硬脆材料的磨削特点
CVD金刚石刀具的研究与应用

CVD金刚石刀具的研究与应用CVD金刚石(Chemical Vapor Deposition Diamond)是一种利用化学气相沉积技术合成的人工金刚石材料。
与天然金刚石相比,CVD金刚石具有独特的优势和广泛的应用领域。
本文将重点介绍CVD金刚石刀具的研究与应用。
CVD金刚石刀具具有极高的硬度、耐磨性和化学惰性。
这些特性使其在各种切削、磨削和打磨应用中具有优势。
其强大的切削能力可以在高速切削工况下实现高效率的加工。
与传统硬质合金和陶瓷刀具相比,CVD金刚石刀具的寿命更长,切削性能更稳定。
首先,CVD金刚石刀具在加工硬脆材料方面具有独特的应用优势。
硬脆材料如陶瓷、玻璃和石英等在传统切削方法下容易引起破碎和损伤。
而CVD金刚石刀具的高硬度和尖端设计可以降低加工过程中的切削力,减小材料的损伤风险。
此外,CVD金刚石刀具还可以实现微米级甚至纳米级的精确加工,适用于高精度的制造领域。
其次,CVD金刚石刀具在高温、高速加工领域具有广泛应用。
由于CVD金刚石的热导率高,热膨胀系数小,能够在高温工况下保持较好的切削性能。
因此,CVD金刚石刀具常用于高速铣削、高温磨削和高温腰切等加工领域。
其优秀的热稳定性使其可以在高温合金、陶瓷复合材料和石墨等高温材料的加工中发挥优势。
此外,CVD金刚石刀具还具有较高的化学惰性。
在加工工艺中,有些材料容易粘附在刀具表面,降低切削质量和效率。
而CVD金刚石刀具具有良好的抗粘附性,能够有效降低切削力,延长工具寿命。
CVD金刚石刀具的研究主要包括材料制备技术、切削工艺优化和刀具设计等方面。
材料制备技术包括CVD方法和热压合成等。
CVD方法是目前主流的CVD金刚石刀具制备技术,能够在大面积基底上均匀生长金刚石薄膜。
切削工艺优化包括切削参数的优化和切削液的选择等,通过合理的工艺参数和润滑措施,可以更好地发挥CVD金刚石刀具的性能。
刀具设计方面,可以通过改变刀具几何形状和刀具涂层结构等,进一步提高刀具的性能。
脆性材料磨削模式与表面粗糙度

Grinding Mode of Brittle Material and Surface Roughness
Meng Jianfeng Li Jianfeng Ge Peiqi
Abstract: The research status about the grinding modes and surface roughness of brittle materials at home and abroad are summarized. The reference for gaining better products and operating precise and ultraprecise grinding brittle materials is provided. Keywords: brittle material, grinding mode, surface roughness
hc = 0 15 ( E Kc 2 )( ) H H ( 1)
通过对光学 玻璃 ( NbF1) 进行超精密
磨削 ( 磨削时砂轮的线速度 v s = 1200m/ min, 工件速 度 vw = 0 5m/ min, 磨 削深 度 a p = 1 m ) 发 现: 当用 W40 型金刚石砂轮磨削时磨削模式为断裂模式, 磨 削后工件表面有大量的磨削条纹 , 表面不透明, 表面 粗糙度 R a 为 5 36 m; 当砂轮为 W20 型时 , 磨削模式 为断裂与塑性模式, 工件表面上的磨削条纹是断续 的 , 表面呈部分透明状, 表面粗糙度 R a 为 0 11 m; 当砂轮为 W10 型时 , 磨削模式为塑 性模式, 表面上 看不到任何微裂纹缺陷 , 表面完全透明。文献[ 8] 的
