9711.2工艺卡323.9×8.8
φ355.6 8.7-9711.1工艺卡
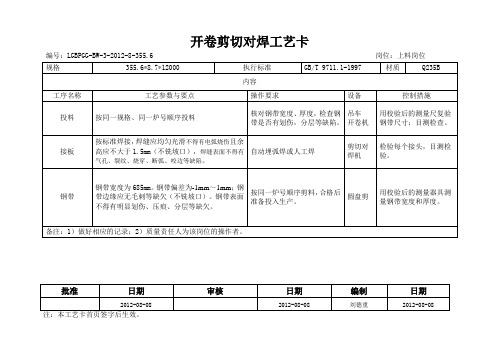
X 射线实时成像 同钢级、同规格 6000mm 长管样 焊缝:Ф 3.2 直通孔 无 无 同焊速 焊缝和焊缝两侧母材 30mm 范围 内全长 100%自动探伤 能够检测出 0.4mm 气孔、夹渣等 灵敏度 缺陷。 缺陷尺寸小于 GB/T 9711.1 标准 验收标准 缺欠信号大于合格极限信号均视为缺陷 要求 备注:1)做好相应的记录;2)质量责任人为该岗位的操作者;3)每班次管端位置拍片 1 张,标注日期、规格、班组、管号。
称重、测长
重量:单位为 KG,数据保留小数点后 2 位 长度:单位 mm,数据取整数
按自动称重、测长设备要求 操作。
自动称重、 侧长 1) 定时检测设备精 仪 度。
喷标
在钢管内壁距管端不小于 150mm 处开始, 按下列形 按自动喷标设备要求操 式喷标: 作,严格控制距管端距 凌钢钢管 GB/T 9711.1-1997 355.6mm*8.7mm 离不小于 150mm, 标识要 *12000 Q235B ******(管号) 求清晰,工整。
核对钢带宽度、厚度,检查钢 吊车 带是否有划伤,分层等缺陷。 开卷机 剪切对 焊机
接板
按标准焊接, 焊缝应均匀光滑不得有电弧烧伤且余 高应不大于 1.5mm(不铣坡口),焊缝表面不得有 自动埋弧焊或人工焊 气孔、裂纹、烧穿、断弧、咬边等缺陷。
钢带
钢带宽度为 685mm。 钢带偏差为-1mm~1mm; 钢 按同一炉号顺序剪料, 合格后 带边缘应无毛刺等缺欠(不铣坡口)。钢带表面 圆盘剪 准备投入生产。 不得有明显划伤、压痕、分层等缺欠。
自动喷标仪
1) 由成品检验岗位 人员逐支检查。
备注:1)做好相应的记录 2)质量责任人为该岗位的操作者。
批准
日期
2012-08-08
机械加工工艺卡模板
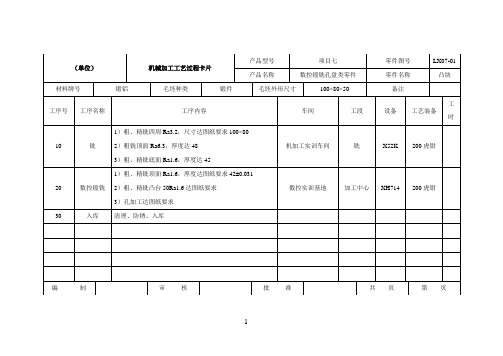
(单位)机械加工工艺过程卡片产品型号项目七零件图号LX07-01产品名称数控镗铣孔盘类零件零件名称凸块材料牌号锻铝毛坯种类锻件毛坯外形尺寸100×80×50 备注工序号工序名称工序内容车间工段设备工艺装备工时10 铣1)粗、精铣四周Ra3.2,尺寸达图纸要求100×802)粗铣顶面Ra6.3,厚度达483)粗、精铣底面Ra1.6,厚度达45机加工实训车间铣X52K 200虎钳20 数控镗铣1)粗、精铣顶面Ra1.6,厚度达图纸要求42±0.0312)粗、精铣凸台50Ra1.6达图纸要求3)孔加工达图纸要求数控实训基地加工中心XH714 200虎钳30 入库清理、防锈、入库编制审核批准共页第页1(单位)数控加工工序卡片产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714 数控实训中心工步号工步内容刀具号刀具规格mm主轴转速r/min进给量mm/min背吃刀量mm量具备注1 粗铣顶面留余量0.2 T01 Φ80端铣刀500 200 2.8 游标卡尺125±0.022 精铣顶面控制高度尺寸42±0.031达Ra1.6 T01 600 150 0.23 粗铣凸台留侧余量0.5,底余量0.2 T02 Φ16立铣刀500 100 21.84 精铣凸台50Ra1.6成T02 600 80 0.25 钻6×M10-7H、4×Φ12H7、2×Φ30H7中心孔T03 Φ2中心钻1500 1206 钻2×Φ30H7、4×Φ12H7、6×M10-7H至Φ8.5T04 Φ8.5钻头700 807 扩4×Φ12H7至4×Φ11.8T05 Φ11.8钻头500 908 扩2×Φ30H7至2×Φ19T06 Φ19钻头300 80编制审核批准共 4 页第 1 页23(单 位) 数 控 加 工 工 序 卡 片产品名称或代号零件名称 材料 零件图号 数控镗铣孔盘类零件凸块锻铝LX07-01工序号 程序编号 夹具名称 夹具编号使用设备 车 间 20 711/712/713/71200机用平口虎钳XH714数控实训中心工步号 工 步 内 容刀具号 刀具规格 mm主轴转速 r/min 进给量 mm/min 背吃刀量 mm量具 备注9 