DeltaV DCS在玻璃熔化布料小车自动控制中的应用1
分布式控制系统(dcs)设计与应用实例

分布式控制系统(dcs)设计与应用实例1. 引言1.1 概述分布式控制系统(DCS)是一种应用于工业自动化领域的控制系统,其设计和应用对工业生产的高效性和可靠性起着重要的作用。
随着技术的不断发展和进步,DCS已经广泛应用于各个领域,如工厂生产线、建筑智能化控制和能源管理系统等。
1.2 文章结构本文将首先对分布式控制系统进行概述,包括其定义与特点以及架构。
然后探讨DCS设计的原则与方法,重点介绍系统模块划分、数据通信机制设计以及容错与安全性设计等方面。
接下来将通过实际案例,详细展示DCS在工业生产自动化、建筑智能化控制和能源管理系统方面的应用实例。
最后,在结论与展望部分对主要观点和发现进行总结,并展望分布式控制系统未来的发展趋势和挑战。
1.3 目的本文旨在深入介绍分布式控制系统的设计原则与方法,并通过实例展示其在不同领域中的广泛应用。
通过阅读本文,读者可以了解到DCS的基本概念、特点和架构,并了解到如何设计一个高效、可靠的分布式控制系统。
同时,对于工业生产自动化、建筑智能化控制和能源管理系统等领域感兴趣的读者,可以通过实例了解到DCS在这些领域中的应用及其所带来的好处和挑战。
最后,本文还将展望分布式控制系统未来的发展趋势,为相关研究者和从业人员提供参考思路。
2. 分布式控制系统概述2.1 定义与特点分布式控制系统(DCS)是一种将控制功能集中在中央处理器上,并通过网络将其连接到各个分散的现场设备的自动化系统。
它通过分布在整个工厂或建筑物内的现场设备,收集和传输数据以实现实时监测和远程操作。
DCS具有以下特点:- 灵活性:DCS可以根据需要进行可扩展和定制,适应不同规模和复杂度的应用。
- 实时性:DCS能够快速响应并传递准确的数据,以确保实时监测和控制。
- 通信能力:DCS利用网络技术实现设备之间的高效通信,使得信息可以即时传递。
- 可靠性:DCS采用冗余设计,确保系统出现故障时仍能正常工作,并提供数据备份和恢复机制。
DCS系统在食品加工行业中的应用案例分享

DCS系统在食品加工行业中的应用案例分享在现代社会中,随着科技的不断发展和进步,自动化控制系统在各个行业中得到了广泛的应用。
而对于食品加工行业来说,DCS系统具有重要的作用和价值。
本文将分享一些DCS系统在食品加工行业中的应用案例,带领读者了解这一技术在提高生产效率、保证产品质量和提升企业竞争力方面的重要作用。
案例一:饮料生产过程的自动化控制某饮料生产企业在生产过程中使用了DCS系统进行自动化控制。
通过将各个环节的传感器与控制器相连接,实现了原料的准确配比、生产过程的连续监测和调节。
在生产过程中,DCS系统能够根据设定的要求自动控制温度、压力和搅拌速度等参数,确保产品的稳定品质。
案例二:食品包装线的自动化管理另一家食品加工企业使用DCS系统实现了食品包装线的自动化管理。
通过与包装设备的联动,DCS系统能够实时监测并控制包装速度、封口温度和包装材料的供给等关键参数。
此外,DCS系统还可以对产品包装数量、合格率等数据进行统计和分析,提供及时准确的生产报表,帮助企业进行生产计划和质量管理。
