热镀锌机组沉没辊使用寿命
2030热镀锌机组简介

2030热镀锌机组简介1. 原料和成品规格1.1 厚度(mm )轧硬卷 酸洗卷 入口 0.45~2.0 1.5~2.75 出口 0.50~2.0 1.5~2.75 1.2 宽度(mm )轧硬卷 酸洗卷 入口 900~1400 900~1400 出口 900~1400900~1400 1.3 钢卷入口 出口内径(mm ) φ610/φ760 φ610外径(mm ) φ1200~2470 φ750~2470 重量(t )MAX.4545t2. 镀层品种纯锌镀层(GI):镀层厚度100~280g/m 2(双面) 纯锌差厚镀层:镀层厚度50~70g/m 2(每面)3. 后处理品种铬酸钝化产品 4. 产品规格分配比例 4.1 产品大纲及年产量钢级 产量(t) % 备注热轧酸洗板 44000 12.57% GI:100% 铬酸钝化产品软钢 300000 85.71% CQ 296300 84.66% DQ 3700 1.06% 高强钢 6000 1.71% 390CQ 6000 1.71% 合计350000100%4.2 总的处理带钢规格(炉子通板量)900-1000>1000-1100>1100-1200>1200-1300>1300-1400totalWththk(t) (%) 100814.38 50.57% 3566.06 33.29% 50470.39 62.88% 5832.84 10.01% 0 0.00% 160683.67 45.91% ≥0.40-0.667265.29 33.74% 514.58 4.80% 16405.56 20.44% 5460.01 9.37% 0 0.00% 89645.44 25.61% ≥0.6-0.827826.54 13.96% 3022.04 28.21% 1496.51 1.86% 16787.86 28.80% 955.36 70.26% 50088.31 14.31% ≥0.8-1.51448.18 0.73% 225.84 2.11% 769.14 0.96% 8281.08 14.21% 0 0.00% 10724.24 3.06% ≥1.5-2.00196.54 0.10% 1554.34 14.51% 10126.49 12.62% 14464.01 24.81% 118.02 8.68% 26459.4 7.56% ≥2.00-2.51818.74 0.91% 1829.95 17.08% 1002.18 1.25% 7461.65 12.80% 286.42 21.06% 12398.94 3.54% ≥2.5-2.75199369.67 56.96% 10712.81 3.06% 80270.27 22.93% 58287.45 16.65% 1359.8 0.39% 350000 100.00% total5.