CQI-12涂装系统评审2020版术语表
CQI涂装系统评审

CQI涂装系统评审简介汽车品质评审(CQI)涂装系统评审是市场上最为知名的涂装质量控制系统。
它致力于提高涂装质量、降低涂装成本和实现车辆轻量化。
CQI涂装系统评审包括一系列质量标准和流程,以确保涂装质量符合严格的行业标准。
本文将介绍CQI涂装系统评审的相关内容。
CQI涂装系统评审标准质量系统要求CQI-9是涂装供应链的质量系统要求标准,旨在提高涂装供应商的质量体系和管理能力。
该标准不仅要求供应商满足ISO/TS 16949的要求,还要求供应商建立和维护用于管理质量的系统。
该标准包括以下要求:•安全、健康和环境管理体系要求•等级证明和供应商评估•工艺流程控制要求•生产容量要求•质量数据分析实验室分析要求CQI-11标准是涂装行业的实验室分析要求标准,旨在衡量涂装质量和可靠性的指标,保证涂装的一致性和耐久性。
该标准包括以下要求:•实验室环境的要求•实验室设备的要求•样本标准规定•测试顺序和方法的规定设备和操作要求CQI-12标准是涂装行业的设备和操作要求标准,旨在建立和维护运营稳定和提高涂装质量的标准和要求。
该标准包括以下要求:•设备和操作的要求•涂装操作的标准•流程和环境的要求•涂装操作的监测和控制CQI涂装系统评审的优势CQI涂装系统评审是汽车涂装行业中被广泛接受的质量控制系统,拥有以下优势:统一的质量标准CQI涂装系统评审将质量标准和要求进行了统一,确保每个参与者用相同的标准工作和评估。
涂装成本的控制CQI涂装系统评审可以控制涂装的成本,从而降低涂装的成本。
同时还可以提高涂装的效率和一致性,缩短生产周期,并增加产品的生产效益。
保证涂装质量CQI涂装系统评审采用标准化的过程和质量控制方法,可以确保涂装产品符合高质量标准。
维护供应链中的稳定性CQI涂装系统评审要求涂装供应商必须建立稳定的质量管理体系,以确保最终用户的期望得到满足。
CQI涂装系统评审是汽车涂装行业中最为知名的质量评审系统。
它通过统一的质量标准、控制成本、提高效率和确保质量等方式,为汽车涂装行业带来了稳定性和高效率的生产。
CQI-12 涂装系统评估(V2)(空)

Item # 项目
Related CSA
Question # 相关CSA问
题
Category/Process Steps 分类/过程步骤
Type of Control 控制类型
Minimum Requirement
最低要求
1.0 B1.1 B1.2
ABRASIVE BLAST PROCESS喷丸(砂)过程
ABLE B - Pretreatment (Mechanical) 过程表B -预处理(机械)
nts.
ater frequencies, etc. When performing the job audit, the auditor shall verify coater is conforming to
定期检查介质大小,确定产品组合的有效清洁和
使用期。 Surface cleanliness is checked after process.
