电机轴向振动大的原因及处理措施
发电机转子部件松动故障诊断及处理
发电机转子部件松动故障诊断及处理摘要:随着我国经济在快速发展,社会在不断进步,某厂4#汽轮发电机9#轴承轴向振动大,现场检查无异常,对发电机转子做好在线动平衡后,开机振动依旧大,取下所加平衡块再开机振动恢复正常,之后多次发生此类现象。
经过详细诊断分析,原因归结于发电机转子部件松动,将发电机转子送制造厂,对绝缘垫块进行了部分更换与固定处理,并做了转子高速动平衡,安装投运后机组运行正常。
关键词:发电机转子;部件松动;诊断;处理引言随着当代技术的迅速发展,发电机成为我们日常的生活中非常重要的角色,是电力系统中不可缺少的设备组成之一。
发电机长期运行产生的转子绝缘损坏老化或工作人员在工作中造成异物掉落等原因有可能造成发电机转子一点甚至多点接地,或者转子匝间短路,从而对发电机的正常运行造成严重的影响。
因此,我们一般通过对其转子进行相应的试验检测,通过试验数据波形等参数进行一定的分析。
包括与出厂数据、往年记载的数据进行对比,查找到引起转子异常因素等,为有效地开展检修工作提供了重要保障。
文章就发电机转子异常进行了一定的深入分析与探讨。
1测量发电机转子异常的新领域发电机圆柱转子励磁绕组的匝间短路会造成转子震动问题,这是由故障绕组中流过的不对称直流和功率损耗使转子发热弯曲造成的,匝间短路造成的气隙中的磁通行不平衡同样会加剧震动问题,通过震动的迹象来分析是否存在匝间短路往往不是很准确,还要配合前面介绍的众多试验手法联合判断是否存在故障。
随着技术不断地革新发展,通过一种脉冲示波器发出一系列的阶跃低压脉冲,从两个终端引入转子绕组,产生的反射信号在双通道示波器上接收到两个独立的波形,其中一条波形发转后与另一条波形叠加形成单独的波形。
如果在绕组中没有缺陷出现,两个波形将几乎是相同的;如果翻转其中的一个波形与另一条叠加可以得到一条近乎水平的直线,在直线的端部会有一个微小的尖瓣脉冲和一个几乎难以发现的起伏。
任何由于故障产生的明显的缺陷,会在合成波形上显示不规则,通过估算屏幕上异常出现的位置可以推断出故障所在的大致位置,在波形起始位置出现的大的不规则,是靠近绕组两端中任何一端的故障所导致的,更加直观有效的判定。
火电厂轴流风机机械故障原因分析及处理措施
摘要火力发电目前仍然是我国发电行业的基础,但在火力发电的过程中,由于其系统复杂,设备耦合紧密以及设备在高温、高压、高速转动的状态下运行,火电厂设备的故障率一直处于较高的状态。
因此分析火电厂设备故障诊断可以有效的为电厂减少故障的发生和损失。
轴流风机作为火电厂中广泛使用的引风机,具有很高的研究价值,因此文章针对火电厂中的轴流式引风机进行故障诊断研究。
关键词:故障诊断,轴流风机,动叶1 引言大型发电企业的设备和系统十分复杂,并且非常关键,需要监测的参数很多。
这些参数的变化比较频繁,参数之间的耦合性比较强,从单个参数的变化很难第一时间分辨出设备运行状态是否异常,而很多第三方的分析工具又要求很强的专业性,这无疑给机组的稳定运行及设备状态和性能分析等工作带来了很大的困难。
设备检修和维护质量不良所可能引发的电厂非计划停运带来的电量损失、设备修复费用、燃油消耗、设备使用寿命损耗等都会给企业造成经济上的巨大损失。
2 轴流式引风机分析及故障整理轴流风机主要由叶轮、机壳、电动机等零部件组成,支架采用型钢与机壳风筒连接。
当叶轮旋转时,气体从进风口轴向进入叶轮,受到叶轮上叶片的推挤而使气体的能量升高,然后流入导叶。
