热镀锌机组锌渣形成原因分析及其控制
热镀锌缺陷
热镀锌缺陷镀锌缺陷是由于设备运转失常或者操作控制不良造成的。
此类缺陷一般可以排除,常见的有下列几种:一、锌粒在热镀锌板面上分布有类似米粒的小颗粒,习惯上称为锌粒。
它造成表面粗糙不平,不仅妨碍美观,而且对使用也有害。
通过X射线显微组织分析和电子探针分析都确定锌粒实际是铁锌化合物,其组成为FeZn10,近似相的结构。
形成锌粒的主要原因是:1)底渣过多被机械搅动而浮起,从而伴随锌液粘附在镀锌板面上。
2)锌液温度过高,例如超过470℃时,使底渣浮起。
3)锌液中铝(A1)含量过高时,会降低铁在锌液中的溶解度(锌液中的铝含量低于%时,铁的溶解度为%)。
此外,铝对铁有较大的亲合力,这样铝就会紧紧地拉住铁,阻止锌渣下沉而悬浮于锌液中。
消除锌粒缺陷的措施有:1)按时捞取底渣,使底渣与沉没辊之间的距离不小于200毫米。
根据经验,用铁锌锅时,每生产5000吨镀板,需要捞取一次底渣,用感应加热锌锅时,每生产60000吨,捞取一次底渣。
2)降低锌液温度,使其保持在440~450℃。
3)缩短镀锌原板的库存时间,减轻带钢表面的氧化。
4)降低锌液中铝含量,使铝含量保持在0.1%左右。
5)降低带钢入锌锅温度,使之维持在460℃左右。
二、厚边当热镀锌带钢边沿的锌层比中部的锌层厚时,就是厚边缺陷。
这种缺陷对带钢的卷取特别有害,因为在张力卷取时,边部厚就拉力大,所以易把边部拉长,进而形成浪边缺陷。
根据经验,厚边既可在高速下形成,称为高速厚边;也可在低速下(带钢速度低于60米/分)形成,称为低速厚边。
而在相同的条件下窄带钢比宽带钢更易形成厚边缺陷。
高速厚边主要是由于气刀的角度调整不佳,造成对吹,形成扰流而产生的。
适当调整气刀角度即可排除此缺陷。
带钢运行速度低于60米/分时,就可能产生厚边缺陷。
特别是当带钢速度降到30米/分以下时,由于喷嘴两端的气流向外散失一部分,这样即减小了边部气流的冲量,造成边部刮锌量比中部小,所以形成厚边缺陷。
这时,镀锌板每面边部的锌层重量往往比中部的锌层重量多15克/米z左右。
热镀锌钢带锌渣的形成机理及改进措施的探究

成,有时也会夹带少量 δ 颗粒,由于悬浮渣中铝含量相对较多,其 密度小于锌液,因此浮渣悬浮在锌液中或者漂浮在锌液面上 [5]。 可见,无论是低渣还是悬浮渣 Fe 都是重要的组成元素,因此控制 锌液中铁的含量是控制锌渣的关键。
在现代生产中,锌液中的铁主要有 3 个来源 :清洗后带钢表 面的残铁、带钢表面铁的溶解、锌锭中所含的铁。其中,带钢进 入锌锅后铁的溶解是锌液中铁的主要来源。反应方程式为。
nFe+mZn=FemZnn
2 影响锌渣产生的主要因素 2.1 锌液含铝量对锌渣的影响
在热镀锌生产中,铝是锌液中重要的添加元素,它可以增加 基板与锌层之间的附着力,提高锌层的光洁度,防止锌铁合金 过度生长,在 465℃下锌液中锌渣量随锌液中铝含量的变化而变 化。锌液中有效铝含量小于 0.13% 时,铁的溶解随锌液铝含量的 升高而降低,当锌液有效铝含量大于 0.13% 时铁的溶解随锌液 铝含量的升高而升高,锌渣的尺寸和数量也会大幅提高,并且 当锌液中有效铝含量在 0.04%~0.09% 时,δ 相与 Fe2Al5 相颗粒并 存,当铝含量升高时,Fe2Al5 增大,到铝含量达到 0.13% 时,δ 相 消失。这说明随着锌液有效铝含量的增加,底渣向浮渣转变,化 学方程式为。