倒4×Φ12H7、6×M10-7H 角C1 T06 300 60 10 扩2×Φ30H7至2×Φ26 T07 Φ26钻头 150 50 11 粗镗2×Φ30H7至2×Φ29.7 T08 Φ29.7镗刀 1100 12012粗镗2×Φ35H8至2×Φ34.6深9.9T09Φ34.6平底镗刀1000100深度尺200±0.02 13 精镗2×Φ35H8(390.00+)深10580.00+Ra1.6成 T10 Φ35H8平底镗刀 1100 80 内径表 千分尺 14 精镗2×Φ30H7(210.00+)Ra1.6成T11 Φ30H7镗刀 1300 100 内径表 千分尺 15 铰4×Φ12H7(180.00+)Ra1.6成T12 Φ12H7铰刀 200 100 内径表 千分尺 16攻6×M10-7H 螺纹成T13M10-H2丝锥 200300螺纹规编 制审 核批 准共 4 页第 2 页(单位)数控加工工序卡片产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714 数控实训中心工步号工步内容刀具号刀具规格mm主轴转速r/min进给量mm/min背吃刀量mm量具备注17 全数检验18 清理、防锈、入库编制审核批准共 4 页第 3 页4(续)产品名称或代号零件名称材料零件图号(单位)数控加工工序卡片数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714型立式加工中心数控实训基地图7-2 工艺附图编制审核批准共 4 页第 4 页5(单位)数控加工刀具卡片产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714 数控实训基地序号刀具号刀具名称刀具型号刀杆备注名称型号规格1 T01 Φ80波形刀片可转位面铣刀刀体:FM90-80LD15刀片:LDMT1504PDSR-27P套式立铣刀刀柄BT40-XM27-60 XM272 T02 Φ16高速钢直柄立铣刀Φ16强力铣夹头刀柄BT40-C22-95 C22 卡簧C22-163 T03 Φ2中心钻Φ2 弹簧卡头刀柄BT40-ER25-80 ER25 卡簧ER25-104 T04 Φ8.5高速钢直柄麻花钻头Φ8.5莫氏短圆锥钻夹头刀柄BT40-Z16-45 B16 自紧式钻夹头B165 T05 Φ11.8高速钢锥柄麻花钻头Φ11.8莫氏短圆锥钻夹头刀柄BT40-Z16-45 B16 自紧式钻夹头B166 T06 Φ19高速钢锥柄麻花钻头Φ19-M2 有扁尾莫氏圆锥孔刀柄BT40-M2-60 MT27 T07 Φ26高速钢锥柄麻花钻头Φ26-M3 有扁尾莫氏圆锥孔刀柄BT40-M3-75 MT3编制审核批准共 2 页第 1 页6(单位)数控加工刀具卡片产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714 数控实训基地序号刀具号刀具名称刀具规格刀杆备注名称型号规格8 T08 Φ29.7粗镗刀Φ29.7 倾斜型粗镗刀BT40-TQC25-135 25-38 镗刀头TQC08-29-4 5-L9 T09 Φ34.8平底粗镗刀Φ34.6平底同上同上同上同上10 T10 Φ35平底精镗刀倾斜型微调精镗刀BT40-TQW29-100 Ф29-Ф41微调刀头TQW211 T11 Φ30精镗刀同上同上同上同上12 T12 Φ12H7直柄铰刀Φ12H7弹簧卡头刀柄BT40-ER25-80 ER25 卡簧ER25-1213 T13 机用丝锥M10-H2 攻丝夹头刀柄BT40-G3-90 M3-M12 攻丝夹套GT3-10编制审核批准共 2 页第 2 页7(单位)作业指导书产品名称产品型号工序号文件/图纸编号版本制订时间操作说明:注意事项:工具设备1工具设备12 23 34 45 5编制审核批准共 1 页第 1 页89。
产品生产工艺卡 - 模板

文件编号 工艺流程图
工艺参数 编制:
15s 操作员A
产品生产工艺卡
产品名称
机舱隔音垫总成
件号
10S
操作员A
10S 操作员
备料
上料
合模
排废
操作员B 10S
操作员B 5S
操作员 10S
项目
要求
模温机温度ห้องสมุดไป่ตู้