案例三:食品贮存和配送的智能化控制为了提高食品贮存和配送过程中的管理效率,某大型食品企业引入了DCS系统。
通过与仓储设备、运输工具等设备的连接,DCS系统能够自动控制温度、湿度和通风系统等,确保存储条件的恒定和食品质量的稳定。
同时,DCS系统还可以提供实时的货物追踪和监控,保证了配送过程的安全性和准时性。
案例四:食品安全管理的自动化监控在食品加工行业中,食品安全是企业的首要任务之一。
某食品加工企业利用DCS系统建立了一套自动化监控系统,实现对食品加工和生产环境参数的实时监测。
该系统能够监测食品的温度、湿度、气压等关键指标,并将数据传输至中央控制室进行实时监控和分析。
一旦发现异常情况,系统会自动发出警报,并采取相应的措施,确保食品安全。
综上所述,DCS系统在食品加工行业中的应用案例非常丰富。
通过自动化控制和智能化管理,DCS系统可以提高生产效率,保证产品质量,降低成本,提升企业竞争力。
Deltav在失重称配料系统中的应用
Deltav在失重称配料系统中的应用作者:付拼搏来源:《数字化用户》2013年第22期【摘要】随着有色金属冶炼行业的自动化水平提高,钼铁冶炼配料系统升级,DCS集散控制和失重称应用于配料系统中。
本文围绕Deltav串级控制和失重称在钼铁冶炼配料系统中的应用,为企业的配料工艺带来了革新,提高了配料的稳定性和科学性。
【关键词】失重称DCS钼铁配料一、概述随着2008年洛阳钼业集团金属材料有限公司4万吨氧化钼项目建成投产,标志着洛钼集团有色金属冶炼技术水平和设备水平都上了一个新的高度。
其中该项目中的钼铁冶炼技术,引进了美国克莱麦克斯的工艺技术,其配料系统使用了梅特勒-托利多公司的IND560型失重称,该失重称是一款技术先进、功能强大的通用称重终端,具有众多与PC或PLC的通讯接口方式和数字I/O控制端口,DCS控制系统是由艾默生过程控制公司设计。
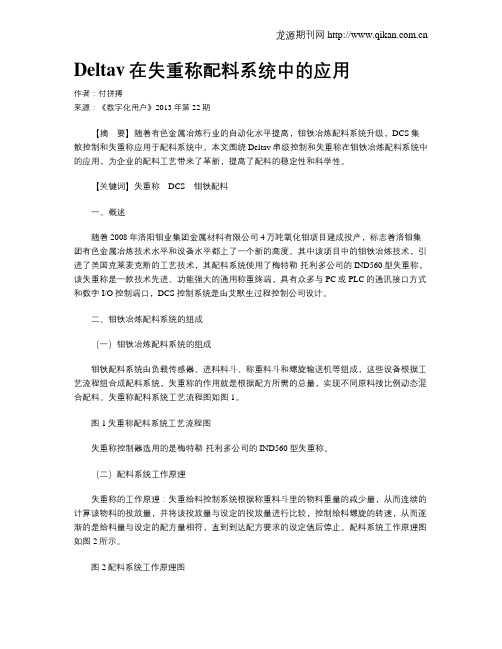
二、钼铁冶炼配料系统的组成(一)钼铁冶炼配料系统的组成钼铁配料系统由负载传感器、进料料斗、称重料斗和螺旋输送机等组成,这些设备根据工艺流程组合成配料系统,失重称的作用就是根据配方所需的总量,实现不同原料按比例动态混合配料。
失重称配料系统工艺流程图如图1。
图1失重称配料系统工艺流程图失重称控制器选用的是梅特勒-托利多公司的IND560型失重称。
(二)配料系统工作原理失重称的工作原理:失重给料控制系统根据称重料斗里的物料重量的减少量,从而连续的计算该物料的投放量,并将该投放量与设定的投放量进行比较,控制给料螺旋的转速,从而逐渐的是给料量与设定的配方量相符,直到到达配方要求的设定值后停止。
配料系统工作原理图如图2所示。
图2配料系统工作原理图其中t0是配料准备等待时间,t1是配一锅料的总时间, m是物料的设定配方量。
(三)DCS系统的搭建1.失重称与DCS的连接IND560控制器通过RS485串行接口与DCS连接,RS485串行接口应用Profibus协议。