文献标识码 :A
文章编号 :11-5004(2019)10-0126-2
热镀锌板以其良好的耐腐蚀性、可加工性以及较低的成本, 越来越受到市场的青睐,并且正在逐步取代电镀锌及冷轧板在 汽车外板和家电板获得广泛的应用 [1,2]。这样对热镀锌板的表面 质量提出了更高的要求,受热镀锌生产工艺的影响,锌渣成为 影响热镀锌产品表面质量的主要缺陷之一,对本钢冷轧厂热镀 锌生产线进行统计,因锌渣降级的产品占总降级量的 20% 以上, 并且锌渣除了危害产品质量外,还会在锌锅底部沉积,隔绝热 量,导致锌液升温困难,燃料消耗增加。因此如何改善锌渣缺陷 是提升热镀锌产品表面质量,降低生产成本的首要任务 [3]。
0热浸镀锌钢板生产中锌渣的形成及处理的工艺实践
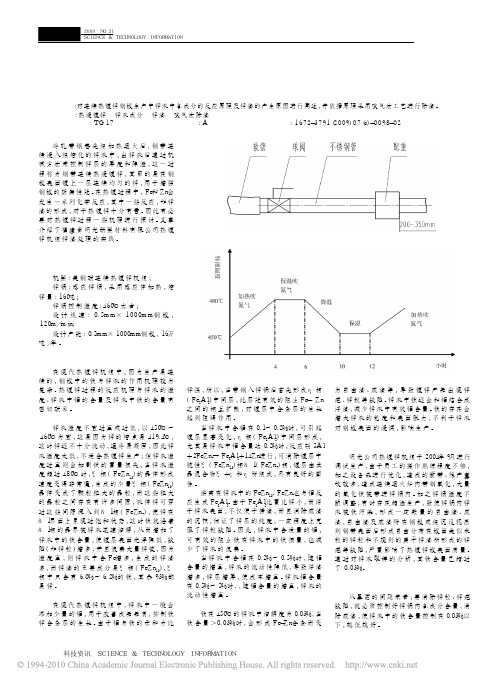
将 软 管 与 不 锈 钢 管 连 接 ,通 人 氮 气 ,在 插 入 锌 液 前 ,必 须 少 打 开 阀 门 ,使 氮 气 从 钢 管 出 来 ,在 慢 慢 插 入 锌 液 中 。随 着 深 度 增 加 加 大 氮 气 量 。一 直 插 入 到 锅 底 。要 求 氮 气 泡 不 断 冒 出 来 ,气 量 的 大 小 ,以 不 产 生 飞 溅 为 宜。
在 现 代 热 镀 锌 机 组 中 ,锌 液 中 一 般 会 添 加 少 量 的 铝 ,用 于 改 善 成 品 品 质 ,抑 制 铁 锌 合 金 层 的 生 长 。由 于 铝 与 铁 的 亲 和 力 比
当 锌 液 中 含 铝 在 0.1~ 0.2%时 ,可 引 起 镀 层 显 著 变 化 ,η 相( Fe2Al5)中 间 层 形 成 , 尤其是锌液中铝含量达0.2%时,反 应 朝5Al +2FeZn 7→ F e 2A l 5+ 1 4 Z n 进 行 ,可 消 除 镀 层 中 脆 性 ξ( FeZn 13)相 δ 1( FeZn 7)相 ,镀 层 由 共 晶 混 合 物 ξ +η 和 η 所 组 成 ,具 有 良 好 的 塑 性。
4 问题分析及清除底渣实践 从 暴 露 的 问 题 来 看 ,要消除 锌 粒 、锌 疤
缺 陷 ,就 必 须 控 制 好 锌 锅 内 各 成 分 含 量 ,消 除 底 渣 ,使 锌 液 中 的 铁 含 量 控 制 在 0.03% 以 下 ,越 低 越 好 。
98 科技资讯 S C I E N C E & T E C H N O L O G Y I N F O R M A T I O N
连续热镀锌机组锌液出渣原因分析及控制对策
Fe+ 7 Zn = Fe Zn
溶解 的固体废 弃 化 合 物 , 这 就 是 锌 渣 。锌 渣 产 生 量
2Fe Zn 7+5A1= F e 2 A1 5+ 1 4Zn
的大小 与多 方面 的 因 素有 关 , 本 文 论 述 了在 包 钢 热
n i z e d s t e e l c o i l a n d a l s o i mp r o v e t h e qu a l i t y o f i t .