220±20℃
剪切压力
20±3Mpa
保压时间
30±10S
预压时间
30±5S
预压压力
35±5T
包装
成品入库:40件/盛具车
通风
≥2H
模压节拍
90±5秒
堆码
40件/层,2层,80件/栈板
审核:
版本(A1)
10S 操作员A
排废
10S 操作员C
装车贴标识
操作员B 10S
控制方法 检测频次
备注
温控仪 首件/班
压力表 首件/班
目视 首件/班
温控仪 首件/班
压力表 首件/班
目视
100%
先进先出 100%
秒表
100%
目视
100%
批准:
接箍加工工艺卡(范例)

审核
日期
6
磷化
项目
磷化膜外观质量
磷化膜厚度
磷化膜耐腐蚀要求
参数
采用锰系磷化液,目测磷化膜连续、细腻
15~20µm
用硫酸铜溶液滴定, 5分钟后颜色变为淡红色
7
表面涂漆
项目
外表面涂漆
色环
参数
整体明亮绿色
接箍外表面中间涂一条白色色环,色环宽度(25~28mm)
8
螺纹表面质量要求
项目
翻边
波纹
倒角
参数
在起始扣不允许存在内外翻边
允许在管子上的划痕宽度在15mm并1/3圆周范围内
管子螺纹起始扣应在倒角上消失,起始点距断面≥1mm,接箍螺纹的根部应起始于内径倒角并延长至接箍中心
9
备注
从管端起,在全顶螺纹上的最小长度Lc范围内(对接箍,从切口或镗孔到离接箍中心J+1牙的平面内)螺纹应无明显的撕裂、刀伤、磨痕、台肩、或破坏螺纹连续性的任何缺欠。对偶然遇到的表面刮痕、轻微凹痕和表面不规则,如不影响螺纹连续性,可不必视为有害。
点坑和圆底凿痕
夹痕和尖底凿痕
参数
≤2mm
≤0.76mm
≤0.64mm
2
螺纹加工参数公差
项目
紧密距
螺距
牙型角
参数
±2.5mm
0.125"±0.002"
60°(±11/2°)
项目
齿高
锥度
倒角
参数
0.07125
(-0.002"~+0.004")
0.061~0.066in/in
倒角,去毛刺
项目
同轴度
承载面宽度
不允许在螺纹表面上有肉眼可见的波纹
焊接工艺卡(P11…219.1角焊缝)
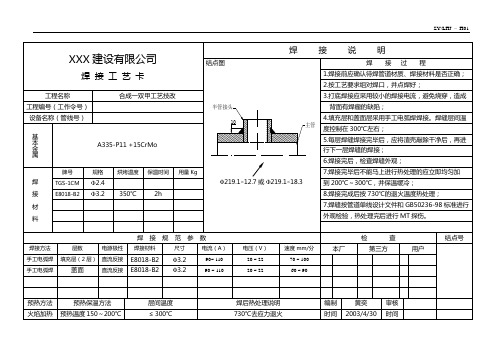
E8018-B2
Φ3.2
90~ 110
20 ~ 22
70 ~ 100
手工电弧焊
盖面
直流反接
8-B2
Φ3.2
90 ~ 110
20 ~ 22
60 ~ 90
预热方法
预热保温方法
层间温度
焊后热处理说明
编制
黄奕
审核
火焰加热
预热温度150~200℃
≤300℃
730℃去应力退火
时间
2003/4/30
到200℃~300℃,并保温缓冷;
Φ3.2
350℃
2h
8.焊接完成后按730℃的退火温度热处理;
7.焊缝按管道单线设计文件和GB50236-98标准进行
外观检验,热处理完后进行MT探伤。
焊接规范参数
检查
结点号
焊接方法
层数
电源极性
焊接材料
尺寸
电流(A)
电压(V)
速度mm/分
本厂
第三方
用户
手工电弧焊
填充层(2层)
时间
XXX建设有限公司
焊接工艺卡
焊接说明
结点图
Φ219.1×12.7或Φ219.1×18.3
焊接过程
1.焊接前应确认待焊管道材质、焊接材料是否正确;
2.按工艺要求组对焊口,并点焊好;
工程名称
合成一双甲工艺技改
3.打底焊接应采用较小的焊接电流,避免烧穿,造成
工程编号(工作令号)
背面有焊瘤的缺陷;
设备名称(管线号)
4.填充层和盖面层采用手工电弧焊焊接。焊缝层间温
基本金属
A335-P11 +15CrMo
度控制在300℃左右;
零件加工工艺过程卡片集

目录定模固定板.................................................................1垫块.......................................................................2推板.......................................................................3推杆固定板.................................................................4侧滑板.....................