2.现场信号与DCS的通讯变频器的电流信号通过Profibus通讯方式传送到DCS系统,现场操作箱远程/本地信号、螺旋给料机的启动/停止信号、加料阀的开/关信号、开到位关/到位信号、称重仓的重量/流量信号等等,是通过I/O通道与DCS通讯。
DCS在焦化过程控制中的应用
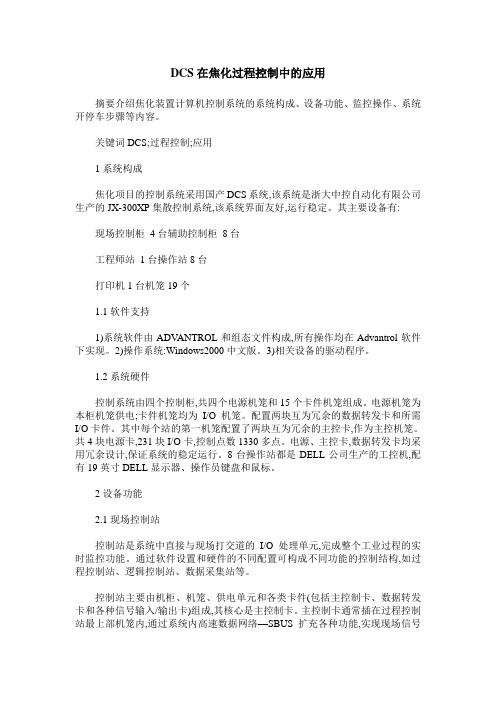
DCS在焦化过程控制中的应用摘要介绍焦化装置计算机控制系统的系统构成、设备功能、监控操作、系统开停车步骤等内容。
关键词DCS;过程控制;应用1系统构成焦化项目的控制系统采用国产DCS系统,该系统是浙大中控自动化有限公司生产的JX-300XP集散控制系统,该系统界面友好,运行稳定。
其主要设备有:现场控制柜4台辅助控制柜8台工程师站1台操作站8台打印机1台机笼19个1.1软件支持1)系统软件由ADV ANTROL和组态文件构成,所有操作均在Advantrol软件下实现。
2)操作系统:Windows2000中文版。
3)相关设备的驱动程序。
1.2系统硬件控制系统由四个控制柜,共四个电源机笼和15个卡件机笼组成。
电源机笼为本柜机笼供电;卡件机笼均为I/O机笼。
配置两块互为冗余的数据转发卡和所需I/O卡件。
其中每个站的第一机笼配置了两块互为冗余的主控卡,作为主控机笼。
共4块电源卡,231块I/O卡,控制点数1330多点。
电源、主控卡,数据转发卡均采用冗余设计,保证系统的稳定运行。
8台操作站都是DELL公司生产的工控机,配有19英寸DELL显示器、操作员键盘和鼠标。
2设备功能2.1现场控制站控制站是系统中直接与现场打交道的I/O处理单元,完成整个工业过程的实时监控功能。
通过软件设置和硬件的不同配置可构成不同功能的控制结构,如过程控制站、逻辑控制站、数据采集站等。
控制站主要由机柜、机笼、供电单元和各类卡件(包括主控制卡、数据转发卡和各种信号输入/输出卡)组成,其核心是主控制卡。
主控制卡通常插在过程控制站最上部机笼内,通过系统内高速数据网络—SBUS扩充各种功能,实现现场信号的输入输出,同时完成过程控制中的数据采集、回路控制、顺序控制、以及包括优化控制等各种控制算法。
控制站内各种卡件功能如下:XP243主控制卡负责采集、控制和通讯XP233数据转发卡用于扩展I/O单元XP313(I)电流信号输入卡6路输入可配电可冗余XP314(I)电压信号输入卡6路输入可冗余XP316(I)热电阻信号输入卡4路输入可冗余XP322模拟信号输出卡4路输出可冗余XP363 触点型开关量输入卡8路输入XP362 晶体管触点开关量输出卡8路输出2.2操作站本套系统1#操作站为工程师站,2#至9#操作站为操作员站。
艾默生Delta V DCS软件功能及典型组态

艾默生Delta V DCS软件功能及典型组态
程晶晶;何魁艳
【期刊名称】《现代制造技术与装备》
【年(卷),期】2018(000)002
【摘要】以年产40万吨60%硝酸项目为背景,依据该项目所提出的分散式控制、集中管理和操作等要求,以节能降耗和降低人工劳动强度为最终控制目标,设计了一套满足氨氧化法生产硝酸过程中典型控制的全自动化控制系统,该控制系统是在艾默生Delta V系统的基础上研发的.针对建峰40万吨硝酸装置DCS系统的软件功能及组态应用实例进行详细的阐述.