主要设备配置5.1钢卷小车行程MAX.7480mm驱动液压缸5.2开卷机传动齿轮箱马达功率、转速90kw, 400/1600r/min芯轴直径φ525/620mm, 2070mm附件外支撑、缓冲辊、纠偏系统等5.3夹送矫直机夹送辊1对,φ355×2135mm矫直机5辊,φ165×2135mm附件液压缸、蜗轮蜗杆、开卷刀5.4皮带运输机上通道10430mm(L),915mm(W)下通道2420mm(L),915mm(W)传动马达15kw1台(上),3.7kw1台(下)附件皮带辊提升装置、缓冲辊、气缸等5.5双切剪双切剪1台(上通道)、1台(下通道)马达AC马达5.6汇合穿料台和夹送辊通过线长度9000mm(下),5500(上)转向辊、压辊(上)φ355×2135mm,φ205×2135mm夹送辊φ355×2135mm、锻钢附件气缸、调节装置等5.7焊机入口活套台和四点对中台焊机入口活套台2750mm(L)四点对中台2500mm(L)侧导辊2组×2只行程75mm,最大开档2100mm5.8楔形搭焊机材料规格900~1850mm×0.3~3.0mm搭接量调节 1.0~6.4mm焊缝厚度MAX.110%(母材厚度)间隙2083mm(H),73mm(V)带钢通过线高度1500mm带钢流向从左向右(从操作侧看)焊接速度 1.2~11.9m/min焊轮压紧力12.94KN焊轮规格φ305×15.9mm夹板夹紧力92.54KN焊接变压器250kVA,50% 380V,50Hz5.9入口活套塔活套量457mm总高43285mm最大行程34165mm辊子数7(上)+4固定辊+2转向辊+2纠偏辊(下)5.10跳动辊装置辊子组成入口转向辊+跳动辊+出口转向辊,φ1065×2135mm力矩马达31.14~1.13KN跳动辊行程1020mm,MAX.3910mm5.11立式炉炉膛内壁净宽2328mm支撑结构全宽9296mm每股带钢18288mm地面设备总高35169mm炉子总长40450mm通道数1预热+1NOF+3RTF+2SCS+1RCS设计炉温MAX.NOF1260℃、RTF980℃SCS950℃(电加热675KW)RCS540℃(电加热425KW)工艺速度18.3~183m/min5.12锌锅锌锅AJAX“2TEG”型电感应加热陶瓷锌锅锌锅内部尺寸5334(L)×3354(W)×2160(D)电感应加热器2×500KW,380V、50Hz、单相锌液重量250t沉没辊组件重17t,沉没辊φ685×2130mm空心辊保温锅φ4800×2070(D)容量180t,温度最大480℃,加热功率360kw 5.13气刀型号科勒78A名称单位数据喷射介质压缩空气(常温)流体压力pa 48.27~62.06气刀喷射压力pa 10.34~24.10喷嘴开口度°0.25~2.8气刀咀张开角°30喷嘴倾斜角度°±5°(检修90°)喷嘴与带钢间距mm 12~100垂直高度调节mm 300~760风机能力m³/min 164.3(5800HPSI)5.14小锌花装置提升滑架、行走吊车、蒸汽箱配液供给系统、排汽系统。
热镀锌板生产工艺及主要产品缺陷
油烟机外壳
微波炉炉壁
热水器箱体
空 调
电脑机箱
马钢家电用热镀锌板用户
Hale Waihona Puke …………2.连续热镀锌工艺流程
开卷机
清洗段
光整机
卷取机
入口活套
退火炉
热镀锌
表面处理
镀前工艺
热浸镀
镀后工艺
3.热镀锌板主要产品缺陷
镀锌机组缺陷(沉没辊印、锌灰、锌渣、云纹、气刀条 痕、光整花、辊印、压痕、钝化斑迹。。。) 锌锅区域、光整区域、钝化区域、炉子、清洗。。。
光整花(光整机产生)
带钢表面呈羽毛状 带钢在光整机不均匀延伸所致
辊印、压痕(绝大部分光整机产生)
可见的因光整机辊面上粘有异物或表面损伤对带钢表面形成点状周期性
缺陷。
生产线与带钢表面接触的辊子表面粘有异物对带钢表面形成的硌伤。
