紧固件通用技术标准
力矩控制通用技术标准(1)

力矩控制通用技术标准前言本标准根据环保动力公司的实际情况,结合国家及技术中心的产品技术要求,明确了力矩控制过程中的技术要求,工装、设备的使用规范本标准由制造部工艺科提出、归口本标准起草单位:制造部工艺科本标准主要起草人:周陵本标准所代替标准的历次版本的发布情况为:无力矩控制通用技术标准1 范围本标准规定了发动机用螺纹直径4mm-20mm紧固件的力矩控制。
本标准适用于符合以下条件,以控制扭矩方式进行的紧固:—外螺纹件的机械性能符合GB/T 3098.1规定的8.8、10.9级;—内螺纹件的机械性能符合GB/T 3098.2或GB/T 3098.4,且具有充分发挥螺纹连接副承载能力的强度;—螺纹符合GB/T 196,螺纹精度不低于GB/T 197规定的6级;—内、外螺纹件的六角对边尺寸符合GB/T 3104规定的标准系列;—内、外螺纹件的表面为汽车工业通常采用的状态;—外螺纹件在紧固中受轴向拉伸载荷。
本标准不适用于外螺纹件在紧固中承受压缩力的紧定螺钉、由外螺纹件攻出螺纹的自攻螺钉及木螺钉。
当表面状态不同、支承面尺寸及形态与标准条件差异较大,以致预紧力不能满足要求以及对预紧力有特别要求时,应对紧固扭矩进行调整。
当产品对紧固扭矩有特殊要求时,根据产品要求调整控制要求。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的应用文件,其最新版本适用于本标准。
GB/T 196 普通螺纹基本尺寸(直径1mm-600mm)GB/T 197 普通螺纹公差与配合(直径1mm-355mm)GB/T 3098.1 紧固件机械性能螺栓、螺钉和螺柱GB/T 3098.2 紧固件机械性能螺母GB/T 3098.4 紧固件机械性能细牙螺母GB/T 3104 紧固件机械性能六角产品的对边宽度GB/T 16823.2 螺纹紧固件紧固通则QC/T 518 汽车用螺纹紧固件紧固扭矩3 术语3.1动态力矩(Dynamic Torque) :动态力矩是设计技术人员从技术角度给定的力矩值(范围),动态力矩是用于标定动力工具的力矩。
圆螺母检验标准

操作步骤 检验项目 检测设备
详细操作方法及内容
标准要求、注意事项
备注
编号:
第 1 步 资料审查
供应商需提供资料:
a、材质单格式及必填内容应符合采购
1、《原材料材质单》或《质量证明书》(样品确定、定期 物流事业部规定的《原材料材质单的规
检验);
定》
第 2 步 标准确认 第 3 步 抽样方案
标准齐套性: 3、是否有该型号部品的技术条件、通用技术标准; 4、是否有检验标准,标准是否为最新版本;
为合格
1. 新增检查项目:
2. 原因描述:
说明
3. 测试方法:
4. 注意事项:
SQE:
日期:
1. 抽样方案按照第 3 步规定进行;对供应商的每个送货批次产品进行随机抽样检验。
检 验 记 录 2. 对产品的 1、4、5 项的测试结果:检验合格,记录“合格”字样;检验不合格,记录“不合格”字样,并对不合格项目的原因作出详细记录。
要求
3. 对产品的 6-10 项的检测结果:检验合格,记录“Y”字样;检验不合格,记录“N”字样,并对不合格项目的原因或测试数据作出详细记录。
4.产品的最终判定结果必须用“合格”、“不合格”作出判定。
备注
1、首件、样品检验和日常检验时均需逐项检验,对批量太少而无法进行第 9、10 项检测时,可与供方协商确定验证方式。 2、原则上:若出现质量问题或发现问题需增加特殊检查项目或有重点的对供方进行检查,SQE 人员必须在 1 个工作日内在“说明”栏中详细标注抽检 测试要求,并签字确认;并在 5 个工作日内完成检验标准的换版工作,到期未换版由检验人员反馈部门负责人。
样判定
合格
第4步
第5步
第6步 第7步 第8步
锻件通用技术要求
轴承外径D
bmax
hmax
≤120
0.10
10
120-260
0.15
14MnMoV
≥ 150
600-650回火
4MnMoVB
≥ 150
在气温较低、 焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热.