【总页数】2页(P59-60)
【作者】程晶晶;何魁艳
【作者单位】重庆机电职业技术学院,重庆 402760;重庆机电职业技术学院,重庆402760
【正文语种】中文
【相关文献】
1.DELTAV DCS系统自动计算软件组态简介 [J], 朱智霞;姚强
2.基于MODBUSRTU协议的西门子S7—300PLC与艾默生DeltaVDCS串行通信[J], 逯建权;冉元
3.基于Deltav的DCS组态实现及其应用实例 [J], 李斌;张湜;罗刚;王永华
4.基于Deltav组态平台的DCS系统的维护 [J], 刘赛年;李智元;董峰;瞿斌
5.ModBus通讯协议在艾默生Deltav中控DCS系统与虹润智能仪表通讯中的应用 [J], 王大安
因版权原因,仅展示原文概要,查看原文内容请购买。
基于DCS的造纸自动化控制系统的设计与实现

系统测试与评估
1、测试方案
测试方案应包括以下内容:测试目的、测试对象、测试方法、测试时间、测 试人员等。测试目的主要是验证系统的稳定性、精度、安全性能等指标是否达到 预期要求;测试对象包括整个DCS系统以及各个组成部分;测试方法可以采用模 拟测试或实际生产测试。
2、测试结果
根据测试方案进行测试后,需要对测试结果进行分析和评估。评估指标包括 系统的稳定性、精度、安全性能等。如果各项指标都达到预期要求,则可以认为 该DCS系统是可靠的、有效的。
谢谢观看
4、系统软件设计:设计开发适合造纸生产过程的控制软件,实现生产过程 的实时监控、数据采集、数据处理、故障诊断等功能。
系统实践
造纸DCS控制系统的实践是实现系统功能和性能的关键环节,主要包括以下 几个方面:
1、系统维护:在系统运行过程中,定期检查系统的硬件和软件状态,确保 系统的稳定性和可靠性。
2、故障排除:当系统出现故障时,快速定位并排除故障,保证生产过程的 正常进行。
研究背景
造纸DCS控制系统是在集散控制系统(DCS)的基础上,针对造纸生产过程的 特点和需求进行定制化设计的一种控制系统。DCS控制系统是一种基于计算机技 术、通信技术和控制技术的高度集成的控制系统,具有分散控制、集中管理、灵 活配置、安全可靠等优点。造纸DCS控制系统的研究和应用,可以使造纸生产过 程实现自动化、智能化和高效化,提高生产效率和降低成本。
PLC编程是实现自动化控制的关键,它负责处理各种信号,根据预设的逻辑 进行自动控制。PLC编程需要选择合适的编程语言和编程软件,并根据实际需要 进行相应的编程开发。
2、硬件实现
仪表选择是硬件实现的关键环节,需要根据实际工艺和控制需求选择合适的 仪表。例如,温度传感器可以选择热电阻或热电偶;压力传感器可以选择应变片 式或压阻式;液位传感器可以选择电容式或超声波式等。
DCS、PLC、SIS、GDS系统在氯碱和聚氯乙烯行业的应用
DCS、PLC、SIS、GDS系统在氯碱和聚氯乙烯行业的应用随着现代科学技术的发展,氯碱和聚氯乙烯行业的生产工艺控制基本实现了全过程自动化控制,通过SIS和GDS系统的推广运用,更提高了氯碱和聚氯乙烯行业各生产装置的安全可靠性。
化工自动化仪表主要包括DCS系统、SIS系统、GDS系统、PLC系统、各类化工检测仪表、自控阀门、各类信号电缆等。
如果将整个氯碱和聚氯乙烯行业各生产装置比作一个人,DCS/PLC控制系统是“大脑”,各类化工检测仪表是“眼睛”,各类自控阀门是“手脚”,各类信号电缆是“神经”,由此可见化工自动化仪表在氯碱和聚氯乙烯行业各生产装置安全生产过程的重要性。
1、DCS/PLC系统在氯碱和聚氯乙烯行业的应用(1)DCS控制系统符合氯碱和聚氯乙烯行业集中操作和分散控制设计理念,DCS控制系统的控制单元安装在现场机柜间,上位操作单元安装在中央控制室,上位操作单元和控制单元通过光纤进行通讯。
(2)氯碱电解单元以及配套的工艺单元现阶段采用的主流DCS控制系统有横河的CENTUM VP系统、霍尼韦尔的PKS系统、浙江中控的ECS-700系统及和利时的MACS-K系统。
(3)聚氯乙烯生产单元以及配套的工艺单元现阶段采用的主流DCS 控制系统是艾默生的DeltaV系统、横河的CENTUM VP系统、霍尼韦尔的PKS系统,聚氯乙烯生产单元自动化程度相对较高,其化学品配制单元、聚合加料单元、聚合过程单元、浆料汽提单元均是采用批量程序或顺控程序进行全过程自动控制的。
(4)氯碱和聚氯乙烯行业各生产装置的主控制系统一般很少用PLC 控制系统,PLC控制系统一般都是应用在各生产装置有技术保密的工艺包单元、大型机组的控制单元等,例如一次盐水的膜过滤装置多采用西门子S7300控制系统、聚氯乙烯的离心机控制多采用西门子S7300控制系统等。
这些大型机组和工艺包自带的PLC控制系统一般都是通过ModeBus 485与对应的氯碱和聚氯乙烯行业各生产装置主DCS控制系统进行数据通讯的,以便于在主DCS控制系统上能够读取PLC子系统的数据。
