冷轧及镀锌钢板通用型防锈油的研制
防锈油
属界面上,其极性头牢固地吸附于金属表面上, 而非极性尾(碳氢链)则垂直地向外插入油中, 于是形成了一层排列紧密的单分子憎水性吸附 膜。
防锈油的防锈原理
气 —— 界 面 缓蚀剂单分 子吸附层
有序排列的 油分子层 缓蚀剂分子 定向紧密排 列层
防锈油的防锈原理
主要用途
P-4
用于大型机械及部 件防锈,在90℃以 下热浸涂
P-5
MIL-L-11796C-2
中质防锈剂 一般机械及小件, (软膜,加热浸渍) 精密加工部件防锈, 用于室内 软质防锈剂 (软膜) 用于滚动轴承及高 精度机械加工面的 防锈,应有必要的 外包装
NP-6
P-6
MIL-L-11796C-3 MIL-G-81322 MIL-G-12827
主要用途
P-13 P-14 P-15 P-16
镀铬层及高精度表 面防锈 食品机械及炊事用 具防锈 封存和操作用石油 基液压油 用于航空发动机封 存用
防锈保护
意味着:
保护被动层 不被破坏
防止金属腐蚀的主要途径
提高金属材料自身的抗蚀性
采用覆盖层法防蚀----喷镀、、珐琅涂层、
电镀、涂漆、塑料涂层等 采用化学处理法防蚀----钢铁发蓝、磷化 处理 控制环境法防蚀----控制相对湿度、充氮 封存、隔离污染源(去氧封存) 采用缓蚀剂法防蚀
干燥剂方法
优点 是许多用户接受的方法。 在多种材料共存的产品 上使用不会有问题(如 金属+塑料+橡胶+油漆 +...) 可以长时间防锈(> 10 年) 去掉防锈材料时成本低
防锈油长期叠片腐蚀试验(SHT0692附录A)
防锈油长期叠片腐蚀试验(规范性附录)SH/T0692-附录AA1 范围本方法用于评定防锈油产品对碳素结构钢或其他材质(用户提出)重叠或卷置时的防腐性能。
A2 方法概要把制备好的试验片涂上试验样品,将五块整齐叠放在十字架台上的试验片置于湿热试验箱内,在温度49±1℃和湿度≥95%的环境下经按产品规格要求的试验时间后,根据试片金属叠加接触面的变化情况,评定试样对金属叠加面之间的防腐性。
A3 设备A3.1 试验片:45#钢片符合SH/T 0218(注:可以选择用户所需要的其他材质)。
A3.2 搪瓷杯。
A3.3 不锈钢吊钩。
A3.4 压板:重2kg,用以保持试片上各点压力一致。
A3.5 不锈钢或塑料材质的十字架台。
A3.6 培养皿。
A3.7 湿热试验箱(温度49±1℃、湿度≥95%)。
A3.8 电吹风机:手提式冷热两用。
A3.9 脱脂棉或脱脂纱布。
A3.10 砂纸或砂布:180目或240目。
A4 试剂和材料A4.1 石油醚:90℃-120℃,分析纯。
A4.2 无水乙醇:化学纯或分析纯。
A5 试验步骤A5.1 试片制备、清洗和涂油按SH/T 0218、GB/T2361进行(注:可按用户和生产厂协商的特殊条件)。
A5.2 将涂好油的5块试片依次叠合起来(叠放试片时注意试片涂油面不要碰伤、划伤,保持油膜完整 ),并用两片不锈钢“盖”板夹紧,把压板(A3.4)放上, 整齐地叠放在十字架台(A3.5)上。
A5.3 将上述组合(A5.2)置于培养皿(A3.6)内。
A5.4 将上述组合体(A5.3)置于运转的湿热试验箱内,湿热试验箱试验温度为49±1℃、湿度≥95%,每天正常运转8h。
A5.5 到达产品规格要求的试验时间后,将叠放的试片按自上而下的顺序逐一分开 ,并用石油醚浸湿的脱脂棉擦净油膜,再用无水乙醇浸湿的脱脂棉擦洗干净后,立即观察试片各叠加接触面的变化情况。
