质量差的问题,学者们采用辅助增效[18],选用更合适的磨料比例和固结方式[19]等方法改善磨削4H-SiC晶片时的表面质量㊂研磨分粗磨和精磨,粗磨使用粒径较大的磨粒和铜盘,精磨使用粒径较小的磨料和锡盘[20]㊂虽然使用金刚石研磨液可以保证较好的晶体表面质量,但研磨效率低,研磨时间较长㊂4H-SiC磨削过程中SDs/SSDs主要包括凹坑㊁划痕㊁侧位裂纹和中位裂纹[21]等㊂在磨削过程中,与磨料接触的4H-SiC表面的晶相会向非晶结构转变[22],由于磨粒挤压在工件材料上,原有的晶格受到破坏,非晶相形成,在外力作用下,材料表面出现很多微断裂,进而实现材料去除[23-24]㊂非晶结构更容易被去除,这是因为此结构可以通过产生更小的法向应力和非晶态相变以及更薄的塑性变形诱导SiC软化并产生SSDs㊂这一发现与后续的单晶4H-SiC进行单颗粒磨削的模拟实验结果类似,即塑性变形初期的SSDs由非晶化和位错引发产生㊂随着磨削过程的进行,形成了滑移带,塑性变形后期滑移带的延伸是裂纹萌生的原因[25]㊂此外,分子动力学研究表明,非晶化是导致SDs产生的主要原因,而位错滑移则造成了SSDs的出现[26]㊂另一方面,当磨削过程中温度升高时,非晶层的润滑作用和表面的再结晶过程可以有效抑制高切削温度下的SSDs[27]㊂因此,通过工艺调试,探索总结出合适的磨削参数,确保较小的非晶层和高效的磨削效率是很有必要的㊂如图4所示,使用砂轮磨削4H-SiC晶圆时,单位切削进给深度的实际材料去除量和SSDs层的厚度不随磨削速度的增加而单调变化㊂其中存在材料去除量最大㊁SSDs层的厚度最小的最佳磨削速度㊂损伤层的厚度随磨削速度的增加而增大[28],这是因为在一定的磨削范围内,材料的去除主要以延性磨削为主,在晶圆表面,靠近晶圆中心位置磨削更加均匀,从而产生更高的表面质量[29];而当单位去除量超过一定范围,脆性去除模式会渐渐显露,这时横向裂纹开始萌生[21,30]㊂以此为基础,可以通过提高磨削速度和减小切削深度以提高材料的应变速率,从而以增强材料的动态脆性的方式降低SDs/SSDs[31]㊂除了磨削时的进给速率㊁砂轮转速等因素外,磨料的尺寸也是影响SSDs的关键因素之一㊂在砂轮磨削过程中,表面粗糙度和亚表面裂纹㊀第11期李国峰等:碳化硅晶圆的表面/亚表面损伤研究进展1911㊀深度随磨料颗粒粒径的减小而减小[32]㊂从砂轮磨削的单颗粒实验模拟中可以看到,裂纹从磨粒的前部和底部开始㊂随着磨粒不断向划痕方向移动,晶粒前部的裂纹通过研磨作用被去除,但晶粒下方的裂纹不能被去除,形成SDs /SSDs [33]㊂将微裂纹刻蚀暴露并与磨削参数对比发现,后者的变化趋势对微裂纹的影响和对表面粗糙度的影响是一致的㊂磨料的平均尺寸和磨削力对SSDs 和表面粗糙度的危害甚至大于砂轮速度和磨削的进给深度;而微裂纹的角度和密度几乎不受磨削参数的影响[34]㊂砂轮磨削工艺属于二体磨损加工㊂具体而言,磨削过程中固结在砂轮上的磨粒随着砂轮规则地往复运图4㊀砂轮磨削4H-SiC 过程中,切削速度对切削深度和SSDs 层的厚度的影响[28]Fig.4㊀Effect of cutting speed on the cutting depth and SSDs layer thickness during grinding of 4H-SiC [28]动,进而通过特定的轨迹摩擦晶圆表面,最终实现材料的去除㊂而使用研磨液的游离磨料研磨属于三体磨损加工,材料的去除伴随着磨料的随机滚动㊁挤压和刮擦三种状态㊂与二体磨损加工不同的是,三体磨损下磨料尺寸的不均匀可能会影响晶圆的表面加工质量[35]㊂在使用游离磨料研磨液研磨过程中,SDs /SSDs 层的厚度与磨粒的粒度㊁研磨盘的硬度成正比,而与研磨浆料的浓度成反比,并且与研磨压力和速度无关㊂同时,磨料尺寸对SDs /SSDs 层的厚度的影响比研磨盘硬度的影响更显著,而研磨浆料浓度的影响最小[36]㊂因此,相较于砂轮磨削,游离磨粒研磨的损伤更依赖于磨料尺寸㊂如图5所示,游离磨料加工后,晶圆的层错密度降低,且晶相显现非晶㊂同时,加工表面出现明显的晶格畸变现象,这是延性去除发挥优势的结果[37]㊂图5㊀砂轮磨削(a)~(c)和游离磨料研磨(d)~(f)4H-SiC 的Si 面的横截面TEM 照片[37]Fig.5㊀Cross-sectional TEM images of the Si surface of 4H-SiC by grinding (a)~(c)and lapping (d)~(f)[37]经砂轮磨削加工后,晶圆表面会产生螺旋式花纹状的表面划痕,而使用游离磨料研磨后,晶圆的表面划痕则是无序的㊂这种无序的表面划痕是由研磨液中磨料尺寸的不均匀性导致[38]㊂由于4H-SiC 材料具有各1912㊀综合评述人工晶体学报㊀㊀㊀㊀㊀㊀第52卷向异性,C面的硬度大于Si面,在C面的脆性去除更明显㊂正是由于C面硬脆性较大,C面材料更容易产生微裂纹使材料剥落,因而C面的材料去除速率高于Si面[20],研磨后C面形成的SSDs的厚度大于Si面[35]㊂1.3㊀抛光过程引入的损伤层抛光工艺旨在进一步提高晶片的表面质量,改善表面粗糙度及平整度,使其表面质量特征参数符合后序加工中的精度要求㊂适合4H-SiC单晶片的精密抛光加工方法主要有机械抛光[39]㊁离子束抛光[40]㊁等离子体辅助抛光[41]和化学机械抛光(chemical mechanical