GBT 12459-2017 钢制对焊管件 I,II系列
钢配件管材技术标准

钢配件管材技术标准
钢配件和管材的技术标准是指用于确定其材质质量、制造工艺和检验方法等方面的规定和标准。
下面简要介绍一下常见的钢配件和管材技术标准:
1.GB/T12459-2005钢制对焊法兰
该标准是中国工业标准,适用于DN15~DN2000mm,PN0.25~
PN42.0MPa的钢制对焊法兰的设计、制造和检验等方面。
2.ASTM A234-2007钢制管件
该标准是美国材料和试验协会(ASTM)的标准,适用于碳素钢、合金钢和不锈钢管件的设计和制造等方面。
3.JIS G3452-2004碳素钢管
该标准是日本工业标准,适用于冷拔或热轧碳素钢焊接、无缝管,主要用于输送液体、气体等。
4.EN 10216-2-2002合金钢无缝压力管
该标准是欧洲标准,适用于用于高温和高压下的液态或气态介质的合金钢无缝压力管的制造和供应等方面。
5.ASME B1
6.9-2018工厂制造的钢制管件
该标准是美国机械工程师协会(ASME)的标准,适用于高压和高温环境下的碳素钢、合金钢和不锈钢工厂制造的管件的制造等方面。
总之,钢配件和管材技术标准应该根据实际应用情况选择,确保安全可靠。
钢制对焊管件国家标准浅析

标准解读I Standards Interpretation 钢制对焊管件国家标准浅析邵阳纺织机械有限责任公司□唐接莲摘要钢制对焊管件(简称管件)在工程技术中的应用非常广泛,目前,我国大部分使用的是国家标准的管件,因此,浅析管件标准GB/T12459和GB/T13401的新旧代换,不仅有助于新旧标准的学习探究,而且有利于实际应用中管件的新旧代换。
关键词钢制对焊管件钢制对焊无缝管件钢制对焊焊接管件纵向焊缝材料牌号材料等级1钢制对焊管件的类别钢制对焊管件(简称管件)分为钢制对焊无缝管件(简称无缝管件)和钢制对焊焊接管件(简称焊接管件)两大类别。
1)无缝管件,指的是由无缝钢管或钢棒制造的无焊缝的管件;2)焊接管件,指的是由钢板制造的有纵向焊缝的管件,曾用名为钢板制对焊管件和钢板制焊接管件。
2管件标准GB/T12459和GB/T13401的新旧代换及现行标准介绍(1)无缝管件和焊接管件新旧标准代换无缝管件和焊接管件分别对应的新旧标准代换见表1。
2017版新标准GB/T12459—2017、GB/T13401—2017为现行标准,为第二版旧标准的交叉合并。
方的权利、责任和义务;s)批准、保持、延续、扩大、缩小、暂停和撤销认证证书的基本条件:包括在暂停、撤销或终止认证证书时做出停止广告宣传、交回认证文件以及采取其他措施的要求。
t)客户投诉记录的核实方式(如方案中有核实要求);u)客户在宣传材料中引用方案的方式;v)方案所有者和认证机构记录保存期限。
5)方案的保持和改进a)方案实施的评审方案所有者应建立程序,对方案的实施进行周期性评审,以确保方案的有效性和识别需改进之处,并要考虑利益相关方的反馈意见。
评审应确保方案要求能够以—致的方式实施。
b)规定要求的变更方案所有者应跟踪方案中使用的标准和其他规范性文件的制定情况。
当这些文件发生变更时,方案所有者应通过相关程序对方案做必要的修订(如规定过渡期),并要求认证机构、客户以及必要相关方予以变更。
燃气管道工程施工管理与质量控制

燃气管道工程施工管理与质量控制摘要:天然气是我国日常生活中的必备能源之一,需求量呈现逐年增加趋势。