A6 报告A6.1根据试片金属叠加接触面的变化状况,给出各接触面的评定结果:a-无变化。
一种缓蚀剂对防锈添加剂抗盐雾性能的影响
一种缓蚀剂对防锈添加剂抗盐雾性能的影响摘要:近几年,随着我国钢铁和机械工业的迅猛发展,对防锈油也有了较强的需求,经过科研单位和生产企业的不断努力,国内的防锈油无论是在品种上,还是在质量上都有很大提高;现在我国生产的机电产品、镀锌板、冷轧板等,在远洋航运及沿海地区等海洋性气候条件下,机电产品、板材在储存和运输过程中,对所使用防锈油的盐雾性能指标要求很高;行业标准中,对低粘度润滑油型防锈油的抗盐雾性能没有具体要求,针对上述情况,本文对滑油型防锈油的抗盐雾性能进行了研究与探索。
关键词:抗盐雾、防锈添加剂、缓蚀剂介绍了以我公司自主研发的一种缓蚀剂DBA,在25#变压器油中,与不同类型的防锈添加剂进行复配,对防锈添加剂抗盐雾性能的影响。
1.基础油1.1防锈油的基本组成基础油是防锈油的主要组成部分,在金属表面可以与缓蚀剂共同形成一层对外力擦伤具有一定承受能力的油膜,阻隔腐蚀性介质与金属的接触起防锈作用。
根据防锈油的理化性质(粘度、闪点等)及防锈性能的技术要求[1],确定使用25#变压器油作为基础油。
1.2防锈添加剂的选择油溶性防锈添加剂的种类较多,但要满足所研制油品的各种性能要求,必须科学地选择、配伍,充分发挥各组份的协同效应。
另一方面,只有充分发挥各组份的协同效应,才有可能使添加剂用量降到最低,降低油膜厚度,取得最低综合成本[2]。
1.3缓蚀剂DBA是我司自主研发的一款缓蚀剂,其具备油溶性好、成膜均匀、原料易得等条件。
在25#变压器油中,该缓蚀剂DBA与不同类型的防锈添加剂复配,通过反复试验,验证其对防锈添加剂抗盐雾性能的影响。
2性能试验及效果评价2.1试验方法试验材料:试验试片为10号钢,其尺寸为80×60×3~5mm。
防锈剂及基础油:防锈剂为工业级的石油磺酸钡(T701)、二壬基萘磺酸钡(T705)、N一油酰基氨酸十八胺(T711)、苯并三氮唑(T706)、山梨糖醇单油酸酯(司本一80)、羊毛酯镁皂、十二烯基丁二酸(T746)和十七烯基咪唑啉烯基丁二酸盐(T703)。
热轧、冷轧、退火、热镀锌等数十张工艺图详解
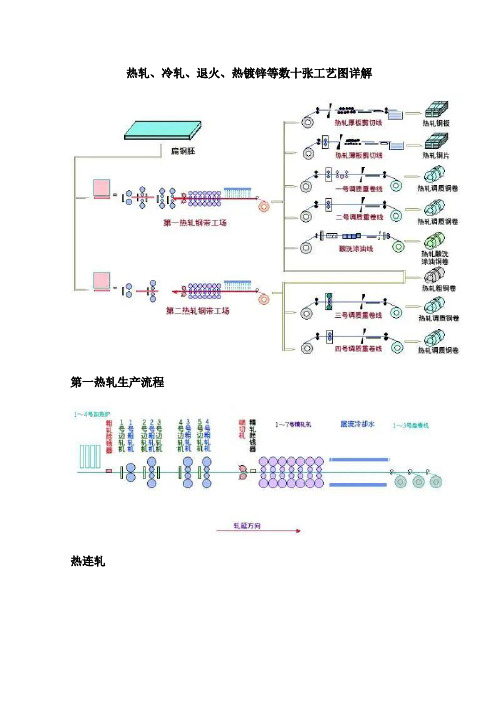
热轧、冷轧、退火、热镀锌等数十张工艺图详解第一热轧生产流程热连轧热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
开平剪切热轧生产流程>热轧板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
酸洗涂油卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
第二热轧生产流程热连轧热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
冷轧酸洗冷轧第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
酸洗冷轧第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
热浸镀锌连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。
冷轧板常见表面缺陷及成因