表2 :
钢板厚度 mm
焊接气温 ℃
预热温度 ℃
≤16
-10以下
100-150
16-24
-5以下
100-150
24-40
0以下
任何温度
>40
0以下
任何温度
6.有密闭内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通.需在外壁上钻孔的,在热处理后要重新堵上.7.焊缝射线探伤应符合GB3323-82的规定.要进行力学性能试验的焊接,应在图样或订货技术要求中注明.焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事选经过外观无损探伤检查.8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行.对耐压试验有要求时, 应在图样或订货要求中注明试验压力和试压时间.
4、涂装通用技术条件JB/ZQ4000.10-88
1.涂装前对物体的表面要求应符合本标准的规定.2.除锈后的金属表面与涂底漆的间隔时间不得大于 6h,酸洗处理表面与第一次涂底漆时间不少于 48h,但无论间隔时间多少,涂漆前表面不得有锈蚀或污染.3.铆接件相互接触的表面, 在联接前必须涂厚度30-40μm防锈漆.由于加工或焊接损坏的底漆,要重新涂装.4.不封闭的箱形结构内表面, 在组焊前必须涂厚度60-80μm防锈漆, 封闭的箱体结构件内表面不涂漆 .5.溜槽、漏斗、裙板内表面、平衡的重箱内表面、安全罩内表面、封闭箱且在运输过程中是敞开的内表面等,必须涂厚度60-80μm防锈漆.6.涂层的检查项目及方法应符合本标准的规定.
螺栓标准规定知识学习指导
钢制管法兰用紧固件HG 20613范围本标准规定了钢制管法兰(PN系列)用紧固件的型式、尺寸、材料、标记、技术要求和使用规定。
本标准适用于HG/T 20592钢制管法兰用紧固件,包括六角头螺栓、等长双头螺柱、全螺纹螺柱和螺母。
紧固件的型式、规格、尺寸紧固件型式钢制管法兰用紧固件的型式包括六角头螺栓、等长双头螺柱、全螺纹螺柱、母和II型六角螺I型六角螺母。
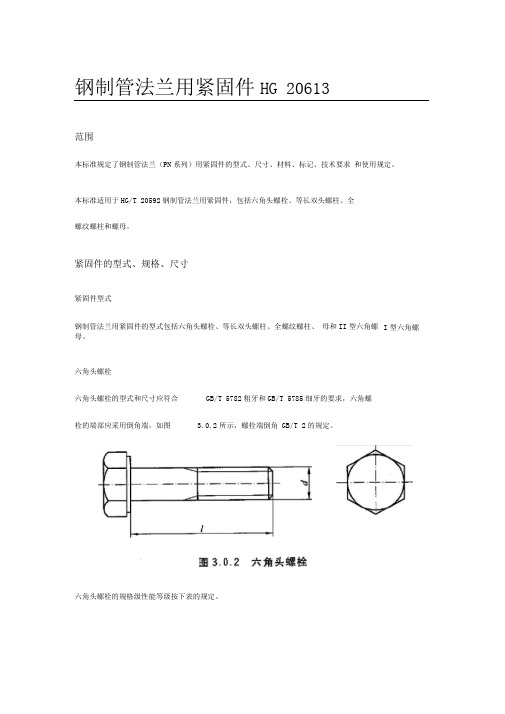
六角头螺栓六角头螺栓的型式和尺寸应符合GB/T 5782粗牙和GB/T 5785细牙的要求,六角螺栓的端部应采用倒角端,如图 3.0.2所示,螺栓端倒角GB/T 2的规定。
六角头螺栓的规格级性能等级按下表的规定。
标准规格性能等级(商品级)GB/T 5782 粗牙M10,M12,M16,M20, 5.6A级和B级M24,M27,M30,M33 8.8A2-50GB/T 5785 细牙M36X3,M39X3,M45X3,A4-50A级和B级M52X4,M56X4 A2-70A4-70等长双头螺柱等长双头螺栓的型式和尺寸应符合GB/T 901的要求,螺柱的两端应采用倒角端,如3.0.3所示。
螺纹的尺寸和公差应符合GB/T 196和GB/T 197的要求,螺柱两端按GB/T2倒角端的要求。
3.0.3铮长双決螺柱等长双头螺柱的规格及性能等级按下表的规定。
标准规格性能等级(商品级)M10 M12 M16 M20 M248.8M27 M30 M33 M36X3A2-50GB/T 901M39X3 M45X3 M52X4A2-70M56X4A4-50A4-70全螺纹螺柱管法兰用全螺纹螺柱的型式和尺寸如图 3.0.4所示。
螺纹尺寸和公差以及两端部倒角等要求按 GB/T 901的规定。
35CRMOM10 M12 M16 M20 M2442CRMOM27 M30 M33 M36X325CR2MOVM39X3 M45X3 M52X40CR18NI9M56X40CR17NI12MO2标准规格 材料HG/T 20613全螺纹螺柱的规格和材料按下表的规定。
标准件国标对照表

31
GB/T 2673-1986
内六角花形沉头螺钉
32
GB/T 2674-2004
内六角花形半沉头螺钉
33
GB/T 3098.10-1993
紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母
34
GB/T 3098.11-2002
紧固件机械性能 自钻自攻螺钉
35
GB/T 3098.1-2000
钢结构用扭剪型高强度螺栓连接副Fra bibliotek45GB/T 3633-1995
钢结构用扭剪型高强度螺栓连接副 技术条件
46
GB/T 37-1988
T型槽用螺栓
47
GB/T 3750.3-1983
卡套式铰接六角螺栓
48
GB/T 5276-1985
紧固件 螺栓、螺钉、螺柱及螺母 尺寸代号和标注
49
GB/T 5277-1985
20
GB/T 15856.4-2002
六角法兰面自钻自攻螺钉
21
GB/T 15856.5-2002
六角凸缘自钻自攻螺钉
22
GB/T 16824.1-1997
六角凸缘自攻螺钉
23
GB/T 16824.2-1997
六角法兰面自攻螺钉
24
GB/T 16938-1997
紧固件 螺栓、螺钉、螺柱和螺母通用技术条件
六角头铰制孔用螺栓 A和B级
22
GB/T 28-1988
六角头螺杆带孔铰制孔用螺栓 A和B级
23
GB/T 29.1-1988
六角头头部带槽螺栓 A和B级
24
GB/T 29.2-1988
十字槽凹穴六角头螺栓
GB-T_70.1-2000_内六角圆柱头螺钉

前言本标准等效采用国际标准本标准是国家标准该系列包括和十字槽螺钉和和和和未规定包装技术要求和表本标准是的修订本主要修改如下标准编号改为平沉头螺增加和的螺纹规格及相应的公称长度和增加选增加附录内六角的增加附录内六角圆柱头螺钉的质本标准自本标准的附录是标准的本标准的附录是提示的本标准由国家机械工业局提本标准由全国紧固件标准化技术本标准由机械科学研究院负责上海爱斯匹爱斯标五紧固件有标准件标准件工业集团公司和沈阳标准件本标准由全国紧固件标准化技术前言个世界性的各国国家标准团成员团联合组国际标准的制定工作通常是通过各个技术委员会进行每个成员团体如对某一技术委员会所进行的项目参加该与有关的政府的和非政府的国际组织也可参加此与国际电工标准化方面有着密切的联经技术委员会采纳的国际标准草发给所有成员团体进行投票表正式出版需要至少成员团体投票赞国际标准由紧固件技术委员会制第三版对了删改本国际标准的附录是标准的本国际标准的附录是提示的中华人民共和国国家标准内六角圆柱头螺钉代替国家质量技术监督局批准实施范围本标准规定了螺纹规格为为和为内六角的检验见附录螺钉的参考质量见附录示的如需其他技术要求应从现行标准选引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的条本标准出版示版本均为所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可紧固件外螺纹零件的末紧固件验收检志与普通螺纹基本普通螺纹公差与配紧固件标记紧固件机械性能螺紧固件机械性能不锈钢螺紧固件机械性能有色金属制造的螺紧固件公差螺螺公称长度和普通螺栓的螺纹长度螺纹紧固件电镀层紧固件螺尺寸代号和标紧固件表面缺陷螺一般紧固件表面缺陷螺特殊紧固件螺紧固件非电解锌粉覆盖层尺寸注尺寸代号和标注符最大的头下圆角表注对切制内六角当尺寸达到最大极限时由于钻孔造成的过切不应超过内六角任何一面内六角口部允许稍许倒圆或沉孔末端倒的为辗制末不完整螺纹适用于规定了的产品头的顶部棱边可以是圆的或倒角的由制造者任底部棱边可以是圆的或倒角到均不得有图表尺寸技术条件和引用标准表技术条件和引用标准标记标记方法按标记示例螺纹规格长度为面氧化的级内六角圆柱头螺钉的标记螺钉附录内六角的检验尺寸检验尺寸检验用图和表规定的量规内六角规边宽志部位性能等级标志部位图表级和级内六角量规尺寸表表级内六角量规尺寸附录示的内六角圆柱头螺钉的质量给出了商品规格的内六角圆柱头螺钉的参考质表质量表。
现行螺栓国家标准

