5.3 激光MIG复合焊接系统介绍讲解
5.3 激光MIG复合焊接系统介绍讲解

9/30/2018
4. 作业思考题
(1)激光-MIG复合焊系统主要包括哪几部分? (2)激光-MIG复合焊系统操作过程中激光器和水冷系统的
开启顺序是什么?
9/30/2018
9/30/2018
图1 激光-MIG复合焊接系统 (长春工程学院)
(1)2kw 光纤激光器:作用是产生焊接的激光器束
(2)水冷机组:冷却激光器和激光焊枪
9/30/2018
图2 激光-MIG复合焊系统中的光纤激光器和水冷机组
(1)福尼斯MIG焊机:作用是产生熔化极电弧
(2)库卡机械手:作用是按指定程序带动集成焊枪运动
9/30/2018
1. 教学目标
了解激光-MIG复合焊接系统的构成和设备的基本操作方 法,熟悉激光电弧复合焊的工艺过程。
9/30/2018
2.激光-MIG复合焊接系统
2.1 激光-MIG焊接系统介绍
图1给出的是辽宁鞍山煜宸科技有限公司生产的激光-MIG复合焊接系统,包
括激光器、MIG焊机、机械手、工作台、控制系统和观察系统等五部分。
图3 激光-MIG复合焊系统中的MIG焊机和机械手
9/30/2018
(1)在线操作系统:设置调整参数
(2)观察控制系统:监控焊接过程
图4 激光-MIG复合焊系统中的操作系统和观察控制系统
9/30/2018
(1)激光焊枪和MIG焊枪
(2)堆焊的试样
图4 激光-MIG复合焊集成焊枪和堆焊试样
9/30/2018
激光器冷却水电焊机气瓶空气泵plc控制柜和总电源22激光mig焊接系统操作方法激光mig复合焊系统的基本操作方法472019小结本次课介绍了鞍山煜宸科技有限公司推出的典型激光mig复合焊系统的组成各部分的作用和基本操作方法及注意事项
激光-MIG复合焊接技术

02
激光-MIG复合焊接技术 优势
高效率
01
激光-MIG复合焊接技术通过结合 激光的高能量密度和MIG焊接的 填充特性,实现了快速、高效的 焊接过程。
02
与传统的焊接方法相比,激光MIG复合焊接技术能够显著减少 焊接时间和成本,提高生产效率 。
高质量
激光-MIG复合焊接技术能够获得具 有优异力学性能和美观外观的焊接接 头,如高强度、高致密性和低变形等 。
05
激光-MIG复合焊接技术 未来发展展望
技术创新
激光与MIG焊接工艺的优化
通过改进激光与MIG焊接的工艺参数,提高焊接质量和效率,降低生产成本。
新型激光器与MIG焊机的研发
研发更高功率、更稳定、更可靠的激光器和MIG焊机,以满足更广泛的应用需求。
智能化与自动化焊接系统的研发
利用先进的传感器、控制系统和人工智能技术,实现焊接过程的智能化和自动化,提高焊 接质量和效率。
1 2 3
激光与电弧的相互作用机制
激光与电弧在复合焊接过程中如何相互影响,提 高焊接效率和质量,是亟待解决的关键问题。
焊接过程的稳定性
激光和电弧的协同作用导致焊接过程变得更加复 杂,如何保持焊接过程的稳定性和一致性是一个 挑战。
高效能量传输与控制
如何实现激光和电弧的高效能量传输与控制,以 获得更好的焊接效果,是另一个需要克服的技术 瓶颈。
THANKS FOR WATCHING
感谢您的观看
市场前景
市场需求增长
随着制造业的发展和技术的进步, 激光-MIG复合焊接技术的应用领 域不断扩大,市场需求也将持续 增长。
技术竞争加剧
随着激光-MIG复合焊接技术的不 断发展和应用拓展,技术竞争将 更加激烈,企业需要不断提高技 术水平和创新能力,以保持竞争 优势。
mig焊_精品文档

MIG焊MIG焊(Metal Inert Gas Welding)是一种常见的焊接方法,也被称为气体保护焊接。
它是一种半自动或全自动的焊接过程,常用于金属材料的连接和修复。
本文将详细介绍MIG焊的原理、设备和操作步骤。
原理MIG焊使用电弧加热金属,以将作为填充材料的焊丝融化。
电弧的热量会熔化被焊接金属的表面,同时焊丝也会融化并与被焊接材料融合。
在焊接过程中,还会通过使用称为惰性气体的保护气体来防止氧气和其他杂质进入焊接区域,以防止产生氧化、脱氢等缺陷。
设备进行MIG焊接需要一些基本设备:1.MIG焊机:用于提供所需的电力和电弧。
