102焊剂成分
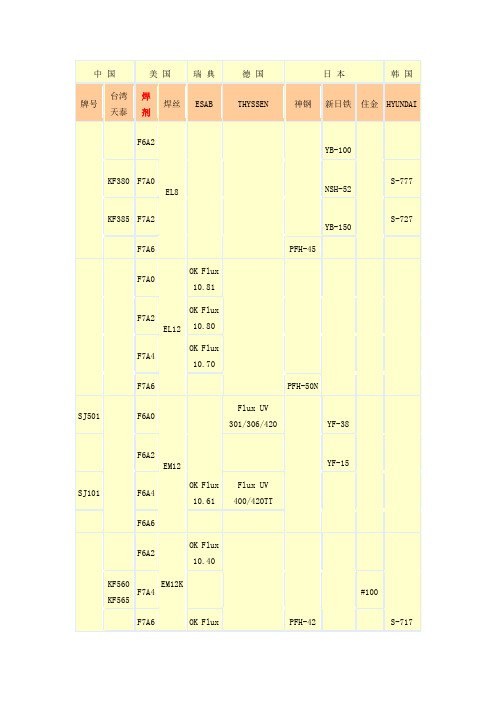
国内外焊剂对照表
牌号配用焊丝力学性能最低保证值抗拉强度屈服强度伸长率冲击值SJ101 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ102 H08MnA 490~560 ≥400≥24≥40(-40)H10Mn2 540~660 ≥450≥24≥60(-40)H08MnMoA 580~690 ≥500≥20≥60(-40)SJ105 WM-210药芯HRC≥45SJ107 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ201 H08MnA 460~650 ≥380≥22≥27(-40)H10Mn2 480~690 ≥400≥22≥27(-40)H08Mn2MOA 600~730 ≥450≥22≥27(-40)SJ202 H3Cr2W8 HRC≥50H3Cr2W8VH30CrMnSiSJ301 H08A 460~560 ≥360≥24≥34(-20)H08MnA 500~600 ≥400≥24≥34(-20)H10Mn2 530~630 ≥400≥24≥34(-20)H08MnMoA 600~700 ≥480≥24≥34(-20)SJ401 H08A 410~550 ≥330≥22≥27(0)SJ402 H08A 480~650 ≥400≥22≥34(0)SJ403 H08A 410~550 ≥330≥22≥27(0)YD137 HRC≥35SJ501 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~580 ≥360≥22≥34(0)SJ502 H08A 480~650 ≥400≥22≥27(0)SJ503 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~650 ≥380≥22≥27(-30)SJ601 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ605 H10MnNiMoA 550~690 ≥460≥20≥27(-20)SJ608 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ701 H0Cr21Ni10Ti ≥500≥320≥35≥75(20)烧结焊剂的种类很多,按常用的分类方法可划分为:碳素钢用烧结焊剂,合金钢用烧结焊剂和不锈钢用烧结焊剂。
助焊剂的成分

助焊剂的成分一、引言助焊剂是一种常用于电子制造和焊接过程中的辅助材料,能够提高焊接质量和效率。
助焊剂的成分对其性能起着至关重要的作用。
本文将详细介绍助焊剂的成分。
二、基础知识1. 助焊剂的定义助焊剂是一种添加到焊接表面或填充材料中以促进熔化和流动性的物质,可帮助保持清洁表面并预防氧化。