导叶将偏转气流变为轴向流动,同时将气体导入扩压管,进一步将气体动能转换为压力能,最后引入工作管路。
轴流式风机叶片的工作方式与飞机的机翼类似。
但是,后者是将升力向上作用于机翼上并支撑飞机的重量,而轴流式风机则固定位置并使空气移动。
轴流式风机的横截面一般为翼剖面。
叶片可以固定位置,也可以围绕其纵轴旋转。
叶片与气流的角度或者叶片间距可以不可调或可调。
改变叶片角度或间距是轴流式风机的主要优势之一。
小叶片间距角度产生较低的流量,而增加间距则可产生较高的流量。
先进的轴流式风机能够在风机运转时改变叶片间距(这与直升机旋翼颇为相似),从而相应地改变流量。
这称为动叶可调(VP)轴流式风机。
动叶可调轴流式引风机一般包括进气箱、机壳、转子、扩压器、联轴器及其保护罩、调节装置及执行机构、液压及润滑供油装置和测量仪表、风机出口膨胀节、进口配对法兰、出口配对法兰。
电机机械振动噪声的控制与改善
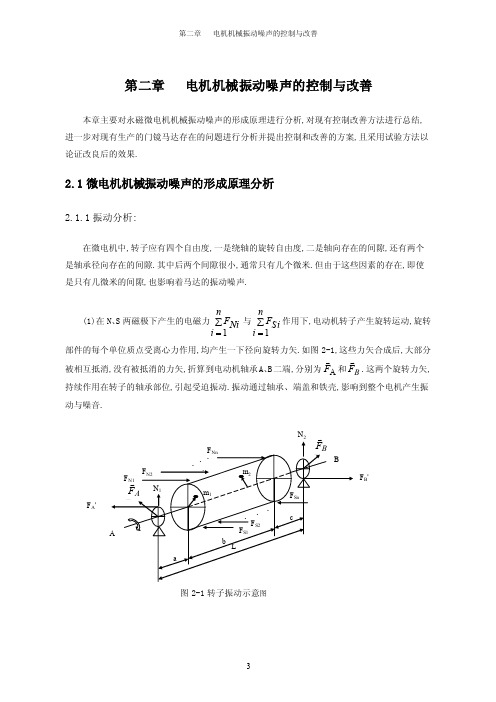
第二章 电机机械振动噪声的控制与改善本章主要对永磁微电机机械振动噪声的形成原理进行分析,对现有控制改善方法进行总结,进一步对现有生产的门镜马达存在的问题进行分析并提出控制和改善的方案,且采用试验方法以论证改良后的效果.2.1微电机机械振动噪声的形成原理分析2.1.1振动分析:在微电机中,转子应有四个自由度,一是绕轴的旋转自由度,二是轴向存在的间隙,还有两个是轴承径向存在的间隙.其中后两个间隙很小,通常只有几个微米.但由于这些因素的存在,即使是只有几微米的间隙,也影响着马达的振动噪声.(1)在N 、S 两磁极下产生的电磁力∑=n i Ni F 1与∑=n i Si F 1作用下,电动机转子产生旋转运动,旋转部件的每个单位质点受离心力作用,均产生一下径向旋转力矢.如图2-1,这些力矢合成后,大部分被相互抵消,没有被抵消的力矢,折算到电动机轴承A 、B 二端,分别为A F 和B F .这两个旋转力矢,持续作用在转子的轴承部位,引起受迫振动.振动通过轴承、端盖和铁壳,影响到整个电机产生振动与噪音.NF A ' F B ' 图2-1转子振动示意图(2)在马达内,电枢在轴向有一定的活动空间即间隙d,如图2-2所示,当电枢在旋转时,如电枢在该间隙内来回窜动,则会对轴承形成撞击,再传递到铁壳和端盖向外发出振动噪声.当马达内的垫圈以及定位圈的表面不平整,垂直度差时,以及磁场中心线设计不当时均易造成电枢窜动.(3)对马达两端轴承内孔而言,与电枢轴配合有一定的间隙,电枢在高速旋转时,由于电枢本身必定有一定的失平衡存在,且由于转子所受各种不同的电磁径向力,转子与轴承一动一静,两者间产生摩擦甚至是碰撞,严重时出现混沌运动,表现为复杂的震动,加重马达噪声.轴承与轴间的间隙配合情形可分为两种,一种为同心度差形成了轴向倾斜, 如图2-3,另一种为径向的碰摩,如图2-4.(4)电刷片振动分析:当电刷在换向器上高速滑动时,由于换向器表面并不十分光滑,而且换向片间存在槽隙,换向片间也存在跳动,故造成电刷的径向振动而产生噪声.其中换向器的圆度和片间跳动是影响噪声的关键因素.图2-3 轴孔配合示意图一图2-4 轴孔配合示意图二2.1.2影响机械振动噪声的原因:(1)转子不平衡产生振动;(2)转子产生轴向窜动;(3)电刷变形及换向器表面有伤痕引致转子受力不均;电刷压力不适;(4)轴与轴承摩擦产生噪声;(5)机壳端盖轴承加工精度差,中孔同轴度超差;(6)部件共振;(7)润滑油的影响;(8)操作工装的影响.