色差(光整机、来料)
规律的分布在带钢上下表面,呈条状分布,感光不同,无手感。 光整机工作辊粗糙度不均匀 冷轧基料在冷轧轧制时,冷轧机轧辊粗糙度不均匀
>1.00~1.60
>1.60~2.50
270~500
20
22
24
26
28
270~420
24
26
28
29
30
镀锌
t>0.7:140~260
DX53D
:0.5~0.7:140~240
270~380
28
t≤0.5:140~200
MAF1 MAF2 DX51D-C1 SGCC-CT SGCC
锌蒸汽在锌鼻子内聚集、机械振动落到带钢表面 主要出现在立式退火炉
气刀条纹(锌锅区产生)
简述连续热镀锌带钢的工艺流程及生产控制
简述连续热镀锌带钢的工艺流程及生产控制简述连续热镀锌带钢的工艺流程及生产控制摘要:随着世界各国经济水平的增长,汽车工业已越来越显示出其支柱产业的地位,而代表汽车行业发展水平的轿车工业的发展更是日新月异到1996年全球汽车产量已高达53.398×106辆。
自1975年美国首次把热镀锌板应用于汽车制造业的20多年间,世界各汽车生产大国都在努力开发和研制以防腐蚀为目标,并综合考虑焊接性、涂敷性和成型性的高质量热镀锌板。
使热镀锌板在汽车制造所用钢材的比例不断上升。
关键词:热镀锌工艺控制1、镀锌的目的和作用钢材的防腐问题,随着国家工业化的发展,在整个国民经济中具有重要的经济意义。
腐蚀会造成极大的经济损失。
据统计,世界上每年因腐蚀而报废的金属制品重量大约相当于金属年产量的三分之一,即使考虑在腐蚀报废的金属制品中有三分之二可以回收,每年也还有相当于年产量大约百分之十的进入被腐蚀损失掉了。
何况腐蚀损失的价值是不能仅仅已损失了多少金属来计算的。
因为,被腐蚀报废的金属制品的制造价值往往要比金属本身的价值好得多。
因此,为了节约钢材,必须解决钢材的腐蚀问题。
热镀锌薄板在不同的环境气氛中,主要进行两种腐蚀,即:化学腐蚀:金属同周围介质发生直接的化学作用,例如,干燥气体及不导电的液体介质对锌所起的化学作用。
电化学腐蚀:金属在潮湿的气体以及导电的液体介质中,由于电子的流动而引起的腐蚀。
腐蚀的结果是产生白锈。
白锈的主要成分为氧化锌、氯化锌、硫化锌、硫酸锌、碳酸锌等腐蚀产物。
钢板之所以进行热镀锌,是因为锌在腐蚀环境中能在表面形成耐腐蚀性良好的薄膜。
它不仅保护了锌层本身,而且保护了钢基。
所以,经热镀锌之后的钢材,大大地延长了使用寿命。
2、典型热镀锌钢卷工艺流程热镀锌钢卷的产品品种很多,生产工艺流程亦各有特点。
其中应用最广泛的建材类镀锌板,生产线最多,应用范围广。
现代的建材板镀锌线工艺流程:2.1开卷在带钢连续热镀锌作业线中都配有两台开卷机。
热镀锌带钢表面缺陷及解决措施
热镀锌带钢表面缺陷及解决措施一、锌粒:在热镀锌带钢表面上分布有类米粒的小点,习惯上称为锌粒。
锌粒缺陷大致可分两种:1.一种是带钢上下表面粘附大量颗粒状,在带钢局部增加了锌层厚度,造成表面粗糙不平,既不美观而对使用有害俗称锌粒。
表现形式有两种,其一颗粒较大的锌粒,成份主要是铁—锌化合物,也就是底渣,造成这种缺陷的原因是锌锅中底渣过多上浮,粘到钢板表面所引起的。
其二颗粒较小的锌粒,成份主要是铁—锌—铝化合物,也就是自由渣,造成这种缺陷的原因是锌锅中自由渣过多粘到钢板表面所引起的。
解决的方法:(1)合理的控制锌液温度450℃—470℃与带钢入锌锅温度480℃—490℃。