Surface cleanliness check must be conducted
1.4 2.11
using a chemical ("Copper Sulfate") or other
PROCESS TABLE B - Pretreatment (Mec 过程表B -预处理(机械)
All requirements given below are subordinate to customer specific requirements. 下列所有要求都必须遵从客户的具体要求。 The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performin customer requirements. 客户可能有附加的要求,如:检查测试,更大的频率等。作业审查时,审核员必须检查喷涂厂是否符合客户要求。 *If minimum requirements are not met, provide supporting records to justify actual conditions. *如果无法满足最低要求,需要提供支持记录来证明实际条件。
CQI-12-涂装系统评审及工艺交流捷豹路虎

CQI-12 涂装系统评审及工艺交流关注公号:智慧汽车供应链CQI-12 Team2019-Apr.-152SPM Kick OffBenchmark with CheryCQI-12 TraningCSA TranslatedSuppliers ComunicationSupplier pre-auditCSA Updated Output2018 CSA Summary2018JuneJulyAug.Sept.Oct.Oct.Nov.Dec.3Training MaterialCQI-12 TraningSuppliers Lead auditSuppliers Lead auditMar.Apr..May..Jun..YFPO May-9/10Gestamp Jun-TBDTier 1 supplier CSA audit……………O N T E N T S内容大纲CQI-12 涂装系统简介CQI-12 涂装工艺技术CQI-12 涂装系统评审CSA简介Ø涂装审核的架构Ø涂装审核的目标Ø涂装审核的流程Ø涂装审核的计划Ø涂装审核的应用关于AIAG(愿景、组织构成、AIAG项目)前言致谢综述: 客户和产品标准的补充要求,在企业与其供应商之间使用过程步骤: 支持IATF 16949中描述的汽车过程步骤评审目标: 强调预防错误,减少波动和浪费评审过程: 必须每年进行一次,使用CSA,IATF 16949审核资格: 需要资质条件其他要求: 企业必须保留相关记录1- 范围1)综述证明组织符合客户要求和使用规范标准产品的能力,提高客户满意度,适用于汽车供应链中生产和售后的零件厂点2)应用: 普遍适用于所有组织涂装操作,不论型号大小和产品区别,12张过程可在评审过程中做参考用。
2- 涂装系统评审过程1)最新的(CQI-12特殊过程:涂装系统评审)2)确认所使用的涂装过程3)完成CSA, 确认符合度4)分析每一个“不符合”的环节,并确定正确的行动方案,包括分析问题的根源,并执行相应的纠正措施5)“需要立即行动”表示要求立刻保留问题产品, 进行处理。
CQI-12 涂装系统评审

CQI-12特殊过程:涂装系统评审 Special Process: Coating System Assessment关于AIAG美国汽车工业行动集团(AIAG)自1982年成立以来,被公认为全球的汽车工业协会。
集合汽车OEM和供应商的力量,共同提出并解决影响全球供应链的问题。