2. 助焊剂的分类根据使用场景和成分特点,助焊剂可以分为无铅、铅基、水溶性、油溶性等多种类型。
3. 助焊剂的作用助焊剂可以帮助清除氧化物并降低表面张力,从而使金属更容易熔化和流动。
同时,它们还能够吸收水分和其他杂质,并在熔池中产生保护气体,防止氧化。
三、无铅助焊剂1. 氧化锌氧化锌是一种常见的无铅助焊剂成分。
它具有良好的清洁性能和抗氧化性能,能够有效地降低表面张力并促进金属熔化和流动。
2. 氧化铜氧化铜是另一种常见的无铅助焊剂成分。
它具有良好的导电性和热传导性能,能够提高焊接质量和效率。
3. 氮化硼氮化硼是一种高温稳定的无铅助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
四、铅基助焊剂1. 钎料钎料是一种常见的铅基助焊剂成分。
它通常由铜、锌、镍等金属合金组成,具有良好的导电性和热传导性能,可以提高焊接质量和效率。
2. 钴钴是另一种常见的铅基助焊剂成分。
它具有良好的耐腐蚀性和高温稳定性,可以防止金属表面产生氧化物,并提高熔池的稳定性。
3. 银银是一种常见的高温稳定性铅基助焊剂成分。
它具有良好的导电性和热传导性能,可以提高焊接质量和效率。
五、水溶性助焊剂1. 氯化锌氯化锌是一种常见的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以降低表面张力并促进金属熔化和流动。
2. 氯化铵氯化铵是另一种常见的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
3. 红磷酸铵红磷酸铵是一种高温稳定的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
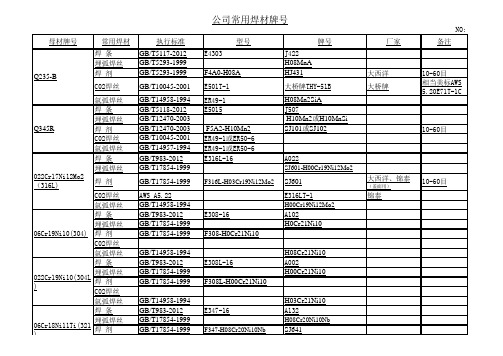
常用焊材牌号
A022 SJ601-H00Cr19Ni12Mo2
SJ601 E316LT-1 H00Cr19Ni12Mo2 A102 H0Cr21Ni10
E308L-16 F308L-H00Cr21Ni10
H08Cr21Ni10 A002 H00Cr21Ni10
C02焊丝
氩弧焊丝
Q235-B与 B304/304L/316L间
焊
条
Q345R与 B304/304L/316L间
焊
条
焊条
埋弧焊丝
15CrMoR 焊 剂
C02焊丝
氩弧焊丝
35CrMoA
焊条
2205(Gr22双相钢) 焊 条
TA2
钛丝
TA10
钛丝
5A05
1060 Cr25Ni22Mo2型 (316LMoD)
C02焊丝
氩弧焊丝
焊条
06Cr18Ni11Ti(321 )
埋弧焊丝 焊剂
执行标准
GB/T5117-2012 GB/T5293-1999 GB/T5293-1999
GB/T10045-2001
GB/T14958-1994 GB/T5118-2012 GB/T12470-2003 GB/T12470-2003 GB/T10045-2001 GB/T14957-1994 GB/T983-2012 GB/T17854-1999