polishing,CMP)[42]等㊂机械抛光以机械研磨为主,采用更小粒径的硬磨料对晶片表面进行延性去除,以去除研磨过程的残留应力层和机械损伤层,提高表面平面度及表面质量㊂离子束抛光技术是一种通过离子源发射离子束轰击光学零件表面产生物理溅射效应去除面形误差的新型抛光技术,近年来已逐渐应用于大口径光学元件的加工[43]㊂而CMP是目前实现4H-SiC晶片全局平坦化最有效的方法㊂4H-SiC衬底晶圆的CMP主要是在以氧化铝(Al2O3)㊁二氧化硅(SiO2)和二氧化铈(CeO2)等磨料,和以高锰酸钾(KMnO4)㊁双氧水(H2O2)等氧化剂共同组成的抛光液中,伴随氧化反应和机械去除同步进行,实现材料的去除和表面修整[44]㊂在CMP过程中,抛光浆料中的氧化剂首先氧化4H-SiC,在材料表面形成Si-C-O的过渡氧化态㊂氧化物的硬度低于4H-SiC,这确保了氧化物可以通过低硬度磨料的机械作用被去除,基于氧化和机械去除的循环实现了4H-SiC晶圆的CMP[45]㊂一般来说,CMP工艺可以在不造成SSDs的情况下加工全局平坦化的4H-SiC 衬底晶圆,且CMP处理后的SiC晶圆表面可以出现原子级台阶结构[46]㊂然而在实际生产加工中,由于操作不当或抛光耗材不合格等问题,经CMP后依旧发现衬底有局部损伤㊂在此条件下,重复CMP步骤时,可以看出残留划痕的位置发生了变化,这表明CMP本身是可能会产生细微划痕的[47]㊂CMP处理后残留的损伤有以下两种产生机制:1)在CMP之前引入的损伤,在CMP期间持续存在;2)在CMP期间引入的损伤[48]㊂在原子力显微镜(AFM)下,这些表面可以是无特征的或显示一些极小的抛光损伤㊂然而,在外延生长之前或期间经过高温热加工后,可以显示出密集的划痕和缺陷网络,该网络对应于机械磨损过程中冲击到4H-SiC 表面的SSDs或位错网络[49]㊂这些损伤有的来自于前道工序残留CMP没有完全去除的,而有的损伤则是由于CMP进行过程中,环境中的颗粒物等意外掉落于晶圆表面并参与抛光过程引起的划伤㊂因为这些纳米级划痕并不是均匀地引入到晶圆表面,而是非常局部地存在[42,50]㊂这些掉落物可能是大颗粒的二氧化硅,也有可能是4H-SiC晶圆的纳米级或亚微米级切屑㊂为了更好地解释CMP工序中意外引入损伤的产生机制,对比损伤形貌和在不同条件下获得的4H-SiC晶圆的位错结构,可以发现晶圆上的局部损伤是由CMP过程中施加的高局部应力造成的[51]㊂Tsukimoto等[52]通过高角度分辨电子背散射衍射(HR-EBSD)技术测量了4H-SiC晶片磨削损伤层的弹性应变分布来验证以上猜想㊂如图6所示,在晶圆加工位置的下方由于非常大的塑性应变会产生缺陷区域,通过研磨相互作用与相关的塑性变形和断裂不均匀地引入了晶格缺陷㊂基于这一机理,可以解释为在整个4H-SiC衬底的加工环节中,晶圆表面被施加高局部作用力而发生弹塑性变形是SSDs产生的最根本原因㊂图6㊀4H-SiC晶圆损伤层的高分辨TEM照片,显示微裂纹沿箭头所示路径从表面上的一点(X)向晶圆内部点(Y)扩展[52] Fig.6㊀The high-resolution TEM image of the damage layer showing the microcrack propagating from a point(X)on thesurface to an internal point(Y)along the path indicated by the arrow[52]㊀第11期李国峰等:碳化硅晶圆的表面/亚表面损伤研究进展1913㊀2㊀SDs /SSDs 的形貌和表征2.1㊀SDs /SSDs 形貌从线切到磨削㊁抛光,材料的SSDs 层的厚度会严重影响加工效率和下一步工序的移除量㊂因此,要想实现材料的高效低损伤加工,延长材料的使用寿命,降低后续工序的移除量,对材料的SSDs 层的厚度进行检测分析和预测十分必要[53]㊂如图7所示,SSDs 在晶圆表面仅呈现为划痕,但其纵向裂纹深度㊁具体结构等需要借助特殊手段来观测㊂脆性材料晶圆的SSDs 检测方法可分为有损检测和无损检测两类㊂其中,有损检测包括截面显微法[54]㊁角度抛光法[55]㊁化学刻蚀法[56]等㊂然而,它们在检测上都有一些瑕疵:前两者虽然可以直观看到SSDs 的形貌,但样本制作流程过于繁琐;化学刻蚀法操作方便,但刻蚀深度无法精准控制㊂无损检测方法包括声学显微镜[57]㊁拉曼光谱分析[55]㊁X 射线衍射[58]㊁共聚焦激光扫描法[59]㊁光致发光(PL)[60]等㊂这些方法同样适用于4H-SiC 晶圆的SSDs 的检测㊂图7㊀4H-SiC 晶圆在CMP 后残留划痕的光学显微镜(a)和SEM(b)照片[50]Fig.7㊀Optical microscopy (a)and SEM (b)images of the residual scratch of a 4H-SiC wafer after CMP [50]如图8所示,4H-SiC 的SDs /SSDs 主要成分是在切片㊁磨削和抛光过程中产生的断裂和划痕,而这些断裂和划痕会被抛光再沉积层部分或全部隐藏起来[61]㊂参考Si 的SSDs 模型可以发现,SSDs 主要可分为严重损伤部分和高应力弹性变形部分,其中严重损伤部分由微裂纹㊁非晶层㊁多晶层㊁位错等组成㊂而这两部分的比例由加工的参数和磨料的性质决定,且这两部分没有确切的边界,如图9所示[62]㊂随着加工的深入和磨料的尺寸降低,损伤逐渐降低至外延可接受范围,获得近无损的晶圆表面㊂图8㊀4H-SiC 