目 录简介.......................................................................1-21 范围 (3)1.1 综述 (3)1.2 应用 (3)2 涂装系统评审过程 (4)3 特殊过程:涂装评审 (4)封面表格填写说明 (5)特殊过程:涂装系统评审封面表格 (6)填写第一至第二部分说明 (7)特殊过程:涂装过程评审表.............................................8-17工作审核 (18)完成工作审核指南 (18)工作审核表...........................................................19-25附录A—过程表...........................................................26-48 术语表...................................................................49-50简介综述CQI-12准备工作:涂装系统评审(CSA)由AIAG涂装工作组编写,该涂装标准可作为客户和产品标准的补充要求。
CSA可以用来评审一家企业达到该标准的能力,也可以用于客户要求、行业规定和企业自定的标准。
CSA可以在企业与其供应商之间使用。
在CSA中,“必须”一词表明这是一项自我评审的要求。
如果未能达到标准,则评审结果显示为“不符合”或“需要立即改进”。
“应该”一词表达了某项建议。
CQI-12特殊过程:涂装系统评估培训

1.3 CQI-12评估流程
开始
获取
CQI-12
识别涂装 过程
完成 CSA ,包 括一个最小的作业审核
每年重复
90天内完成的 纠正行动
处理 “不满意”
处理“需立即纠正” 的项(围堵)
CSA :Coating System Assessment
使用内部或顾客指定的 纠正行动措施
1.3 CQI-12评估
1.范围 2.涂装系统审核程序 3.特殊过程—涂装评估 附录:过程表 术语
涂装评估具体内容可参见另一份资料
1.2 CQI-12主要内容
第一部分:管理职责和质量策划(18条)
第二部分:场地和物料处理职责(17条)
2.2.2常用涂装的特点
(七)粉末静电喷涂(又称为喷塑):
粉末静电喷涂包括粉末涂料的供给和分散,以及使之带电。带负电的涂料粒子 在高压电场力的作用下被吸附到带正电的工件表面。移动喷枪或转动工件就 可使粉末涂料均匀地散布于工件表面。然后经再加热使涂料熔融、流平、固 化成膜。
粉末静电喷涂包括表面处理,蔽覆,工件预热,粉末喷涂,固化,水淬,缺陷 补救等工序。
车公司发起组建,世界公认的全球性的行业组织。 它为汽车整车制造商和零部件供应商提供了一个唯一的平台以共同处理
和解决影响全球汽车供应链的问题。目前已有超过1500多家的成员公司,其 中包括整车制造商:克莱斯勒、福特、通用、北美丰田和北美本田以及一级 供应商:德尔福、江森自控、固特异、麦格纳、约翰迪尔、伟世通、李尔、 博格华纳等。
干式喷漆室:由喷漆室、漆雾捕集装置、排风装置、风管等组成。构造简单, 适合小批量生产,捕集效果不如湿式喷漆室好。
湿式喷漆室:用水捕集漆雾,因此效果较好。但相应要增加供水系统和形成水 帘的设备。费用和能耗有所增大。
cqi-12第三版标准

cqi-12第三版标准CQI-12是汽车制造商质量指南的第三版,该指南提供了关于烤漆处理的最佳实践和标准,以确保优质的汽车表面质量。
该标准对于为汽车制造商和供应商提供一种通用的质量管理系统具有重要意义。
下面是与CQI-12第三版相关的参考内容。
1. 摘要:CQI-12第三版的摘要阐述了该版标准的目标和目的,以及其适用范围和目标受众。
摘要还总结了CQI-12第三版的结构和内容大纲,以帮助读者获得对标准的整体了解。
2. 引言:CQI-12第三版的引言介绍了烤漆处理的重要性,并概述了制造商面临的挑战和需求。
它还介绍了该指南的背景和目的,并指出该指南的目标是确保高质量的涂料和烤漆处理,以满足汽车行业的要求。
3. 术语和定义:CQI-12第三版中列举了涉及烤漆处理的术语和定义的参考内容。
这些定义有助于消除对术语歧义的不必要解释,并确保大家在使用该标准时对术语的理解一致。