式中 , E 为材料的弹性模量 ( MPa) ; H 为材料的硬度
硬脆材料切削加工中刀具磨损与失效机理分析

硬脆材料切削加工中刀具磨损与失效机理分析刀具在硬脆材料切削加工中扮演着关键的角色。
然而,由于硬脆材料的特殊性质,刀具磨损和失效成为了制约加工质量和效率的重要因素。
因此,深入分析硬脆材料切削加工中刀具磨损和失效的机理对于提高加工效率、降低成本具有重要意义。
首先,分析硬脆材料切削加工中刀具的磨损机理。
在切削过程中,刀具与工件之间产生摩擦力和高温。
这使得硬脆材料切削加工中,刀具磨损多为磨料磨损和粘结磨损两种形式。
磨料磨损是指在切削过程中,由于硬脆材料的高硬度和脆性,产生的大量磨屑和切削温度,对刀具表面产生冲击和刮削,从而导致刀具磨料磨损。
磨料磨损主要表现为刀具刃口的颗粒剥落和划伤现象。
此外,由于硬脆材料的脆性,磨料磨损还可能引起刀具断裂。
磨料磨损对刀具的影响主要体现在刀具刃口的质量损失和几何形状的变化上,进而影响切削质量和加工精度。
粘结磨损是指硬脆材料切削过程中,切削区域的高温和高压下,切削液的化学成分与切削温度共同作用下发生的,使得刀具与磨削物质产生反应和结合,导致刀具表面的粘连和溶解现象。
粘结磨损主要表现为刀具表面的剥落、骨折、氧化和堆积等现象。
切削液在粘结磨损中起到冷却、润滑和清洗的作用,但切削液的选择和性能对于减轻粘结磨损具有重要的影响。
其次,分析硬脆材料切削加工中刀具的失效机理。
刀具失效主要包括刃口断裂和刀具疲劳两种形式。
刃口断裂是指刀具在切削过程中由于瞬间的应力超过其破裂强度而发生断裂。
刃口断裂主要与刀具的材料力学性能有关,包括硬度、韧性和耐疲劳性等。
此外,刀具的几何形状和刀具制造质量也会对刃口断裂产生影响。
为了避免刃口断裂,在加工硬脆材料时,需要选择适当的刀具材料和刀具形状,并合理控制切削条件。
刀具疲劳是指刀具在长时间切削加工过程中,由于反复的应力加载和释放,导致刀具材料的微观缺陷逐渐积累并扩展,最终引起刀具的断裂。
刀具疲劳主要与刀具材料的韧性和耐疲劳性有关。
高韧性和良好的耐疲劳性能可以延长刀具的使用寿命,而低韧性和差的耐疲劳性能则容易导致刀具的提前失效。
硬脆材料磨削加工机理的理论分析
tr s s bih d,a dtep a t e r t n a df cu eb h vo f h gd b i em tr u y a r s eg al aed s u sd. ei i t l e l a ea s n h ls c d f ma o n i tr e a iro t e r i r d a e a c t b a i r i r i s e i o i a i. t i l b v 1 c Ke wo t : g d b te m t r , y tl r i - r t e a si ila i l n ig dn , pa t eoma o , ls c d fr t n i i f cu e r t r a
性 变形和 断裂行为 。 关键 词 : 脆 材料 , 磨削 , 塑性变形 , 断裂 硬
Th o eialAn l ss o r ig M e h n c fRi i b i l a e as e r tc a y i fG】I I c a is o g d- r t e M t r l i l t i