冷轧板常见表面缺陷及成因冷轧板常见表面缺陷及成因冷轧板常见表面缺陷有麻点缺陷、冷硬板中部穿裂、冷硬板边裂、带状翘皮、不连续点线状缺陷、黑(灰)线(带)缺陷等。
1麻点缺陷。
单个麻点呈不规则分布,整体呈现带状分布。
麻点在微观上由许多微小的凹坑组成,凹坑内部看到很多细小的颗粒。
凹坑部分杂质元素与结晶器保护渣成分基本一致,说明这些夹杂主要来自结晶器保护渣。
2冷硬板中部穿裂。
中部穿裂部位悬挂着许多鳞状碎片,大块的鳞状碎片边沿包含许多细小的小颗粒,断口为脆性形貌。
细小颗粒与结晶器保护渣成分相似,确定这些夹杂主要来自结晶器保护渣。
3冷硬板边裂。
边裂处呈锯齿状,裂口部位包含大量大小不一的颗粒,颗粒与基体之间无明显间隙,部分颗粒沿平行于裂口方向呈线状分布,同样这些颗粒来自结晶器保护渣。
4带状翘皮。
带状翘皮在板材近表层有一明显薄层与基体发生分离或半分离状态,翘皮部位皮下含有大量粉状物质,能谱分析,这些物质主要来源于变性后的结晶器保护渣。
5不连续点线状缺陷。
板材厚度薄于1mm,该缺陷易发生。
线状缺陷多成簇出现,缺陷底部残留了硅酸盐复合夹杂物。
主要是CSP铸坯中坯壳及皮下、中心部位富集的夹杂物,在热轧过程中,随着厚度变薄,逐渐呈现。
6黑(灰)线(带)缺陷。
酸洗后的宏观形貌有条状、长条状、块状或多点状,轮廓特别分明。
由于1)轧辊质量不佳,主要是氧化膜剥落、老化粗糙、剥落、异物粘附等。
2)除鳞不干净,主要由于喷嘴堵塞、喷嘴压力低等因素。
3)工艺因素,机架间冷却水控制不规范等。
4)连铸至F7前输送辊道划伤,主要由于炉辊结瘤、异物粘结、死辊等。
以上因素导致氧化铁皮压入,从而在冷硬板上形成黑(灰)线(带)缺陷。
冷轧产品质量缺陷及改正措施一、冷轧与镀锌产品外在质量冷轧薄板之所以说是精品,一个主要的原因就是冷轧薄板对表面质量的严格要求。
可以说,在整个冶金行业中,冷轧薄板对表面质量是要求最高最严的,尤其是宽而薄的冷轧钢带产品和对冲压成型性能有严格要求的产品。
环保型水溶性防锈剂的研究及性能测试
环保型水溶性防锈剂的研究及性能测试史宁;张书弟;李德顺【摘要】研制了一种环保型水基防锈剂.以硅酸钠、三乙醇胺、硼酸、乙二胺四乙酸和钨酸钠为原料,通过正交试验,确定了水溶性防锈剂的最优配方.防锈剂组成为:250 g/L硅酸钠,1.Og/L三乙醇胺,2.0g/L硼酸,0.12 g/L乙二胺四乙酸,0.8g/L 钨酸钠.该防锈剂稳定性在两周以上,且防锈剂成膜后可使冷轧板的腐蚀速率明显降低,大气腐蚀挂片试验可达到35d,防锈效果良好、成本低,具有很好的应用前景.【期刊名称】《电镀与精饰》【年(卷),期】2016(038)003【总页数】5页(P9-12,20)【关键词】水溶性;防锈剂;环保【作者】史宁;张书弟;李德顺【作者单位】沈阳理工大学,辽宁沈阳110159;沈阳理工大学,辽宁沈阳110159;沈阳理工大学,辽宁沈阳110159【正文语种】中文【中图分类】TG174.42Keyword: water-soluble; rust inhibitor; environmental friendly钢铁应用于工业生产和生活中的各个方面,在人类的生活和工作中有着十分重要的作用,是科技发展的基础[1],但钢铁在大气中易锈蚀且锈蚀过程相当复杂[2-3],对工业生产及人们的生活产生不同程度的不利影响,带来不必要的经济损失。
在我国,据中国工业和自然环境腐蚀调查项目组2008年调查结果显示,由腐蚀造成的直接经济损失达2300亿元,间接经济损失为5000~6000亿元,相当于当年我国国民生产总值的5%。
