测量系统分析培训资料(1)
MSA测量系统分析培训教材(PPT 43张)
R = average of the average ranges 均值的平均值 R = (1.5 + 1.5 + 1.3) / 3 = 1.43
X diff
第
13 片
测量系统分析
计量型 - 大样法 (极差法)
• 第5步
– 计算 UCLR 并放弃或重复其值大于UCLR 的读数。 – 既然极差已没有大于3.70 的值,那么继续进行。
极差
1 1 1 1 2 2 2 1 2 2 1.5
第一次
76 75 74 74 76 76 75 75 74 75 75.0
操作员 C 第二次 第三次
75 76 76 74 75 76 75 74 74 76 75.1 75 76 76 74 74 76 74 76 76 74 75.1
极差
1 1 2 0 2 0 1 2 2 2 1.3
– 对结果进行解释:
• 量具 %R&R 结果大于30%,因此验收不合 格。 • 操作员变差为零,因此我们可以得出结论认 为由操作员造成的误差可忽略。 • 要达到可接受的%量具R&R,必须把重点放 在设备上。
第
18 片
测量系统分析
计量型 – 重复性再现性 (GR&R)判定原则为:
• %R&R<10%,测量系统可以接受! • 10%≤%R&R<30%,测量系统尚可接受! • %R&R≥30%,测量系统不可以接受!
• 此外,ndc(有效分辨率)取整整,且应该大于 等于5。
第 19 片
测量系统分析
计数型量具研究
• 任何量具的目的都是为了发现不合格 产品。如果它能够发现不合格的产品 ,那么它就是合格的,否则量具就是 不合格的。 • 计数型量具研究无法对量具有多“好 ”作出量化判断,它只能用于确定量 具合格与否。
MSA培训考试题(含答案)知识讲解
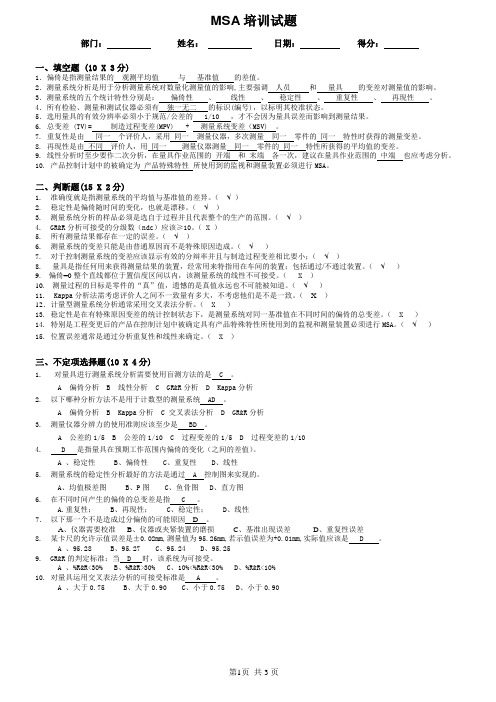
MSA培训试题部门:姓名:日期:得分:一、填空题 (10 X 3分)1.偏倚是指测量结果的观测平均值与基准值的差值。
2.测量系统分析是用于分析测量系统对数量化测量值的影响,主要强调人员和量具的变差对测量值的影响。
3.测量系统的五个统计特性分别是:偏倚性、线性、稳定性、重复性、再现性。
4.所有检验、测量和测试仪器必须有独一无二的标识(编号),以标明其校准状态。
5.选用量具的有效分辨率必须小于规范/公差的 1/10 ,才不会因为量具误差而影响到测量结果。
6. 总变差 (TV)= 制造过程变差(MPV) + 测量系统变差(MSV) 。
7. 重复性是由同一个评价人,采用同一测量仪器,多次测量同一零件的同一特性时获得的测量变差。
8. 再现性是由不同评价人,用同一测量仪器测量同一零件的同一特性所获得的平均值的变差。
9. 线性分析时至少要作二次分析,在量具作业范围的开端和末端各一次,建议在量具作业范围的中端也应考虑分析。
10. 产品控制计划中的被确定为产品特殊特性所使用到的监视和测量装置必须进行MSA。
二、判断题(15 X 2分)1. 准确度就是指测量系统的平均值与基准值的差异。
(√)2. 稳定性是偏倚随时间的变化,也就是漂移。
(√)3. 测量系统分析的样品必须是选自于过程并且代表整个的生产的范围。
(√)4. GR&R分析可接受的分级数(ndc)应该≥10。
( X )5. 所有测量结果都存在一定的误差。
(√)6. 测量系统的变差只能是由普通原因而不是特殊原因造成。
(√)7. 对于控制测量系统的变差应该显示有效的分辩率并且与制造过程变差相比要小;(√)8. 量具是指任何用来获得测量结果的装置,经常用来特指用在车间的装置;包括通过/不通过装置。