2 K M ̄s r,M mm e ,A B k e t .Mo ei g f cu e 5 M et J n a k re d l r tr n a
i n na 03 p ri e eno c d a 0 aly u i eb l a t l ri fr e a 6 61 l sn W iul c o g
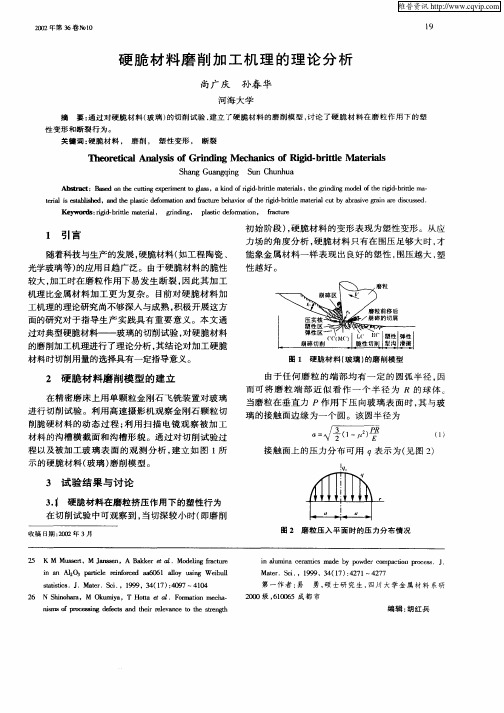
l 引 言
随着科技 与生 产 的发展 , 硬脆材 料 ( 如工 程 陶瓷 、 光学玻 璃 等 ) 的应 用 日趋 广 泛 。由于 硬脆 材 料 的脆性 较大, 加工 时在 磨粒 作 用 下 易 发 生 断 裂 , 此 其加 工 因
机理 比金属 材 料 加工 更 为复 杂 。 目前 对 硬脆 材料 加 工机 理的理 论研究 尚不 够 深入 与成 熟 , 极 开展 这方 积 面 的研 究对 于 指 导生 产 实 践 具 有 重 要 意义 。本 文 通
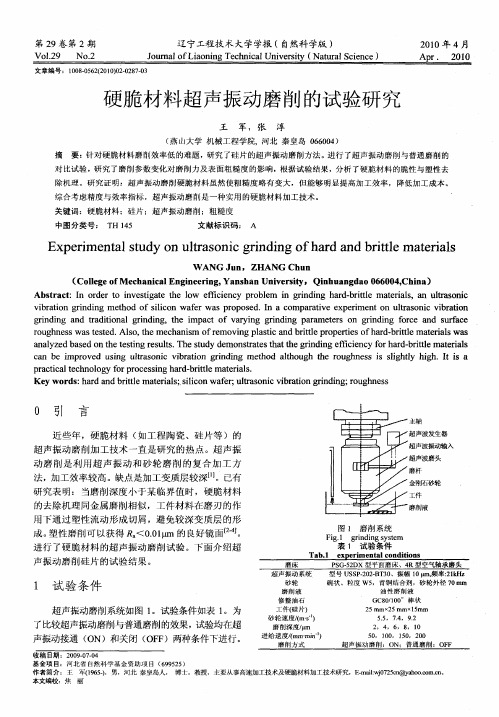
硬脆材料超声振动磨削的试验研究
Vo. 1 29 N o. 2
文章编 号 :1 0 —5 2 2 1 )20 8 — 3 0 80 6 (0 00 —2 70
辽宁工程技术大学学报 ( 自然科学版 )
J un l f a n n c nc l ie s y( tr l ce c o r a o igTe h ia v ri Nau a in e) o Li Un t S
vi r to i di t o f slc n wa e spr p s d.I o a a ie e p rme to ul a o i i r to b ai n grn ng me h d o i o f rwa o o e i n a c mp tv x e r i n n t s n c v b ai n r
引 言
主轴
近 些年 ,硬 脆材 料 ( 如工 程 陶瓷 、硅片 等 )的
超 声振 动磨 削加 工技 术 一直是 研 究 的热 点 。超 声 振
超 声波发生器 超 声波振动输 入
动 磨 削是 利 用 超 声 振 动 和 砂 轮 磨 削 的复 合 加 工 方 法 ,D m效 率较高 。缺 点是加 工变质层 较深 【。已有 i e J J 研 究表 明 :当磨 削深度 小 于某 临界值 时 ,硬脆 材 料
Ab t a t n o d r t n e t ae t e l w f c e c r b e i r d n a d b i l tra s n u ta o i s r c :I r e o iv s g t h o e in y p o lm n g n i g h r — rt e ma e i l,a l s n c i i i t r
c n b mpo e s g ut s ncvbain gidn to l o g eru h esi sg t i . ti a a e i rv d u i l ao i irt n ig me d at u h t o g n s s l hl hg I s n r o r h h h i y h
磨削的工艺特点及其应用
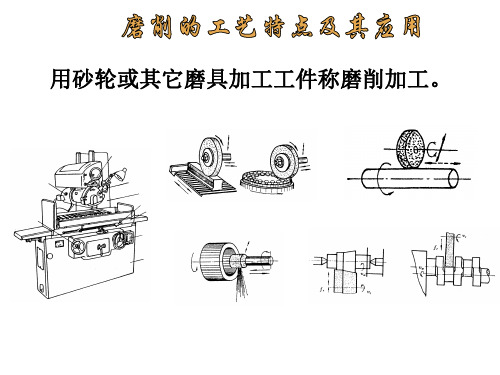
磨粒破碎或整块从砂轮表面脱 落,露出里面新的磨粒,继续 进行磨削
砂轮的这种自行推陈出新,保持“自身锋锐”的性能称为 砂轮的自锐性。
由于砂轮这种自锐性,一方面破碎磨粒会堵塞孔隙,另一 方面随机脱落的磨粒引起砂轮尺寸精度下降,所以,经一段磨 削的砂轮需要重新修整,以保证其加工精度。