根据需要可以选择半自动或全自动的MIG焊机。
2.气瓶:用于提供保护气体,常见的保护气体有二氧化碳(CO2)和混合气体。
3.焊枪:用于将电弧和填丝器传送到焊接区域。
4.焊丝:作为填充材料,根据金属材料的种类和要求选择适当的焊丝。
5.电源连接线:用于将焊机与电源连接。
6.保护设备:包括焊接手套、面罩、防护衣等,以确保焊接过程的安全性。
操作步骤以下是进行MIG焊接的基本操作步骤:1.准备工作:确保焊接区域清洁,去除杂质和氧化物。
清洁后,根据金属材料的种类和要求选择适当的焊丝。
2.安装焊丝:将焊丝装入焊机的焊丝卷盘或喂丝器,并通过焊枪导引焊丝到焊接区域。
3.设置电流和电压:根据金属材料的类型和规格,设置适当的焊接电流和电压。
4.连接气源:将气瓶连接到焊机,并确保气体流动正常。
5.调整保护气体流量:根据焊接要求调整保护气体的流量,以确保焊接区域获得足够的保护。
6.焊接操作:握紧焊枪,调整焊枪角度,接触工件表面,并按下电流开关开始焊接。
焊接过程中保持焊枪的稳定性,沿着焊接线路保持恒定的速度前进。
7.焊后处理:焊接完成后,将焊接点冷却,并根据需要进行表面清理和修整。
总结MIG焊作为一种常见的焊接方法,具有诸多优点,如焊接速度快、操作简便、焊接质量高等。
通过仔细了解MIG焊的原理、使用正确的设备和遵循正确的操作步骤,可以获得满意的焊接结果。
激光mig复合焊设备工艺

激光MIG复合焊设备工艺是一种将激光焊接技术与MIG焊接技术相结合的焊接工艺。
其工艺流程如下:
1. 准备工作:首先需要准备好焊接材料和设备,包括激光MIG焊机、焊接电源、焊丝、气体等。
2. 设定参数:根据焊接材料的种类和厚度,设定合适的焊接参数,包括焊接电流、电压、送丝速度等。
3. 准备焊缝:将待焊接的工件进行清洁和准备,确保焊缝的质量和表面光洁度。
4. 开始焊接:将焊丝装入焊枪,点亮激光MIG焊机,开始进行焊接。
焊丝通过焊枪送入焊接区域,同时激光束照射在焊接区域上,激光束的能量使焊缝迅速加热并熔化。
5. 控制焊接过程:在焊接过程中,需要控制焊接速度、焊接电流和电压等参数,以确保焊接质量和稳定性。
6. 完成焊接:焊接完成后,需要进行冷却处理,防止焊接区域产生过热和变形。
7. 检验和修整:对焊接区域进行检验和修整,确保焊缝的质量和外观。
激光MIG复合焊设备工艺的优点是焊接速度快、热输入小、焊缝质量高、变形小等,适用于焊接厚度较薄的材料和对焊缝质量要求较高的工件。
激光—MIG 复合焊接技术
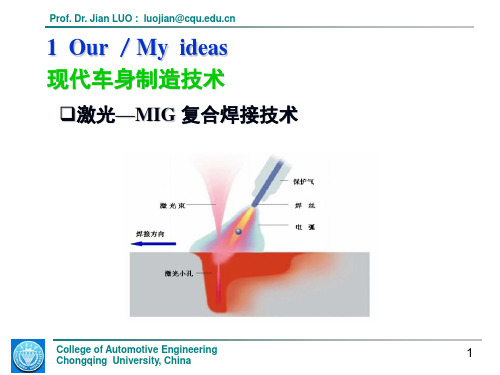
种焊接方法依次作用,而 是两种焊接方法同时作用 于焊接区。激光和电弧在 不同程度和形式上影响复 合焊接的性能。
College of Automotive Engineering Chongqing University, China
4
Prof. Dr. Jian LUO : luojian@
College of Automotive Engineering Chongqing University, China
13
College of Automotive Engineering Chongqing University, China
11
Prof. Dr. Jian LUO : luojian@
结束语
激光-MIG复合焊技术为汽车工业提供了一种全新的焊接 技术,它具有宽广的应用范围和高效的特性,同时减少投 资成本、缩短了生产时间、节约了生产成本和提高生产率, 具有更强的竞争力。此 外,激光复合焊两个电 弧相互作用,大幅提高 了焊接效率,焊接适用 性更广泛。
College of Automotive Engineering Chongqing University, China
9
Prof. Dr. Jian LUO : luojian@
在汽车工业中的应用
以VW Phaeton(辉腾)的车门焊接为例:为了在保证强度的同时又减 轻车门的重量,大众公司采用冲压、铸件和挤压成形的铝件。车门的焊缝 总长4980mm,现在的工艺是7条MIG焊缝(总长380mm),11条激光焊缝(总长 1030mm),48条激光-MIG复合焊缝(总长3570mm)。