为了保障管网末端居民用户的燃气正常使用以及解决部分区域用气负荷陡增的问题,城燃企业采取了管网压力逐步区域升压的举措,管网压力级制的调增,对管网的运营维护以及新建的燃气管道工程都提出了更高的要求,为了进一步提升燃气管道工程质量,采取全面品质管理措施,从设计环节的合理行、材料质量的合格性、施工过程的合规性多方面把控,从而实现燃气管道工程施工质量管控。
关键词:燃气管道;施工管理;质量控制引言大力推广使用天然气是当前城市发展的大势所趋,天然气作为清洁能源,是当前节能降耗重要手段。
伴随天然气利用不断发展,燃气管道建设逐渐增多,不过由于受到多种因素的影响,使得燃气管道存在一定的质量隐患。
相关部门要针对现在存在的燃气管道质量问题提出可行的方案。
1燃气管道工程施工特点1.1工程质量要求高由于城镇燃气管道工程施工工程量零散,施工条件复杂、市政管网交叉施工难度大,在实际施工中每一个阶段受到的影响都存在差异,导致了整个工程的施工质量管理难度大。
1.2工程影响因素多第一,地下管线缺乏规范管理,各种管线错综复杂,交织在一起,一旦燃气泄露,会引发爆炸,影响其他管道线路的使用,影响居民的正常生活。
第二,目前城市管线普遍采用非开挖方式铺设,对管线准确埋深要求越来越高,然而城镇燃气管道大多采用PE材质进行非开挖敷设,一般情况下难以定位。
2燃气管道工程施工管理与质量控制优化策略2.1材料进场检验燃气钢管应符合《石油天然气工业管线输送系统用钢管》(GB/T9711—2011)和《输送流体用无缝钢管》(《GB/T8163—2018)要求。
钢制管件应符合《钢制对焊无缝管件类型与参数》(GB/T12459—2017)和《大直径钢制管法兰》(GB/T13402—2010)要求,且法兰、垫片、紧固件应与法兰配套使用。
钢制异径接头、咋平封头和凸性封头质量应满足《压力容器第2部分:材料》(GB/T150.2—2011)要求。
油田管线切改监理质量控制要点
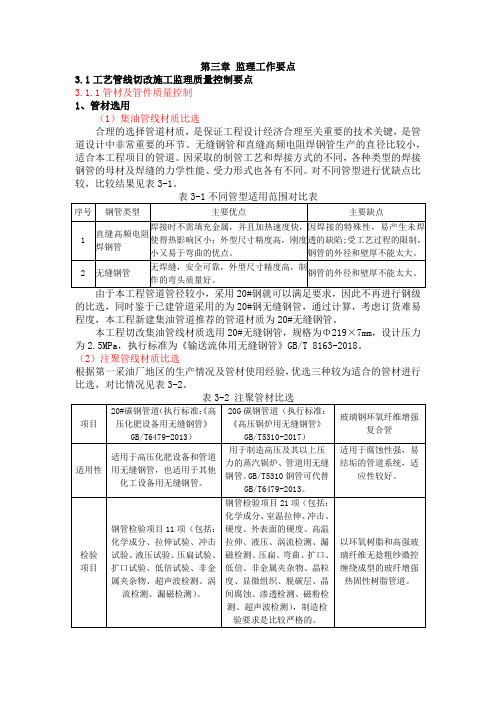
第三章监理工作要点3.1工艺管线切改施工监理质量控制要点3.1.1管材及管件质量控制1、管材选用(1)集油管线材质比选合理的选择管道材质,是保证工程设计经济合理至关重要的技术关键,是管道设计中非常重要的环节。
无缝钢管和直缝高频电阻焊钢管生产的直径比较小,适合本工程项目的管道。
因采取的制管工艺和焊接方式的不同,各种类型的焊接钢管的母材及焊缝的力学性能、受力形式也各有不同。
对不同管型进行优缺点比较,比较结果见表3-1。
的比选,同时鉴于已建管道采用的为20#钢无缝钢管,通过计算,考虑订货难易程度,本工程新建集油管道推荐的管道材质为20#无缝钢管。
本工程切改集油管线材质选用20#无缝钢管,规格为Φ219×7mm,设计压力为2.5MPa,执行标准为《输送流体用无缝钢管》GB/T 8163-2018。
(2)注聚管线材质比选根据第一采油厂地区的生产情况及管材使用经验,优选三种较为适合的管材进行比选,对比情况见表3-2。
化度高、土壤和输送介质对于钢质管道的腐蚀速率高,以及注聚运行压力高等因素,建议本工程新建注聚管道选用20G无缝钢管,执行标准:《高压锅炉用无缝钢管》GB/T5310-2017。
本工程注聚管道采用20G无缝钢管,规格为Φ76×9mm,设计压力16MPa。
执行标准《高压锅炉用无缝钢管》GB/T 5310-2017。
2、管件弯头、三通等管件执行标准为《钢制对焊管件类型与参数》GB/T 12459-2017,集油管线弯头的曲率半径为R=1.5D,注聚管线弯头的曲率半径为R=2.5D,集油、注聚管道材质同主管材一致。
3、阀门(1)新建闸阀选用国标阀门。
介质设计温度-20℃<T<100℃时,选用常温阀门。
(2)所有阀门均由供货商提供配对法兰、螺栓、螺母及垫片。