4. 质量管理系统要求:该章节详细介绍了烤漆处理质量管理系统的要求,包括质量目标的设定、组织的责任和授权、质量资源的管理、培训和组织的承诺等。
这些要求旨在确保一致的质量管理流程和系统。
5. 测量、分析和改进:该章节强调了对烤漆处理质量的测量、分析和持续改进的重要性。
它介绍了相关的工具和技术,如SPC(统计过程控制)、FMEA(失效模式和影响分析)和PDCA(Plan-Do-Check-Act)循环,以支持持续提升质量。
6. 供应商管理:该章节指导汽车制造商如何有效管理和评估涂料和烤漆处理的供应商。
它介绍了评估和选择供应商的准则,并提供了与供应商建立良好合作关系的建议。
7. 附录:附录部分提供了与CQI-12第三版有关的其他参考材料,如相关标准、工作指南和表格。
这些附录有助于读者更深入地了解并应用该标准。
CQI-12第三版的参考内容涵盖了整个标准的要点和重点,确保汽车制造商和供应商能够遵守该标准并提供优质的烤漆处理。
这些参考内容帮助用户理解并应用标准的要求,并为实施和维护高质量的烤漆处理流程提供指导。
CQI-12 Coating V3
自动 允许 SAT 最大 偏差
+/- 1⁰C (2⁰F)
自动 / 手动
NA 每8小时一次。
控制器持续监控。 每日手动验证。
每8小时一次。
H1.5 检查酸(如:分光光度计)和氧化还原电位(ORP)水平。 自动 / 手动
H1.6
检查并保持化学品浓度(固体百分比、启动剂/铁滴定 、电导率)。
H2.3
搅拌类型 - 在“评注”中指明,如适用 如: 机械 (请描述)、 空气、 超声波
H2.4 温度 ,如适用
H2.5 pH值, 如适用 H2.6 电导率, 如适用
H2.7 浓度,如适用
H2.8 流量, 如适用
H2.9 喷嘴状态, 如适用
H2.10 核实进水位置靠近底部(若为浸没槽)
H2.11 槽的维护时间表形成文件并得到遵循 3.0 封闭 H3.1 监测并调整搅拌器速度。 H3.2 化学品浓度
NA NA
自动 自动
手动 手动 手动 手动 手动 手动 手动
自动 自动 / 手动
NA
NA
NA
每8小时一次。 每8小时一次。* 每8小时一次。* 每8小时一次。* 每8小时一次。 每8小时一次。 依照预防性维护方 案 依照预防性维护方 案
每8小时一次。 每8小时一次。
H3.3 温度 (热电偶)
4.0 工艺设备
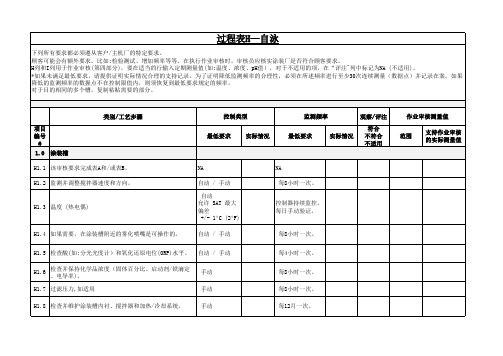
过程表H—自泳
下列所有要求都必须遵从客户/主机厂的特定要求。 顾客可能会有额外要求,比如:检验测试、增加频率等等。在执行作业审核时,审核员应核实涂装厂是否符合顾客要求。 H列和I列用于作业审核(第四部分),要在适当的行输入定期测量值(如:温度、浓度、pH值),对于不适用的项,在“评注"列中标记为NA (不适用)。 *如果未满足最低要求,请提供证明实际情况合理的支持记录。为了证明降低监测频率的合理性,必须在所述频率进行至少30次连续测量(数据点)并记录在案。如果 降低的监测频率的数握点不在控制限值内,则须恢复到最低要求规定的频率。 对于目的相同的多个槽,复制粘贴需要的部分。
CQI-12涂装系统评审2020版术语表

术语表(在本文件中,下列定义须予以适用.)精度:测得量值与真实量值之间的一致程度。
附着力:涂层在表而上不起泡、不剥落、不开裂或不被胶带除去的能力。
调整:对测量系统进行的一组操作,使其能提供与待测数量给定值相对应的规定显示值。
碱性清洗剂:一种由碱性氯氧化物和碱性盐组成、具有高pH值的溶液。
添加表面活性剂和特殊溶剂可增强清洗作用。
碱洗:使用碱性清洗剂的清洗过程。
校准前数据:在调整之前收集的校准数据(见“调整前校准”)。
校准后数据:在所需调整之后收集的校准数据,然而,如果未进行/无需调整,该数据可能与校准前数据相同(见“调整后校准”)。
雾化:在涂层喷涂过程中微小液滴的形成。
自泳:金属基材上的酸蚀刻作用下发生的有机树脂沉淀反应。