E347-16 F347-H08Cr20Ni10Nb
H03Cr21Ni10 A132
H08Cr20Ni10Nb SJ641
厂家
NO: 备注
大西洋 大桥牌
10-60目 相当美标AWS 5.20E71T-1C
H10Mn2埋弧焊焊丝化学及力学性能参数

H10Mn2埋弧焊焊丝化学及力学性能参数表H10Mn2为常用的埋弧焊焊丝,其焊接性能良好,适用于Q390等低合金钢的埋弧焊焊接,其适用标准为GB/T5293,国标型号为SU34。
埋弧焊焊丝有桶装及盘装,小范围焊接时一般均采用盘装焊丝进行焊接,便于工人装拆。
H10Mn2焊丝宜配合SJ101焊剂进行焊接,本实测数据均配合SJ101焊剂焊接后所得数据。
其熔覆金属抗拉强度实测为510MPa,标准要求为490~670MPa;屈服强度实测为425MPa,标准要求≥390MPa;断后延伸率28,标准要求≥18;-20℃试验温度下,冲击功KV2均值为200J,标准要求≥27J。
侧弯四件180度均合格。
H10Mn2焊丝在焊接时需根据母材的不同选择不同的焊接规范,如预热后热随着母材材质变化均有不同的要求。
焊丝常规使用直径为4mm,其焊接电流一般在550A左右。
可根据坡口大小,坡口形式等情况进行相应调整。
低温压力容器钢埋弧焊用烧结焊剂SJ102Ni的研制
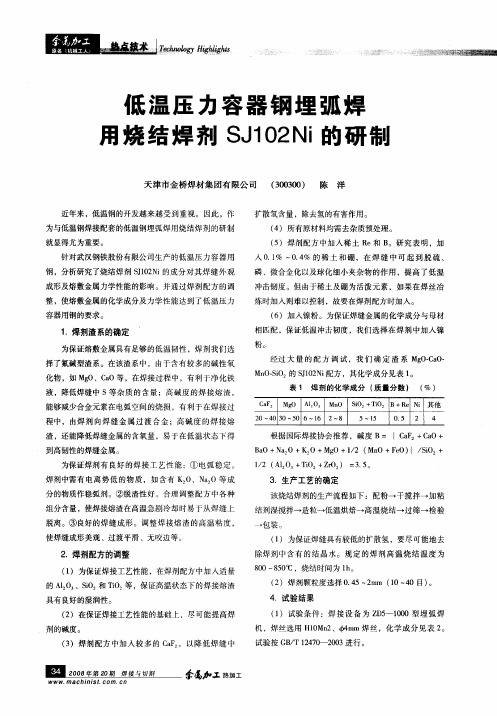
扩散氢含量 ,除去氢的有 害作用 。 ( )所有原材料均需去杂质预处理。 4 ( )焊剂配方 中加 入稀 土 R 5 e和 B 。研究 表 明,加 入 0 1 ~04 的稀 土 和硼 ,在 焊缝 中 可起 到 脱 硫 、 .% .%
钢 ,分析研究了烧结 焊剂 S1 N 的成分对其 焊缝外 观 J0 i 2
使焊缝成形美观 、过渡平滑 、无 咬边等 。
包装 。 ( )为保证焊缝具有较低 的扩散氢 ,要尽 可能地去 1
2 .焊剂配方的调整
( )为保证焊接工艺性能 ,在焊剂配方中加入适量 1 的 A: i 和 TO 1 、SO O i 等 ,保证 高温状 态下的焊接熔渣 具有 良好 的湿润性 。 ( )在保 证焊接工艺性能的基础上 ,尽可能提高焊 2 剂的碱度 。
表 1 焊 剂 的化 学 成 分 ( 量 分 数 ) ( ) 质 %
C F Mg A2 3 Mn SO2 i 2 a2 O 1O O i +TO B+R N 其 他 e i
2 ~4 0~5 6 ~1 2~8 0 03 0 6 5~ l 5 05 . 2 4
试 验 按 G / 2 7 - 20 B T 140 0 3进 行 。
( )焊剂配 方Biblioteka 中加入较 多 的 CF ,以降 低焊 缝 中 3 a
_
呈 璺
塑
皇塑型
w w w. a m chf st co . r ni . m c l
参磊 工热 批[
压力 容器焊接技术专辑
4 5 3 5 5 4 2 5 6.