阀门应按国家标准逐个进行气密性试验,并附气密性试验资料。
试验压力必须严格遵循相关施工规范,防止泄漏。
(3)闸阀执行标准为《石油、天然气工业用螺栓连接阀盖的钢制闸阀》GB/T 12234-2019;止回阀执行标准为《石油、石化及相关工业用钢制截止阀和升降式止回阀》GB/T 12235-2007。
气固两相流90°弯管抗冲蚀结构优化

气固两相流90°弯管抗冲蚀结构优化黄坤; 邓平; 李岳鹏; 廖柠; 赫文博【期刊名称】《《中国安全生产科学技术》》【年(卷),期】2019(015)008【总页数】7页(P94-100)【关键词】气固两相流; 三段式弯管; 冲蚀磨损; 数值模拟; 结构优化【作者】黄坤; 邓平; 李岳鹏; 廖柠; 赫文博【作者单位】西南石油大学石油与天然气工程学院四川成都610500; 舟山市港航和口岸管理局浙江舟山316000; 重庆华润凯源燃气有限公司重庆400000; 浙江浙能温州液化天然气有限公司浙江温州325000【正文语种】中文【中图分类】X937; TE8320 引言由于过滤分离设备的能力有限,天然气在管道输送过程中会携带有少量固体颗粒[1],这些颗粒一部分来源于气田,另一部分则是由已有固体颗粒与管壁碰撞产生,微粒进入到管道内,与管输天然气一起形成气固两相流。
考虑到颗粒的运动具有不规则性,颗粒必定会不断冲击管壁,造成管道的冲蚀磨损[2],尤其是弯管的磨损程度要比直管段严重得多[3-6],长时间的冲蚀磨损可能会导致管道的泄漏事故[7]。
因此,如何降低弯管的冲蚀磨损程度,提高弯管的耐磨性能,保证天然气输送管道弯管的安全运行是一个十分重要的工程课题。
近年来,国内外学者针对如何提高管道壁面的耐磨性能进行了大量研究。
Song等[8]研究了在直管内壁上添加肋条后管壁的磨损程度;Fan等[9]在直角弯管弯曲段外侧壁上添加了具有一定截面几何形状的肋条,并运用数值模拟技术计算了弯管壁面的冲蚀磨损速率;Pouraria等[10]针对海底管道,采用数值模拟的方法研究了T 型管和标准弯头的冲蚀磨损程度;戚胜等[11]提出了一种弯头的替代结构,并对这种新型装置的流场特性和冲蚀磨损规律进行了数值模拟分析;王宇等[12]运用数值模拟技术研究了两种不同组合弯头内的气-固两相流动特征和管壁磨损特性,并根据数值模拟结果对组合弯头的结构进行了优化;Carlos 等[13]通过研究发现在弯头处添加涡流腔可有效缓解弯头的冲蚀磨损;季楚凌等[14]根据仿生学原理,对弯管内壁面进行了改进,并运用数值模拟技术研究了改进后弯管的冲蚀磨损情况。
GB12459管件理论质量

s ch10 S
sch20S/LG
sch40 S/STD
sch80S/XS
0.08 0.08
0.12 0.14
0.17 0.19
0.30 0.32
0.56 0.53
0.09 0.09
0.14 0.16
0.20 0.21
0.38 0.41
0.65 0.62
sch 5S
0.04 0.05
0.06 0.06
0.07 0.08
0.11 0.13
0.16 0.17
0.27 0.29
0.58 0.55
0.82
s ch10 S
0.05 0.06
0.07 0.08
0.12 0.13
0.18 0.20
0.26 0.28
0.45 0.47
0.82 0.79
90°L/R 弯头理论重量kg/pc
74.47 71.48
90°L/R 弯头理论重量kg/pc
90°L/R Elbow Approx weight
s ch10 S
sch20S/LG
sch40 S/STD
sch80S/XS
60.52 57.86
86.18 82.72
100.60 96.14