(√)9. 偏倚=0整个直线都位于置信度区间以内,该测量系统的线性不可接受。
( X )10. 测量过程的目标是零件的“真”值,遗憾的是真值永远也不可能被知道。
(√)11. Kappa分析法需考虑评价人之间不一致量有多大,不考虑他们是不是一致。
测量系统分析基础
Precision ) 重复性( Repeatability ) 再现性( Reproducibility )
连续型数据 离散型数据
MSA 概要
准确性
用偏倚来表征,用来表示多次测量结果的平均值与被测质量特性基准值之差,其 中基准值是已知的参考值,或以更高级别的测量设备进行多次测量的均值; 精确性 用波动表示,用来表示在相同条件下进行多次重复测量的测量结果分布的分散程 度。
有效性:分为测量者的有效性和系统有效性。 若测量者针对同一被测零件的所有测量结果一致且与基准一致称为有效。测量者 的有效性:指有效零件数量与被测零件数量之比; 若所有测量者对同一被测零件的所有测量结果一致且与基准一致,则称系统有效 。系统的有效性:系统有效零件数量与被测零件数量之比。
漏判率:对每个测量者,将基准为不可接受零件漏判为可接受的机会百分率;
6
MSA 概要
测量系统的分辨力 是指测量系统识别并反映被测量的最微小变化的能力。 好的测量系统应该有一适合的分辨力,一般来说,分辨力选择为工程公差带的 十分之一或者更小。 测量系统的偏倚
是指对同一测量对象进行多次测量的平均值与该测量对象的基准值或标准值之 差。通常,可通过校准来确定是否存在偏倚。
测量系统的线性 是指在其量程范围内,偏倚是基准值的线性函数。 测量系统的的稳定性 稳定性通常是指某个系统的计量特性随时间保持稳定的能力。主要是用测量结 果的统计稳定性来衡量。
7
MSA 概要
测量系统的重复性 重复性是指在尽可能相同的测量条件下,对同一测量对象进行多次重复测量所 产生的波动。 重复性波动,主要反映了量具本身的波动,记为EV。 测量系统的再现性
第八章测量系统分析-1
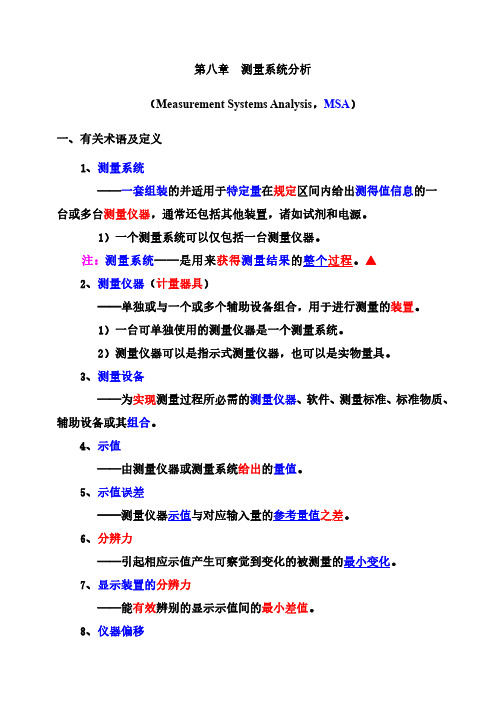
第八章测量系统分析(Measurement Systems Analysis,MSA)一、有关术语及定义1、测量系统——一套组装的并适用于特定量在规定区间内给出测得值信息的一台或多台测量仪器,通常还包括其他装置,诸如试剂和电源。
1)一个测量系统可以仅包括一台测量仪器。
注:测量系统——是用来获得测量结果的整个过程。
▲2、测量仪器(计量器具)——单独或与一个或多个辅助设备组合,用于进行测量的装置。
1)一台可单独使用的测量仪器是一个测量系统。
2)测量仪器可以是指示式测量仪器,也可以是实物量具。
3、测量设备——为实现测量过程所必需的测量仪器、软件、测量标准、标准物质、辅助设备或其组合。
4、示值——由测量仪器或测量系统给出的量值。
5、示值误差——测量仪器示值与对应输入量的参考量值之差。
6、分辨力——引起相应示值产生可察觉到变化的被测量的最小变化。
7、显示装置的分辨力——能有效辨别的显示示值间的最小差值。
8、仪器偏移——重复测量示值的平均值减去参考量值。
9、测量仪器的稳定性——测量仪器保持其计量特性随时间恒定的能力。
简称稳定性。
稳定性可用几种方式量化:1)用计量特性变化到某个规定的量所经过的时间间隔表示。
2)用计量特性在规定时间间隔内发生的变化表示。
10、仪器漂移——由于测量仪器计量特性的变化引起的示值在一段时间内的连续或增量变化。
1)仪器漂移既与被测量的变化无关,也与任何认识到的影响量的变化无关。
11、影响量引起的变差——当影响量依次呈现两个不同的量值时,给定被测量的示值差或实物量具提供的量值差。