三、磨削的加工工艺特点:
①外圆磨削 分为有心磨削和无心磨削 在普通外圆磨床和万能外圆磨床上进行的
外圆柱面的加工是有心磨削。根据磨削运动的 不同,有心磨削分为纵磨法、横磨法、综合磨 法和深磨法。
纵磨法 横磨法 综合磨法 深磨法
进给运动
工件旋转实现周向进给;工作台 往复直线运动实现纵向进给;工 件一次往复行程终了时,砂轮做 周期性的径向进给。
1. 砂轮的特性包括:
1)磨料 目前应用的主要是人造磨料,分为固结磨 具磨料(F系列,表3-1列出了常用磨料A、C、MBD、 CBN)和涂附磨具磨料(P系列)。
2)粒度 反映磨料颗粒大小的程度。粒度号用F+数 字 表示,数字越大颗粒越小。一般情况下,粗磨时选 用颗粒大的磨粒,精磨时选用颗粒较小的磨料。
结合剂:有陶瓷结合剂、树脂结合剂、橡胶结合 剂等。
陶瓷结合剂适用于外圆、内圆、平面和各种成形表 面磨削;树脂结合剂和橡胶结合剂适用于制成各种切 割用的薄片砂轮。
由于磨料、结合剂和制造工艺不同,砂轮性能差别 很大,对磨削效果、生产率和经济性有很大影响。
砂轮的特性是指磨料种类、粒度大小、硬度、结合 剂、结构组织、形状和砂轮尺寸等指标。
滑擦、 摩擦严重,切削热多。 ③砂轮本身传热性能很差,短时间内切削热传不出去 。
由于磨削过程切削温度很高。因此,磨削中应大 量采用切削液。切削液除冷却、润滑作用外,还可以 冲洗砂轮,保证磨削的正常运行,提高砂轮的耐用度 和工件的加工质量。
常见硬质合金材料特点
常见硬质合金材料特点硬质合金,也称为硬质质合金或硬质合金材料,是由坚硬的金属碳化物粒子(通常是钨碳化物WC)嵌入到柔软的金属基体中形成的一种复合材料。
在工业应用中,硬质合金被广泛应用于切削工具、矿山工具、钻头、机械零件等领域。
下面是硬质合金材料的常见特点:1.高硬度:硬质合金具有非常高的硬度,通常在HRA90以上。
这使得硬质合金材料在切削、磨削和磨料加工等方面表现出色。
2.高耐磨性:由于硬质合金的高硬度,它具有良好的耐磨性能。
硬质合金材料可用于制造切削刀具、刨刀、钻头等,能够长时间保持工作表面的锐利度。
3.高强度:硬质合金材料通常具有很高的抗拉强度和抗压强度。
这使得它们在应对高负荷和高压条件下表现出色,在机械零件和重要结构中得到广泛应用。
4.耐腐蚀性:硬质合金材料通常具有较好的耐腐蚀性。
对于一些酸、碱、盐等化学物质的腐蚀,硬质合金材料可以表现出良好的抗蚀性。
5.高温稳定性:硬质合金材料具有很好的高温稳定性,能够在高温环境下长时间使用而不发生软化、熔化等变形。
因此,在高速切削等需要耐高温性能的领域中,硬质合金得到广泛应用。
6.耐冲击性:虽然硬质合金材料非常硬,但其韧性也很好,对于冲击性能良好。
这使得硬质合金材料能够承受一定的冲击负荷,不易断裂。
总体而言,硬质合金材料以其高硬度、高强度、高耐磨性以及耐高温稳定性等特点而受到广泛应用。
在工业生产中,硬质合金材料已经取代了传统的工具钢,成为切削工具、矿山工具、机械零件等领域中的主要材料之一、然而,由于硬质合金材料具有较高的脆性,因此在一些对韧性和抗冲击性要求较高的领域中,仍然需要有其他材料进行替代。
精密研磨与抛光【共22张PPT】
太小时,压力偏差较大,反而易引起平 02粒径的SiO2磨粒有较强的化学活性,研磨量较大。
面度的恶化。而当ξ较大时,只要加工
量少,由于压力偏差较小,初始的平面
度不会产生多大的恶化。
四、平行度和晶体方位误差的修正
平行度的修正研磨是使被加工面与基准平 面的角度误差达到最小值。单面研磨法采用 使工件附加偏心压力。晶体方位误差的修正 加工是以晶格面作参照物进行研磨的。