................................................5侧滑板镶件.................................................................6拉杆.......................................................................7动模支承板.................................................................8定模板.....................................................................9导柱1.....................................................................10导柱2.....................................................................11导套1.....................................................................12导套2.....................................................................13定距拉杆...................................................................14浇口套.....................................................................15复位杆.....................................................................16拉料销.....................................................................17推杆.......................................................................18定模固定板工艺过程卡片垫块工艺过程卡片推板工艺过程卡片推杆固定板工艺过程卡片侧滑板工艺过程卡片侧滑板镶件工艺过程卡片拉杆工艺过程卡片动模支承板工艺过程卡片定模板工艺过程卡片导柱1工艺过程卡片导导柱2工艺过程卡片定距拉杆工艺过程卡片推杆工艺过程卡片斜导柱工艺过程卡片型芯工艺过程卡片。
注塑机台全程工艺卡
三段 :
四段: 五段: 六段:
前松退 后松退
干燥温度: 脱模时间: 冷却时间:
模具油温 冷却,后 或冷却 模:
编制人:
编制日期:
颜色/编号 顶针
速度 终止位置
使用规律
加料/松退
速度
位置
背压
实际温度: 座台位置:
周期:
审核:
产品名称
一段 二段 三段 四段 五段
压力
关模
速度
射胶
注塑车间机台生产全程工艺卡(专人记录)
材料/规格
适用机台
开模
终止位置
压力
速度
终止位置
压力
进一
进二
进三
退一
退二
保压
压力
速度பைடு நூலகம்
终止位置
压力
速度
时间
压力
一段 二段 三段
加一 加二 加三
四段
加四
五段 六段
温度一段: 熔胶时间 射出时间 模具油温 或冷却,
二段:
(GBT9711和API)各种标准检验与实验要求对比(二)
逐根 同左
●
竖通孔,100% 酸性/海上服役 ISO 9764 验收等级 L3
或 L2 ISO9303 验收等级 L3 或 L2
ASTM E273 ●
非酸性 ISO 12094 验收级别:成型之 前按 B2;成型之后按 B3
酸性/海上服役 ISO 12094 按表 K.1 验收 ● 逐根
同左
3 件/炉/100 根,或根据客户协议
根据客户协议要求
3 件/炉/100 根,或根据客户协议
114.3≤D<406.4mm
114.3≤D<406.4mm
3L90
3L90
00C
≤L485,27(20)
>485,40(30)
剪切面积 ≥85%
00C
≤L485,27(20)