晶圆抛光后的SSDs 分布的示意图[61]Fig.8㊀Schematic of SSDs after the polishing of 4H-SiC wafers [61]图9㊀Si 研磨后SSDs 的形貌和成分示意图[62]Fig.9㊀Schematic diagram of the morphology and composition of SSDs after the grinding of Si [62]图10所示为TEM 观察到的4H-SiC 衬底晶圆的SDs /SSDs 中位错层的微观形貌㊂可以看到局部损伤在垂直方向表现为划痕,两侧伴随有环形位错㊂经过衍射矢量和伯格斯矢量对比,确定该位错环为基平面位错(BPD)[50,63]㊂从这些位错环的形状推断,这些位错环主要是硅核心不全位错的滑移造成的[51,64]㊂同时,1914㊀综合评述人工晶体学报㊀㊀㊀㊀㊀㊀第52卷BPD位错环的方向和局部损伤方向有关㊂4H-SiC衬底中的局部损伤会直接在外延层中反映出来,因此可以通过直接使用紫外灯照射外延晶圆使4H-SiC衬底中残留的BPD位错环在衬底中继承,并演化和延伸成肖克利型层错(Shockley-type stacking faults,SSF),如图11所示,外延层经UV处理后在PL中检测出半菱形结构[65]㊂对比发现,SSF的形貌又恰好可以和衬底中的BPD位错环对应㊂通过对半菱形SSF的方向统计后发现,虽然菱形大致分布于损伤的两侧,但不同晶向的损伤会使菱形的尖角方向分布出现偏差,这也可以说明衬底中不同晶向上的损伤,其BPD位错环的伯格斯矢量方向会有差异㊂图10㊀4H-SiC衬底中SSDs的表面TEM照片[50]Fig.10㊀Plane-view TEM image of SSDs of a4H-SiC substrate[50]图11㊀紫外光照射下4H-SiC外延薄膜中的Shockley型堆垛层错[65]Fig.11㊀Shockley-type stacking faults in4H-SiC epitaxial layer under UV irradiation[65]要观察SSDs的完整形貌,截面显微法是最直观的方法[66]㊂对4H-SiC损伤部分切片制样,在TEM中可看到损伤的完整纵向形貌,如图12所示[14]㊂损伤部分从上到下可分为覆盖层㊁亮层(损伤层)㊁半环形BPD 位错并伴随有SF㊂损伤层的形貌随划痕的晶向略有差异,但大致呈Y型,底部连接有层错,半环束从亮层向内扩散,形状为U型[61]㊂而在位错下方还有一层由于弹塑性变形而未被完全释放的应力层[62]㊂图12㊀4H-SiC衬底中的SSDs沿划痕方向(a)和垂直划痕方向(b)的缺陷分布示意图[14] Fig.12㊀Distribution diagram of SSDs parallel(a)and perpendicular(b)to the scratch of4H-SiC substrates[14]。
镀层厚度对镀钛金刚石_铝复合材料热导率的影响
第23卷第1期中国有色金属学报 2013年1月 V ol.23 No.1 The Chinese Journal of Nonferrous Metals Jan. 2013 文章编号:10040609(2013)03080207镀层厚度对镀钛金刚石/铝复合材料热导率的影响陈代刚,于家康,于 威,袁 曼(西北工业大学 凝固技术国家重点实验室,西安 710072)摘 要:通过在金刚石表面镀钛来改善金刚石和铝基体之间的弱界面结合,并用气压浸渗法制备体积分数为60% 的镀钛金刚石/铝复合材料。
研究镀钛后金刚石颗粒的物相组成、不同镀层厚度和不同颗粒尺寸下复合材料的热导 率;用 HJ 和 DEM 模型预测复合材料的热导率,并将预测结果与实验值进行对比。
结果表明,镀钛后金刚石颗 粒的物相由金刚石、碳化钛和钛三相组成;随着镀层厚度的增加,界面传热系数减小,复合材料的热导率减小;颗粒的尺寸越小,这种变化趋势越明显;相对于 HJ 模型,DEM 模型更能准确地预测镀钛金刚石增强的复合材 料的热导率;通过计算得出镀钛金刚石/铝复合材料的临界镀层厚度为1.5 μm,当超过此临界镀层厚度时,镀层反 而不利于复合材料热导率的提高。
关键词:镀钛金刚石/铝复合材料;镀层厚度;热导率;界面传热系数;气压浸渗中图分类号:TB333Effect of coating thickness on thermal conductivity ofTicoated diamond/Al compositesCHEN Daigang, YU Jiakang, YU Wei, YUAN Man(State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China)Abstract: Titanium coating on diamond surface was adopted to improve the weak interface bonding between diamond and aluminum matrix. The Ticoated diamond/Al composites were fabricated by gas pressure infiltration with a 60% volume fraction