波效果,利用游离的微细磨粒进行研磨加工,并 晶体方位误差的修正加工是以晶格面作参照物进行研磨的。
6)为提高研磨抛光的效率和研磨表面质量,可在研磨剂中加入一定量的化学活性物质。
抛光的机理:1)以磨粒的微小塑性切削生成切屑,但是它仅利用极少磨粒强制压入产生作用。
对磨粒作用部分所产生的热还有极好的冷却效果, 1)特种玻璃,或用在加工成平面的金属板上涂一层四氟乙烯或镀铅和铟;
使用η 小的研具效果好。使用ξ小的 4)使用金刚石微粉等超硬磨料可获得很高的研磨抛光效率。
p 一部分磨粒由于研磨压力的作用,嵌入研磨盘表面,用露出的尖端刻划工件表面进行微切削加工;
软质磨粒机械抛光(弹性发射加工)
研具能有效地控制平面度的恶化,但ξ 将超精密抛光的研具工作面和工件浸泡在含磨粒的研磨剂中进行,在充足的加工液中,借助水波效果,利用游离的微细磨粒进行研磨加工,并对磨粒作用部分所产生的热还有极好的冷却效果,对研磨时
第2节 精密研磨、抛光的主要工艺因素
加工条件:对残留有裂纹的硬脆材料和不产生裂纹的金属 材料的加工条件不同;
研磨方式:单面研磨和双面研磨; 研磨机:应能均匀地加工工件,研具磨损要小并要求能容易修 整精度;
研具和抛光盘:必须避免因工作面磨损和弹性变形引起精 度下降;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制造工程研究院
3.2单晶硅片磨削特点
• 1、易产生表面/亚表面损伤
单晶硅片磨削过程中的材料主要以微裂 纹扩展和脆性断裂的方式去除,并产生 塑性变形和塑性流动。采用金刚石砂轮 磨削时,磨削表面易产生划痕和微裂纹 等缺陷和损伤,磨削亚表面存在微裂纹、 位错、非晶层、多晶层和残余应力等损 伤。
•
3、磨削表面质量不易保证
磨削单晶硅片能获得较高的加工精度, 但磨削表面会留下明显的“磨纹” (Grinding Marks)。单晶硅片磨削表 面的磨纹不仅影响硅片表面的纳米形貌 和粗糙度,而且会影响硅片的强度。
2、磨削力比大、砂轮磨削比小
金刚石砂轮磨削单晶硅片时,磨削力比 大,要求超精密磨削的砂轮主轴必须具 有较高刚度。为了减小单晶硅片磨削亚 表面损伤,大多采用硬度较软的树脂结 合剂和陶瓷结合剂金刚石砂轮,因而砂 轮磨削比小。
3.1单晶硅的材料特性
•
•
单晶硅的晶体结构
金刚石IV型结构,由同种元素的两套面心立 方体晶格套构而成。单晶硅片是集成电路 (IC)制造中最重要的衬底材料
•
单晶硅片最易劈开面
从晶体结构上看,单晶硅表现出各向异性,经 常裂开的面称为最易裂开面。 {111}晶面的原子排列最密集,面间距最大, 键密度最小,有最小的破裂韧性,面间结合 力最弱,受力最容易裂开。
•
•
二.工程陶瓷的磨削
1工程陶瓷概述
2典型的类型 点击添加文本
3工程陶瓷的 磨削特点
4两个物理模型
点击添加文本
5工程陶瓷磨削 材料去除方式
6陶瓷磨削力特点
研究院
2.1.工程陶瓷概述
• 工程陶瓷材料优点:高强度、高硬度、低密度、低膨胀系数、以及耐 磨、隔热等。 • 1. 成型工艺(多为热压、烧结)和晶体结构(离子键和共价键)决定 了它具有高脆性、低断裂韧性以及弹性极限与强度非常接近的特点 • 2. 显微组织具有不均匀性和复杂性,这是因为热压、烧结过程中,各 相的含量、分布不均匀,烧制成型后物理机械性能很难通过加工方法 改变。
比磨削 能组成
显微塑性变形剪切能
磨粒与磨屑摩擦功
比磨削能: 金属材料>陶瓷材料
Si2N3 > Al2O3
制造工程研究院
2.7工程陶瓷ELID镜面磨削