剪切面积
>485,40(30)
同左
同左 ● 同左
●
●
●
●
ISO 8492 或 ASTM A370
同左
标准
GB/T9711-2011(PSL1)
各种标准中检验与实验要求对比(二)
GB/T9711-2011(PSL2)
API SPEC 5L PSL1(44th)
API SPEC 5L PSL2(44th)
化学成分 (t≤25mm
钢管)
金相
管体拉伸 (纵向)
焊缝拉伸 (横向)
或 12 点方向压扁,剩余两个置焊缝 6 点或 12 点方向压扁;
对停焊时从切断端取样 2 件,置焊缝 3 点或 9 点方向压扁。
标准 9.6 钢级大于 L210/A 钢管:(1)t≥12.7mm 及钢级≥L415 钢管,小于外 径(OD)的 66%之前,不允许焊缝开裂;(2)其他钢级及壁厚钢管,小于外径
工艺过程卡、工序卡
华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。
注塑工艺卡(新)
XXXXXX公司
零件名称
型 号
注塑工艺卡
图 号
文件编号
模具编号产品材质模穴来自量进胶方式模具结构
冷却方式
标准周期(S)
单个标准重量(g)
单模标准重量(g)
料杆标准重量(g)
55
合模(±10)
中子(±10)
项目
压力㎏/㎝2
速度f
位置mm
中子使用
合模快速
动作方式
合模低压
项目
压力㎏/㎝2
H2
H3
H4
备注:
(1)注塑件尺寸公差应符合产品图纸要求。
(2)注塑件外观应光洁,不允许有色差;气泡;飞边;缩痕顶白;充料不足;开裂;变形;擦毛等缺陷。
(3)字板商标;认证标记等字符要清楚和正确,符合订单之要求.
(4)根据不同批次原料来调整以上工艺参数,并记录。
(5)拌色料的冷却时间在原基础上再加十秒.
速度f
延时s
位置㎜
合模高压
中子进
开模(±10)
中子退
项目
压力㎏/㎝2
速度f
位置mm
射出
开模一慢
项目
压力㎏/㎝2
速度f
延时s
位置㎜
开模快速
射出1
开模二慢
射出2
托模(±10)
射出3
托模方式
保压1
托模次数
保压2
项目
压力㎏/㎝2
速度f
延时s
位置㎜
储料
托模进
背压
托模退
松退
示图:
冷却
料管温度℃(±15℃)
喷嘴
H1
标准工时(秒/件)
定额(模/6h)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:11-05-23(Φ323.9×8.8)
项目名称
玛拉迪-上海庙天然气管道工程
合同要求
钢管规格
钢级
验收准则
原料规格
Φ323.9×8.8mm
L245MB
GB/T9711.2-1999
1010/2×8.8mm
标志
厂标、GB/T9711.2-1999、323.9×8.8×L、L245MB、钢管管号、熔炼批号、静水压试验压力值、TS2710646-2011
探头K值
K2
检测比例
全焊缝100%
检测级别
B级
检测标准
JB/T4730.3-2005
L0长度
12
验收标准
GB/T9711.2-1999
调节方法
水平1:1
扫查速度
扫查速度不应超过150mm/s
灵敏度
φ1.6竖通孔信号100%
耦合剂
浆糊
1、管端面分层不允许。其它部位上任何方向的分层长度不允许超过50mm,长度在30mm-50mm的分层相互间距应大于50mm;长度小于30mm,相互间距小于板厚的若干小分层构成的连串性分层,其小分层长度总和不得大于80mm。
钢级
验收准则
原料规格
Φ323.9×8.8mm
L245MB
GB/T9711.2-1999
1010/2×8.8mm
工艺参数
管端外径
管端周长负差
正尺
管端周长正差
323.4-325.5
1016.0
1017.6
1022.5
板宽
1010/2
表面质量
无结疤、划伤、压坑、麻点、折叠、凹痕
接头型式
∥型
坡口角度
0°
根部间隙
2焊缝两侧各50mm弧长范围内,局部区域与理想圆弧的最大径向偏差不得大于1.5mm。
3管内外表面清洁光滑,不允许有重皮、裂纹、结疤、折叠、气泡、夹杂等有害缺陷存在。
4管体上不允许存在最大深度3mm或最大长度300mm的摔坑,焊缝上不允许有超过1.5mm的摔坑,摔坑缺陷部分应切除(摔坑深度指摔坑底部到管子正常表面的高度).
