测量系统分析
MSA测量系统分析

MSA测量系统分析MSA(测量系统分析)是一种用于评估和改进测量系统稳定性、偏倚和线性性能的方法。
通过进行MSA,可以确定测量系统是否足够稳定和准确,以便在不同的情况下对产品进行正确的测量。
稳定性是指测量系统在相同的测量条件下的一系列测量结果是否一致。
稳定性是MSA中最基本的指标之一,因为如果测量系统不稳定,那么无论多么准确的测量工具都无法提供可靠的测量结果。
偏差是指测量结果与真实值之间的差异。
在MSA中,需要比较测量系统的平均偏差与零偏差之间的差异。
如果两者之间存在较大的差异,则说明测量系统存在系统性的偏离问题,需要进行校准或修正。
线性是指测量系统的输出是否与输入之间存在良好的线性关系。
在MSA中,需要绘制出测量系统的线性回归图,通过斜率和截距来评估测量系统的线性性能。
如果回归线接近理想的45度直线,则说明测量系统的线性性能较好。
在进行MSA时,一般采用以下步骤来评估测量系统的稳定性、偏差和线性性能:1.收集测量数据:使用相同的测量系统对一批样本进行测量,并记录测量结果。
2.统计分析:对于每个样本,计算测量结果的平均值和标准偏差。
然后,计算每个样本平均值之间的差异,并计算整体平均偏差和标准偏差。
3. 制作控制图:使用收集的测量结果,绘制测量系统稳定性的控制图。
通常使用X-bar图来监控平均值的稳定性,使用R或S图来监控标准偏差的稳定性。
4.比较平均偏差和零偏差:计算测量系统的平均偏差和零偏差之间的差异,并进行比较。
如果差异较大,则说明测量系统存在系统性的偏离问题。
5.绘制线性回归图:使用测量数据,绘制测量系统的线性回归图。
计算斜率和截距,并与理想的45度直线进行比较。
如果回归线接近理想线,则说明测量系统具有良好的线性性能。
通过以上步骤,可以对测量系统进行全面的评估,并确定是否需要采取措施来改善测量系统的稳定性、偏差和线性性能。
常用的改善方法包括校准测量工具、调整测量程序和培训操作人员等。
总之,MSA是一种重要的质量管理工具,能够帮助企业评估和改进测量系统的稳定性、偏差和线性性能。
测量系统分析报告怎么看
测量系统分析报告怎么看1. 引言在工程领域中,测量系统分析报告是评估和验证测量系统性能的重要文件。
通过分析该报告,我们可以了解测量系统的准确性、稳定性和可靠性,以便做出正确的决策和改进措施。
本文将介绍如何正确阅读和理解测量系统分析报告的内容。
2. 报告目的首先,我们需要明确测量系统分析报告的目的。
该报告旨在评估测量系统的性能,并提供必要的数据和分析,以便在不同情境下使用测量结果时能够进行准确的解读。
通过分析报告,我们可以判断测量系统是否满足要求,是否需要进一步改进或校准。
3. 校准历史测量系统分析报告通常会包含校准历史的记录。
校准历史是指测量系统在不同时间点上进行过的校准过程和结果。
通过查看校准历史,我们可以了解测量系统的维护情况以及长期的稳定性。
如果发现在某些时间点上出现了异常或不一致的校准结果,我们需要仔细分析可能的原因,并进行进一步的调查和修复。
4. 准确性评估准确性是评估测量系统性能的重要指标之一。
在测量系统分析报告中,通常会包含准确度评估的结果。
准确度评估可以通过与已知标准进行对比,或者通过与其他可信测量系统的比较来完成。
我们需要仔细查看准确度评估的数据和分析,判断测量系统的准确度是否在允许的范围内。
如果准确度不达标,我们需要根据分析结果采取相应的措施,如进行校准或更换测量设备。
5. 稳定性分析除了准确性,稳定性也是测量系统性能的重要指标之一。
测量系统分析报告中通常会包含稳定性分析的结果。
稳定性分析可以通过测量系统在一定时间范围内重复测量相同样品来完成。
我们需要关注稳定性分析的数据和图表,判断测量系统的稳定性是否达到要求。
如果稳定性不够好,可能会导致测量结果的误差增大,从而影响后续的决策和分析。
6. 重复性评估重复性是指在相同条件下重复测量同一样品的一致性。
测量系统分析报告中通常会包含重复性评估的结果。
我们需要仔细分析重复性评估的数据和分析,判断测量系统的重复性是否满足要求。
如果重复性不够好,则可能会导致测量结果的波动性较大,从而使解读和决策过程变得更加困难。
测量系统线性分析报告
测量系统线性分析报告在现代工业生产和质量控制中,测量系统的准确性和可靠性至关重要。