• 在线电解修整(ELID)镜面磨削技术可以 • 保证金属结合剂超硬磨料砂轮始终保持 锐利状态,不会产生切削堵塞砂轮现象, 从而可以采用微细、超细超硬磨料砂轮 ELID镜面磨削原理
2. LED衬底
衬底材料要求:与外延膜的结构、热膨胀系数 、化学稳定性匹配 优点1.稳定性很好,能够运用在高温生长过程 2.机械强度高,易于处理和清洗。 缺点1.晶格失配和热应力失配 2.硬度高,工艺复杂
满足基本要求: (1) 机械强度高 (2) 热稳定性好 (3) 化学稳定性好(4) 高光学透射率 (5) 良好光学特性 (6) 能满足大尺寸的窗口要求
•
硅片旋转磨削与转台式磨削相比具 有以下优点:①单次单片磨削,可加 工Φ300mm以上的大尺寸硅片;②实 际磨削区面积B和切入角θ定,磨削 力相对稳定;
•
③通过调整砂轮转和硅片转轴之间 的倾角可实现单晶硅片而型的主动 控制,获得较好的面型精度。
2.砂轮磨耗量大, 加工成本高 工程陶瓷是靠脆性龟裂破坏 产生微细粉末状切屑而去除 的,粉末状切屑很容易磨损 磨具上的结合剂,导致磨粒 脱落,从而造成超硬磨料磨 具的磨耗严重
4.磨削生产率低 由于工程陶瓷的韧性不足, 而且磨削抗力很大,使得磨 削加工层的厚度受到特定条 件的约束,加之优良的磨削 性,造成了工程陶瓷材料的 切削加工性很差,生产效率低。
•
4、磨削的单晶硅片易产生变形和 碎裂
在磨削加工过程中单晶硅片亚表面会产 生残余应力,易引起大直径薄硅片的翘 曲或弯曲变形,尤其是引起背面减薄硅 片的严重变形,使硅片自动输运困难, 很容易产生破碎。
制造工程研究院
3.3单晶硅片的磨削技术
• 1、转台式磨削 硅片分别固定于旋转台的吸盘上,在转 台的带动下同步旋转,硅片本身并不绕 其轴心转动;砂轮高速旋转的同时沿轴向 进给,砂轮直径大于硅片直径。 • 不足:磨削加工中实际磨削区面积B和 切入角θ均随着砂轮切入位置的变化而 变化,导致磨削力不恒定,难以获得理 想的面型精度,并容易产生塌边、崩边 等缺陷
3.3单晶硅片的磨削技术
• 2、硅片旋转磨削 原理:吸附在工作台上的单晶硅片和杯 型金刚石砂轮绕各自轴线旋转,砂轮同 时沿轴向连续进给。其中,砂轮直径大 于被加工硅片直径,其圆周经过硅片中 心。为了减小磨削力和减少磨削热,通 常把真空吸盘修整成中凸或中凹形状或 调整砂轮主轴与吸盘主轴轴线的夹角, 保证砂轮和硅片之间实现半接触磨削。
制造工程研究院
2.5工程陶瓷磨削材料去除方式
脆性断裂去除 粉末化去除 塑性变形去除
当磨削多晶结构陶瓷时,材料 去除主要以脆性断裂方式完成。 在磨削过程中,单个超硬磨粒 与陶瓷工件的接触会产生一 个含有分布状晶界微裂纹的损 伤区,此时材料的去除则是通 过单个颗粒从这些晶界微破碎 处的错位方式来完成。
主要晶向指数和晶面指数如下图所示。
目前,半导体工业最常用的单晶硅片为 (111)晶面及(100)晶面。
(100)面与(111)面在54°74’相交,从 而沿54°74’方向裂开。 (111)面与另一个(111)面簇相交成 70°54’,则易沿70°54’方向裂开。
制造工程研究院
3.1单晶硅的材料特性
制造工程研究院
2.2典型的工程陶瓷类型
• 1.氧化铝(Al2O3)陶瓷 • 用量最大,用途最广,价格低 廉,硬度高(97HRA),高温 1200℃仍为80HRA,主要用来制 作刀具,内燃机火花塞,密封环等。 3.氮化硅(Si2N3 )陶瓷 有三个共有电子对Si-N键,有很 高的弹性模量,高温力学性能稳定, 摩擦系数低,可用做蜗轮转子、汽 缸体和活塞及阀门等零件。
制造工程研究院
硬脆材料的磨削特点
汇报人: 小组成员: 指导老师:
目 录 Contents
1.前言