因此,研究防止钢铁腐蚀的方法就变得很重要。
金属的暂时性防护方法包括涂覆防锈油、防锈水和包裹气相防锈包装材料[4]。
目前对钢板采取的防锈措施主要是水基型防锈剂[5-6]。
钟雪丽等[7]以植酸、聚天冬氨酸为主要成分,添加钼酸钠和苯甲酸钠作为助剂,研制出了一种无毒高效的水基防锈剂,耐中性盐雾试验可达28h。
李璐等[8]以三乙醇胺、苯甲酸钠、四硼酸钠、碳酸钠和葡萄糖酸钠为主要原料,研制出一种环保型水基防锈剂,对黑色金属及有色金属均有良好的防锈效果。
静电喷涂防锈油的性能、应用及其操作维护
叠片试验(钢片,A 级),d
≥7
SH/T0367
2.3 指标对比 选择市场上销售的进口品牌,合资品牌和国产品牌的静
电喷涂防锈的产品,与所测试静电喷涂防锈油进行了主要的 性能指标记录对比,数据详见表 2。由表 2 可以得出以下结论:
(1)在全部的测试油品中,本产品运动黏度最低,能够 保证产品具有较低的使用损耗和钢板表面有较少的涂覆量 ;
表1静电喷涂锈油技术指标项目静电喷涂防锈油检测方法外观红棕色透明液体目测运动黏度40mm2s155gbt265闪点开口160gbt3536水分痕迹gbt260湿热试验钢片491a级h600gbt2361盐雾试验钢片351a级h48sht0081叠片试验钢片a级d7sht036723指标对比选择市场上销售的进口品牌合资品牌和国产品牌的静电喷涂防锈的产品与所测试静电喷涂防锈油进行了主要的性能指标记录对比数据详见表2
(2)本产品与与其他对比产品相比,易清洗 ; (3)本产品与其他产品相比,盐雾性能和湿热实验的性 能均很优秀,能够保证对金属板材有较好的防锈性能。 (4)本产品的静电电压最低,能够保证在静电涂油机上 有良好的使用性能。 表2 静电喷涂防锈油与国内外同类产品主要性能指标数据的对比
Key words :electrostatic spraying antirust oil ;performance ;application ;operation and maintenance
随着我国工业化发展越来越快,尤其是迅速发展的汽车 制造业和家电制造业,对其使用量最为关键的冷轧钢板和镀 锌钢板的要求也越来越高,尤其对其力学性能及表面质量提 出了更高的要求。其中一条是对产品表面涂覆的防锈油的涂 油量要求在 0.5~2.5g/m2,同时必须具有良好的防锈性及与电 泳涂漆工艺的相容性。为保证冷轧钢板表面的涂油量,很多 冷轧厂将辊式涂油及手工涂油改造为静电涂油方式。这种新 型的静电涂油方式是将防锈油雾化,通过高压静电场的方式, 将雾化后的颗粒均匀地分布在钢板表面。 1 静电喷涂防锈油的相关概述 1.1 静电喷涂防锈油的用途
水基型工艺润滑剂在冷轧机上的应用
水基型工艺润滑剂在冷轧机上的应用冷轧产品由于精度高、良好的表面质量、均匀的性能而得到广泛的应用;同时由于冷轧是在常温下进行生产,其生产工艺环境比较复杂,摩擦与润滑,清净性与润滑性等矛盾更加突出,因此生产过程中工艺润滑剂的选择及使用过程中的维护保养特别重要,工艺润滑剂按形态可分为油基型、水基型及合成型三类,在目前的冷轧生产中,水基型润滑剂使用较普遍,本文主要论述水基型工艺润滑剂的选用及维护.