测量系统线性分析作为评估测量系统性能的重要手段之一,能够帮助我们确定测量值与实际值之间的线性关系,从而判断测量系统是否满足预期的测量要求。
本文将对某测量系统的线性进行详细分析,旨在为相关领域的工作者提供参考和借鉴。
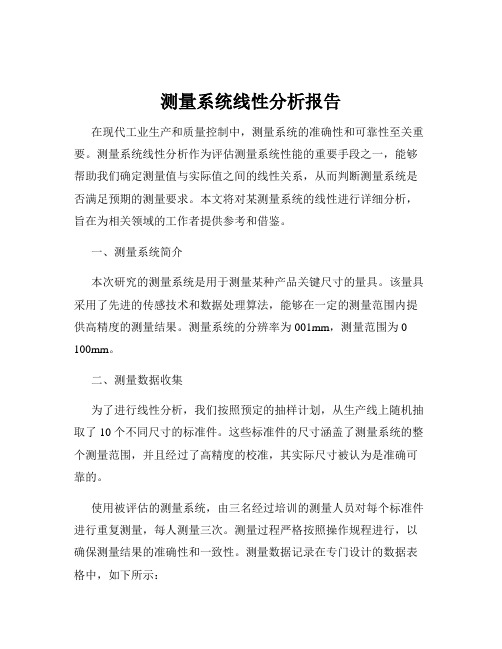
一、测量系统简介本次研究的测量系统是用于测量某种产品关键尺寸的量具。
该量具采用了先进的传感技术和数据处理算法,能够在一定的测量范围内提供高精度的测量结果。
测量系统的分辨率为 001mm,测量范围为 0 100mm。
二、测量数据收集为了进行线性分析,我们按照预定的抽样计划,从生产线上随机抽取了 10 个不同尺寸的标准件。
这些标准件的尺寸涵盖了测量系统的整个测量范围,并且经过了高精度的校准,其实际尺寸被认为是准确可靠的。
使用被评估的测量系统,由三名经过培训的测量人员对每个标准件进行重复测量,每人测量三次。
测量过程严格按照操作规程进行,以确保测量结果的准确性和一致性。
测量数据记录在专门设计的数据表格中,如下所示:|标准件编号|实际尺寸(mm)|测量人员 A 测量值(mm)|测量人员 B 测量值(mm)|测量人员 C 测量值(mm)||||||||1|1000|998, 1002, 999|1001, 1000, 998|999, 1001, 1000||2|2000|1997, 2001, 2000|2002, 1999, 2000|1998, 2000, 2002||3|3000|2998, 3002, 3000|3001, 3000, 2999|3000, 2998, 3001||4|4000|3997, 4001, 3999|4000, 3998, 4002|4001, 3999, 4000||5|5000|4998, 5002, 5000|5001, 5000, 4999|5000, 4998, 5001||6|6000|5997, 6001, 5999|6000, 5998, 6002|6001, 5999, 6000||7|7000|6998, 7002, 7000|7001, 7000, 6999|7000, 6998, 7001||8|8000|7997, 8001, 7999|8000, 7998, 8002|8001, 7999, 8000||9|9000|8998, 9002, 9000|9001, 9000, 8999|9000, 8998, 9001||10|10000|9997, 10001, 9999|10000, 9998, 10002|10001, 9999, 10000|三、数据分析1、计算每个测量值的平均值对于每个标准件的每次测量,我们计算其平均值。
测量系统分析报告

测量系统分析报告测量系统分析报告一、测量系统的概述测量作为一种常见的科学实验手段,广泛应用于各个领域。
测量系统是指用于获取被测量对象特定性能参数的工具、方法和设备的集合。
本次测量系统的分析研究的是一个用于测量温度的系统。
二、测量系统的组成1. 传感器:传感器是测量系统的核心部件,用于将温度信号转化为电信号。
传感器根据其工作原理和测量范围的不同,可以分为热电偶、热电阻和半导体传感器等。
2. 信号处理器:信号处理器用于对传感器输出的电信号进行放大、滤波、线性化等处理,以保证测量结果的准确性和稳定性。
常见的信号处理器包括放大器、滤波器和微处理器等。
3. 显示器:显示器用于将经信号处理器处理后的电信号转化为温度数值,并以可视化的形式显示出来。
常见的显示器有数码显示器、液晶显示器和LED显示器等。
4. 电源系统:电源系统为整个测量系统提供所需的电能,保证其正常运行。
电源系统通常由电源适配器和电池组成。
5. 控制装置:控制装置用于对测量系统的各个部件进行控制和调节,以实现对测量过程的精确控制。
控制装置可以是单片机、触摸屏或按键开关等。
三、测量系统的性能指标1. 精度:精度是指测量结果与真实值之间的偏差程度。
对于温度测量系统来说,精度通常用温度的绝对误差或相对误差表示。
2. 灵敏度:灵敏度是指测量系统对被测量参数变化的响应程度。
对于温度测量系统来说,灵敏度可以用温度变化引起的电信号变化来表示。
3. 可靠性:可靠性是指测量系统在长时间使用中能够保持测量准确性和稳定性的能力。