前者的目的是最大限度减少带钢表面铁的溶解度,后者是加速F2AL5层的形成。
(2)严格控制锌液中的化学成份,向锌锅中合理添加合金锭,保证锌液Al的百分含量在0.18~0.22%。
其目的一方面是稳定的锌液化学成份有利F2AL5层的形成,另一方面是锌液中过饱和的铁首先与足够量的铝结合形成铁—锌—铝化合物,也就是自由渣,以减少底渣的形成。
(3)提高原料表面清洁度,减少故障停机次数。
提高原料表面清洁度是为了在正常生产中最大限度减少带钢表面带入锌锅的“脏物”。
故障停机次数在很大程度上决定锌液中铁含量的多少,由于退火炉没有带钢停机防氧化功能,停机后炉内带钢表面大量氧化,启车后被带入锌锅,使锌液中铁含量急速增加。
同时停机后带钢长时间停留在锌液中使F2AL5层遭到破坏铁会大量溶入锌液中。
而在正常生产条件下大量的铁是无法形成自由渣的,这时就会直接形成底渣。
故障停机的随机性和停机时间的不确定性使提前和临时添加铝变得可操作性不强。
减少故障停机次数和时间是解决问题的根本办法。
(4)及时清理表渣及定期清理底渣。
2.另一种是生产1.4mm规格以上的镀锌板,在带钢两边部出现锌粒缺陷。
造成这种缺陷的原因主要是由于机组速度低、锌液流入锌锅时多集中在边部、边部冷却快、带钢与气刀喷嘴不平行且呈凹形等原因造成了厚规格边部易出现锌粒缺陷。
热镀锌常见的质量缺点及产生原因
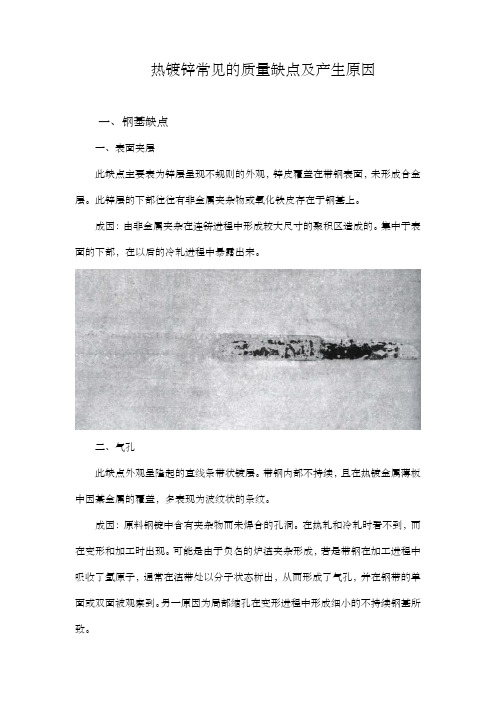
热镀锌常见的质量缺点及产生原因一、钢基缺点一、表面夹层此缺点主要表为锌层呈现不规则的外观,锌皮覆盖在带钢表面,未形成合金层。
此锌层的下部往往有非金属夹杂物或氧化铁皮存在于钢基上。
成因:由非金属夹杂在连铸进程中形成较大尺寸的聚积区造成的。
集中于表面的下部,在以后的冷轧进程中暴露出来。
二、气孔此缺点外观呈隆起的直线条带状镀层。
带钢内部不持续,且在热镀金属薄板中因棊金属的覆盖,多表现为波纹状的条纹。
成因:原料钢锭中含有夹杂物而未焊合的孔洞。
在热轧和冷轧时看不到,而在变形和加工时出现。
可能是由于负名的炉渣夹杂形成,若是带钢在加工进程中吸收了氢原子,通常在渣带处以分子状态析出,从而形成了气孔,并在钢带的单面或双面被观察到。
另一原因为局部缩孔在变形进程中形成细小的不持续钢基所致。
3、孔洞此缺点表现为贯穿带钢上下表面的材料不持续的外观。
成因:材料破裂的结果。
在热轧时,若是带钢横断面局部经受的压力过大,使其应变超过了钢的塑性(应变能力),就会出现孔洞。
带钢愈薄,这种情形就愈明显。
一般情形下,钢中的气孔、粗大的夹杂或轧入的异物、或轧前钢表面存在严峻的机械操作,均会引发带钢横截面强度减弱。
4、氧化铁皮缺点此缺点外观呈镀层下陷的细小的凹坑状和浮雕状,是在热轧时氧化铁皮坑和疤被轧入钢基内而引发。
氧化铁皮虽然可在酸洗时除掉,但不能肃除。
这些缺点的外观呈点状、线状,也可能呈大范围的片状。
残余氧化铁皮在酸洗时如未洗掉则在冷轧时被轧入表面,它们也呈点状、线状和大范围的片状,一般无规则地散布在带钢表面。
成因:在热轧带除鳞时由高压不压力不足造成的。
在热轧时残余的氧化铁皮被轧入带钢;在酸洗不足的情形下冷轧时被轧入。
二者的形态和散布密度不相同。
五、原板擦伤此缺点外观分为两种状态:1)热轧、酸洗、冷轧划痕多为沿轧制方向的沟状条纹,其划痕的镀锌层往往因合金层生长速度较快而致使该处镀层较厚。
在沟槽内一般无氧化铁皮存在。