123.86 118.87
119.44 114.14
610
1.32 1.40
2.67 2.84 2.81 4.10 3.86 4.01
7.12 7.03
1.90 2.01
3.27 3.47 3.43 5.01 4.72 4.91
9.63 9.49
2.47 2.61
GBT12459和GBT13401标准培训
(3)按本标准设计的管件,应按以下方法 设计:
按附录A的规定进行验证性压力试验并由 此确定管件的壁厚值。必要时,应提供 相应的验证性压力试验报告及记录以供 验证
根据需要,用户可要求成品管件符合附 录B中规定的最小壁厚要求,并在合同或 产品标记上注明:GB/T12459-B。
根据需要,用户也可要求成品管件按相 应的压力管道规范给出的数学分析法或 其他应力分析法进行管件设计,但应在 合同或产品标记上注明GB/T12459-C。 为满足这-要求,管件制造商应提供设 计图样和计算书由需方批准。
建议对每种试验管件至少进行3个样品试验,当试验的样品数量不同时,按表A.1选择试验压力计算式 (A.1)中使用的试验系数f。
表A.1试验系数f选取表
样品数量 1 2 3
试验系数f 1.10 1.05 1.00
注:符合A.4规定的几何形状类似的不同口径、壁厚管件样品(例如2件或3件90°长半径弯头),可以联合起来确定一组管件的试验系数。
2.弯头的增项和尺寸的扩充
GB/T12459-2017中增加了90°和 45°3D弯头,最大尺寸达到了DN1500;
GB/T12459-2017中将长半径弯头、等 径三通、四通、异径三通、四通、管帽、 异径管的最大尺寸扩大到了DN1500;
3.特殊角度的弯头的尺寸计算
制造商生产的短半径、长半径和3D半 径弯头可按采购方要求的角度制造。除中 心至端部的尺寸 Bs 外,这种特殊角度弯 头应符合本标准的其他全部要求。特殊角 度弯头的尺寸Bs按式(1)计算:
6.标志内容更改
01 制造商名称或者商标 02 材料等级 03 公称尺寸或指定的外径 04 公称壁厚或指定的壁厚值 05 产品编号或原材料的熔炼炉号 06 产品代号 07 本标准编号 08 合同条要求的其他标志内容
GB12459管件理论质量
-
-
691.63
822.86 1093.70
-
上述尺寸符合GB/T 12459、GB/T 13401、SH 3408、SH 3409、HG/T 21635、HG/T 21631、SY/T 05010、ASME B16.9标准。
Above dimensions acc. to GB/T 12459、GB/T 13401、SH 3408、SH 3409、HG/T 21635、HG/T 21631、SY/T 05010、ASME B16 .9.
理论重量按ASME B36.10M、B36.19M标准壁厚测算,(sch20S/LG,按GB/T12459、GB/T13401标准壁厚测算。)
Weights are approximate and based on manufacture's data, according to ASME B36.10M、B36.19M, (sch20S/LG,Weights are approximate and based on manufacture's data, according to GB/T12459、GB/T13401.)
Above dimensions acc. to GB/T 12459、GB/T 13401、SH 3408、SH 3409、HG/T 21635、HG/T 21631、SY/T 05010、ASME B16 .9.