在自泳过程中,氧化金属的离子与乙烯乳液树脂共同沉淀。
兼金属热电偶:主要由廉金属及其合金组成的热电偶。
较为常见的廉金属热电偶包括E、J、K、N和T型。
间歇式炉:主要用于单批加工的烘炉。
偏倚:有意调整测量装置的过程变量(PV)输入值,以校正诸如校准误差、SAT误差或使TUS 结果居中,见“补偿”。
喷砂清理:一种清理方法,通过由压缩空气推动钢丸或砂粒等松散磨料,以此消除钢材上的轧屑、锈或旧漆等等。
起泡:漆膜的局部分层,例如:漆膜在下表面上形成的圆形泡凸。
计算出的SAT差值:本文件第P3.3节规定的SAT期间经校正和未校证读数之间的差值。
校准:将测量仪器、测量系统或测量装置所显示的值与标准或现场测试设备所实现的相应值进行比较。
关于进一步说明,请参阅单点校准和多点校准。
在本文件中,校准还可能包括验证规定的要求(诸如:公差、性能或其他决策准则)是否已得到满足。
校准亦包括未能符合要求时所采取的行动,如:校准调整。
认证:声明与产品、人员或过程相关的规定要求已得到满足的第三方独立评估。
涂层/涂装:一种用来形成保护层和/或装饰层的表面处理,例如:油漆、清漆、亮漆或其他,也指对物体进行涂装的过程。
通常指工业环境中油漆和涂料的应用,是主机厂(OEM)过程的—部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
术语表(在本文件中,下列定义须予以适用.)精度:测得量值与真实量值之间的一致程度。
附着力:涂层在表而上不起泡、不剥落、不开裂或不被胶带除去的能力。
调整:对测量系统进行的一组操作,使其能提供与待测数量给定值相对应的规定显示值。
碱性清洗剂:一种由碱性氯氧化物和碱性盐组成、具有高pH值的溶液。
添加表面活性剂和特殊溶剂可增强清洗作用。
碱洗:使用碱性清洗剂的清洗过程。
校准前数据:在调整之前收集的校准数据(见“调整前校准”)。
校准后数据:在所需调整之后收集的校准数据,然而,如果未进行/无需调整,该数据可能与校准前数据相同(见“调整后校准”)。
雾化:在涂层喷涂过程中微小液滴的形成。
自泳:金属基材上的酸蚀刻作用下发生的有机树脂沉淀反应。
在自泳过程中,氧化金属的离子与乙烯乳液树脂共同沉淀。
兼金属热电偶:主要由廉金属及其合金组成的热电偶。
较为常见的廉金属热电偶包括E、J、K、N和T型。
间歇式炉:主要用于单批加工的烘炉。
偏倚:有意调整测量装置的过程变量(PV)输入值,以校正诸如校准误差、SAT误差或使TUS 结果居中,见“补偿”。
喷砂清理:一种清理方法,通过由压缩空气推动钢丸或砂粒等松散磨料,以此消除钢材上的轧屑、锈或旧漆等等。
起泡:漆膜的局部分层,例如:漆膜在下表面上形成的圆形泡凸。
计算出的SAT差值:本文件第P3.3节规定的SAT期间经校正和未校证读数之间的差值。
校准:将测量仪器、测量系统或测量装置所显示的值与标准或现场测试设备所实现的相应值进行比较。
关于进一步说明,请参阅单点校准和多点校准。
在本文件中,校准还可能包括验证规定的要求(诸如:公差、性能或其他决策准则)是否已得到满足。
校准亦包括未能符合要求时所采取的行动,如:校准调整。
认证:声明与产品、人员或过程相关的规定要求已得到满足的第三方独立评估。
涂层/涂装:一种用来形成保护层和/或装饰层的表面处理,例如:油漆、清漆、亮漆或其他,也指对物体进行涂装的过程。
通常指工业环境中油漆和涂料的应用,是主机厂(OEM)过程的—部分。
连续炉:产品连续从装料端输送到卸料端的烘炉。
控制器:见“控制仪器”。
控制仪器:自动调节受控变量的装置。
当要控制的变量是工艺设备的温度时,该装置通常与热电偶连接。
工艺设备包括烘炉、洗涤机、淬火槽和工艺槽。
该装置可以记录温度。
也可以不记录。
控制热电偶:与工艺设备温度控制仪器连接的热电偶,就本文件而言,还可能包括RTD。
控制区:热加工设备中,具有单独控制热电偶、控制仪器和热量输入/输出装置来控制其温度的工作区部分。
经校正读数:为了弥补测试设备和/或测试热电偶的已知误差,通过电子方法或数学校正进行调整的数据。