(9)操作工人素质的影响2.2机械振动噪声的抑制和改善措施:在当前,对永磁直流微电机的振动噪声研究的结果,参见文献[1]、[2]、[3]、 [4],一般来说主要是控制以下几个方面的因素.(1)通过动平衡工艺,消除转子上不平衡的质量,将其有害振动压制在一定范围内.(2)控制转子在磁钢的位置,应保证轴向磁推力(或拉力)合适,并防止转子轴向窜动.(3)保证电刷无变形.增加适当的避震胶在电刷片上.(4)控制机壳与端盖轴承同心度,应严格于0.02mm以下,表面光滑无毛刺.轴承与机壳的同轴度控制在0.05mm以内.(5)当在轴承压入机壳和湍盖时,采用一根尺寸精度高的硬质合金芯轴,先把轴承套在芯轴上,然后再压进机壳或端盖的轴承室中.组合后会有一个较理想的间隙,且轴承内圈较平整.(6)提高支承转子的机壳和端盖的倔强强度,如加厚机壳和端盖的壁等.(7)含油滑动轴承含油量为18%以上.(8)改善提高总装工具的工序能力.(9)加强提高操作工人的技术水平和品质意识.2.3门镜马达机械振动噪声的分析和采取的抑制改善方法对于本文作者所在的德昌公司生产的门镜马达而言,马达噪声是目前要改善的重要项目.一些型号噪声制程能力(capability)的不足,已极大地影响了客户信心和马的生产.因此,需专门针对门镜马达的振动噪声作进一步的分析探讨,提出抑制改善方法.2.3.1门镜马达振动噪声的分析探讨在现有生产的门镜马达中,一些型号的噪声制程不足,受到了客户的投诉.对生产的取样及客户投诉的样板进行比较分析发现,这些马达噪声包含多种情况.一是马达运转时声音太大,dB(A)值超过规格;二是异常的声音,虽然此时运转声不大, dB(A)值未超过规格,但引致人耳听时感觉马达运转时声音较差,即声品较差,其中一种异常的杂声主要是电枢在马达内来回窜动撞击轴承引起的.因此对于门镜马达的噪声主要可以划分为两种情况,一种是声音大,另一种是存在不纯的杂声.其中以第二种尤为严重.主要是要对第二种情况进行改善.2.3.2电枢失平衡的关键因素及改善控制方法:在现有的门镜马达电枢结构中,芯片为三辨.电枢的失平衡会造成马达在运转时轴与轴承内孔的摩擦加剧产生碰摩,进而产生噪声.由电枢结构性决定它主要影响着1倍频、3倍频等低频段的强度.要降低马达的噪声,就须控制电枢的失平衡量.比较发现,影响电枢失平衡的主要因素主要集中在以下几个因素中:a)冲芯片时芯片本身引致的失平衡;b)电枢绕线时的排线;c)加焊圆形压敏电阻时引致的失平衡.1)对芯片厚度不均影响的改善:现生产的门镜马达均采用0.5mm厚硅钢片材料,铁芯厚度为5.930.050.0+-mm.在芯片生产工艺中,采用的是高速冲床,每一片芯片相对位置是不变的.当来料厚度出现偏差时,一般是来料中间部份厚度均匀,两边变薄,存在一定坡度,厚度变化有一定的规律性.受这些因素的影响,冲芯叠加时铁芯同样会出现在某一方位上出现厚薄,从而引致铁芯失平衡.如采用扭片的工艺,则可将芯片中失平衡质点分散在不同圆周角上.如图2-5所示,将芯片相互之间转动一瓣,即120度,由此可使原来处于相同位置的失平衡质点相互之间错开120度空间位置,每3次则形成一周,相互抵消,在一定基础上使质心回归中心位置,在一定程序上减少铁芯的失衡量.图2-5 扭片平衡示意图在现有的生产中,对于整个电枢而言,如采取每一芯片相互之间转动120度,则需转动18次,那对生产的效率将有较大影响.为提高效率,生产中原本采用每次扭转2片,现有更改为采用每次扭4片.通过研究电枢的总芯片数与扭片次数的关系,以及抵消失平衡的原理,可发现如下的关系:表2-1由此可以看出,采用单次扭转1,2,3,6片时,最终未中和抵消的片数均为0片,而单次扭转为4片时,未中和抵消的片数达到2至4片,单次扭转为5片时,未中和抵消的片数达到3片.由此看来在同样的效果中,采用单次扭转6片时,生产效率最高.采用试验测量单次扭转2、4、6片时的失平衡数作比较:型号:10918马达; 失平衡量测试机:HOEMANN HP7实验时采用同一条芯片来料进行扭片,其中单次扭片2片和4片采用扭片机进行,由于没有6片扭片机,故采用人手扭片代替。