Ke y wo r d s : d i s c h a r g e r a t e o f l i q u i d z i n c s l a g ;f a c t o r s ;c o n t r o l ;c o s t r e d u c t i o n
DoNG S h a o—s h an
( C S P P l a n t o fS t e e l U n i o n C o r p .o fB a o t o u S t e e l i n I n n e r Mo n g o l i a, B a o t o u 0 1 4 0 1 0 , N e i Mo n g g o l , C h i n a )
第4 2卷 第 6期
2 0 1 6年 l 2月
包
钢
科
技
Vo 1 . 4 2, No . 6 De c e mbe r , 2 01 6
S ci e n c e a n d Te c hn o l o g y o f Ba o t o u St e e l
连 续 热 镀 锌 机 组 锌 液 出渣 原 因分 析 及 控 制 对 策
浅谈热镀锌表面缺陷分析及控制
浅谈热镀锌表面缺陷分析及控制对热镀锌层表面的缺陷原因进行了分析,并根据生产实践提出一些控制表面缺陷的方法。
标签:热镀锌;镀层缺陷;缺陷控制热浸镀锌是提高钢铁抗大气腐蚀性能的有效方法之一,因其镀层性能优良、使用寿命长、作为保护层基本不维护而被广泛应用于输电铁塔、微波塔、高速公路护栏、路灯杆、电力金具等长期室外暴露的钢铁制件的防腐蚀。
热镀锌层表面有许多常见质量缺陷如漏镀、条状羽毛白花纹、镀层超厚、粗糙、灰暗、泪痕条纹、龟裂纹、晶体状凸起纹、“白锈”等,其影响因素较多,且控制相对较难。
对此,可以从加强工艺控制着手,辅以必要的工艺措施,以提高热镀锌表面质量。
下面就热镀锌层表面缺陷原因及控制方法进行分析:1、表面预处理表面预处理不好是造成漏镀(露铁)的主要原因。
钢材在出厂、存储、运输、加工过程中不可避免地沾上油漆或矿物脂,有时焊接部位探伤面需涂抹难清理的特殊油脂等,大多数企业又无脱脂工序,仅靠酸洗去除表面杂质,从而很容易造成漏镀(露铁)。
另一种情况则是因酸洗过程中酸洗件比较集中、堆放密集、重量大等因素,造成欠酸洗和夹线,或因酸洗浓度过高使酸盐沉淀于表面、沟槽之中,不水洗或水洗不彻底,也很容易形成漏镀、虚镀现象。
再者,因溶剂老化、失效,加之在烘干过程中没有及时将工件摆开,或烘干时间较长使钢件表面出现二次微氧化、形成酸性铁盐覆盖在表面上时,也极易出现漏镀,特别是在相对湿度较大的气候和大雾天气时较为常见。
此种情况往往容易被忽视。
此外,采用溶剂热镀锌时,最常用的ZnCl2与NH4Cl混合水溶液的配比不正确时,没有形成共晶点,特别是在浓度过高的情况下,在支撑板焊接角缝圆形孔内极易出现夹灰性漏镀。
2、镀锌层厚度不够镀锌层厚度达不到标准要求将直接影响产品的使用寿命。
镀锌层厚度不够的原因如下。
(1)锌液温度的影响。