可靠性可以通过进行寿命试验和环境适应性试验来评估。
四、测量系统的优化方案1. 选择合适的传感器:根据测量温度范围和准确度要求选择合适的传感器,如热电偶适用于高温测量,热电阻适用于常温测量。
2. 优化信号处理器:选用高精度、低噪声的放大器和滤波器,并对其进行校准和调试,以提高测量系统的准确性和稳定性。
3. 提高显示器的分辨率:选择分辨率高的显示器,并进行校准,使测量结果更加精确和直观。
MSA测量系统线性分析报告

MSA测量系统线性分析报告测量系统分析(MSA)是一种评估和验证测量系统能力的方法,用于确保使用的测量设备和方法是准确和可靠的。
线性分析是MSA的一种方法,用于评估测量系统的线性性能。
本报告将对我们使用的测量系统进行线性分析,并评估其可靠性和准确性。
在进行线性分析之前,我们首先选择了一组参考物件,这些参考物件涵盖了我们使用测量系统的范围。
接下来,我们使用该测量系统对这些参考物件进行测量,并记录了测量结果。
我们重复了一定次数的测量,在不同条件下进行了多次测量,以考察测量系统的稳定性。
下面是我们的线性分析结果:1.线性度评估:我们对测量结果进行了回归分析,以确定测量系统的线性度。
通过绘制回归线并计算其斜率和截距,我们可以得出结论测量系统相对于参考物体的线性度良好。
我们还计算了线性度指标R-square,用于衡量回归方程的拟合程度。
大于等于0.95的R-square值表示测量系统的线性度较好,我们的测量系统达到了这个标准。
2.斜率稳定性:为了评估测量系统的斜率稳定性,我们分析了在不同时间点、不同测量人员和不同测量条件下的测量结果,并计算了它们的标准差。
通过比较标准差,我们可以判断测量系统的斜率稳定性。
较小的标准差表示测量系统的斜率较为稳定。
根据我们的分析,测量系统的斜率稳定性得到了验证。
3.截距稳定性:我们还评估了测量系统的截距稳定性。
通过分析在不同条件下的截距差异,我们可以评估测量系统的稳定性。
较小的截距差异表示系统的截距较为稳定。
根据我们的分析,测量系统的截距稳定性也得到了验证。
4.线性系统鉴别能力:为了评估测量系统的线性系统鉴别能力,我们进行了线性系统鉴别实验。
我们选择了一组具有已知线性关系的物体,并对其进行测量。
然后,我们通过计算测量值与实际值之间的误差,来评估测量系统的鉴别能力。
较小的误差表示测量系统能够准确地鉴别线性关系。
我们的测量系统在线性系统鉴别能力方面表现良好。
综上所述,我们的测量系统通过线性分析表明其具有良好的线性度、斜率稳定性、截距稳定性和线性系统鉴别能力。
测量系统分析计划

测量系统分析计划一、引言。
测量系统是工程领域中非常重要的一部分,它涉及到产品质量的保证和改进。
为了确保测量系统的准确性和稳定性,需要进行系统分析和规划。
本文将就测量系统分析计划进行探讨,以期为相关工程技术人员提供一些参考和指导。
二、目的。
测量系统分析计划的目的在于对测量系统进行全面的分析和评估,以确定其准确性、稳定性和可靠性。
通过分析计划的制定,可以及时发现和解决测量系统中存在的问题,从而提高产品质量和生产效率。
三、分析内容。
1. 确定测量系统的类型和特点。
首先需要确定测量系统的类型,包括直接测量系统和间接测量系统。
同时还需要了解测量系统的特点,如测量范围、精度要求、稳定性要求等。
2. 收集测量数据。
收集测量系统的历史数据,包括测量结果、测量设备的使用频率、维护记录等。
这些数据可以帮助分析人员了解测量系统的运行状况和存在的问题。
3. 进行测量系统的稳定性分析。
通过对测量系统的稳定性进行分析,可以确定其长期稳定性和短期稳定性。
这有助于找出测量系统中存在的误差和偏差,为后续改进提供依据。
4. 评估测量系统的准确性。
对测量系统的准确性进行评估,包括对测量结果的误差分析和对测量设备的校准情况进行检查。
只有准确的测量系统才能保证产品质量的稳定。
5. 制定改进计划。
根据分析结果,制定测量系统的改进计划,包括设备更新、人员培训、测量方法优化等方面。
改进计划需要具体可行,能够有效提高测量系统的准确性和稳定性。
四、分析方法。
1. 数据分析法。
通过对历史数据的分析,可以找出测量系统存在的问题和不足之处,为改进提供依据。
2. 统计分析法。
采用统计方法对测量数据进行分析,可以评估测量系统的准确性和稳定性,找出异常数据和偏差。