等速驱动轴横摆振动的研究及解决

12710.16638/ki.1671-7988.2019.23.044等速驱动轴横摆振动的研究及解决朱钊,黄巨成,张海源,滕杰(奇瑞商用车(安徽)有限公司 工程研究院底盘部,安徽 芜湖 241006)摘 要:针对某电动汽车在40km/h 到60km/h 速度下,全油门加速产生的整车振动问题,运用噪声阶次和振动分析,确定为驱动轴三阶振动,产生原因为全油门加速时,驱动扭矩增大产生的轴向派生力(GAF),使整车产生Y 向振动,即横摆振动。
根据驱动轴轴向派生力的影响因素,通过采用无震颤式万向节(AAR),降低轴向派生力,解决整车横摆振动。
关键词:驱动轴;振动;横摆;轴向派生力中图分类号:U463 文献标识码:A 文章编号:1671-7988(2019)23-127-03Research And Solution Of Swing Vibration Of Drive ShaftZhu Zhao, Huang Ju Cheng, Zhang Haiyuan, Teng Jie( Chery Commercial Vehicle ( Anhui ) Co., Ltd., Engineerring Research Institute Chassis, Anhui Wuhu 241006 ) Abstract: Aiming at the vibration problem of a electric vehicle caused by acceleration offull throttle at speeds ranging from 40 km/h to 60 km/h, the third-order vibration of driving shaft is determined by noise order and vibration analysis. The reason is that when acceleration of fullthrottle, increased driving torque has generated axial force(GAF), which makes the whole vehicle produce Y-direction vibration, i.e. yaw. Vibration. According to the influencing factors of the generated axial force of the drive axle, the generated axial force is reduced and the yaw vibration of the vehicle is solved by using the non-vibration universal joint.Keywords: Drive shaft; Vibration; Yaw; Generated axial forceCLC NO.: U463 Document Code: A Article ID: 1671-7988(2019)23-127-03前言某前驱电动车型,在40km/h-60km/h 加速时,整车Y 向横摆严重,主观评价无法接受,而相同型号燃油车型,未发现有此问题。