成因:带钢热轧或冷轧时板面有金属屑碎片,这些金属碎片被推到其端部而形成缺点。
镀锌板生产中的常见缺陷问题及处理
镀锌板生产中的常见缺陷问题及处理作者:孙炬来源:《环球市场》2019年第14期摘要:为满足镀锌板生产质量要求,对冷轧热镀锌生产工艺进行的不懈的探索,对镀锌板生产中的常见缺陷问题进行了总结和分析,并提出了相关的解决措施。
关键词:冷轧热镀锌;镀锌板;常见缺陷;处理措施随着近年来我国加工制造业的不断发展,汽车、船舶、家电等行业对高品质镀锌板的需求量越来越大,对其表面质量要求越来越严格。
一是要求镀锌板无划伤、锌渣、轧痕等缺陷;二是要求镀层均匀,表面平坦,没有厚边缺陷和气刀条痕缺陷,且在涂漆后漆膜光亮,即所谓的高鲜印性。
为满足镀锌板生产质量要求,我厂技术人员对冷轧热镀锌生产工艺进行的不懈的探索,对镀锌板生产中的常见缺陷问题进行了总结和分析,并提出了相关的解决措施。
冷轧镀锌板是目前市场中较为炙手可热的板带产品,具有强度高、耐腐蚀性强、外观好,且易于焊接、涂装和加工成形的优点,被广泛应用于汽车、机械、建筑、家电等行业,具有广阔的市场前景。
邯钢冷轧连续热镀锌机组由VAI公司设计,采用美钢联法退火工艺,是华北地区最为先进的镀锌生产线之一,可生产多种规格的高质量热镀锌钢带。
其主要生产工艺流程包括:开卷机开卷→窄搭接焊接→清洗→入口活套→退火→镀锌→气刀调厚→光整拉矫→钝化处理→出口活套→卷曲。
镀锌板产品生产工艺流程较长,影响质量的因素较多,比如锌锅辊装配精度、锌液成分变化、气刀喷吹以及设备运行状况等,都会对镀锌板表面质量带来或多或少的影响,造成划伤、锌渣粘钢、厚边、条痕等等质量缺陷。
现针对热镀锌板生产中的常见质量问题及处理措施介绍如下:1.划伤。
划伤是影响镀锌板质量的主要缺陷,镀锌板外层致密的锌膜是板材防腐防锈的关键,如果镀锌板表面出现划伤的话,不仅会影响板材的外观,同时也会使锌层遭到破坏,抗腐蚀性能降低。
镀锌板划伤按照原因的不同可分为原料划伤和工序中划伤。
(1)原料划伤。
原料划伤是指镀锌原料冷轧基板存在的划伤,多是由于轧机卷曲原因产生,由于划伤处的锌铁反应较为活跃,经过热镀锌后,基板划伤缺陷将更加明显。
15万吨连续热镀锌生产线设备技术协议

(t)
速度
(m/min)
小时产量
(t)
附件二:设备技术规格书
序号
名称
主要功能
数量
入口段设备
开卷机至张紧机1#间构成第一张力区,张力设定为0.4-0.6Kgf/mm2,截面不同,板材中的拉力也相应不同;张紧机1#至张紧机2#间构成第二张力区,张力设定为1.2-1.5Kgf/mm2。
1
开卷机
主轴可以涨缩,将标准钢卷固定。设备带有动力,用于带张力展开成卷的板材。
喷流式陶瓷感应锌锅,容锌能力140吨。
1
35
三辊六臂
包括沉没辊、定位辊、稳定辊及其安装桨臂、横梁、基座。用以将带钢导入锌液内部,完成热镀过程。
1
36
气刀
由气刀本体、气刀调整机构、气刀预调节承放架等部件组成。系统还包括多级离心风机及供风管道、调节系统。
1
镀后处理
镀后处理包括风冷、水冷、光整、拉矫、铬化(钝化)、静电涂油。
120.0
21.1
0.35mm
120.0
15.7
120.0
19.7
120.0
24.6
0.4mm
120.0
18.0
120.0
22.5
105.8
24.8
0.5mm
112.9
21.1
105.8
24.8
97.0