College of Automotive Engineering Chongqing University, China
【涨知识】激光电弧复合焊接技术
【涨知识】激光电弧复合焊接技术长期以来,激光焊接和电弧焊接两种工艺由于能源传输的物理过程和能源流动的方式不同,都有其各自的特殊应用领域。
激光焊接工艺的热影响区非常窄,焊缝的深宽比也很高,具有较高的焊接速度,但由于焦点直径很小,所以焊缝桥接能力很差。
电弧焊工艺能源密度较低,但可以在表面形成较大的聚焦点,缺点是工艺速度较慢。
如果将这两种工艺结合起来,结果会怎样呢?事实证明,两种工艺的混合焊接工艺可以获得非常好的综合效应,在焊接质量、生产工程和生产成本等方面都有明显的优势,因此在汽车工业中得到了广泛应用。
激光复合焊开发早在20世纪70年代,将激光光束和焊接电弧融合到一起形成焊接工艺的方法就已经为人知晓,但是,此后很长一段时间,人们并没有对这种工艺进行进一步研发。
不过,最近研究人员又开始把目光转向这种工艺,试图再将电弧焊接的优势与激光焊接的优势结合起来,形成一种混合型的焊接工艺。
在早些时候,激光器是否适合工业使用尚待证明,而今天,在许多生产企业里,激光器几乎已经成为一种标准设备。
将激光焊接工艺与另外一种焊接工艺相结合,被称为“激光混合焊接工艺”,即激光束和电弧同时在一个焊接区域内起作用,二者相互影响、相互支持。
激光焊接不仅需要强大的激光功率,而且还需要高质量的激光束,这样才能获得理想的“深焊缝效应”。
例如大众汽车公司目前正在进行的项目就使用灯泵浦固体激光器,激光光束的功率为4kW,激光通过水冷600mm玻璃纤维进行传输,激光束通过焦距为200mm/220mm的调焦模块投射到待焊工件上。
激光电弧混合焊接工艺是将激光焊与电弧焊这两种焊接工艺有机地结合起来,从而获得了优良的综合性能,提高了效率/成本比。
如1.5mm+2.0mm AlMgSi1接头激光混合焊接的焊接速度可以达到8.1m/min,并且只需使用4kW的固体激光源。
当利用激光混合焊接工艺焊接金属工件时,钕钇铝石榴石激光束进行聚焦后获得强度为106W/mm2 的光束。
激光复合焊

激光复合焊激光焊的焊接原理[4]:激光焊接是将高强度的激光束辐射至金属表面。
通过激光与金属的相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶形成焊接。
1.1 热传导焊接当激光照射在材料表面时,一部分激光被反射。
一部分被材料吸收,将光能转化为热能而加热熔化,材料表面层的热以热传导的方式继续向材料深处传递,最后将炳焊件熔接在一起。
1.2 激光深熔焊当功率密度比较大的激光束照射到材料表面时,材料吸收光能转化为热能,材料被加热熔化至汽化,产生大量的金属蒸汽,在蒸汽退出表面时产生的反作用力下,使熔化的金属液体向四周排挤,形成凹坑,随着激光的继续照射。
凹坑穿人更深。
当激光停止照射后。
凹坑周边的熔液回流。
冷却凝固后将两焊件焊接在一起。
激光复合焊的分类[2]:有百瓦级/千瓦级/万瓦极激光电弧复合焊,激光等离子复合焊,和感应热源复合焊。
特点:(1)百瓦级/千瓦级/万瓦极激光电弧复合焊电弧能够增加激光的作用,可以高速焊薄板,增加熔深,改善焊缝成形,获得优质接头,缓和母材端面接口焊接精度;千瓦级还可以调整焊缝成分,消除焊缝凹陷;万瓦级除以上特点外,还有难实现全位置柔性焊,设备投资大,主要用于厚板焊接。
(2)激光等离子复合焊等离子弧具有刚性好、温度高、方向性好、电弧易引燃等优点,非常有利于进行复合热源焊接。
(3)感应热源复合焊主要用于管子焊接。
激光-电弧复合热源焊接是将电弧与较小功率的激光配合一起从而获得大熔深的焊接方法。
它是将两种物理性质、能量传输机制截然不同的热源复合在一起,共同作用于工件表面,从而实现对工件进行加热完成焊接的过程。
采用激光+ 电弧的复合方式可以充分地发挥两种热源的优势,弥补双方的不足,是一种新型、优质、高效、节能的焊接方法。
在同等条件下,激光-电弧复合焊比单一的激光焊或电弧焊具有更强的适应性,焊缝的成型性更好[3]。