of diamond. The phase composition of diamond after coating titanium and the thermal conductivity (TC) of Ticoated diamond/Al composites under different coating thicknesses and different particle sizes were also studied. The predicted results of the HJ and DEM models were compared with the experimental values. The results show that, the diamond particles are composed of three phases: diamond, TiC and Ti; along with the increase of the coating thickness, interface heat transfer coefficient and TC of composites decrease, the smaller the particle, the more obvious the tendency.Compared with the HJ model, the DEM model gives more accurate predictions for Ticoated diamond/Al composites.The critical coating thickness was calculated to be 1.5 μm for diamond/Al composites. When the coating thickness exceeds this critical value, the coating is detrimental to improving the TC.Key words:Ticoated diamond/Al composites; coating thickness; thermal conductivity;interface heat transfer coefficient; gas pressure infiltration随着电子元器件集成度越来越高,工作时产生的 热量也将越来越多。
复合纳米自润滑金刚石砂轮磨削SiC陶瓷的试验研究

复合纳米自润滑金刚石砂轮磨削SiC陶瓷的试验研究
汤熊;张松辉;张晓红;李伟;郭兵
【期刊名称】《宇航材料工艺》
【年(卷),期】2024(54)1
【摘要】提出一种复合纳米自润滑金刚石砂轮的制备方法,并对制备的砂轮进行SiC陶瓷的磨削试验,分析砂轮表面不同质量分数的复合纳米颗粒对磨削性能的影响。
使用MoS2、TiO2纳米颗粒作为自润滑砂轮基底的填充材料,采用复合纳米自润滑金刚石砂轮和传统金刚石砂轮进行磨削对比试验,研究复合纳米自润滑金刚石砂轮的润滑机制。
研究结果表明,复合纳米自润滑金刚石砂轮自释放的纳米颗粒有效地参与了磨削区间的润滑,砂轮的法相力、切向力降低,提升了工件表面质量。
在磨削深度为2~8μm内,复合纳米自润滑金刚石砂轮的具体表现为法向磨削力降低18.6%~38.7%、切向磨削力降低11.2%~28.6%,工件表面粗糙度降低
13.9%~41.5%。
根据本试验所得数据,当砂轮表面复合纳米颗粒质量分数为8%时,润滑性能和工件表面质量最佳。
【总页数】11页(P56-66)
【作者】汤熊;张松辉;张晓红;李伟;郭兵
【作者单位】岳阳职业技术学院机电工程学院;湖南理工学院机械工程学院;湖南大学机械与运载工程学院;哈尔滨工业大学机电工程学院
【正文语种】中文
【中图分类】TG580
【相关文献】
1.磨削金刚石复合片用陶瓷金刚石砂轮的研发
2.多孔钎焊砂轮的制备及SiC陶瓷磨削试验研究
3.用于磨削6H-SiC晶片的陶瓷结合剂金刚石砂轮制备及磨削试验研究
4.磨削金刚石复合片用陶瓷金刚石砂轮的研发
5.仿鸟羽结构自润滑金刚石砂轮磨削碳化硅陶瓷实验研究
因版权原因,仅展示原文概要,查看原文内容请购买。
金刚石与碳化钨的复合堆焊
文章编号:1000-2634(2003)05-0071-03金刚石与碳化钨的复合堆焊Ξ黄本生1,李西萍2,刘清友2(1.西南石油学院材料科学与工程学院,四川南充637001;2.西南石油学院)摘要:用特殊方法将金刚石包熔在较厚的金属合金中,并制成以金刚石和WC为主要成分的复合焊条。
堆焊试验表明:包熔处理后避免了焊接高温对金刚石的烧损、可焊性良好、金刚石的高抗磨性得到了有效地发挥。
关键词:金刚石;包熔;堆焊中图分类号:TE921.1; TG142.33 文献标识码:A 金刚石所具有的高硬度、高抗磨性使其在工具材料中享有很高的地位。
随着人造金刚石制造技术的不断发展和提高,金刚石工具的使用也日趋广泛,尤其是在石油、地质钻井工具上更是越来越多地用到金刚石。
三牙轮钢齿钻头传统的齿面硬化工艺是采用碳化钨堆焊,近年来随着钻头轴承系统的不断改进和完善,齿面抗磨能力不足便成了限制钻头寿命提高的关键。
为了在提高齿面抗磨性方面有所突破,人们把目光投向了金刚石,但是如何使金刚石与齿面之间牢固地结合则是一个至关重要的技术难题。
实际上,金刚石与基体的结合性能差一直是制约金刚石工具制造水平提高的关键。