DCS系统在锅炉控制中的应用
DCS系统在锅炉控制中的应用DeltaV系统在锅炉汽包水位控制中的应用摘要:本文主要介绍DeltaV控制系统在锅炉汽包水位三冲量控制中的组态及应用。
关键词:DeltaV 组态应用三冲量Abstract:The paper introduces the application of the DeltaV Control System in three-impulse cascade regulation.Keywords: DeltaV Application extraction three-impulse1 前言DCS系统也称分布式控制系统,其实质是计算机技术对生产过程进行集中监视、操作、管理和分散控制的新型控制技术。
DeltaV系统是在传统DCS系统优势基础上结合90年代的现场总线技术,并基于用户的最新需求开发的新一代控制系统,其功能特点是:模块化设计、开放的网络结构、系统组态灵活、控制功能完善、数据处理方便、人机界面友好、安装简单规范化、调试方便、运行安全可靠等。
汽包水位是锅炉运行的主要指标,是一个非常重要的被控变量,维持水位在一定范围内是保证锅炉正常运行的首要条件。
水位过高时,饱和水蒸气带水过多,同时过热蒸汽温度急剧下降,影响运行的安全性和经济性。
水位过低且负荷较大时,水的汽化速度加快,如不及时补水调节,就会使汽包内水全部汽化,导致炉管损坏,甚至引起爆炸。
因此,对汽包内锅炉水位控制要求比较高。
使用DeltaV系统能够较好的满足控制、操作、诊断、维护等要求。
2 DeltaV系统介绍DeltaV系统是在传统DCS系统优势基础上结合90年代的现场总线技术,并基于用户的最新需求开发的新一代控制系统,它主要具有如下技术特点:开放的网络结构与OPC标准;基金会现场总线(FF)标准的数据结构;模块化结构设计;即插即用、自动识别系统硬件,所有卡件均可带电插拔,操作维护可不必停车;同时系统可实现真正的在线扩展;常规IO卡件采用8通道分散设计,且每一通道均与现场隔离,充分体现分散控制安全可靠的特点;DeltaV系统由冗余的控制网络、操作站及控制部分构成。
基于DCS控制系统的化工自动化控制
基于DCS控制系统的化工自动化控制摘要:DCS系统指的是集散控制系统,这种系统是以计算机技术和网络技术为基础,再加上第三方的设备和仪器,实现信息的采集,综合应用这些技术可以有效管理化工生产。
DCS系统在我国也称为分布式集散控制系统,这种系统与记账控制系统相比,是一种新型的计算机控制系统,具有传统控制系统所不具备的优势特点。
DCS设计是在集中控制系统原理的基础上,通过不断的完善,最终形成集中控制系统。
这种控制系统在化工行业、电气行业等有着非常广泛的应用。
在DCS控制系统不断发展过程中,将会有更广阔的应用领域。
本文主要分析基于DCS控制系统的化工自动化控制。
关键词:DCS控制系统;化工行业;自动化系统;智能化引言近年来,计算机技术发展迅速,DCS控制系统实现了更新换代,在包括化工企业在内的产业经济发展中发挥了积极作用。
在化工产业中,DCS系统的应用可以减少化工企业成本、增加产品收益、扩大生产规模,化工企业通过采用DCS控制系统可以优化产品设备功能,实现化工生产的智能化和便捷化。
另外,在化工生产中,DCS控制系统的应用,通过自动化功能启动消防系统,能够帮助化工企业更高效地做好消防应急处理工作,提高化工企业消防安全和火灾事故扑救能力,快速控制火情,争取消防救援时间,避免火灾事故扩大,有力地保障了化工企业生产安全。
1、DCS控制系统概述DCS,即集散控制系统,亦称“分散控制系统”或“分布式计算机控制系统”,是一种功能十分强大的计算机网络集成技术,它依据控制分散、操作和管理集中的基本设计理念,主要由控制体系、运行体系、计划体系、管理体系几部分构成,有着集中管理和分散控制的典型特征,具备监督功能、参数调整功能、实时性功能和预警调整功能。
可靠性是DCS系统得以高质量发展和广泛应用的重要保障,提高DCS系统可靠性,应采用可靠性更高的硬件设备和生产工艺,同时在软件设计上采用冗余技术,并实现系统的容错技术、故障自诊断、自动处理技术。
机器视觉引导在汽车风挡玻璃自适应装配中的应用研究
机器视觉引导在汽车风挡玻璃自适应装配中的应用研究第一篇范文机器视觉引导在汽车风挡玻璃自适应装配中的应用研究随着科技的不断发展,汽车工业对于生产效率和质量的要求越来越高。
在汽车制造过程中,风挡玻璃的自适应装配是一个关键环节。
近年来,机器视觉技术在汽车制造领域的应用逐渐得到广泛认可,为风挡玻璃装配过程提供了高效、精确的解决方案。
一、机器视觉技术简介机器视觉是一种模拟人类视觉功能的技术,通过图像处理、计算机视觉等方法,使计算机能够对图像信息进行识别、分析和理解。