当锌液的温度低于430℃时,锌铁扩散速度低,不易生成足够的铁锌合金层,整个镀层就薄;当温度在460℃时锌层增厚,当温度继续升高,锌液变稀,锌层又变薄。
连续热镀锌产品表面锌渣缺陷的分析与防治
连续热镀锌产品表面锌渣缺陷的分析与防治王振国(河钢邯钢有限公司,河北 邯郸 056000)摘 要:在热镀锌板材生产中,表面残存的锌渣颗粒是比较常见的质量缺陷,对产品表面平整度和光泽度有很大影响,而且锌渣颗粒脱落后,该处表面也很有可能成为板材的腐蚀点。
因此,锌渣缺陷也是热镀锌产品表面质量控制的重点。
关键词:热镀锌;表面质量;锌渣缺陷;防治中图分类号:TG174.44 文献标识码:A 文章编号:11-5004(2020)04-0088-2收稿日期:2020-02作者简介:王振国,男,生于1986年,汉族,河北邯郸人,本科,助理工程师,研究方向:带钢连续热镀锌。
热镀锌产品以其表面光泽平整、强度高、耐腐蚀性好的诸多优点在加工制造业生产中广泛应用,是汽车板、家电板等中高端产品的首选。
有着广阔的市场前景和极高的产品附加值,是企业重要的利润点。
在热镀锌板材生产中,表面残存的锌渣颗粒是比较常见的质量缺陷,对产品表面平整度和光泽度有很大影响,而且锌渣颗粒脱落后,该处表面也很有可能成为板材的腐蚀点。
因此,锌渣缺陷也是热镀锌产品表面质量控制的重点。
本文从热镀锌产品生产实践入手,分析了表面锌渣缺陷的成因,并提出了相关防治措施。
1 热镀锌产品表面锌渣缺陷的原因分析锌渣缺陷是热镀锌带钢表面的大小不一的米粒状凸点,会导致带钢表面粗糙不平。
冲压前渣体在原板上可见,冲压后由于渣体延伸,会在带钢表面形成放大的疤状缺陷。
带钢表面锌渣通常呈线状、点状或蜂窝状分布,电镜扫描观察锌渣缺陷处与正常部位并无明显接线,成分分析主要为铁氧化物。
由此可初步判断锌渣主要是由于带钢出锌锅时,表面粘附较多的锌铁化合物锌渣所致,与锌液洁净度、带钢表面洁净度有以及一些工艺环节操作不当有很大关系。
根据其形成机理锌渣缺陷可分为基板氧化物型、锌渣粘附型、气刀喷吹型、乳化液残留型等类型。
从生产工艺角度考虑,形成锌渣缺陷的原因主要有以下:(1)锌液温度的波动。
一般情况下,较多和较大的锌渣颗粒会沉浸在锌锅底部,但是当锌锅中锌液冷热不均时,锌液会产生对流的现象,导致底部锌渣泛起并悬浮在锌液中层和面层,影响锌液的洁净度;特别是涌入到炉鼻子内的锌渣更难有效排除。
热镀锌带钢表面锌渣缺陷形成分析及改进措施
冶金与材料第39卷热镀锌带钢表面锌渣缺陷形成分析及改进措施王保勇,鲍成人,宁媛媛,鲁洋泽(首钢京唐钢铁联合有限责任公司,河北唐山063000)摘要:结合某镀锌产线实际情况,通过对锌渣的产生机理、影响因素和运动形式分析,对热镀锌带钢表面锌渣缺陷的产生原因进行了研究,从计划安排、工艺技术和设备方面提出了改善措施,使带钢表面锌渣缺陷得到了有效控制。
关键词:热镀锌;锌渣;氧化物型;金属化合物型;工艺技术作者简介:王保勇(1983-),男,山东菏泽人,硕士,工程师,研究方向:热镀锌技术质量。