理论重量按ASME B36.10M、B36.19M标准壁厚测算,(sch20S/LG,按GB/T12459、GB/T13401标准壁厚测算。)
sch 5S
0.04 0.05
0.06 0.06
0.07 0.08
0.11 0.13
0.16 0.17
GBT12459和GBT13401标准培训
(8)根据GB/T9452-2012标准要求 热处理炉按照温度的均匀性分类 热处理炉按有效加热区的温度均匀性分为七类,其控温仪表准确度级别、记录仪表准确度级别要求如表所 示。
(9)根据GB/T9452-2012标准要求规定测定有效加热区的实施 条件 1)热处理炉凡属下列状况之一者,均应测定有效加热区:
GB/T12459-2017中将长半径弯头、等 径三通、四通、异径三通、四通、管帽、 异径管的最大尺寸扩大到了DN1500;
3.特殊角度的弯头的尺寸计算
制造商生产的短半径、长半径和3D半 径弯头可按采购方要求的角度制造。除中 心至端部的尺寸 Bs 外,这种特殊角度弯 头应符合本标准的其他全部要求。特殊角 度弯头的尺寸Bs按式(1)计算:
(3)当满足下列条件时,可不用热处理:
a)热成形且最终成形温度在700℃~980℃之间,并置于静止空气中冷却的碳素钢类别的管件(不包括低温 用钢中的碳素钢管件); b)小于或等于DNlOO且最终成形温度在700℃~980℃之间,并置于静止空气中冷却的锻制成形的碳素钢类 别的管件(不包括低温用钢中的碳素钢管件); c)采用出厂时已经过热处理的原材料直接切削加工制造的管件。
P 2SP f D
(A.1)
式中:
P--管件的最小计算验证试验压力,单位为兆帕(MPa); S--在代表试验管件的试样上测得的试验管件的实际抗拉强度,它应满足相应规范中规定的管件材料等级所要 求的抗拉强度,单位为兆帕(MPa); T--管件上标志的管子的公称壁厚,单位为毫米(mm); D--规定的管子外径,单位为毫米(mm); f-- 试验系数,见表A.1,无量纲。 (2)实验结果的可用性 此项主要是对规格范围的修改:试验管件的最大规格不宜超过DN 600。
管件技术标准
管件技术标准:1.钢板制对焊管件(GB/T13401—92)2.钢制对焊无缝管件(GB12459—90)3.锻钢制承插焊管件(GB/T14383—93)4.钢制法兰管件(GB/T17185—1997)5.锻钢制螺纹管件(GB/T14626—93)6.管道支吊架第一部分:技术规范(GB/T17116.1-1997)7.管道支吊架第二部分:管道连接部件(GB/T17116.2-1997)8.管道支吊架第三部分:中间连接件和建筑结构连接件(GB/T17116.3-1997)9.不锈钢波形膨胀节(GB/T12522-1996)10.金属波纹管膨胀节通用技术条件(GB/T12777-1999)11.压力容器波形膨胀节(GB16749-1997)12.玻璃钢/聚氯乙烯(FRP/PVC)复合管和管件(HGJ515—87)13.聚丙烯/玻璃钢(PP/FRP)复合管及管件(HG/T21579—95)14.碳素钢、低合金钢人孔和手孔(HG21514—21535-1995)编制说明15.碳素钢、低合金钢人孔和手孔类型与技术条件(HG21514—95)16.常压人孔(HG21515—95)17.回转盖板式平焊法兰人孔(HG21516—95)18.回转盖带颈平焊法兰人孔(HG21517—95)19.回转盖带颈对焊法兰人孔(HG21518—95)20.垂直吊盖板式平焊法兰人孔(HG21519—95)21.垂直吊盖带颈平焊法兰人孔(HG21520—95)22.垂直吊盖带颈对焊法兰人孔(HG21521—95)23.水平吊盖板式平焊法兰人孔(HG21522—95)24.水平吊盖带颈平焊法兰人孔(HG21523—95)25.水平吊盖带颈对焊法兰人孔(HG21524—95)26.常压旋柄快开人孔(HG21525—95)27.椭圆形回转盖快开人孔(HG21526—95)28.回转拱盖快开人孔(HG21527—95)29.常压手孔(HG21528—95)30.板式平焊法兰手孔(HG21529—95)31.带颈平焊法兰手孔(HG21530—95)32.带颈对焊法兰手孔(HG21531—95)33.回转盖带颈对焊法兰手孔(HG21532—95)34.常压快开手孔(HG21533—95)35.旋柄快开手孔(HG21534—95)36.回转盖快开手孔(HG21535—95)37.排水用柔性接口铸铁管及管件(GB/T12772—1999)38.旋压封头(JB/T4729—94)39.椭圆形封头(JB/T4737—95)40.铜管接头(GB/T11618-1999)。