在汽车制造领域,机器视觉技术主要用于检测、测量、识别和定位等任务,为生产过程提供自动化的视觉支持。
二、风挡玻璃自适应装配的挑战风挡玻璃作为汽车的重要组成部分,其装配质量直接影响到行车安全。
然而,在实际生产过程中,风挡玻璃的尺寸、形状和安装位置存在一定的差异,给装配过程带来了挑战。
传统的人工装配方式难以满足高效率和高质量的要求,因此,研究机器视觉引导的风挡玻璃自适应装配技术具有重要的实际意义。
三、机器视觉引导在风挡玻璃装配中的应用machine vision-based adaptive assembly system for windshield wiperarms. The system consists of a machine vision system, a control system, and an actuation system. The machine vision system captures images of the windshield wiper arms and analyzes the images to determine the appropriate assembly position. The control system processes the information from the machine vision system and sends commands to the actuation system to adjust the position of the windshield wiper arms. The experimental results show that the proposed system can accurately and adaptively assemble the windshield wiper arms within a processing time of 0.5 seconds, with an assembly error of less than 0.5 mm.四、结论与展望本文针对汽车风挡玻璃自适应装配的挑战,探讨了机器视觉技术在其中的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
DeltaV DCS在玻璃熔化布料小车自动控制中的应用
邹金煌 刘杰
(浙江平湖玻璃有限公司 浙江 平湖 314204)
【摘要】目前,国内几乎所有玻璃生产线的窑头布料小车,都是采用人工控制。
由人工控制布料小车电机和皮带的正反转来实现布料。现改为由EMERSON
DeltaV DCS系统自动控制,实现无人化操作。改造后,从检测来料到布料,都
能实现自动控制,节省了人力物力,保证了布料的均匀性,有助于提高玻璃的
熔化质量。配以动态仿真画面,更利于监视设备的运行情况,提高设备的安全
性能。
[abstract]At present, the domestic nearly all glass production line's kiln cotton
material car, uses the manual control. Transfers by the manual control cotton
material car electrical machinery and leather belt's pro and con realizes the cotton
material. Presently changes by EMERSON DeltaV the DCS system automatic
control, realizes the non-hominization operation. After the transformation, expects
the cotton material from the examination, can realize the automatic control, has
saved the manpower and resources, had guaranteed the cotton material uniformity, is
helpful in enhances the glass the melting quality. Matches by the dynamic simulation
picture, favors supervisory equipment's operational aspect, enhances equipment's
safety performance.