3. 实地调研法。
对测量系统进行实地调研,了解设备的使用情况和维护情况,发现问题并及时解决。
五、分析报告。
分析报告是测量系统分析计划的重要成果之一,它需要包括对测量系统的分析结果和改进建议。
报告内容需要准确、清晰,能够为相关人员提供有效的参考和指导。
测量系统分析报告MSA

测量系统分析报告MSA概述测量系统分析(MSA)是一种用于评估和提高测量系统的准确性和稳定性的方法。
在制造和生产过程中,准确的测量是至关重要的,因为它对产品质量的监控和改进起着关键作用。
本文档将对测量系统进行分析,包括可重复性、再现性和稳定性等关键指标的评估,以及对所得数据的解释和建议。
测量系统简介测量系统是用来进行尺寸、重量、温度等物理量测量的设备和过程的总称。
测量系统可以包括测量仪器、传感器、仪表和操作方法等。
而测量系统分析是对这些测量系统进行评估和优化的过程。
测量系统的重要性测量系统是确保产品尺寸和规格准确的关键因素。
一个好的测量系统可以提供可靠的数据,帮助生产商识别潜在的质量问题,并做出正确的调整,以确保产品的一致性和合格性。
然而,一个不准确或不稳定的测量系统可能会导致误判,从而对产品的质量和性能产生负面影响。
MSA的关键指标可重复性(Repeatability)可重复性是指在相同测量条件下,测量系统对同一对象进行重复测量的结果间的一致性。
当一个测量系统具有良好的可重复性时,重复测量的结果应该接近。
在测量系统分析中,使用计算变异系数(CV)来评估测量数据的可重复性。
再现性(Reproducibility)再现性是指在不同测量条件下,不同测量系统或不同测量人员对同一对象进行测量所得结果的一致性。
一个良好的测量系统应该具有较高的再现性,即不同的测量设备和人员能够得到相似的测量结果。
在测量系统分析中,可以使用方差分析(ANOVA)来评估测量数据的再现性。
线性度(Linearity)线性度是指测量系统的输出值是否与被测量对象的实际值呈线性关系。
一个好的测量系统应该具有较好的线性度,即在不同测量范围内,测量结果与实际值之间应该存在一个良好的线性关系。
可以使用回归分析来评估测量数据的线性度。
稳定性(Stability)稳定性是指测量系统在一段时间内保持准确性和一致性的能力。
测量系统的稳定性对于长期生产过程的监控和控制非常重要。
测量系统分析报告

测量系统分析报告一、引言测量是现代工业生产、科学研究和日常生活中不可或缺的一项技术。
无论是生产工艺的控制,还是科学实验的可靠性,都离不开精确的测量数据。
因此,对测量系统的性能进行分析和评估,有助于提高测量的准确性和可靠性,进而优化工艺流程和科学研究。
二、测量系统的性能指标1. 准确性: 测量结果与实际值的接近程度。
准确性是测量系统的核心指标,直接关系到数据的可信度和工艺的精确性。
常见的误差源有系统误差和随机误差,需要通过校准和精确度分析来减小误差。
2. 精确度: 反映了测量的重复性和稳定性。
精确度越高,测量数据的离散程度越小,说明测量系统的稳定性和一致性较好。
为保持精确度,需要定期维护和校准测量设备,并确保环境条件的稳定。
3. 灵敏度: 测量系统对测量量变化的敏感程度。
灵敏度高的测量系统可以检测到较小的变化,灵敏度低的测量系统则容易忽略细微变化。
提高灵敏度需要优化传感器设计和信号处理方法。
三、测量系统分析方法1. 校准方法: 通过与已知标准进行比较,修正测量结果的偏差。
常用的校准方法有零点校准、量程校准和多点校准。
校准过程需要严谨的操作和标准设备的选用,以确保校准的准确性和可靠性。
2. 统计分析: 通过收集一定量的测量数据,利用数理统计方法对数据进行分析和处理。
统计分析可以得到数据的分布规律、变异程度、可信区间等信息,从而评估测量系统的性能和偏差。
3. 标准化分析: 基于制定的国家或行业标准,对测量系统进行评估和判定。
标准化分析方法一般包括标准对照、性能检验和合格评定等步骤,可以提供客观的评估结果。
四、测量系统分析案例以某工厂的温度测量系统为例,进行分析和评估。
通过对温度传感器进行校准和统计分析,得到以下结果:1. 准确性分析: 经过校准后,温度传感器的偏差在±0.5℃范围内。
实际生产中,由于环境条件的变化和设备老化等因素,可靠的测量结果应保持在±1℃范围内。