28.4
0.6mm
107.3
24.1
98.8
27.7
88.1
30.9
0.7mm
101.6
26.6
91.7
·钢板宽度800-1250mm
·能源水、电、蒸汽
·工艺方法美钢联法
沉没辊辊印成因分析及改进方法

沉没辊辊印成因分析及改进方法李钢;胡宓宓【摘要】沉没辊辊印是制约八钢热镀锌机组实现连续、稳定作业的主要因素之一.文章就其成因和材质、温度、化学成分、环境等诸多影响因素进行分析,并提出一系列现场改进措施和良好解决建议.【期刊名称】《新疆钢铁》【年(卷),期】2011(000)002【总页数】3页(P13-15)【关键词】热镀锌;沉没辊辊印;成因;改进方法【作者】李钢;胡宓宓【作者单位】新疆八一钢铁股份有限公司;新疆八一钢铁股份有限公司【正文语种】中文【中图分类】YG335.861 前言在生产建筑用镀锌板薄料的过程中,对镀锌机组生产薄料稳定性的要求较高。
沉没辊辊印是制约热镀锌机组实现连续、稳定作业的主要影响因素之一,因沉没辊辊印会造成频繁换辊,影响机组作业率,增加劳动强度,给生产和操作带来不利影响。
沉没辊辊印缺陷属于镀层缺陷,产生于热镀锌过程中,是锌锅中的杂质与锌液发生反应,生成铁锌合金而粘附辊面造成。
原料锌锭中的灰尘与其它杂质,其熔点高于锌,在锌锅中不会完全融化,而是以团状或粒状形式混在锌液中,且极具黏附性。
热镀锌过程中,带钢与沉没辊的相互摩擦、挤压,造成杂质颗粒不断黏附在沉没辊表面或沉没辊沟槽中,当这种颗粒积累到一定厚度时,带钢经过此处便会产生凹陷,即生成沉没辊辊印。
针对八钢热镀锌机组的生产实际,对沉没辊辊印的缺陷成因进行分析,并采取了一系列解决措施。
[1,5]2 沉没辊辊印宏观形貌和微观组织分析沉没辊辊印的宏观形貌如图1所示,缺陷间距与沉没辊沟槽间距相对应,缺陷排列沿延带钢运行方向,其分布贯穿带钢通长,凹陷处有肉眼可见的颗粒状物质。
取缺陷样在扫描电子显微镜下观察,缺陷处存在点状突起,如图2所示。
对这种突起进行能谱分析(见表 1),表明其组成元素为 Zn、Al、Fe,主要成分是Fe-Al化合物、Fe2Al5、Fe-Zn化合物。
其中Fe-Zn化合物就是造成辊印缺陷的杂质颗粒,俗称锌渣。
[2]图1 沉没辊辊印的宏观形貌图2 沉没辊辊印的微观组织表1 沉没辊辊印缺陷处成分分析 %?3 辊印形成及主要影响因素分析沉没辊是完全靠钢带与辊间摩擦力驱动的被动辊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热镀锌机组沉没辊使用寿命
摘要:热镀锌机组中的锌锅沉没辊是热镀锌生产线中的重要设备。
沉没辊表面
容易粘锌渣,轴套轴瓦的摩擦力大且寿命短,改进沉没辊结构,调整轴套轴瓦材料,使用寿命由15d 延长至30d,同时镀锌机组的产品表面质量得到提高,生产
成本降低。
关键词:热镀锌;机组;沉没辊;
原热镀锌机组自建成投入生产开始,沉没辊就出现问题,制约着热镀锌机组
的正常生产。
技术人员通过采取改进沉没辊材质和流锌槽结构,提高沉没辊磨削
和安装精度等措施,较好地解决了沉没辊使用寿命短、锌渣多等问题,实现了设
备的平稳运行,提高了热镀锌机组的产品质量和生产效率。
机组沉没辊系的设计
使用周期为30d,实际使用周期<15d,每个使用周期结束需要更换沉没辊、稳定辊及轴瓦轴套,整个机组需停产10~12h,加上开停机和生产准备的能源损耗以及因此造成的废品和降级品钢卷,给公司造成严重经济损失。