关键词:改造 自动控制 DCS系统
Key word: Transforms automatic control DCS system
一.改造的原因
原布料小车,由人工控制,工人的操作环境恶劣,温度高,灰尘浓度大,对
2
操作人员的身体会带来一定的伤害。且人工控制不能保证布料的均匀性,从而
影响到玻璃的熔化质量。
二.DCS自动控制改造方案
1.硬件安装
1.1行程开关2只
这里所用行程开关,经过稍微改装。把行程开关的摇杆加长,并在前端焊接
一块弯成120°左右的方形铁片。然后把行程开关垂直安装在来料皮带上方,
控制好高度。这样,当皮带上有料时,会触碰行程开关的摇杆。产生一个DI
信号到DCS系统。
1.2限位开关4只
安装在布料小车运行轨道的两端,南北各2只。分别为停车和安全限位。
1.3变频器一只
变频器主要用于控制小车的启停,目的是为了减少小车的冲击振动。在达到
节能的同时,还能延长小车的使用寿命,减少对限位开关的冲击。
2.DCS编程
2.1小车和皮带电机的开启
如图1所示:两个行程开关分别产生信号为DI1,DI2。当两只行程开关的
任意一只检测到有料时,就会发出小车的启动信号,而只有两只行程开关都检
测到没有料时,才会发出停车信号。OND4和OFFD1分别为通电延时和断电延时,
是为了防止小车开启和停止误动作而设。布料方向即小车和皮带的转动方向由
操作人员自行设定。
图1
3
2.2小车第一次撞限位停车
4
当小车按照操作员设定的布料方向运行,撞到限位开关以后会自动停车,
稍作延时开始反向运行,延时时间即小车在这里的停车时间,由操作员视边部
布料情况自行设定。延时反转还能起到保护小车电机的作用。程序执行见图2
小车停车路径1.
2.3小车反向行走依靠行走时间停车
5
1号仓2号仓
3号仓4号仓
西
限
位
东
限
位
出料口
布料小车与料仓位置示意图
保
安
限
位
保
安
限
位
图3
如图3所示:当小车给3号仓、4号仓布料时,小车由西向东运行,皮带
电机也由西向东转。当小车撞到东限位以后停止,经过短暂延时后,小车反转
向西行走。由图可知,下料口在料仓中央,而小车长度长于整个料仓长度的1/2,
如果小车撞到西限位就停止的话,就会造成布料死区(中间一段),所以小车向
西行走其行程是由时间决定,(不理会该方向的行程开关动作)从而保证中间部
位能够合理布料。同理,小车在向西给1号仓、2号仓布料时,小车动作过程
和3、4号仓布料一样,程序执行见图2路径3。
2.4当皮带上没有料时,小车和皮带电机停止
当料检开关检测到皮带上没有料时,会发出预停车信号,小车根据程序命令选
择和小车启动时位置相反的方向停车(如从西边启动,就在东边停止)。为了不
让小车挡住下料口,小车在撞限位以后需加一个时间延时,(对指定停车方向的
限位开关有效)让小车停在边部,确保小车在有故障不能启动时不堵料。程序
执行见图2路径2。小车在等待过程中当皮带上检测到有料,小车自动启动,
6
其布料方向和上批料相反确保4个仓布料均匀,如此周而复始。当两批料间隔
时间很短,小车在找停车位过程中下批料就来了,那么小车将不停车还是继续
该方向的布料。其执行程序仍是图2路径2。另外为了提高小车的可操作性我
们仍然保留了原来的手动控制系统,其控制方式只要通过旋钮开关就可以实现。
三.结束语
改造完成后,通过一段时间的使用和摸索,小车在边部布料和中间布料时
的停留时间分别为2S和5S,布料就会很均匀合理。此项改造大大改善玻璃熔化
质量,进一步提高了玻璃生产的自动化程度。
作者简介:邹金煌(1978-)男,电气工程师,主要从事仪表电气维护和DCS PLC
编程开发工作。
刘杰(1981-)男,毕业于成都理工大学,电气工程师,主要从事玻
璃行业电气仪表自动控制和DCS维护工作。