第39卷第1期2019年2月Vol.39No.1February 2019冶金与材料M etallurgy and materials热镀锌生产过程中,带钢经过清洗后,在退火炉内完成退火后以一定的温度经过炉鼻子进入锌锅,经过沉没辊、纠正辊、稳定辊后出锌锅,在气刀处达到合适的锌层重量,后经冷却工序完成镀锌过程。
在镀锌过程时,由于铁不断熔入锌液、锌锅成份和温度的不均热以及气刀喷吹造成的氧化,锌渣的产生是不可避免的。
热镀锌带钢表面的锌渣缺陷成为热镀锌产品的主要质量缺陷之一,它严重地影响了热镀锌产品的外观质量。
为了解决这一问题,文章研究了锌渣的产生机理、影响因素和运动形式,并提出了控制带钢表面锌渣缺陷的相应措施。
1锌渣的形成及分类锌渣是镀锌生产过程中熔入锌液内的铁与锌、铝等元素发生二元或三元反应生成的金属化合物或氧化物,这些金属化合物或氧化物分为两大类:①氧化锌-氧化铝型,②锌-铁及铁-铝化合物型。
其中氧化物型锌渣主要为暴露在空气中的锌液面与空气中的氧发生氧化反应生成,金属化合物型锌渣为锌液中的铁、铝、锌反应生成。
氧化物型锌渣主要位于锌液表面,生成后能够阻止锌液与空气的进一步接触而减少锌液的氧化,除炉鼻子内外,氧化型锌渣可通过定时的捞扒渣操作进行清理,对带钢表面质量影响相对较小;金属化合物型锌渣产生于锌液中,分为铁铝化合物型和铁锌化合物型2种,其中铁铝化合物型主要悬浮在锌液中,生产过程中会随锌液流动或辊子转动粘附到带钢表面,形成锌渣缺陷,该类锌渣对镀锌产品表面质量影响较大。
热镀锌过程中锌渣的形成及其控制
热镀锌过程中锌渣的形成及其控制锌渣的大量产生,不仅会影响产品的表面质量,而且会造成资源浪费,降低锌锅使用寿命。
文章结合国内某大型钢铁厂镀锌线的生产实践,对热镀锌板锌渣缺陷形成机理进行了分析,重点探讨锌渣产生的原因,提出在实际生产中从工艺和设备上采取措施进行控制,减少锌渣的产生,提高镀锌板表面质量。
标签:热镀锌;锌渣;锌锅;底渣1 前言随着钢铁行业的快速发展,市场竞争日趋激烈,用户对镀锌板表面质量的要求也不断提高。
锌渣的产生不仅缩短了锌锅的使用寿命,而且影响产品的表面质量。
人们越来越注重对锌渣的抑制和改善办法的研究。
各大生产厂家应从生产流程和生产设施方面改进,从而减少镀锌过程里产生的锌渣量,并采取有效方法进行抑制,以减少原料消耗,改善带钢的板面及性能。
本文从热镀锌生产中锌渣的形成机理和减少锌渣的有效措施方面进行探讨。
2 镀锌生产过程锌渣生成的机理无论采取何种措施进行产品的热浸镀锌,通过各种各样的反应、氧化以及腐蚀,锌锅中的液态锌中在所难免的会进入一定数量的铁元素,这一元素与Zn作用就会产出锌渣。
如果我们向锌锅中添加Al,这两种物质也会产生反应产出比重为4.2g/m2的Fe2Al5,由于这一物质的比重比锌液低,因此会浮在液体上部,曾经有人对这种情况进行过计算,镀锌过程中液态Zn中的Fe成分里,钢板溶解造成的损失约百分之七十点五,锌锅的腐蚀约百分之二点二。
铁进入锌液后,一般有83.7%形成底渣,6.1%形成了浮渣,10%附着于镀层。
我们通常所说的浮渣并不应该单单指分量较低的Fe2Al5,它还应该包括ZnO、Al2O3、ZnCl2及NH4Cl,通常进行溶剂法镀锌时会生成后面两种物质。