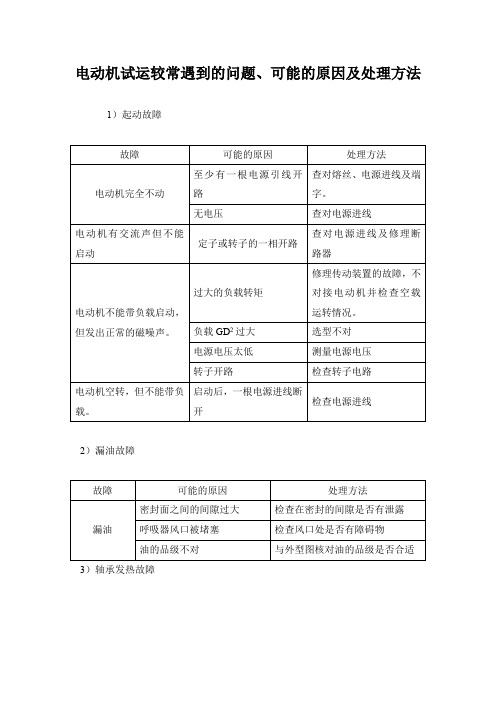
电动机试运较常遇到的问题、可能的原因及处理方法
可能的原因
处理方法
上所推荐的脂或油
油位不合适
核对油位
油环不转
检查油环的粗糙度及导沟与油环是否对直
负荷过大
检查轴线对准情况,是否存在轴向推力负荷,检查轴是否弯曲。
轴承表面粗糙,轴承歪斜,轴径压力过度。
检查轴承合金是否位移,是否存在由于轴电流腐蚀引起的凹点。如有凹点则检查轴承绝缘。刮研或重新配合轴承调整瓦间隙。如有需要,抛光轴径。
电动机试运较常遇到的问题、可能的原因及处理方法
1)起动故障
故障
可能的原因
处理方法
电动机完全不动
至少有一根电源引线开路
查对熔丝、电源进线及端字。
无电压
查对电源进线
电动机有交流声但不能启动
定子或转子的一相开路
查对电源进线及修理断路器
电动机不能带负载启动,但发出正常的磁噪声。
过大的负载转矩
修理传动装置的故障,不对接电动机并检查空载运转情况。
负载GD2过大
选型不对
电源电压太低
测量电源电压
转子开路
检查转子电路
电动机空转,但不能带负载。
启动后,一根电源进线断开
检查电源进线
2)漏油故障
故障
可能的原因
处理方法
漏油
密封面之间的间隙过大
检查在密封的间隙是否有泄露
呼吸器风口被堵塞
检查风口处是否有障碍物
油的品级不对
与外型图核对油的品级是否合适
3)轴承发热故障
电动机支撑结构的共振
在电动机底脚处振动大—随着速度的改变或者在电动机断电后迅速消失。
轴径不圆或弯曲
振动频率是旋转频率的整数倍,修理或更换转轴。
5)绝缘电阻低
故障
风机振动和轴承温度过高原因分析及对策

轻, 满载时大 , 振动稳定性较好。轴心偏差越大 , 振 动越大 ; 电机单独运行 , 振动消失 。如果径向振动大 则 为两 轴心线 平行 , 向振 动大 则为 两轴心 线相 交 。 轴
靠 近联 轴器 的轴 承振 动增 大 。 () 器 与轴 配合 间 隙过 大 ; 性套 间 隙过 大 6联轴 弹 或 间 隙不均 。其 主要 原 因是联 轴器 在制作 加工 过程
体 已经 出现裂 缝 , 不是 由上 至下 的贯 穿缝 , 临 时 但 可
进行 处 理 , 时需 要拆 除风机 轴承 座 , 开 裂部 分凿 此 将
除 , 在基础 本体 上钻孔 埋膨 胀螺 栓 , 并 然后 在原 有基 础 外侧 支钢板 并用 膨 胀 螺 栓 固定 , 用 高 铝水 泥 或 采
点检 和 岗位 人员 必 须 每天 进 行 手 动 盘 车 , 天 盘 车 每
角度 为 6 。一10 之 间 , 0 2。 防止 由 于 风 机 长 时 间 不 运
转 , 叶轮 自重 的 因素下 , 在 主轴发 生 弯 曲变形 。还 有 风机 在运行 期 间 , 必须 每 天进行 点检 , 确保 风 机油 位
特征 为振 动 为 不 定 性 的 , 负 荷 变 化紧 固到 位 , 旦 出现 松 动 会 造 一 成风机 振动 影 响检修质 量 。 () 发 生弯 曲所 引起 的振 动 , 轴 弯 曲主 要 3主轴 主
产生 于 日常点检 维护 工作 不到位 , 长期 停用 风机 , 对