1)对实物量具,影响量引起的变差是影响量呈现两个不同值时其提供量值间的差值。
12、影响量——在直接测量中不影响实际被测的量,但会影响示值与测量结果之间关系的量。
例:1)用安培计直接测量交流电流恒定幅度时的频率。
2)测量某杆长度时测微计(千分尺)的温度。
13、测量重复性——在一组重复性测量条件下的测量精密度。
简称重复性。
MSA第5版教程-文档资料

材料
人员
测量值 变差
环境
方法
仪器 (机器)
第五版:2002年7月
MSA
9
Байду номын сангаас
测量体系分析的数据利用
• 用测量体系所收集的数据用于:
–控制过程 –估计影响过程产出的变量及其相互关系
• 利用数据分析,增进对测量体系中因果关系的了解 • 把注意力放在测量体系上,以求获得重复性和再现性
第五版:2002年7月
MSA
第五版:2002年7月
MSA
27
总结
• 汽车行业质量管理体系对 MSA的要求详见ISO\TS16949(2002版)之7.6.1条款。 -MSA需考虑线性、偏倚、稳定性、重复性、再现性五
个方面。 -MSA的应用必须考虑范围、频率、时机、方法和接受 准则的规定。 -至少应对每种量具作属性类和变量类的研究。
32
统计控制
测量系统必须处于统计稳定状态,也就是说,测量 系统的变差不受特殊原因支配
1. 一般说来,当没有数值(点)落在特殊原因区域内时,测量系统便处于统计控制状态
2. 如果没有如SPC手册中描述的数据
趋势或漂移时,我们也可认为是统 计控制状态
特殊原因区域
第五版:2002年7月
特殊原因区域
MSA
33
供应商实验室要求 3
–对测试和校准活动作专业判定的人员必须具备相关经验并经 过培训
–记录对环境的控制和监控以证明相关技术活动在恰当的条件 下进行
–限定权限对测量系统中所用的硬件和软件的维护和使用
第五版:2002年7月
MSA
21
检验、测量和测试仪器的控制
通用要求
所有检验、测量和测试设备,包括硬件和软件,都应 确定其测量不确定性,并使其在可接受的范围内
测量系统分析PPT课件

最新课件
34
实用测量系统分析方法
一、数据收集
为了进行测量系统分析,首先需要收集测量过程
中系统所输出的实测数据。这些数据对于分析至关 重要,必须按以下要求操作:
1、取一个能代表过变差范围的样本,N≥5(为获得最 低限度的置信度,产生极差的总数应>15,目前联 发实际上常按所设计的表格取N=10,顾客没有意 见)。
最新课件
8
测量系统分析概述
术语
●标准——用于比较的可接受的基准。(接收的准则或已知不 确定度且被接受的值)
●分辨力、可读性、分辨率——由测量仪器输出的最小的读数/ 刻度单位或刻度限度或探测限度。
● 1:10经验法则——测量误差小于过程公差1/10被认为可接 受的传统法则。
●有效分辨率、有效解析度——对于一个特定的应用(公差/过 程变差),测量系统对公差/过程变差识别的灵敏程度。也可 表述为产生有用的测量输出信号的最小输出值。
收集表》相应栏目。
最新课件
36
实用测量系统分析方法
二、数值计算
最新课件
20
测量系统分析概述
测量系统结果分析与接受准则 ●位置误差:通常通过分析偏倚和线性来确定。当 测量系统的偏倚或线性的误差超出量具校准规程所 充许误差时不可接受。
●宽度误差:
误差低于10%——接受; 误差在10%-30%之间,基于应用的重要性、 测量装置的成本等考虑,可能可以接受,但一般需 征求顾客同意(具体形式之一是PPAP);
●可能导致过程作业准备的错误决策(例如对实际合格的过程 因测量误差而错误调整,导致批量不合格)