现行螺栓国家标准现行螺栓国家标准GB/T 10-1988沉头方颈螺栓GB/T 11-1988沉头带榫螺栓GB/T 12-1988半圆头方颈螺栓GB/T 1228-2006钢结构用高强度大六角头螺栓GB/T 1231-2006钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件GB/T 13-1988半圆头带榫螺栓GB/T 14-1998大半圆头方颈螺栓C级GB/T 15-1988大半圆头带榫螺栓GB/T 152.4-1988紧固件六角头螺栓和六角螺母用沉孔GB/T 158-1996机床工作台T形槽和相应螺栓GB/T 16674.1-2004六角法兰面螺栓小系列GB/T 16674.2-2004六角法兰面螺栓细牙小系列GB/T 16938-1997紧固件螺栓、螺钉、螺柱和螺母通用技术条件GB/T 16939-1997钢网架螺栓球节点用高强度螺栓GB/T 18230.1-2000栓接结构用大六角头螺栓螺纹长度按GB/T 3106 C级8.8和10.9级GB/T 18230.2-2000栓接结构用大六角螺栓短螺丝长度C级8.8和10.9级GB/T 18230.4-2000栓接结构用1型大六角螺栓B级10级GB/T 18230.6-2000栓接结构用1型大六角螺栓热浸镀锌(加大攻丝尺寸)A和B级5、6和8级GB/T 19990-2005土壤耕作机械土壤工作GB/T 27-1988六角头铰制孔用螺栓A和B级GB/T 28-1988六角头螺杆带孔铰制孔用螺栓A和B级GB/T 29.1-1988六角头头部带槽螺栓A和B级GB/T 29.2-1988十字槽凹穴六角头螺栓GB/T 3098.10-1993紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母。
标准件检验规范(含表格)

德信诚培训网标准件检验规范(IATF16949/ISO9001-2015)1.0 目的对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
2.0 范围适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
3.0 职责3.1 品质部IQC负责标准件检验及不合格的处理记录;4.0 工作程序序产品名称检验项目技术要求检验方法抽样方法号1 螺母尺寸对边、厚度、螺纹精度用游标卡尺测量一批10个以下进行尺寸、外外观表面无明显缺陷,丝扣清晰,按标准倒角目测观全检;10以上抽10个进行尺寸、外观检验 A C=1材质材质及表面处理达到图纸技术要求供方提供检测报告2垫片(平垫、弹垫)尺寸内孔、外径、厚度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1外观表面光亮、无划痕目测表面处理达到图纸技术要求供方提供检测报告3 销轴尺寸直径、长度、倒角尺寸用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1材质1.材质符合图纸要求2.表面处理达到图纸要求供方提供检测报告4 螺钉尺寸螺纹长度、螺纹精度、钉头尺寸及厚度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1外观螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验目测5 螺栓尺寸对边、六角厚度、螺杆长度、螺纹长度、螺纹精度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 AC=1螺纹螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验1.目测丝纹情况2.用标准螺纹规检验外观1.无裂纹和裂槽、毛刺2.丝扣清晰,按要求倒角3.