一、冷轧生产对工艺润滑剂的要求冷轧过程是在高压、高速条件下进行,对工艺润滑剂要求有以下几大功能:●良好的润滑性能,能有效降低摩擦系数,获得满意的带钢形状;●冷却效果好,润滑剂应有较高的导热性,确保稳定的辊型制度;●清洁性好,能够确保轧机清净性和退火后成品清净性,降低表面残碳残铁含量;●工作性能稳定,抗氧化性能好,工艺润滑剂在冷轧过程中不易氧化和裂解,而导致乳化液变质发臭,使用期间无异味,无毒;●具有一定的防锈能力,不会在轧后钢板表面出现发暗、变色、锈蚀或油斑等缺陷;●清洗能力好,易于从轧后带材表面清除,清洗时不出现褐色边框;二、冷轧水基润滑剂的选择如轧制>0.5mm以上的较厚规格为主时,可选用润滑能力低皂化值在30~50mgKOH/g的矿物油系轧制润滑剂,其乳化液状态稳定,油水离展性差;轧制0.20~0.50mm薄板时,选择中等润滑性,皂化值在50~130mgKOH/g的合成脂系或合成脂与天然脂混合系的轧制润滑剂,其乳化液状态较不稳定,油水离展性好;轧制≤0.20mm以下的极薄板时,选用皂化值在160~200mgKOH/g,润滑能力极好的油脂系轧制润滑剂,其乳化状态极不稳定,油水离展性极好,但其退火清净性差,需要脱脂后退火,选用时要考虑配套设备能力,是否有清洗脱脂机组;油水离展性是指从乳化液中游离油的能力,乳化液越稳定,则进入辊缝的油越少,润滑能力越差;选择水基润滑剂时,还应考虑使用的乳化剂类型,乳化剂按其形态可分为阳离子型,阴离子型及非离子型三种,阳离子型乳化剂对轧制成品有较大的腐蚀已被淘汰,阴离子型乳化剂目前大量使用,但其对水质较为敏感,抗硬水能力差,非离子型乳化剂的抗硬水性能稍好,因此,对于无纯水处理设备的生产厂,应首选非离子型轧制油为上策;冷轧的清净性与润滑性是一对矛盾体,在目前板面清净性得到广泛关注时更应该注意轧制油的选择,冷轧板的清净性包括轧机清净性和油品退火清净性,轧机清净性与钢板表面附着的油、铁皂及铁粉含量成反比,并且与冷轧后钢带表面形成的油烧多少有关;所谓的油烧现象是由于在冷轧时乳化液进入钢卷内,在钢带上受温度水分氧气及空气中其他气体组分影响下而产生的锈及皂化物,高的脂肪酸含量将促进油烧的形成。
防锈油基本应用
倍尔润于1906年创立,总部位于英国伦敦,是一家经 营历史逾百年的全球化能源和化工集团,技术积淀深厚, 创新能力卓越。直至今天,倍尔润仍被推崇为世界领先的 工业润滑油品牌。创始人John Barry确立的“技术生产力” 理念始终将用户需求放在第一位,研发的工业润滑油、润 滑脂等产品极具竞争力,每一款产品都深受工业企业的喜 爱,服务用户涉及到各行各业,营销支持网络遍布全球。 品质出色,所有的产品研发均需以提升机械设备工作效率、 延长机械设备的工作寿命为出发点;超越需求,卓越性能 超出了工业标准和众多顶级制造商的要求。正是源于对一 流品质的超越和坚守,倍尔润工业润滑油、润滑脂产品始 终征服着全球用户。
6、防锈脂
在工业凡士林或石蜡、地蜡等石油蜡为基础油中加入防锈添加剂 而制成的软膏状物。一般以热涂方主式进行封存。其特点是油膜厚 (一般约为0.01-0.2mm,甚至0.2-1mm),油膜强度高,不易流失和 挥发,防锈期可长达2年以上,广泛应用于机械产品、大型设备的长 期封存。其缺点是油封、起封时都需加热,要求有较好的热安定性和 抗氧化安定性。 为了克服上述缺点,目前已试制出冷涂脂。其特点是常温下比较 软,针入度一般在200mm以上,使用时无需加热,可直接刷涂,防 锈性也相当好,使用较安全方便,是很有发展前途的品种。石化部石 油脂型防锈脂标准为SH0366-92。该防锈脂分为1号、2号、3号。1号 即为冷涂脂,适用于黑色金属,可用作一般精密机械部件库存长期防 锈,它可以室温涂覆或加热涂覆;2号适用于黑色金属机械部件在室 外的短期防锈及室内长期防锈,需要加热涂覆;3号适用于黑色金属 及铜件的室外短期防锈和室内长期防锈。需加热涂覆。