2. 精确度分析: 对同一温度进行重复测量,测量数据的标准偏差为0.2℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-2.0184
10.8
5)判定:α 水平默认值为 0.05,即 95%的置 0 落在偏倚 言区间,如果
值附近的自信区间以内,偏平是可接受的。公式如 倚在。水
下:
偏倚■[虫 δbdv,1-0∕2)]与 OW 偏倚+
95%的城最间,
下限=
上限
=
:⅛b(tv,1-a∕2)]
-0.0153 0.0005
标准偏差 δr 0.0141
1.0 4.0
分析场所 量具编号
包装室
控制项目 测量系统名称
规格上限/单位 规格下限/单位
测量人 测量日期
10^28 10Z28 10Z28 1(M28 10/28 10Z28 10Z28 10Z28 10Z29 1(M29 10Z29 10/29 1329
Ioz29 10Z29 1329
1329
1329
控制项目
硬度
规格上限
151.5
HB
06.9281-1013.9
量具编号
测量仪器 硬度计 规格下限
150
HB
对不稳定的 说明: ・任何超出 控制限的点 ・连续 7 点 149: 全在中心线
之上或之下
・连续 6 点 上 升 或 下 降 IH»
・任何其它
...
明显非随机
的图形
注I
•需对不稳定
的测量系
8
统进行改善
1030
1330
IoZ30 KWO 1030
10:00 11:00 12:00
149.0 145.0 147X) 144X) 145.0 I45J0
13:00 14:00 15:00 16:00 17:00 8:00
147.0 144.0 149.0
!49.0 146.0
150.0
147.0 145.0
143Q I45Λ 1440 I4&0
9:00
!45X) 146X)
10:00 11W 12:00 13:00
150.0 147.0 147.0
145υ
145.0 147.0 147.0
146.0
14:00 15:00 16:00 17:00 8:00 9:00 10:00 11:00 12:00
147.0 mo 144.0
。 145JO ISOJO
145.0 145.0
144.0 145.0 145Q
147.0 145.0 144.0
145.0 I4610 145.0 I4M) 145.0 143.0 147.0
1440 145.0 145Q 145.0 I48X> 144Jo 145Q 145J0 I46X>
146.0
测量系统分析
设备变差(重复性)
EV=
RxK1
=
0.00138
人员变差(再现性)
AV=7(XDIFFXK2)2-(EV2∕(nr))=0.00046
XDIFF=0.001
TRIA1S Ki 2 0.8862 3 0.5908
APPRAISER K2 2 0.7071 3 0.5231
RP=0.050
占过程总变差的比例 RTV)
146.0 145X) 146.0 145.0 I46ιθ 145Λ I46ιθ 145.0
149.0 143.0
147.0 147.0
146.0 1440
145.0 I45Λ
145.0 145X) I45J0 I5OJ0 146.0 145Q 145Λ I42J0 145JO 145Q
146 146J0
KH24II
BB23(1
KH26H
8H∏Π
Kf)2S∏
8:3
8:3
8:3
8:3
8:3
8:3
8:30
。 。 。 。 。 。 ItSQ
147JO
1440
1420
1440
I45D 147JO
ZO
ZO
3.0
ZO
ZO
1.0
ZO
βf329∏
8:30
1460
1.0
152.27 140.30
MR∙控制图
UC1R 1CU
UC1x
RmB
2.25
1C1x
KHisH
8:30 I47J0 0.0
KB16H
8:30
1*Q
ZO
8HI7FI
8:3Q
1490
(X0
8H∣sEI 8:3
。146X1 3.0
81∣19∏ 8:30 1500 4.0
SH3011
8:3
。1450 5.0
81∣21∏ 8:30 I47J0 ZO
日 SH2211 8H23
%EV=100[EV∕TV]
=
8.73%
%AV=0[AV/TV]= 2.90%