色彩涂层均匀,无斑纹、水迹、锈迹目测5.0参考文件GB/T 90.1-2002 紧固件验收检查GB/T 16938-2008 紧固件螺栓、螺钉、螺柱和螺母通用技术条件GB/T 3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱GB/T 3103.1-2002 紧固件公差螺栓、螺钉、螺柱和螺母GB/T 3103.3-2000 紧固件公差平垫圈德信诚培训网GB/T 3104-1982 紧固件六角产品的对边宽度GB/T 5267.4-2009 紧固件表面处理耐腐蚀不锈钢钝化处理GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求6.0记录表格《标准件检验记录表》标准件检验记录表.doc《不合格品分析表》不合格品分析报告表.xls。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浙江乐苏金属材料有限公司企业标准
紧
固
件
通
用
技
术
条
件
前言
本标准的编定遵循了GB/T1。
1-2000和GB/T1.3-2002《标准化工作导则第2部分:标准中规范性技术要素内容的确定方法》中有关企业标准编写的基本规定。
本标准替代原QJ/SP 1。
7K-1999《紧固件通用技术条件》
本标准由浙江乐苏金属材料有限公司提出。
本标准起草单位: 浙江乐苏金属材料有限公司质控部.
本标准起草人:刘箫。
紧固件通用技术条件
1.范围
本标准规定了紧固件的尺寸、要求、抽样、试验方法及标志、包装、运输和贮存.
本标准适用于公司有关产品紧固件螺钉、螺母、垫圈、铆钉、除压力锅柄座以外的柄座的进货检验。
2.下列文件中的条款通过本标准的引用而成为本标准的条款.凡是注
日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本.凡是不注日期的引用,其最新版本适用于本标准.
GB/T 2828—1987 逐批检查计数抽样程序及抽样表
QB/T 3826—1999 轻工产品金属镀层和化学处理层的耐腐
蚀实验方法。
中性盐雾试验(NSS)法QB/T 3832-1999 轻工产品金属镀层腐蚀试验结果的评价。
3.尺寸
按产品图样或其他有关技术文件.
4.要求
4.1.面质量
4.1。
1。
表面不应有毛刺、裂纹。
4。
1。
2.应洁净,不许有油污迹.
4.1.3。
表面处理层应均匀,无露底现象。
4。
1。
4.螺纹部分应无跳格或粗细不均匀现象。
4。
1.5抛光或滚光产品应光亮.
4。
2。
紧固件经装配紧固后应牢固可靠。
4。
3。
防腐性
经中性盐雾试验,耐腐蚀等级3级以上。
5.抽样
5.1.表面质量按GB/T 2828特殊检查水平S—4、采用一次抽样方案,
合格质量水平AQL=6.5进行检查.
5.2.尺寸及4.2的检测按GB/T 2828特殊检查水平S-2,一次抽样方
案,合格质量水平AQL=10进行检查.
5.3.防腐性为型式项目,刚开始生产及正常生产时每半年试验一次,
试验样品为三只.
6.试验方法
6.1.用精度为0。
02㎜的深度游标尺寸和角度板及其他相应的检测
工具检测.
6.2.表面质量用目视检验。
6.3.紧固件经装配后用手感检测其牢固可靠性。
6.4.防腐性试验:按QB/T 3826—1999标准(NSS)进行六小时试验,
取除检验QB/T 3832—1999第5.6评价.
7.标志、包装、运输和贮存
7。
1标志
包装上应有标志,包括下列内容
a)产品名称及规格
b)生产厂名称;
c)数量、重量、长(㎜)×宽(㎜)×高(㎜);
d)生产日期;
e)批号;
7。
2。
包装
应用包装强度较好的材料稳固包装。
7.3.运输
本产品应避免雨淋、日晒、装卸时禁止使用铁钩,并保持清洁。
7。
4。
贮存
7。
4。
1.产品应贮存在通风良好的仓库内,仓库温度保持在-10℃~37
℃、相应湿度不大于85%
7.4.2。
不得与有毒和腐蚀性物品一起存放。
7.5.贮存期
在上述保管条件下,不锈钢制品贮存期为三年,其他制品为一年.。