3、封存防锈油 封存防锈油具有常温涂覆、不用溶剂、油膜薄、可用于工序间防锈和长 期封存、与润滑油有良好的混溶性、启封时不必清洗等特点。通常可分为浸 泡型和涂覆型两种。 (1)浸泡型 可将制品全部浸入盛满防锈油的塑料瓶内密封,油中加入质量 分数为2%或更低的缓蚀剂即可,但需经常添加抗氧化剂,以使油料不至氧化 变质。 (2)涂覆型 可直接用于涂覆的薄层油品种。油中需加入较多的缓蚀剂,并需 数种缓蚀剂复合使用,有时还需加入增粘剂,如聚异丁烯等,以提高油膜粘 性。若配合外包装,可用于室内长期封存,防锈效果良好。 封存防锈油国家标准为GB4879-85 B3。 根据国家标准规定,该油品分为三类:第I类适用于黑色金属;第II类适用于 黑色金属和铜合金;第III类适用于黑色金属、铜合金、镁合金及铝合金。根 据油品的粘度不同,各类中又可分为轻质、中质、重质三种,即在50℃时运 动粘度分别小于10mm2/s(低粘度)、(20±10)mm2/s(中粘度)、 (50±20)mm2/s(高粘度)。轻质防锈油主要用于航空机械零件以及电子 仪器、精密仪表、小型武器、航海罗盘等小型精密仪表设备,同时起防锈和 润滑作用。这类防锈油一般是冬夏通用的,因此有较低的凝固点。中质防锈 油主要用于中型以上的机械零件的封存,也兼有防锈、润滑双重作用。其使 用温度一般为常温,也可在-20℃左右低温下使用。重质防锈油主要用于大型 设备的润滑、防锈,一般只适用于常温。
2009中国石油和化学工业协会科学技术奖获奖项目
序号
评审编号
项目名称
主要完成单位
主要完成人
120Biblioteka J185罗布泊硫酸镁亚型盐湖卤水年产2万吨硫酸钾工业性试验
1.国投新疆罗布泊钾盐有限责任公司,2.化工部长沙设计研究院
1.李浩,2.唐中凡,3.尹新斌,4.刘传福,5.张青运,6.谭昌晶,7.卢志斌,8.贺其华,9.雷光元
25
09J271
甲醇-CO-醋酸一体化工艺
二等奖
序号
评审编号
项目名称
主要完成单位
主要完成人
12
09J047
四氯化硅氯氢化法制取三氯氢硅技术
1.华陆工程科技有限责任公司
1.陈维平,2.姚又省,3.李细巧,4.薛民权,5.黄军让,6.张英杰,7.唐广怀
30
09J148
稠油热采蒸汽再加热装置技术研究
1.中国石油集团工程设计有限责任公司
1.朱新立,2.陈再华,3.黄一兴,4.王会堂,5.王予新,6.智玉杰,7.安慕华,8.许志行,9.关胜,10.王金宝
1.成都市通用工程技术有限责任公司
1.庞玉学,2.万蓉,3.王志坚,4.刘武烈,5.夏自强,6.杨泳涛,7.庞彪,8.汪涛,9.杨志群,10.杨必树,11.申南庄,12.张永祥,13.曾竹平,14.蒲洪瑛,15.黄乾文
30
09J313
云南省晋宁县待云寺矿区(肖家营-大石岩山-干海子矿段)磷矿勘探
1.中化地质矿山总局云南地质勘查院
34
09J175
20kt/a异丙醇胺装置
1.赛鼎工程有限公司,2.化学工业第二设计院宁波工程有限公司
1.陈发挥,2.隋保有,3.刘佩绅,4.颜焕敏,5.郭仁君,6.周剑,7.吴泽安,8.沈洪飞,9.温雪莲,10.徐斌
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
564
第十一届全国缓蚀剂学术讨论会论文集
冷轧及镀锌钢板通用型防锈油的研制
岁选刘烈炜郑家集