因而,有必要对热
镀锌机组沉没辊的使用寿命进行分析并改善。
一、镀锌机理
带钢在锌前必须经过高温退火,带钢表面将析出大量的还原铁,如果锌液中
铁的实际含量超过某个温度下的铁在锌中的溶解度,铁将与锌生成FeZn7,由于
其比重大于锌液,因而沉于锅底形成底渣。
带钢的运动会促使锌液的搅动,使部
分锌渣与锌浴中的铝锌液中的添加剂反应生成Fe2Al5,而Fe2Al5 比锌液轻,因而
浮于锌浴表面形成面渣。
部分Fe2Al5 悬浮在锌液中形成了悬浮渣。
锌渣很容易在沉没辊表面粘接,对带钢表面形成划伤和辊印质量缺陷。
锌渣是锌在锌液中溶解
的Fe、Al 的金属间化合物,并且随着锌液成分的变化而变。
锌渣微粒在运动过程
中沉积在辊面的粗糙度“凹坑”或辊面腐蚀“凹坑”中,形成最初的“核”,并逐步长
大形成较致密的内层。
随着粘锌的继续增加,表面形貌的更加凹凸不平,粘锌层
迅速增加而形成较疏松的外层。
辊面与带钢的接触部分由于摩擦的存在,粘锌层
的增长较慢,而且难以形成较疏松的外层,在带钢宽窄变化时会造成宽窄印,或
局部粘锌“高点”造成辊印。
二、沉没辊使用寿命的影响因素
1、辊面粘锌。
沉没辊在锌液中工作一段时间后,因受到锌液的腐蚀,大量
锌渣粘附在辊面或造成辊面磨损,在带钢表面形成印痕,影响镀锌的产品表面质量。
锌液中的有效铝含量>0.135%时,从带钢表面溶解到锌液中的铁,可以直接
跟锌液中的铝反应,生成Fe2Al5,上浮到锌锅表面,成为浮渣的一部分。
反应式
2Fe+5Al=Fe2Al5;当锌液中含铝量>0.135%时,主要产生浮渣Fe2Al5。
锌液中铝
含量在0.2%以下时,铁的溶解量随铝含量的增高而降低,当铝含量>0.2%时,铁
的溶解量随铝含量的增加而迅速上升,铁损量增加。
浮渣在镀锌过程中隔离了锌
和铁基的作用,也增加了表面张力,严重时会造成大面积漏镀现象,轻微时造成
镀层与带钢结合力不好,锌花不均匀等缺陷。
由于沉没辊所处特殊的工作环境锌
液温度为460~470 ℃,含有效铝0.16 %~0.19 %,经受高温熔融锌液的侵蚀,带
钢要经过沉没辊后出锌锅,沉没辊的材料选择是影响沉没辊使用寿命的重要因素,本机组沉没辊辊面设计使用的材料为316L,辊面耐高温锌液腐蚀及耐磨性较好,
但若辊面的粗糙度选取不合理,不利于增加带钢与沉没辊之间的传动摩擦力,不
利于沉没辊的转动,沉没辊辊面粗糙度越大,Fe-Zn 反应就越剧烈,消耗的铁就
越多,生成的锌渣也增多,造成沉没辊表面粘渣严重,带钢容易被粘附锌渣的沉
没辊划伤,提前下线换辊,由于带钢与沉没辊之间受张力的作用,沉没辊辊面的
粗糙度不能过大,过大容易划伤带钢。
2、辊面沟槽。
锌锅内的锌渣会伴随着陶瓷感应体的对流喷射在锌锅内搅动,当锌渣进入沉没辊与带钢之间后,会因为碾压、黏附等原因造成板带表面出现压坑、锌渣、压印等缺陷。
如何将沉没辊辊面与带钢之间的锌渣导出,沉没辊辊面
结构就成了影响沉没辊使用寿命的又一重要因素,沉没辊辊面原沟槽为环形直流槽,中间部分的锌渣不易排掉,导流槽内径过宽和槽之间的距离太大更容易产生
锌渣压印。
3、轴瓦轴套不稳定。
在径向、轴向振动和热镀锌工艺参数频繁改变的双重
作用下,轴套外表面出现不规则磨损,转动过程中轴套和轴瓦发生碰撞摩擦,随
着轴套磨损量的加大,沉没辊碰摩振动随之加剧。
另外,沉没辊轴瓦轴套在熔融