01 03
2.工程陶瓷磨削特点
02 04
3.硅片磨削特点
4.石材的磨削特点
制造工程研究院
一、前言
• 硬脆材料特点:硬度高,脆性大, 断裂韧性低,材料的弹性极限和强 度非常接近,其往往是非金属。 硬度高的材料通常都具有很高的脆 性,这是因为越硬的材料在力的作 用下越不容易发生变形,施加过大 的能量容易引起材料的断裂。 脆性:材料受到外力达到一定程度 后突然破坏,破坏时无明显的塑性 变形的特征。 硬度:一种物质刻划另一种物体的 难易程度。在1822年莫尔提出了测 量硬度的常见矿物表: • 10 钻石 9 金 8 水晶 7 石英 6 正长石 5 磷灰石 4 氟石 3 方解 石 2 石膏石 1 滑石 • 硬脆性材料的物理机械性能与金属 材料有较大的差异,加工时表面容 易产生裂纹,表面破损等,因此展 开对它的加工技术的研究具有重要 的意义。
2.氧化锆( ZrO2)陶瓷 稳定ZrO2陶瓷的质量热容和热 导率小,是理想的高温隔热材料, 可以用做高温炉内衬和各种热涂层。 部分稳定ZrO2陶瓷热膨胀系数 比较大,比较容易与金属匹配,常 在陶瓷发动机中用于制作汽缸内壁、 活塞
4.铁氧体材料 由铁离子、阳离子和其他金属 离子组成的复合氧化物,分为软磁、 硬磁、旋磁、矩磁、压磁铁氧体, 硬度大、脆性大、气孔多、导热系 数小,温度骤变易炸裂,主要用于 通信等行业
• •
Fe元素被离子化后在碱性冷却液中最终 生成氧化铁薄膜粘附砂轮表面,随着磨 削的进行又逐渐剥落。 应控制磨粒脱落速度小于结合剂电解蚀 速度以保证砂轮表面始终有相当多的磨 粒参与磨削。
制造工程研究院
2.8蓝宝石的性能及应用
• 1.六方晶系简介
• • • 根据六方晶系 的对称特点, 对六方晶系采 用a1,a2,a3,c 四个晶轴。 • 纯氧化铝结晶——透明无色 Ti3+、Fe3+——蓝色蓝宝石 Cr3+——红宝石 Ni3+——黄色蓝宝石。
3.蓝宝石晶面
2.蓝宝石分子结构
C型切面的蓝宝石基底 ——衬底材料 A型基底产生统一的电容率/介质 ——高温超导材料 R型基底生长的不同沉积的硅料外延长晶 ——微电子集成电路。
制造工程研究院
蓝宝石的性能及应用
蓝宝石的主要应用领域
1.窗口材料
红外技术是现代战争中很重要的战略和战术手段, 而红外窗口和整流罩是红外技术的关键部件, 既 要保证光电传感器的光学性能, 以确保其红外成 像质量; 又要保护红外传感器及其光电装置不被 外界环境损伤红外窗口和整流罩通常在恶劣环境 中工作, 经受热冲击、 风沙和雨雪的撞击, 海水腐蚀
制造工程研究院
2.3工程陶瓷的磨削特点
1.磨削力比很大、
磨削比小 3.表面质量 工程陶瓷对切削力和切削热都 不易控制 十分敏感。在磨削过程中,磨 粒切入工件产生的压应力和摩 擦热会使磨粒下方的材料产生 局部塑性流动,在已加工表面 上形成变形层
工程陶瓷材料的硬度很高, 表现出了优良的耐磨性和 抗力,其磨削法向力与切向 力之比Fn/Ft很大,约为 10~40 。
磊晶:在半导体 器件制造过程中 在原有晶片上长 出新结晶,以制 成新半导体层的 技术。
蓝宝石外延层上表面制作的n型和p型电极
三.硅片的磨削
1单晶硅的 材料特性
2单晶硅片 磨削特点
3.单晶硅片 磨削技术
5硅片表面 4.超精密磨削硅 2单晶硅片 的磨削纹 片的材料去除机理 磨削特点 理
制造工程研究院
制造工程研究院
2.4磨削的两个物理模型
(1)压痕断裂力学模型:通常认为工 程陶瓷等硬脆材料在机械加工和使用中 产生的表面缺陷与压痕有着极强的相似 性。 中央/径向裂纹通常会导致材料强 度降低,横向裂纹引起材料的去除。