匀 的腐蚀、 磨损 ; 工作介质中的固体颗粒沉积在转子 上; 检修中更换 的新零部件重量不均匀 ; 制造中叶轮
的材质不绝对匀称 ; 加工精 度有误 差、 装配有偏 差 等。转子不平衡引起的振动的特征是振动值以叶轮
300MW机组运行过程中振动突变原因分析及处理

尤 为突 出。两 次振动 突变处 理 的方 法 大体相 同 , 都
是通 过平衡 配重 方式将 振动 降低 至合格 水平 后 , 继 续带 负荷运 行 。 为提高 振动监测 的水 平和 分析 问题 的能力 . 对这 两次振 动 突变 的处理 过程 做 了详尽 回 顾 . 对振 动突变发 生 的原 因进 行 了简要分 析 。 并
3号轴振 达 1 3x 4号 轴振达 18I 7 轴振 达 5 m, I 0 m, 号 x 1 1x 4号瓦振水平达 6 m, 向达 10I 2 m. I 8x 轴 I 2 x m。
ห้องสมุดไป่ตู้
过程 中先后 两次 发生轴 振突 变现象 , 都是 3 4号 且 、
瓦绝 对振 动上升 较快 , 维持在 一个较 高 水平 后稳 定 不变 ; 瓦振 超 标 , 4号 瓦 的轴 向和垂 直 瓦振 表 现 在
瓦振 . 变化 的绝 对 值 都很 大 , 是轴 振 的相 位 变 化 但
不 明显 。阶跃前后 轴振 、 瓦振 比较见表 2 表 3 、 。
表 2 两 次 突 变前 后 轴 振 对 比 lmLd g  ̄ e
中压转 子 , 、 轴承 支撑低 压转 子 , 、 3 4号 5 6号轴 承支 撑发 电机转 子 . 磁机 为单 支 撑结构 。 励
1 机 组 概 况
湖 北 汉 川 电 厂 2号 汽 轮 发 电 机 组 为 引 进 型
9 m。 追忆 的参数来 看 , 7I 从 x 当时值班 人员没 有大 的 操作 , 机组 运 行 工况 没发 生 变化 , 组 各参 数 包 括 机 功率 、 真空 、 主再热 蒸汽 压力 温度 、 差胀 、 缸胀 、 轴位 移 、 封压 力 、 汽温度 等均未 发生 变化 。 轴 排
电机技术资料—振动电机

振动电机--技术资料振动电机是在转子轴两端各安装一组可调偏心块,利用轴及偏心块高速旋转产生的离心力得到激振力。
振动电机广泛的应用在水电建设、火力发电、冶金、轻工等工业部门。
振动电机振动频率范围大,只有激振动力与功率配合得当才能降低机械噪音。
振动电机有按起动与运行方式分类、按运转速度分类等六种分类。
目录•振动电机的运行轨迹•振动电机的结构及工作原理•振动电机特点•振动电机产品系列工作原理•安装、吊运、调整,使用和维护•激振力的调整•激振力的调整步骤•振动电机的运行轨迹•振动电机的结构及工作原理•振动电机特点•振动电机产品系列•工作原理•安装、吊运、调整,使用和维护•激振力的调整•激振力的调整步骤•振动电机使用维护,保养与存放•振动电机出厂时激振力调节•具体解决办法•连接电源•电动机的种类•振动电机的常见故障的处理方法振动电机的运行轨迹振动机械设备一向利用振动电机作为简单可靠而有效的动力。
振动电机在振动体上不同的安装组合形式,可产生不同的振动轨迹,从而有效完成各种作业。
振动电机主要有以下运行轨迹:圆或椭圆振动:振动体的振动轨迹在水平面上的投影是一条直线,而在垂直面上的投影为一圆或椭圆者,其振动形式称为圆或椭圆型振动。
通常将一台振动电机安装在振动机械机体上,既可产生这种运动。
圆形或椭圆形振动发生在与振动电机转轴相垂直的平面上,其形式则看振动电机与整机重心的相对位置而定。
直线振动:振动体的振动轨迹在水平面及垂直面上的投影都是直线者,其振动形式称为直线型振动。