造成这个问题的主要原因有两个:一是金刚石的非金属性决定了它与一般金属液之间具有很高的界面能,不能被良好地润湿,因而影响结合性能。
近年来金刚石表面金属化技术的不断发展、日臻完善,为这一问题的解决开辟了有效的途径。
我们也曾用盐浴的方法实现了金刚石表面渗覆钛(Ti)处理[1],X射线衍射分析表面表明,处理后的金刚石表面结构变成了:金刚石表面+碳化钛(TiC)+钛(Ti)(外表面),见图1。
影响金刚石与基体结合性能的另一个重要原因是金刚石石墨化倾向。
石墨化的开始温度受加热介质中的含氧量影响很大,在氧气中约为660℃;在空气中是850℃左右;而在高真空中则高达1600℃[2]。
金刚石的石墨化给工具制造过程中的高温操作带来极大的不便,除一些小件可用真空烧结外,大部分都避免高温加热而采用机械镶嵌、电镀[3]、粘结、低熔点金属钎焊等方法,来实现金刚石与基体金属的结合,其连接强度低、抗冲击能力差,工作过程中金刚石易脱落,影响工具的使用效率和寿命。
金刚石镀镍
金刚石表面化学镀Ni工艺研究摘要:由于金刚石表面能较高,在热压成型时很难与金属基体牢固的结合起来,因此刀具受到高的切削载荷时,金刚石很容易脱落,致使出现刀具寿命明显降低的问题,采用对金刚石的表面进行金属化处理。
本文研究了在金刚石表面金属化的各种处理方法及优化了在金刚石表面进行化学镀Ni的工艺。
关键词:金刚石;化学镀;增重率0前言金刚石具有高的热导率、低的密度、高的硬度、高的抗压强度及热膨胀系数与半导体材料好匹配等优点,但由于目前金刚石锯切工具和钻机工具多用粉末冶金的方法生产,烧结温度一般可以高达900℃,然而金刚石在空气中加热到700℃左右的时候,就开始出现氧化失重,抗压能力下降的问题;在1000℃以上时金刚石会发生石墨化,同时因为金刚石表面能很高,而且金刚石与基体润湿性比较差,与基体粘合力较弱,金刚石一般与金属基体的连接仅仅靠机械镶嵌力,却不能形成强的化学键粘合力,使金刚石在工作过程中容易脱落。
为了达到增强金刚石和金属之间的润湿性的目的,本文采用以次亚磷酸钠做为还原剂在金刚石表面进行化学镀镍的方法来降低金刚石和基体的界面能,改善他们之间的润湿性。
同时分析了金刚石表面镀覆前后不同的增重率对金刚石性能的影响。
研究了金刚石表面化学镀镍,给出了化学镀前的预处理过程和化学镀的工艺流程,并确定了化学镀镍的合理配方。
用金刚石单颗粒抗压强度测定仪测试镀覆前后单颗金刚石的抗压强度,利用扫描电镜(SEM)分析镀覆前后金刚石表面形貌、疏松致密程度等,利用X射线衍射仪(XRD)分析特征峰判断晶型非晶型、镀覆金属与金刚石有无界面生成物等。
1金刚石表面处理的发展及应用目前,在金刚石表面镀层中使用的材料主要是金属材料,所以又称之为金刚石的表面金属化处理。
在这其中根据使用地方的差异又可分为两种不同的情况:(1)表面镀钛、镀钨、镀铬等的金刚石适用于使用金属结合剂和陶瓷结合剂的砂轮;(2)镀镍和镀铜的金刚石适用于使用树脂结合剂的砂轮;1.1金刚石表面镀覆条件在金刚石表面进行镀覆时,存在非常多的形成条件和影响因素,主要有:成分条件、结构条件、工艺条件。
陶瓷结合剂金刚石团聚磨料探索

陶瓷结合剂金刚石团聚磨料探索*成晓哲1, 许 衍1, 穆云超1, 韩敬贺2, 刘 涛3(1. 中原工学院, 郑州 451191)(2. 河南省惠丰金刚石有限公司, 郑州 450008)(3. 国家磨料磨具质量检验检测中心, 郑州 450001)摘要 细粒度金刚石微粉大量积压是目前金刚石微粉制造行业面临的问题之一,为促进其应用,以铝硼硅结合剂为黏接剂、Si 粉和Ti 粉为添加剂制造团聚磨料试样,并将制成的团聚磨料加入铝硼硅结合剂中制成陶瓷结合剂试样,对所制试样的抗弯强度、物相构成和微观形貌进行分析。
结果表明:添加Si 或Ti 的铝硼硅黏结剂均能起到团聚金刚石的作用;当团聚磨料中Si 或Ti 的质量分数为10.0%时,所制得的陶瓷结合剂试样抗弯强度最大,且添加Si 的团聚磨料试样抗弯强度为43.74 MPa ;当Si 或Ti 的质量分数超过10.0%时,团聚磨料试样中出现大量Si 或者TiO 2峰,其抗弯强度急剧下降;添加Si 的团聚磨料试样与添加Ti 的团聚磨料试样相比,其具有更大的粒度和更均匀的粒度分布,添加Si 的铝硼硅黏结剂可将1~2 μm 的磨料团聚为5~10 μm 的磨料。
关键词 团聚磨料;金刚石微粉;陶瓷结合剂;磨料性能中图分类号 TQ164; TB321; TB34; TG58 文献标志码 A 文章编号 1006-852X(2024)01-0031-08DOI 码 10.13394/ki.jgszz.2023.0022收稿日期 2023-02-05 修回日期 2023-04-15在当前金刚石微粉制造行业中,金刚石微粉主要由粗颗粒金刚石破碎,之后通过颗粒分级等步骤制成。
随分级手段及方法的不同,可将金刚石微粉分为普通微粉、精微粉、超精微粉等[1-2]。
目前,金刚石微粉的应用主要在树脂磨盘、线锯、陶瓷结合剂工具、电镀工具等领域[3]。
值得一提的是,金刚石微粉的精细化分类随金刚石工具的发展越来越精细,同时应用到金刚石工具中的微粉粒度也越来越细[4]。
DLC薄膜的研究进展
DLC薄膜的研究进展作者:李春伟来源:《科学大众·教师版》2021年第11期摘要:DLC薄膜具有优异的综合性能,在分析DLC薄膜的结构和总结归纳DLC薄膜制备方法的基础上,阐述了DLC薄膜存在的问题和解决方法。
