纠正预防措施表格
纠正与预防措施表

确认/日期:
纠正和预防措施情况:
部门责任人确认/日期:
跟踪验证:
跟踪验证人/日期:
英语单元考试有时你能考到90多分,语文考试你能进入中上水平,或许你没有想开去,但老师觉得,只要你想要,就可以很好。但愿你真能做到“只要有百分之一的希望,就会付出百分之九十九的努力”请付之行动!
你文文静静,秀气美丽,课堂上总是眨巴着乌溜溜的眼睛专心地听讲,作业完成得认真又整洁,每次值日你都能有始有终,认真完成,老师真喜欢你。如果在课堂上积极举手发言,那你的思维会更加敏捷,口头表达能力会更加出色。勇敢些,相信你能行。预计完成日期:
纠正与预防措施表
编号:R-ZJ-08
பைடு நூலகம்责任部门
日期
记录编号
不合格或潜在不合格陈述:
部门责任人确认/日期:
原因分析:
部门责任人确认/日期:
纠正和预防措施计划:
你相信“人若有志,就不会在半坡停止。”就学习的阶段性而言,你处在初中的半山腰;就你进步的阶段而言,你也处在半山腰,这座右铭包含了你对自己的鼓励,希望你能真正意义上的做到勇往直前!
纠正预防措施表

批准者:
日期:
完成情况:
责任部门:
负责人:
日期:
措施验证:
结论:有效无效
验证者:
日期:
复核者:
日期:
备注
不符合部门请在收到本表格后7个工作日内完成“原因分析”、“拟采取措施”及“审批意见”的填写和签署并回传。并在措施完成后,于“完成情况”栏Fra bibliotek详述具体完成情况。
纠正预防措施表
编号:CMR-014-00
发现者
不符合部门或供方
不符合潜在不符合
详细描述:
记录者:
日期:
复核者:
日期:
原因分析:
责任人:
日期:
复核者:
日期:
拟采取问题/潜在问题解决措施:
预计完成日期:
制定者:
日期:
复核者:
日期:
拟采取避免问题/潜在问题再发生措施:
预计完成日期:
制定者:
日期:
复核者:
日期:
纠正及预防措施表
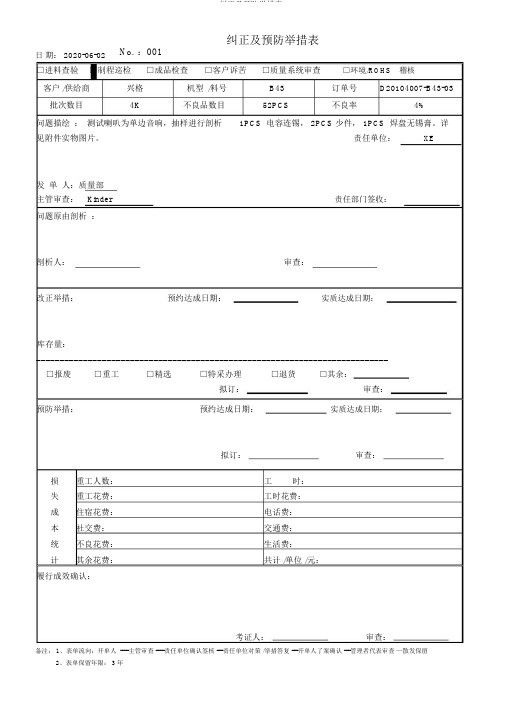
纠正及预防举措表1 / 1日 期: 2020-06-02纠正及预防举措表No. :001□进料查验□制程巡检□成品检查□客户诉苦□质量系统审查□环境/ROHS 稽核客户 /供给商 兴格 机型 /料号 B43 订单号 D2*******-B43-03批次数目4K不良品数目52PCS不良率4%问题描绘 : 测试喇叭为单边音响,抽样进行剖析 1PCS 电容连锡, 2PCS 少件, 1PCS 焊盘无锡膏。
详见附件实物图片。
责任单位:XE发 单 人:质量部 主管审查: Kinder 责任部门签收:问题原由剖析 :剖析人: 审查:改正举措: 预约达成日期: 实质达成日期:库存量:___________________________________________________________________________□报废□重工□精选□特采办理□退货□其余:拟订:审查:预防举措:预约达成日期:实质达成日期:拟订:审查:损 重工人数: 工时:失 重工花费: 工时花费: 成 住宿花费: 电话费: 本 社交费: 交通费: 统 不良花费: 生活费:计其余花费:共计 /单位 /元:履行成效确认:考证人: 审查:备注: 1、表单流向:开单人 ----主管审查 ----责任单位确认签核 ---责任单位对策 /举措答复 ---开单人了案确认 ---管理者代表审查 —散发保留2、表单保留年限: 3 年。
纠正预防措施实施表格式

公司名称替代
纠正预防举措实行表
部门 :日期 :
编号 :.
产品名称工序名称发生数目
型式规格发生时间发生部门缺点严重性与规范差包办署名临针对已产出品包办署名不合异时□隔绝□报废
对□返工□返修
格项
策
描绘
主管署名□退步□其余主管署名
达成时间 :
剖析原由确认能否再现问题包办署名原由
检查主管署名能否合用于近似过程和产品:□是□否
纠正预防举措表
估计完
纠正和预防举措及要求目标包办人员履行状况确认署名成时间
: □无效□部分有效□大多数有效□完整
评论结论
改良有效
成效□了案□持续评论
评论人署名 /日期描绘
审查 /日期同意/日期
表单编号: PSD1401-03。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
部门经理:
日期:验证结果ຫໍສະໝຸດ 描述:经过更换定位销后,试模结果该产品合格
□有效□无效下一张PCAR NO:
□技术变更:ECN NO.□其他
验证人员:日期:
核准:日期:
跟踪结论:□合格□不合格
发现人:部门经理:日期:
原因分析:造成该产品不合格原因,是由于模具中放产品翻边的定位高度不够高,产品容易错位造成单边,稍加不慎就会使产品报废。
分析部门:技术
分析员:
审核:
日期:
纠正措施:更换定位销,确保定位的准确性。试模进行确定边的等高,
预防措施:每次做这产品时,一定要注意翻边定位的高度,有无变化,有无松动,准确定位。
纠正及预防措施要求《PCAR》
PCAR NO:
发出部门:检验
发出日期:年7月3日
接收部门:模具
要求回复日期:年7月3日
问题来源:□制程□检验□内审□客户投诉□客户退货□资料分析□其他
问题描述:零件号96545393/94,零件名称:后围上板支撑加强件,在生产中发现OP30翻边时出现单边,一边低,一边高,造成产品不合格。