将两台相同型号的振动电机安装在振动机械机体上,使两个转轴处于互相平行的位置,运行时电机转向相反,则两台电机运转必然同步,机体产生直线形振动。
复合振动:振动体的振动是由两组激振系统产生的,其振动形式称为复合型振动。
一般有双频复合型及双幅复合型两种形式。
某些特殊性能的振动筛分设备,使用两台不同型号不同转速的振动电机,分装于筛分机械的进料端和出料端,使进料端呈现大振幅低频率的振动,同时出料端呈现小振幅高频率振动,筛分机械的中部重叠两种振动,使筛分机械起到更有效的筛分作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电机轴向振动大的原因及处理措施
振动原因:
1 电磁方面,
2 机械方面,
3 机电混合方面、
1 电磁方面
1-1电源方面:三相电压不平衡,三相电动机缺相运行
1-2定子方面:铁芯变椭圆、偏心、松动,绕组断线、接地击穿、匝间短路,接线错误三相电流不平衡;
1-3转子故障:铁芯变椭圆、偏心、松动, 转子短路环和笼条开焊、断裂;绕线式转子三相绕级不平衡,绕组断线、接地击穿、匝间击穿、接线错误、电刷接触不良
2 机械方面
2-1电机本身方面:转子不平衡、转轴弯曲、滑环变形,定转子气隙不均、磁力中心不一致;轴承故障:基础安装不良;机械强度不够;共振、地脚螺丝松动、电机风扇损坏;轴承运行接近使用寿命时,电机振动逐渐增大,轴承运行有杂音,可能发生研轴研盖和出现扫堂的现象;
2-2联轴器配合方面:联轴器损坏、连接不良、找中心不准负载机械不平衡系统共振;
3机电混合原因
3-1电机振动往往是气隙不均,引起单边电磁拉力,拉力又使气隙进一步增大,机电混合作用表现为机电振动;
3-2电机轴向串动,转子本身重力或安装水平以及磁力中心不对引起的电磁拉力造成电机轴向串动,引起电机振动加大,严重情况轴瓦磨损,使轴瓦温度迅速升高振动原因查找;
排查方法:
1电机未停机之前,用测振表检查各部分振动情况,对于振动较大部位按垂直水平轴向三个方面详细测试振动值;
如果是地脚螺丝或轴承端盖螺丝松动,则可直接紧固,然后在测振动,观察是否有消除或减轻;
其次要检查电源三相:电压是否平衡是否缺相,电机缺相运行不仅引起振动而且会使电机迅速升温,观察电源表指针是否来回摆动,转子断条就会出现电流摆动的现象,最后检查电机三相电流是否平衡,发现问题及时停机处理,以免电机烧损;
2如果对表面现象处理后,电机振动仍未解决,必须断开电源解开联轴器,空试电机如果电机振动则说明电机本身有问题;另外,可以采取断电法区分电气原因,还是机械原因,当停电瞬间,电动机马上不振动或振动减轻,说明是电气原因否则是机械故障针对故障原因进行检修;
检修方法:
1电气原因检修:首先测定定子三相直流电阻是否平衡,若不平衡,则说明定子连线焊接部位有开焊现象,断开绕组分相进行查找另外绕组是否存在匝间短路现象,如故障明显可以从绝缘表面看到烧焦痕迹,或用仪器测量定子绕组,确认匝间短路后,将电绕组重新下线;
2机械原因检修:检查气隙是否均匀,如果测量值超标,重新调整气隙,检查轴承,测量间隙如不合格更换轴承,检查铁芯变形和松动情况,松动的铁芯可用环氧树脂胶粘接灌实,检查转轴,对弯曲的转轴进行补焊重新加工或直接直轴,然后对转子做平衡试验;
3负载机械检查正常,电气本身也没有问题,引起故障的,原因是连接部分造成的,这时要检查电机的基础水平面、倾斜度、强度、中心找正是否正确,联轴器坏,电机轴相饶度是否符合要求;
罗仁波
2015年10月14日。