经校正数据。
经校正温度:见“经校正读数”。
校正系数:向热电偶、仪器或二者组合(系统)的温度读数中加入的最近一次校准确定的度数,以获得真实温度。
本文件中,校正系数是误差/偏差的相反数(如:对于±2.0℃的误差/偏差,校正系数将为- 2.0℃)。
腐蚀:材料由于化学或电化学的影响而劣化的过程。
其他定义可参见顾客规范。
CSA: 涂装系统评估。
固化:将液体或粉末涂料(例如:用热)转变成硬膜,并在涂层中产生指定性能的过程。
电流密度:每一单位面积的电流(安培数)。
固化时间表:涂层固化所需的时间和温度关系。
循环:受控变量或过程动作的周期性重复变化。
见“温度场”。
去油:一种清洗方式,通常使用溶剂(例如:氯化溶剂)去除零件表面的有机污染物。
偏差:在本文件中,指未校正的显示温度与真实温度之间的差值。
见“误差”。
数字仪表:一种以数字化形式(用数字)显示或表示过程变量测量值的仪器。
浸旋涂:一种涂装技术,将小型零件置于料篮中,放入涂覆槽,然后提起并旋转,以去除多余的涂覆材料。
此工艺通常被视为一种经济型系统,用于大量的小型零件涂装。
耐久性:涂层能够经受其所处环境破坏的程度。
耐久性包括两方面:1)涂层的耐久性:2)涂层使基材不退化的保护性能。
电泳(电泳漆):一种涂装技术,在盛有去离子水和涂料微粒的电泳槽中形成涂层。
涂料微粒可以带正电荷或负电荷.通过电泳糟的零件带有相反电荷,以吸附涂料微粒。
静电喷漆:一种喷漆方法,将带电涂料沉积到带相反电荷的基材上。
脆化:金属的正常延展性因物理或化学变化而减弱。
均衡:一种平衡状态。
在SAT测试中,当控制热电偶和测试热电偶达到相同的相对恒定温度,并表现出相似的循环特性时,则可确认为均衡。
误差:在过程仪表中,被测信号的显示值与真实值之间的代数差。
损耗型热电偶:通常用陶瓷纤维布,玻璃编织带或聚乙烯材料进行绝缘的热电偶导线。
最常用于线轴上。
外部补偿/偏倚:通过于动输入设定值变化来有意地调整测量装置(见“偏倚”)。
现场测试仪器:一种使携式测量标准,满足表P3.2.1的所有要求,通常用于校准热加工设备上的控制、监测和记录仪器,还用于SAT和TUS。
涂膜厚度:涂覆在基材上的连续涂层的厚度。
过滤:一种分离成分的方法,通常为物理过程。
最终值:见“校准后数据”。
满生产负载:在TUS测试中,生产期间烘炉的最大允许负载。
热沉:用于代表模拟产品的—块材料,必须具有与主要在被测试烘炉中加工的材料相同的最高热导率/传热特性。
氢脆:见“脆化”。
初始值:见“校准前数据”。
内部补偿/偏倚:通过电子或软件方式来有意地调整测量装置(见“偏倚”)。
插值法:为最高校准温度与最低校准温渡之间的点确定校正系数值。
负载传感器:向控制、监测,记录或现场测试仪器传送生产材料温度的热电偶。
此类热电偶可附于、插入或埋入生产材料或生产材料的代表物中。
手动操作:通过人员而非机械控制。
测量接点:热电偶两脚之间的电气连接,通常扭接或焊接,浸入需要测量温度的介质中。
也称为热接点。
混合比:涂料的组分必须在涂覆之前混合的比例。
监溯仪器:用于测量或感应一个或多个过程变量的状态或大小,以获得有用信息的一种仪器。
在本文件中,监测仪器包括分析仪、指示器、报警器或限制器。
监测传感器:连接到监测仪器(如:炉温,分析仪、指示器、报警器或限制器)的传感器、热电偶或RTD。
多点校准:通过在多个测试点获得(与测量相反)模拟信号来进行校准。
来自标准或现场测试仪器的信号被发送至—个测量仪器、系统或装置,代表被校准的测量仪器,系统或装置量程中的低、中、高三个点。
贵金属热电偶:由铂或铂铑及其合金组成的热电偶(B、R和S型)。
但本文件中,还可能包括铂RTD。
非损耗型热电偶:裸热电偶线上覆有陶瓷绝缘体的热电偶,或者热电偶线置于氧化镁矿物绝缘中并被金属包层包裹的热电偶(Mg0铠装热电偶)。
在本文件中,还可能包括铂RTD。
补偿:有意调整测最装置的过程变量(PV)输入值,以校正诸如校准误差、SAT误差或使TUS 结果居中。