关键词:DLC薄膜; 结构; 制备方法; 金属掺杂中图分类号:TG174 文献标识码:A 文章编号:1006-3315(2021)11-071-002类金刚石(diamond-like carbon,DLC)薄膜是一种物理化学性质类似于金刚石的碳膜,具有高硬度、低摩擦系数、高耐磨损、高透光率以及良好的化学稳定性和生物相容性等优点,是一种具有广阔应用前景的薄膜材料。
DLC薄膜在机械、电子、生物以及光学等领域有广泛的应用前景[1-5]。
然而由于DLC薄膜与基体表面性能的差异化,DLC膜往往存在内应力大和基体结合力差的问题,这些问题将直接影响薄膜的稳定性和使用寿命,进而制约了DLC薄膜的推广应用。
为降低DLC薄膜内应力,改善薄膜与基体结合力,近年来发展了各种优化DLC薄膜的方法,从而达到扬长避短的目的。
1.DLC薄膜的结构类金刚石薄膜是具有sp2和sp3键的非晶碳膜的总称。
其物理化学性质类似于金刚石,具有高硬度、低摩擦系数、高耐磨损、高透光率以及良好的化学稳定性和生物相容性等优点。
在机械、电子、生物以及光学等领域有广泛的应用前景,近年来被广泛研究和开发。
碳可形成sp3杂化、sp2杂化和sp1杂化三种稳定的杂化态。
在sp3杂化态中,碳原子四个价电子在四面体的四个sp3轨道上与邻近原子构成σ键,如金刚石结构。
在sp2杂化态中,碳原子三个价电子在平面三角形三个sp2轨道上与邻近原子形成σ键,第四个价电子则形成弱键合的π键,如石墨结构。
在sp1杂化态中,形成两个σ键和两个π键。
对DLC薄膜的成分和结构方面的研究工作证明,DLC膜是一种亚稳态的长程无序的非晶碳材料,主要包括sp2和sp3两种杂化方式,因而其物理和化学性质介于金刚石和石墨之间。
纳米金刚石的结构性质及应用研究
堡主笙塞塑堂皇型互堕丝苎堕堡生堑墅翌!茎型摘要采用XRD、Rar/la_ri、TEM、SEM、IR、EPR和热分析等手段对爆炸法合成的纳米碳集聚体和纳米金刚石的结构和性质进行了较全面研究。
选用多种酸性氧化液处理纳米碳集聚体以获得较纯的纳米金刚石,XRD分析表明用浓HNO,高温高压处理的提纯效果最好。
探讨了制备方法、化学处理条件、粒径大小、表面改性及掺杂对纳米碳集聚体和纳米金刚石的自由基密度的影响。
考察纳米金刚石团聚的原因,提出和构建纳米金剐石及其颗粒团聚的基本模型。
利用x射线的衍射强度,计算得出纳米金刚石的德拜特征温度及其它一些物理参数。
采用纳米碳集聚体或纳米金刚石低填充PP基体制备纳米复合材料,通过XRD、DSC和SEM等测试手段研究了复合材料的结晶行为和力学性能。
结果发现,填充剂的加入提高了PP的a态晶的结晶度和拉伸强度,但是冲击强度下降。
关键词:爆炸法纳米碳集聚体纳米金刚石提纯结构与性质纳米复合材料塑主笙塞塑鲞全型互塑丝塑丝堕皇堡旦!12量_AbstractNano-condensedcarbonandnano·diamondweresynthesizedbyexplosivedetonation,andtheirstructuresandpropertieswascharacterisedbyX—raydiffraction(XRD),Ramanspectroscopy,transmissionelectronmicroscope(TEM),scanningelectronmicroscope(SEM),infraredspectroscopy(IR),electronparamagneficresonance(EP砌andthermalanalysis.Nano-condensedcarbonwastreatedwimvariousofacidicoxidizingsolutioninordertoobtainnarlO—diamond,XRDstudiedshowedthatthebestpurilyingeffectcanbeattainedusingHN03athighpressureandhightemperature.Theinfluenceofvariousfactorssuchaspreparationmethods,conditionofchemicaltreatment,sizeofparticles,surfacemodificationandimpurityadmixturenano·-condensedcarbonandnano-rdiamondwerealsoondensityoffree-radicalsofdiscussed.TheDebyecharacteristictemperatureandsomeotherphysitsparameterswerecalculatedaccordingtoX-raydiffractionintensities.Thereasonsofnano—diamondaggregationwerediscussedandamodelisproposed.Furthermore,thenano—compositeswerepreparedbylowfillingnano—condensedcarbonornano—diamondtopolypropylene(PP).XRD,differentialscanningcalorimeter(DSC),SEMwereusedtostudythecrystallizationbehaviorandmechanicalpropertiesofnano—composites.Theresultshowedthatthecrystallizationandthetensilestrengthwasimproved,degreeoftheacrystallineformwasincreasedbuttheimpactstrengthofthenano—compositesWasdecreased.nano·condensedcarbonnano·diamondKeywords:explosivedetonationandpropertiesnano·compositespurificationStructures硕士论文纳米金刚石的结构性质与应用研究声明.