最新课件
22
测量系统分析概述
测量系统分析的准备工作 ●策划使用的分析方法 ●确定抽样方案 ●确定评价人 ●测量仪器至少满足“1/10”法则 ●对测量系统人员进行培训,掌握基本测量方 法,避免出现特殊原因的测量变差
测量系统分析

22
2.连续GR&R
假如有件产品,其全长尺寸对其性能产生巨大影响,产品出厂前要对其尺寸进 行测量。测量不正确的话,就会给顾客传递不良品,需要花费修理费用。
因此,用属性R&Rで验
…… 不仅仅是颜色的问题,定性判断 的过程几乎都属于属性GR&R的对 象。
证用属性R&R对以下的比例进行评价
1. 对同一件样品反复评价能得出相同结果的比例 (不同检验人员评价)
2.对同一件样品反复进行同样的判定,符合检验标准的比例 (同上)
3.相关检验人员全员对同一件样本进行判定,得出同样结果的比例
短期偏差
操作员的原因
测量装置(量具)的原因 4
基本定义
属性数据 ー 用来记录及分析的非常重要的性质数据 属性测量系统 ー 针对特定的界限值(通常、视觉性),比较各零件,如果满足
界限值就可以接收,以此为目的的测量系统。 变量数据 ー 针对特定的特性的定量化的规格以及能进行比较的有数位性意义的
定量数据。 变量测量系统 ー 对各零部件进行数据性测量,并对和重要特性相关的数据进行
选择属性一致性分析
统计>品质工具>属性一致性分析
12
属性GR&R Step 7(Minitab)
在对话框中输入,对结果进行设置
統計>品质工具>属性的一致性分析
选择C3~C8
点击检验员内/间的评 价一致率(%)
选择本项
输入3(人) 输入2(回)
选择C2
输入完成后点击 OK键
13
属性GR&R Step. 各检验员相互之间对判定结果保密,并且,使判定结果和样本之 间的关系不容易记忆,各检验员各自随机进行检验,并把检验结果 记录在空白表格中。 2.重复第二次。为了避免第一次判定内容对记忆的影响,更改变 化两次样本的顺序,或者在两次之间设置充分的间隔。
测量系统分析(MSA)
0.005
0.99
0.005
PV=5.15σ
过程变差PV示意图
MSA--温林华 13
有些资料上把偏倚称为准确度,把变差称 为精度,高质量的数据准确度和精度都要 高; 下面的四个图例说明偏倚和变差大小的 状态
偏倚小、变差小 偏倚大、变差小 偏倚小、变差大 偏倚大、变差大
MSA--温林华 14
三、测量系统的基本要求
PPAP中的重要资料。 正确的选择与运用测量系统,能保证以较低
的成本获得高质量的测量数据。
MSA--温林华 3
ISO/TS16949:7.6.1 测量系统分析
为分析各种测量和试验设备系统测量结 果存在的变差,应进行适当的统计研究。此 要求应适用于在控制计划提出的测量系统。 所用的分析方法及接收准则,应与顾客关于 测量系统分析的参考手册相一致。如果得到 顾客的批准,也可采用其它分析方法和接收 准则。
MSA参考手册的目的
提供测量系统分析的理论基础和方法; 主要关注的是对每个零件能重复读数的测量系统; 作为ISO/TS16949质量管理体系标准的附属文件; 在呈报PPAP的实际应用中,具体应用需要顾客批准。
MSA--温林华 6
二、 几个基本概念
测量:赋值(或数)给具体事物以表示它们之间 关于特性的关系。 赋值过程为测量过程,而赋予的值为测量值。
观测的平均值位于 量程较高部位
在量程内对测量系统的偏倚要求
大量程
MSA--温林华 39
四、通用指南
评定前的两个步骤: 验证在适当的特性位置正在测量正确的变量:
的。 图2 为一张潜在的变差源因果图,可作为研究测
量系统变差源思考的起点。
MSA--温林华 20