见‘偏倚’。
烘炉改造:改变烘炉原始记求状态的操作。
烘炉修理:将烘炉恢复到原始记录状态的维护操作。
超温仪表:装在烘炉中,用于监视和检測超过安全工作温度的情况的温度仪表,其目的防止火灾隐患,设备损失和正在加工的材料损坏。
是一种高温限制。
烘烤过度或固化过度:将涂层暴露于比最佳固化所建议的温度更高或时间更长的环境,导致外观和涂层性能不合格。
油漆:一种涂料,包括树脂、溶剂、添加剂、颜料和(在某些产品中)稀释剂。
油漆通常是不透明的,通常代表工业中被称为“建筑涂料”的部分。
剥落:失去附着力,导致涂层,尤其是漆膜,从先前的涂层或基材上脱落,卷曲。
磷化:零件的表面处理,形成一层很薄的结晶膜,增强耐蚀性和附着力。
酸洗:通过浸在酸性或碱性溶液中去除金属表面污染物和氧化物的处理方法。
PID:三种不同控制模式的缩写:比例(P)、积分(I)和微分(D)也称为调谐常量或调谐參数。
“其目的是尽量减少控制设定值和过程变量(如:温度)之间的误差。
PID值的调整会导致控制性能的显著变化。
颜料:使油漆具备所需防腐蚀或颜色性能的粉末。
调整后校准:在试图消除或尽量减少误差的调整之后,将测量仪器或系统所显示的值与标准或观场测试设备所实现的相应值进行比较。
计算出的两种值的差异为校准后数据。
后固化:在更高温度下进行的后续固化,用以加强特定性能,诸如:释放性和非湿润性。
适用期:多组分涂料(如:油漆)的反应组分混合后的一段时间,混合涂料在这段时间内可以使用,超过之后便会失去其应用性能或最终性能。
POTW(自来水):一般由当地政府处理并供应的水。
喷粉:将有机聚合物、颜料和添加剂的微粒均匀混合,然后涂覆于基材上,形成一层涂层。
调整前校准:在调整之前,将测量仪器或系统所显示的值与标准或现场测试设备所实现的相应值进行比较,计算出的两种值的差异为校准前数据。
预处理:清洗和调节待涂覆基材的过程。
—级标准热电偶:精度为±0.6℃(±1.0°F)或读数±0.1%(以较大者为准)、校准可直接追溯至NIST或其他国家标准实验室的测试热电偶。
一级标准:一种测量标准,通过按同类数量参照标准进行校准而建立,精度为±0.05℃(±0.1°F)或读数的±0.015%(以较大者为准),且校准可直接追溯至NIST或其他国家标准实验室。
底漆:一种保护金属等材料不被腐蚀的油漆,或者为后续的面漆打底,为表面处理进行准备。
过程记录:记录仪器收集的用于永久记录过程变量数值的数据。
此类数据可采用电子或硬拷贝格式,并以表格或图表形式表示。
工艺单:涂装生产线工艺參数和检查分析频率的完整清单。
有时,此表单,与控制计划相同。
合格工作温度范围:根据TUS结果,烘炉可合格加工材料的温度范围。
合格工作区:界定的温度均匀性符合适用要求的烘炉工作区部分。
可读性:能在刻度上读出的或仪器上显示的最小值(最低有效数位)。
记录仪器:用于永久收集并记录一个或多个过程变量数值的仪器。
记录仪器可以与控制、监测、负载或记录热电偶连接。
记录仪器包括图表记录器、图形录像机或数据采集系统。
记录热电偶:连接到记录仪器的热电偶。
整流器:将交流电转换成直流电的一种装置。
参照标准:一种测量标准,指定用于同类数量其他测量标准的校准,符合表P3.2.1的要求。
通常用于一级标准仪器的校准。
树脂:油漆的—种成分,将其他各种成分结合在一起,并实现对表面的附着力。
分辨率:显示装置可被有意义区分的显示值之间的最小差值。
RO(反渗透):一种薄膜过滤法,当溶液在所选薄膜一侧时,通过向溶液加压,去除溶液中的多种大分子和离子。
RTD:一种电阻式温度检测器/装置,通过测量电阻变化来测量温度。
虽然功能不同,但就本文件而言,对热电偶的要求同样适用于RTD。
SAT差异计算值:见“计算出的SAT差值”。
封闭冲洗:用于提高转化膜耐腐蚀性能的化学工艺。
二级标准:一种测量标准,通过按同类数量一级标准进行校准而建立,精度为±0.2℃(±0.3°F)或读数的±0.05%(以较大者为准),且校准可直接追溯至NIST或其他国家标准实验室。