本学位论文是我在导师的指导下取得的研究成果,尽我所知,在本学位论文中,除了加以标注和致谢的部分外,不包含其他人已经发表或公布过的研究成果,也不包含我为获得任何教育机构的学位或学历而使用过的材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 条 件 与 过 程
(a)XRD 图谱
本系列实验材料选用 Si粉末(粒径 1μm,纯度为 99 %)、未镀覆和 镀 钛 两 种 金 刚 石(80/100,粒 径 150~ 180μm)。Si粉和金刚石按质量比1∶1进行混合,在研 钵中 充分 研磨 1h,使 原 料 均 匀 ,然 后 转 入 刚 玉 坩 埚 中 , 并将坩埚放 置 在 刚 玉 管 式 炉 体 的 中 央 位 置,于 1200~ 1400 ℃氩气保护下进行固相烧结,保温1h。待随炉冷 却后,筛 出 金 刚 石,用 超 声 波 清 洗,除 去 表 面 机 械 黏 附物。
Study on coating of SiC on diamond surface
MU Yunchao,LIANG Baoyan,SUN Liwu,CHENG Xiaozhe,LIU Tao,ZHANG Wangxi (Materials & Chemical Engineering School,Zhongyuan University of Technology,
38
金刚石与磨料磨具工程
总 第 210 期
烧结[9]、微波 烧 结[10]和 真 空 气 相 反 应 浸 渗[11]。 金 刚 石–碳 化 硅 复 合 材 料 主 要 是 通 过 Si粉 和 金 刚 石 化 学 反 应 而制备的,Si与金刚石之间的化学结合 对 复 合 材 料 的 使用性能影响很大,因此有必要研究Si与金刚石的化学 结 合 状 态 ,这 样 不 仅 可 为 该 复 合 材 料 的 工 程 应 用 提 供 重 要 的 基 础 数 据 ,而 且 有 助 于 了 解 复 合 材 料 的 微 观 结 构 与 其宏观力学性质之间的关系。
随 着 电 子 技 术 的 不 断 发 展 ,电 子 元 器 件 集 成 化 程 度 越 来 越 高 ,相 应 的 发 热 量 也 越 来 越 大 。 微 处 理 器 及 功 率 半 导 体 器 件 在 应 用 过 程 中 ,常 常 因 为 温 度 过 高 而 无 法 正 常工作。解决电器件散热问题最有效的方法是采用热 膨胀系 数 小、导 热 性 好 和 密 度 低 的 新 型 电 子 封 装 材 料[1–2]。金刚石–碳 化 硅 复 合 材 料 是 一 种 重 要 的 复 合 材 料 ,相 比 金 属 结 合 剂 金 刚 石 复 合 材 料 ,它 具 有 高 热 导 率 、
金刚石–碳 化 硅 复 合 材 料 可 通 过 许 多 工 艺 制 备 ,比 如 高 温 高 压 反 应 烧 结[7]、熔 融 硅 压 力 渗 透[8]、热 等 静 压
* 基金项 目: 河 南 省 科 技 开 放 合 作 项 目 (142106000051);河 南 省 高 校 科 技 创 新 团 队 项 目 (15IRTSTHN004);郑 州 市 人 才 引 育 项 目 (141PRCYY514)。
(中原工学院 材料与化工学院,郑州 450007)
摘要 采用硅粉与金刚石颗粒混合粉体为原料,通过高温热处理在金刚石表面镀覆 SiC 晶 体,用 XRD、 SEM 和 EDS分析产物的物相组成与显微形貌,同时研究金刚石镀钛对金刚石表面涂覆 SiC 状态的影响。 研究结果表明:采用硅粉和金刚石混合粉体为原料,高温 1400 ℃处理后,在金刚石表面上形成 了 SiC,但 并没有形成连 续 的 涂 层,同 时 金 刚 石 发 生 一 定 程 度 的 石 墨 化。 选 用 镀 钛 金 刚 石 后,在 较 低 温 度 (1200 ℃),金刚石表 面 上 会 形 成 TiC 和 Ti3SiC2;当 温 度 升 高 到 1300 ℃ 时,金 刚 石 表 面 形 成 TiC、Ti3SiC2 和 SiC;温度升高到1400 ℃时,金刚石表面镀覆了较厚的 SiC 和 Ti3SiC2涂层。 关 键 词 金 刚 石 ;镀 覆 ;碳 化 硅 中图分类号 TQ164;TG146.642 文献标志码 A 文章编号 1006-852X(2015)06-0037-04 DOI码 10.13394/j.cnki.jgszz.2015.6.0008