在连续热镀锌机组正常运转时,产生的浮渣通常由操作者手动通过捞渣勺进行打捞,主要目的就是防止由于锌渣过多而造成的产品表面缺陷等问题,很多大型机组在生产过程中还研制出了专门的捞渣设施及捞渣方法,从而有效提高了产品的表面质量。
生产过程中一定数量的Fe与Zn反应会产生FeZn7,它的熔点为640℃,高于锌液的温度,比重为7.25g/cm3,由于其比重比Zn大,因此会落入锌液底部形成我们通常所说的底渣,不但会造成大量的浪费而且会严重影响带钢的表面及性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 . 1 原 料 清洁 度对锌 渣 的影 响
锅内正常循环 ,防止搅动锌液带动锌渣的上浮 , 造
成锌渣缺陷。 3 . 4 炉鼻子排渣系统
由于炉鼻子内部为封闭系统 , 炉鼻子 内部锌液 面锌渣直接接触带钢 , 易造成锌渣缺陷。本浦对相
镀锌原料均为经酸洗、冷轧后 的带钢 , 带钢表
关设备进行改造 , 在炉鼻子上加装排渣装置 ,将炉
制约热镀锌企业发展 。锌渣缺陷同样制约着热镀锌 镀锌机组工艺流程 图,见图 1 。
机 组 的产 品质量 。
在此针对锌渣形成机理进行分析 ,提出本钢浦
1 开卷 ; 2 焊机 ; 3 入 口活套;4 清洗段 ; 5 退火炉;6 锌锅;7 气刀;8 合金化炉;9 冷却塔 ;i 0 中间活套;
1 热镀锌机组 工艺介绍
本钢浦项镀锌机组采用美钢联法退火炉对带
钢进行加热。主要工艺流程为:上料一开卷一焊接 一清洗 退火 镀锌 合金化_ ÷ 冷却 光整一 拉 矫_ + 后处理 质量检查 涂油一卷 曲等 。 本钢浦项
个领域 ,特别是建筑业 、汽车业和电器业是热镀锌
板的主要用户[ 1 】 。近些年,随着热镀锌板进入高档 家 电板及汽车板市场 ,客户对热镀锌板产品质量的 要求进一步提高,镀锌产品的表面质量同样影 响和
造成的缺陷。
参考文献
按经典热镀锌理论 ,锌液温度越高 ,带钢表面
的铁与锌锅内的锌反应越剧烈。同时 , 铁的溶解度
随锌锅温度的升高而增加 ,当镀锌温度大于 4 8 p ℃ 时 ,铁的溶解度呈抛物线增加 ,当锌锅温度达到 5 0 0 ℃时 ,铁的溶解度达到最 大值 。因此应严格控 制带钢人锌锅温度。同时 ,确保锌锅温度无较大波
S o c i e t y , 1 9 9 5 . 8 0 1 - 8 0 6
导致底渣随锌液的流动上浮 ,粘附带钢表面 , 直接
影响产品质量。因此必须规范操作 ,杜绝 “ 暴力捞
渣”,确保捞渣过程中细致操作 。不影响锌液在锌
2 0 0 8年毕业于大连海事大学材料加工工程专业 。
E- ma i l :5 2 8 5 5 4 4 0 @q q . c o n r
2 . 1锌渣缺陷类型及状态 锌渣缺陷是热镀锌生产过程 中,由于锌渣残
本钢技术
2 0 1 3年第 6期
3 镀锌板表面锌渣控制措施
针对锌渣 的形成原因,对影响锌锅内锌渣的相 关因素进行分析 ,并提出相关控制措施。
钢铁年会论文集 ,2 0 0 9 ,7 :2 6 7 ~ 2 7 1 .