优点:(1)提高了焊接接头的适应性。
(2) 增加了焊缝的熔深。
(3) 改善焊缝质量,减少焊接缺陷。
激光复合焊
激光复合焊激光复合焊工艺在造船厂的应用在金属连接技术工艺里一方面要求焊接速度高变形小,另一方面要有很好的焊缝搭桥能力,而传统单一的激光焊接工艺是不可能解决上述问题的。
本文主要介绍激光--MIG复合焊相对与其他焊接技术的优势及其在船舶工业的应用,这是一种高质高效、新型的焊接方法。
前言随着焊接技术的不断研究和创新,一种高质高效的焊接技术在船舶工业的制造的领域中得到不断的应用,这是一种新型的,特殊的焊接方法--激光-- MIG 复合焊。
我们知道在金属连接技术工艺里一方面要求焊接速度高变形小,另一方面要有很好的焊缝搭桥能力。
大家知道传统单一的激光焊接工艺是不可能解决上述问题的。
毋庸质疑激光焊和熔化极气体保护焊工艺的开发应用已经有着很长的时间了并且它们在材料连接技术里有着广泛的应用领域。
激光复合焊就是将这两种焊接技术(激光焊接和电弧焊接)有机的结合起来,从而获得了优良的综合性能,在提高焊接质量和生产工艺性的同时,改善了成本效益比。
目前,激光复合焊已在船舶工业上取得了令人瞩目的成绩,并且这种技术的经济性也是非常诱人的。
尤其重要的是,激光复合焊的焊接精度高,可以获得非常好的机械/工艺性能。
复合焊的激光电源可以选配不同的激光源,目前主要研究的是将:CO 2 激光,YAG激光,光纤激光与GMAW工艺的复合。
怎样使用焊缝跟踪系统的激光复合焊小车,进行长焊缝的焊接,被提到研究日程。
1、简介优质高效,低变形和易实现自动化装配,激光焊在钢结构件的焊接上具有广阔的前景。
激光电弧复合焊接技术可提高焊缝搭桥能力,则对间隙较大时的焊接有着重大的意义。
激光焊和熔化极气体保护焊工艺的开发应用已经有着很长的时间了,在工业领域和材料连接技术领域已被广泛的应用,两种焊接方法因能量传输到工件的过程和能流的形成都有有所不同,使其形成了各自特定的应用领域。
激光束焊通过光纤将能量从激光发射器传输到工件上。
而电弧焊则利用大电流,通过电弧弧柱传输能量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9/30/2018
图1 激光-MIG复合焊接系统 (长春工程学院)
(1)2kw 光纤激光器:作用是产生焊接的激光器束
(2)水冷机组:冷却激光器和激光焊枪
9/30/2018
图2 激光-MIG复合焊系统中的光纤激光器和水冷机组
(1)福尼斯MIG焊机:作用是产生熔化极电弧
9/30/2018
3. 小结
本次课介绍了鞍山煜宸科技有限公司推出的典型激光MIG复合焊系统的组成、各部分的作用和基本操作方法及注 意事项。
9/30/2018
4. 作业思考题
(1)激光-MIG复合焊系统主要包括哪几部分? (2)激光-MIG复合焊系统操作过程中激光器和水冷系统的
开启顺序是什么?
9/30/2018
图4 激光-MIG复合焊集成焊枪和堆焊试样
9/30/2018
2.2 激光-MIG焊接系统操作方法
开机步骤: PLC控制柜、冷却水、激光器、电焊机、气 瓶和空气泵。需要注意的是冷却水系统一 定要在激光器开启之前打开。 关机步骤:激光器、冷却水、电焊机、气 瓶、空气泵、PLC控制柜和总电源
图5 激光-MIG复合焊系统的基本操作方法
(2)库卡机械手:作用是按指定程序带动集成焊枪运动
图3 激光-MIG复合焊系统中的MIG焊机和机械手
9/30/2018
(1)在线操作系统:设置调整参数
(2)观察控制系统:监控焊接过程
图4 激光-MIG复合焊系统中的操作系统和观察控制系统
9/30/2018
(1)激光焊枪和MIG焊枪
(2)堆焊的试样
激光-MIG复合焊接系统介绍
Байду номын сангаас
课程名称:激光焊接工艺实践 承担单位:浙江工贸职业技术学院
9/30/2018
1. 教学目标
了解激光-MIG复合焊接系统的构成和设备的基本操作方 法,熟悉激光电弧复合焊的工艺过程。
9/30/2018
2.激光-MIG复合焊接系统
2.1 激光-MIG焊接系统介绍
图1给出的是辽宁鞍山煜宸科技有限公司生产的激光-MIG复合焊接系统,包