锌液中高速转动,受力不均,同时又有锌液腐蚀而加速磨损,轴瓦轴套会很快腐
蚀磨损而失效,导致沉没辊运转不畅,引起带钢与辊子的速度差异及跳动,影响
镀锌产品的表面质量。
三、沉没辊系使用寿命的措施
通过采取技术改进措施,解决了沉没辊使用寿命短的问题,避免了残留锌渣
划伤板面的现象,实现了设备平稳运行,提高了产品质量和生产效率。
1、改进材质提高使用寿命。
优质沉没辊辊面的材质应满足要求: 抗腐蚀性好、耐磨性强、粗糙度合适及尺寸热稳定性好。
原设计的辊身和轴套材质均采用的是
0Cr13Ni13,材料耐磨性差,这是影响使用寿命的重要因素。
改进后的辊身采用316L 的新材质,轴套材质改为高钴合金材料,避免了沉没辊粘锌,尺寸热稳定性
良好,有效解决了耐磨性差的问题,效果明显,使用寿命增加了一倍。
2、改进轴套结构提高平稳性。
在沉没辊传动板形不好的带钢时,因为带钢
与沉没辊之间接触不好,受力不均,容易使带钢发生跑偏,导致带钢在沉没辊上
发生轴向滑动,划伤沉没辊。
对故障分析发现,沉没辊的轴承与轴承座之间的间
隙过大容易造成沉没辊的径向跳动,间隙应尽量缩小。
通过改进轴套结构解决了
沉没辊装置轴向的固定问题,防止了沉没辊在转动过程中发生轴向滑动。
3、疏导结合避免划伤板面。
采取疏导结合的办法解决沉没辊对板面的划伤
问题。
一方面采取最低的镀锌温度和最短的浸渍时间,保持溶剂溶液中铁的含量
低于10 g /L,防止过酸洗等工艺手段,减少残留锌渣附着到沉没辊上。
由于热喷
涂工艺特点,涂层存在一定的微观孔隙,这对工作在锌液中的辊子而言,其抗粘
锌及锌液腐蚀的会降低。
因此,要对涂层进行封闭处理,其目的是使涂层更加致密,同时确保涂层中不存在游离的活性金属,如Ni、Cr、Co 等,进而使涂层具有
更强的耐锌液腐蚀能力和抗粘锌能力。
封闭前要对喷涂后辊面进行磨削或抛光,
控制辊面粗糙度:沉没辊Ra1.6、稳定辊Ra 0.4。
另一方面改进沉没辊辊面沟槽的形状,即将原设计的平行流锌槽改为螺旋流锌槽,这种结构可将大部分附着在沉
没辊上的锌渣旋转出辊面。
新改进的沉没辊的辊面沟槽设计保证了锌液良好的流
动性,增大了传动摩擦力的效果。
4、控制整体安装精度。
由于沉没辊的安装精度直接影响沉没辊的受力情况,因此,在统一装配架上装配沉没辊时,必须要保证装配精度的一致性。
控制加工
修磨精度,控制沉没辊加工修复的圆跳动和同轴度精度要求,避免了沉没辊在转
动过程中,带钢与沉没辊之间发生滑动产生拉伤缺陷。
经生产实践证明,采取改进措施后沉没辊提高了设备运行的平稳性,减少了
沉没辊划伤缺陷,沉没辊辊面粘锌渣量得到有效抑制,保证镀锌机组的稳定运行,因沉没辊擦伤或辊痕等造成的产品表面缺陷明显降低,沉没辊寿命由<15d 延长
到>30 d。
沉没辊可以改善的空间还很大,后期考虑对沉没辊的辊面进行热喷涂
改性。
参考文献:
[1]李蛟龙.冷轧带钢热镀锌沉没辊服役周期振动特性研究[D].武汉科技大
学,2012.
[2]李勇,许飞,罗文,徐培民.连续热镀锌生产线的简化与数学建模[J].机械研究与用,2012,(02):12-15.
[3]朱红发,王世卫.316L不锈钢在锌铝液中的腐蚀行为研究[D].华南理工大
学,2013.
[4]贺文丽.连续热浸镀锌锅低频电磁场封流实验研究[D].内蒙古科技大学,2013.
[5]刘海军.关于延长酒钢镀锌线锌锅沉没辊系寿命的研究[J].酒钢科
技,2013,(02):24-39.。