≤0.5mm
编制:审批:监理:日期:2011年5月23日
要求
距管端150mm处开始,按由里向外的顺序在钢管的两侧的外表面做标志。
备
注
1、喷标使用白色油漆喷涂,标志应清晰、完整、美观,易于辨认。
2、钢管外表面不需任何涂层,也不涂油。
编制:审批:监理:日期:2011年5月23日
成型工艺卡
编号:11-05-23(Φ323.9×8.8)
项目名称
长庆油田
合同要求
钢管规格
编制:审批:监理:日期:2011年5月23日
平头工艺卡
编号:11-05-23(Φ323.9×8.8)
项目名称
玛拉迪-上海庙天然气管道工程
工序名称:平头
工艺项目
工艺要求
钝边
0.8-2.4mm
切斜
≤1.6mm
坡口角
30°-35°
编制:审批:监理:日期:2011年5月23日
水压试验工艺卡
编号:11-05-23(Φ323.9×8.8)
5钢管外径用周长法测量,测量的卷尺使用钢卷尺。
6每根钢管焊缝补焊区的总长度不应该超过焊缝总长度的5%;焊缝缺陷之间间隔小于100mm时,应作为一条连续的补焊焊缝补焊;每次补焊至少应补两层/两道,且补焊长度最小应为50mm。
7焊道偏移量:内外焊道中心线的偏差不得超过3.0mm。焊缝内外焊道熔透深度不小于1.5mm
1016.0-1022.5
1014.2-1021.9
两管端直径差
椭圆度
直度
切斜
≤2.0mm
管端100mm≤1.9mm
管体≤3.8mm
≤0.2%L
局部≤3.0mm/m
≤1.6mm
钝边
坡口角
钢管长度
错边
0.8-2.4
30°-35°
90%11m-12.2m
10%8m以上
≤0.7mm
管端内、外焊缝修磨长度
内/外焊道高度
2下列情况不允许修补:A)距管端300mm长度范围内焊接修补;B)焊缝同一位置已修补过二次;C)管体不允许补焊。
3、焊缝补焊后应打磨,与母材平滑过渡:在磨削时,不得明显伤及母材。
4、补焊后应重新进行100%超声波和100%工业电视探伤。
编制:审批:监理:日期:2011年5月23日
焊缝X光工业电视检验工艺卡
编号:11-05-23(Φ323.9×8.8)
项目名称
玛拉迪-上海庙天然气管道工程
合同要求
原料参数
钢管规格
钢级
验收准则
原料规格
Φ323.9×8.8mm
L245MB
GB/T9711.2-1999
1010/2×8.8mm
检验项目
验收标准
补焊长度
≥50mm
咬边
任意长度焊接咬边深度不得超过0.4mm;最大长度为4.4mm,且不超过壁厚的5%,焊道全长上300mm范围内不多于2处咬边;钢管在沿内外焊缝测量同一侧相互重叠的任意长度和深度的咬边为不合格。
8不允许出现对接管和丁字头焊缝。
9管体上深度小于公称壁厚5%的缺陷应按如下方法处理:所有“能引起应力集中”的缺陷,如尖缺口、凿痕及划痕等应全部磨光,其剩余壁厚不得小于公称壁厚的97%。所有孤立的“不致引起应力集中”的缺欠,如圆底痕,不必修磨。
编制:审批:监理:日期:2011年5月23日
补焊检验工艺卡
编号:11-05-23(Φ323.9×8.8)
项目名称
玛拉迪-上海庙天然气管道工程
产品名称
螺旋缝埋弧焊钢管
规格
Φ323.9×8.8mm
材质
L245MB
检测要求
X光工业电视100%Fra bibliotek使用设备
名称
恒电视X-射线系统
型号
XYD1520/4