【 3 】Ka t o C ,H o u mu r a H, e t a 1 .D r o s s F o r ma i t o n a n d F l o w
P h e n o me r n a i n Mo l  ̄n Zi n c Ba t h . C ̄c a g o : T h e I r o n a n d S t e e l
带钢入锌锅温度 ,可减少镀锌机组锌渣生成量 ,降低锌渣缺陷产生 ,提高镀锌 板产品表面质 量。
关键词 :热镀锌 ;锌渣 ;缺陷 中 圈分类号 :T G 1 7 4 文献标识码 :B
Th e F o r ma t i n g Me c h a n i s m o f Zi n c S l a g a n d t h e De f e c t Co n t r o l o f Ga l v a n i z i n g Li n e
Z HANG J i a n。 ZHANG Y a n g,ZHA0 Xi n g s h i ( B XS T E E L - P OS C O C o l d R o l l i n g Mi l 1 . ,B X S T E E L,B e n x i L i a o n i n g 1 1 7 0 2 1 )
[ 1 】张启富, 刘邦津, 黄建中. 现代钢带连续热镀锌【 M】 . 北 京 :冶金工来自 出版社 ,2 0 0 7 .
动 ,最大限度控制锌锅内锌渣生产量。
3 . 3 捞渣操作对锌渣的影响 锌液表面的表渣通常采用人工捞渣 的方式加 以除去 , 捞渣过程中难免对锌液进行搅动,这便会
[ 2 】王海东. 带钢 连续热镀锌机组锌渣控制【 c 】 . 第七届 中国
鼻子 内部锌渣抽出,防止带钢人锌锅时直接与锌液
面锌渣接触导致缺陷产生。
面会残留轧制油 、 乳化液 以及微小 的铁粉、灰尘等 杂质。在进入退火炉前要经过清洗段 ,以便去除带
钢表面残留的轧制油 、 乳化液 、 铁粉等杂质 。带钢
的清洗效果越好,反射率越高 , 产生的锌渣越少 , 反之越多。因此必须提高清洗段的清洗能力 , 本浦
2 2
本钢技术
2 0 1 3年第 6期
热镀锌机组锌渣形成
张 剑 ,张
( 本钢 浦项冷轧薄板厂 ,辽宁 本溪 1 1 7 0 2 1 )
摘 要 :对热镀锌机组锌渣形成机理进行讨论 ,分析锌渣生成 的原因。结合本钢浦项镀锌机组 的生产
设备和工艺,提出改进措施。提高镀锌机组带钢表面清洁效果,确保炉内还原气氛,稳定锌锅温度及
1 1 光整机 ;1 2 拉矫机 ;1 3后处理;1 4出口活套 ;1 5圆盘剪 ;1 6质量检查;1 7 涂油机 ;1 8 卷取机
图 1 热镀锌机组工艺流程 图[ 2 1
F i g . 1 P r o c e s s o f CGL【 2 】
2热镀锌机组锌渣形成机理
作者简 介 :张剑( 1 9 8 2 一 ) ,男 ,金属材料热 处理工程 师 ,
镀锌机组 的清洗采用研磨刷辊对带 钢表面进行清 洁 ,可有效清除原料 中残 留的轧制油、乳化液以及
4 结论
综上 ,镀锌板表面的锌渣缺陷 , 可采取 以下措 施加以控制 :
铁粉等杂质 ,提高清洗效果。
3 . 2 入锌锅温度、锌锅温度对锌渣的影响
1 ) 改变刷辊类型 ,提高清洗段清洗效果 ,改善 带钢表面清洁度。 2 ) 合理控制带钢入锌锅温度及锌液温度。 3 ) 规范捞渣操作 ,避免锌液搅动。 4 ) 增加炉鼻子排渣系统 ,减少带钢与锌渣接触
Ke y wo r d s :Ho t — d i p Ga lv ni a z i n g; z i n c s l a g; d e f e c t
热镀锌及其合金产品是钢铁材料最常见、最有
项改善产品质量的相关控制措施。
效 、最经济的耐腐蚀工艺之一。热镀锌及其合金钢
板性能优越 、品种繁多,广泛应用于国民经济的各
z i n c l i q u i d t e mp e r a t u r e i n z i n c , C n a r e d u c e z i n c s l a g o u t pu t nd a i mp r o v e t h e q u a / i t y o f t h e s t r i p .