重:复性与再现性(GR&R) GR&R=/EV2+AV2
=
0.00145
零件变差 PV= =
RpXK3 0.01573
过程总变差 TV='GRR2+PV2
=
0.01580
PARTSK3源自2 0.70713 0.5231
4 0.4467 5 0.4030 6 0.3742
评价人数 1
实施日期
样品数量(n) 记录者 1
样品名称、型号
其他信息(查表得 d2*、v(df)的值) d2*= 3.55333
V(C1f)= 10.8
1)从制造过程中选取一样品,在工具室或全尺寸检验设备上对此样本进行精密测量 n=10 次
测量次数(Ij 15
负责人
(n≥10),并计算此 10 次平均值,作为“基准值”
Xb
0.000 0.010 0.000 0.000 0.000 0.000 0.000 0.010 0.000 0.010
Rb
1.330 1.320 1.330 1.300 1.320 1.350 1.310 1.340 1.320 1.330
1.330 1.330 1.330 1.300 1.330 1.350 1.310 1.340 1.320 1.330
1.3247 0.003
3
1.330 1.320 1.330 1.300 1.320 1.350 1.310 1.340 1.320 1.330
平均值 极差
零件平均值
1.330 0.000 1.330
1.323 0.010 1.322
1.330 0.000 1.330
1.300 1.323 0.000 0.010
4)计算
可重复性标准偏差 δr=[max(xi)-min(xi)]∕c∣2*
=
0.0141
偏倚=观测平均值-基准值=
均值的标准偏差 bb=b1∙∕Jr=
t 统计量,t=偏倚以
-
(0.0073) 0.0036 -2.0184
r
观测平均值
测量值
15
7.5027
基准值= 统计量 t 值
7.510
df
测量值
7 0.3534 8 0.3375 9 0.3249 10 0.3146
%GR&R=100[GRR/TV] 9.20 %
%PV=100[PV∕TV] 99.58%
ndc= 1.41(PV/GRR)
15
测量系统偏倚(BiaS)分析报告
部门(工序) 测量工具名称、编号
评价人姓名 测量工具规格(工具的最小刻度)
单位: 7.49 7.50 7.50
观测平均值
=
.3)直方图如下:
11
7.503
亶方图
备注:需评审直方图,确定是否存在 特殊原因或异常出现,如果呈正态分 布,则继续分析
I00
备注:d2,d2*和 v(自由度)可查
MSA 手册附录
C 中,g=1,m=n,J3 在标准 t 表中可
I
1
1
i
.
1
1
1
, 查到
α=0.05 t值
2.206
d2=3.47d2*≈3.55333v(df)=10.8 K.ι-θ∕2≡2.206g(n)=1a=0.05
均值的标准偏差 δb
0.00363
偏倚 -0.0073
结论: 受
备注:
编号:
零件名称 零件代号
测量系统均值(X-Rm)稳定性(StabiIity)分析报告
活富
分析场所
GAGEREPEATABI1ITYANDREPRODUCABI1ITYREPORT
品名
:
GEAR24
特性
1ENGTH
料号
:
UF-0024
日期
:
02/01/04
规格
1.325(+/-0.015)
批准 量具名 量具号 量具类型
:
:
Ca1iper
:
02117521
:
DIAMETER
结论
可接受
FROMDATASHEET:R=0.002
0.0500 0.0023 0.0010 0.0060
*D4=3.27for2tria1sand2.58for3tria1s.UC1Rrepresentsthe1imitofindividua1R's.Circ1ethosethatarebeyondthis1imit.Identifythecauseandcorrect.R epeattheseraedingsusingthesameappraiserandunitasorigina11yusedordiscardva1uesandreaverageandrecomputeRandthe1imitingva1uefromtheremainingobservations.