通 过 以 上 研 究 可 知 :通 过 对 硅 粉 和 金 刚 石 混 合 粉 末 在高温(1400℃)下热处理会形成 SiC,但是很难形成连 续 的 涂 层 。 同 时 ,金 刚 石 在 真 空 或 惰 性 气 体 保 护 下 的 石 墨化起始温度为1400 ℃,图1a中也观察到石墨衍射峰 的存在,表明金刚石发生了石墨化。这两个因素对 SiC 镀 覆 金 刚 石 的 使 用 性 能 是 不 利 的 。 因 此 ,从 金 刚 石 的 性 能以及 制 备 成 本 角 度 考 虑,热 处 理 的 温 度 不 宜 超 过 1400 ℃。
39
2.2 硅 粉 与 镀 钛 金 刚 石 混 合 后 热 处 理 降低热处理温度会增加 Si与 金 刚 石 反 应 的 难 度,
在低于 1400 ℃ 时,Si与 金 刚 石 基 本 上 不 发 生 固 相 反 应。考虑到 Ti–Si在 1330 ℃会形成共晶液相(图3), 这有助于促进 Si和金刚石在较低温度发 生 反 应,而 且 Ti与金刚石 反 应 形 成 的 TiC 也 是 一 种 性 能 接 近 SiC 的陶瓷材料。因 此,我 们 拟 采 用 镀 钛 金 刚 石 替 代 普 通 金刚石,以促进金刚石表面镀覆 SiC。
图4 镀钛金刚石与硅的混合粉体在0~1400 ℃的 DSC–TG 曲线 Fig.4 DSC-TG of Ti coated diamond and Si mixed powders
图5为镀钛金刚石与硅的混合粉体经不同温度热 处理后的 XRD 图 谱。 从 图 5 可 知:金 刚 石 与 表 面 的 Ti在1200 ℃ 时 形 成 了 TiC,但 没 有 形 成 SiC,同 时 还 形成了 Ti3SiC2。经1300 ℃ 处 理 的 样 品,形 成 了 SiC,
(a)Si粉末与未镀覆金刚石1400 ℃热处理
(b)Si粉末与镀钛金刚石1400 ℃热处理 图 2 金 刚 石 表 面 组 织 的 能 谱 数 据 Fig.2 EDS of thd
第6期
穆 云 超 ,等 :金 刚 石 表 面 镀 覆 碳 化 硅 的 研 究
from Si and diamond mixed powders
2 结果与分析
2.1 硅粉与未镀覆金刚石混合后热处理
图1为硅粉与金刚石颗粒的混合粉体经1400 ℃热 处理1h后得到的样品 XRD 图谱(图1a)和 SEM 照片 (图1b)。金刚石表面组织的能谱数据见图 2。如图 1a 所示:反应后生成了 SiC,同时金刚石一定程度上发生了 石墨化 。 从图 1b 可 见,金 刚 石 表 面 形 成 了 许 多 小 的 凸 起 组 织 ,通 过 能 谱(图2a)确 认 这 些 组 织 为 SiC,但 并 没 有 在金刚石表面形成均匀的连续涂层。
这与我们以上的分析 相 吻 合,表 明 Ti–Si共 晶 液 相 有 助于形成 SiC。经1400 ℃处理的样品,TiC 衍射
图 3 Ti–Si二 元 系 相 图 Fig.3 Binary phase diagram of Ti and Si
图4为镀钛金刚石与硅的混合粉体在0~1400 ℃ 的 DSC–TG 曲线。从图4的 TG 曲线可以观察到:试 样在整个温 度 范 围 内,质 量 没 有 发 生 明 显 的 失 重;从 DSC 曲 线 可 以 观 察 到:在 1300 ℃ 出 现 了 明 显 的 吸 热 峰,这与图3的结果 很 吻 合,即 在 约 1330 ℃ 左 右 形 成 了 Ti与 Si共晶液相。
峰消失,SiC峰有所增加,原因可能是 TiC 与 Si发生 了
如下化学反应:
TiC+Si→SiC+Ti3SiC2
(1)
当温度较低时,反应的动力学条件无法使 反应(1)
进行,当温度升高到1400 ℃时,足以使反应(1)发生,因
此会形成 SiC与 Ti3SiC2,TiC消失。
图6为硅粉和镀 Ti金刚石混合粉末经1200 ℃(图
低热膨胀 系 数 和 低 密 度 等 优 点,是 理 想 的 电 子 封 装 材 料,因而近 年 来 受 到 广 泛 关 注 。 此 外,以 碳 化 硅 为 结 合 剂的金刚石复合材料,与钴、镍为黏结相的多晶金刚 石 相比,不仅具有更高的硬度,而且具有更高的温度稳 定 性[3–6],因 此 作 为 结 构 材 料 也 具 有 很 多 优 势 。
2015年12月 第6期 第 35 卷 总 第 210 期
金刚石与磨料磨具工程 Diamond & Abrasives Engineering
Dec.2015 No.6 Vol.35 Serial 210
金刚石表面镀覆碳化硅的研究*
穆 云 超 ,梁 宝 岩 ,孙 礼 武 ,成 晓 哲 ,刘 涛 ,张 旺 玺
图 5 镀 钛 金 刚 石 与 硅 的 混 合 粉 体 在 不 同 温 度 热 处 理
的 XRD 图谱
Fig.5 XRD of the samples obtained by heat treatment from
Si and Ti coated Diamond at different temperature
用 Rigaku Ultima IV 转靶 X 射线多晶衍射仪对样 品进行物相分析(采用 Cukα 辐射);用扫描电子显微镜 结合能谱仪研究和分析材料的显微结构和微区成分。
(b)微 观 形 貌 图1 硅粉和金刚石混合粉体1400 ℃处理的 XRD 图谱 和 SEM 照片 Fig.1 XRD and SEM of the sample obtained at 1400 ℃
6a)、1300 ℃(图6b)和1400 ℃(图6c)热处理后的微观