(华中理工大学化学系武汉430074)
前言
武俐冷轧厂每年因冷轧及被锌钢板的锈蚀问题而引起用户异议的情况时有发生,这既
给企业带来经济损失,也形响了武钢产品的质t信誉及竞争力,因此必须研制一种防锈性能
好、价格适宜,且普退适用于冷轧钥板及被锌钢板的防锈油来取代沿用多年的老产品,以适
应现代俐铁企业的生产裕要。
2防锈油的基本组成
2.1荃础油
基础油是防锈抽品的主要组份。‘它可在金属表面与级蚀剂共同形成一层对外力擦伤具
有一定承受能力的油膜、阻隔腐蚀性介质与金属表面的接触,从而起到防锈作用.很据武切
涂油机组对防锈油品的粘度,闪点等理化性能要求及价格因素,选定N,机械抽作为基础
油。
2.2缓蚀剂
武钥冷轧厂对产品的防锈要求是能耐南方潮湿工业大气的腐蚀,室内存放5个月不锈,
防份对象为普通碳钢冷轧板及彼锌板,因此防锈油中的缓蚀荆必须其备能同时抑侧上述板、
卷材在这种介质环境中的腐蚀。本项研究采用有机抓环化合物及有机和无机破徽四作为主
体的一种复合级蚀剂,通过它们在分子结构中的强极性蕃团的多层吸附作用,在炯及锌的表
面形成一层致密的复盖层以抑制腐蚀。当这种缓蚀荆的浓度达到10%左右时,即可满足防
诱要求。
2.3辅助添加剂
为了保证油膜的强度及厚度,提高油品的防锈能力和基础抽的杭载化能力,油品中加人
了少f成膜荆(0.7%)和抗筑剂(0.1%)。
3性能实验及效果评价
试验方法:盐多试验参照SY-2758-76S标准方法进行,即加热到35'C恒沮8h,然
后自然冷却至室沮保持16h为一周期(天),试验2天。登片试验参照SY) 1675-775标准方
法进行,即将湿热槽加热至49士1℃恒握8h,然后自然冷却至室祖保持16h为1个周期
(天),试验7天.
公
冷轧及镀锌钢板通用型防锈油的研制
565
试验材料:冷轧板打磨成镜面,被锌板采用厚板,经除油处理后备用.
本试脸设里SWY-7武钥原采用的防锈油)和英国BP公司的同类油品作对照,按
SY-2511-74(锈蚀度分级法》进行腐蚀评级,结果见表1,
衰1防拐性能对比试验结果
试验项目试验方法试验方式试验时间
试片类型
试验结果
25`
SWY-7
BP公司产品
盐雾
SY-2552
-763
间歇2天
冷轧板
0-15
1
艘锌板
25
4
整片SY-1575 -77S间歇
7夭
00
0
艘锌板
000
3.1抗盐雾腐蚀性能
表1结果表明,25#防锈油在盐雾条件下,其抗蚀性能强于BP公司及SWY-7防诱油
产品,对处理过的试样进行观察可以发现,SWY-7处理后的试片表面分布若众多的且沿从
上至下的方向蚀点面积由大变小的锈蚀班点,显然这与该抽品的耐盐雾腐蚀性能和油膜的
附着力强弱有关。
本防锈油中加人了能抑制Zn发生阳极溶解的缓蚀剂,以提高镀锌板在潮湿大气及海
洋性气候条件下的耐蚀能力。结果表明,其耐盐雾腐蚀能力明显强于其它两种油品.
3.2湿热条件下杭权浓差电池腐蚀性能
表一结果证实,在冷热、干湿交替变化的条件下,三种试油样品的抑制由于重处导致油
膜分布不均匀而产生的级浓差电池腐蚀的能力在试验7天的条件下的效果大致相同。
4结论
4.1在湿热交替变化的条件下,25“防锈油具备一定的抑制氧浓差电池腐蚀的能力,其效
果(盈片试验7天)与国内SWY-7及英国BP公司的同类产品相当。抗盐雾腐蚀性能,尤其
是对锌板材的效果明显优于上述两种产品。
4.2 25`防锈油可提高钢及被锌板的耐海洋性大气腐蚀的能力,且价格与国内同类产品相
当,因此可满足相关企业对于普通钢板及镀锌板涂油防锈的需要。