象质计
金属丝象质计
型号
Fe6/12
执行
标准
GB/T9711.2-1999
项目名称
玛拉迪-上海庙天然气管道工程
工序名称:水压试验
工艺项目
工艺要求
试验压力
12.7Mpa
波动范围
0-0.5 Mpa
稳压时间
≥15S
压力传感器
每四个月校一次
水压表
每周校一次;每次爆管后也应该校准一次。
其它:
1.水压不允许有渗漏,且水压曲线无明显泄压状态。
2.水压不合格钢管予以标识,并予以记录。
编制:审批:监理:日期:2011年5月23日
壁厚偏差
修磨长度不小于150mm,修磨后焊道余高不大于0.5mm,切不得伤及母材,并与母材平缓过渡
0.5-2.5mm
8.54-9.32mm
备
注
1焊道外观质量:任意长度焊接咬边深度不得超过0.4mm;最大长度为4.4mm,且不超过壁厚的5%,焊道全长上300mm范围内不多于2处咬边;钢管在沿内外焊缝测量同一侧相互重叠的任意长度和深度的咬边为不合格。焊缝表面不得有裂纹、烧穿、断弧、弧坑、气孔、夹渣等缺陷,焊缝外型应整齐与母材平缓过渡。
3其它参数同工业电视参数。
4图片应能够清楚分辨出钢管编号、日期。
5管端抓图需要表露出管端特征。
其
它
要
求
1灵敏度校验:4小时/次
2实际位置标识:发现超标缺陷用记号笔或粉笔在缺陷位置做处明显标识,包括缺陷编号、性质、大小、数量。
3记录:管号及缺陷情况、检测次数等。
4每次补焊至少应补两层/两道,且补焊长度最小应为50mm;两处补焊之间的最小距离为管径的一半,总的补焊长度不应该超过钢管总长度的15%;焊缝缺陷之间间隔小于100mm时,应作为一条连续的补焊焊缝补焊;在6m长度的焊缝上,补焊部位不得超过两个,其中不包括进行板卷对接停车而引起的对内、外断弧所进行的焊缝补焊。
工
艺
参
数
项目
工艺参数
项目
工艺参数
透照厚度
7-15mm
放大率
2.0
管电流
3mA
静态灵敏度
12#φ0.25mm
管电压
110Kv
动态灵敏度
9#φ0.50mm
检测速度
2.5-3.0m/min
焦点尺寸
1.5mm
焦距
320mm
工业电视抓图
1抓图位置:距管端300mm范围内、补焊处。
2频次:钢管每端抓图3张,补焊处视补焊长度确定抓图几次。
2、距离管端25mm范围内,扩展到关口端面上以及距离焊缝两侧各25mm范围内的分层均视为缺陷。有这种缺陷的钢管应切除,直到出去这种分层为止。
3、冷扩径后管端100mm以及削磨修复处进行100%超声波检测。
4、水压试验后,钢管的焊缝全长进行100%超声波检测。
5、灵敏度校验:4小时/次。
6、对管端50mm范围内用双晶直探头进行母材分层检测。
错边
≤0.7mm
焊道高度
0.5~2.5mm
凹痕
管体上不允许存在最大深度3mm或最大长度300mm的摔坑,焊缝上不允许有超过1.5mm的摔坑,摔坑缺陷部分应切除(摔坑深度指摔坑底部到管子正常表面的高度).
气孔
不允许存在表面气孔
烧穿
不允许
备
注
1、每次补焊至少应补两层/两道,且补焊长度最小应为50mm;两处补焊之间的最小距离为管径的一半,总的补焊长度不应该超过钢管总长度的15%;焊缝缺陷之间间隔小于100mm时,应作为一条连续的补焊焊缝补焊;在6m长度的焊缝上,补焊部位不得超过两个,其中不包括进行板卷对接停车而引起的对内、外断弧所进行的焊缝补焊。
成品检验工艺卡