一5 ℃ A J 0 / k
9 0, 8 5,8 3,
一7  ̄ h J 0C A /
6 7,7 5,6 5,
单位内部认证金属焊接工考试(试卷编号111)

单位内部认证金属焊接工考试(试卷编号111)1.[单选题]SJ102属于氟碱型、碱性低氢焊剂。
A)熔炼B)粘结C)烧结答案:C解析:2.[单选题]手工电弧焊合理的弧长应为焊条直径的()倍。
A)0.2-0.5B)0.5-1.0C)1.0-2.0答案:B解析:3.[单选题]领出的焊条使用时间超过4小时,应退回重新烘烤,但重复烘烤次数不得超过( )次。
A)1B)2C)3答案:B解析:4.[单选题]焊缝的一次结晶是从( )开始的。
A)熔合区B)过热区C)正火区答案:A解析:5.[单选题]焊工工作时,如不穿戴好工作服,弧光会( )。
A)灼伤焊工眼睛B)灼伤焊工皮肤C)使焊工中毒答案:B解析:6.[单选题]焊接时跟踪回火的加热温度应控制在()度之间A)900-10007.[单选题]碳素结构钢钢号Q235A/Q275中的Q代表( )。
A)抗拉强度B)屈服点C)质量等级答案:B解析:8.[单选题]用来脱氧的元素或铁合金叫做( )。
A)脱氧剂B)合金剂C)稳弧剂答案:A解析:9.[单选题]焊件装配时根部间隙过大容易( )。
A)烧穿B)焊透C)产生未熔合答案:A解析:10.[单选题]有一台电焊机,型号为ZXG2-500,这是一台( )。
A)逆变电源B)弧焊整流器C)弧焊变压器答案:B解析:11.[单选题]焊接材料影响焊缝的化学成分及其组织,因此也影响焊缝的( )。
A)性能B)成形C)尺寸答案:A解析:12.[单选题]在同样焊接条件下采用( )坡口,焊接残余变形最小。
A)X形13.[单选题]对于焊条电弧焊而言,电源外特性曲线与电弧静特性曲线( )区段的交点,是电弧稳定燃烧的工作点。
A)上升B)水平C)下降答案:B解析:14.[单选题]奥氏体不锈钢与珠光体钢焊接时,要尽量( )熔合比。
A)增加B)减少C)适当增加答案:B解析:15.[单选题]焊条电弧焊直流弧焊电源的空载电压一般为( )V。
A)220B)50~90C)24~36答案:B解析:16.[单选题]焊条电弧焊时,在工件厚度相同条件下平焊位置比其他空间位置的焊条直径可( )。
国内外焊剂对照表
牌号配用焊丝力学性能最低保证值抗拉强度屈服强度伸长率冲击值SJ101 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ102 H08MnA 490~560 ≥400≥24≥40(-40)H10Mn2 540~660 ≥450≥24≥60(-40)H08MnMoA 580~690 ≥500≥20≥60(-40)SJ105 WM-210药芯HRC≥45SJ107 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ201 H08MnA 460~650 ≥380≥22≥27(-40)H10Mn2 480~690 ≥400≥22≥27(-40)H08Mn2MOA 600~730 ≥450≥22≥27(-40)SJ202 H3Cr2W8 HRC≥50H3Cr2W8VH30CrMnSiSJ301 H08A 460~560 ≥360≥24≥34(-20)H08MnA 500~600 ≥400≥24≥34(-20)H10Mn2 530~630 ≥400≥24≥34(-20)H08MnMoA 600~700 ≥480≥24≥34(-20)SJ401 H08A 410~550 ≥330≥22≥27(0)SJ402 H08A 480~650 ≥400≥22≥34(0)SJ403 H08A 410~550 ≥330≥22≥27(0)YD137 HRC≥35SJ501 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~580 ≥360≥22≥34(0)SJ502 H08A 480~650 ≥400≥22≥27(0)SJ503 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~650 ≥380≥22≥27(-30)SJ601 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ605 H10MnNiMoA 550~690 ≥460≥20≥27(-20)SJ608 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ701 H0Cr21Ni10Ti ≥500≥320≥35≥75(20)烧结焊剂的种类很多,按常用的分类方法可划分为:碳素钢用烧结焊剂,合金钢用烧结焊剂和不锈钢用烧结焊剂。
低温压力容器钢埋弧焊用烧结焊剂SJ102Ni的研制

# ! # ) # ! , # ! ( 7# ! # # (# ! ( 1# ! # # 7# ! # " "# ! # # ( # ! , )
( % 结语
表 ’! 母材力学性能
%.2 !E 3 F " #
! -" 在高碱度熔 渣 状 况 下 $ 合 理 调 整 各 种 矿 物 质 ’ 铁合金的组分 $ 仍然能保证焊 剂 在 焊 接 时 具 有 优 良 的 焊 接工艺性能 # ! 7" 通过调 整 熔 渣 碱 度 $ 加 入 稀 土 J E及 硼$ 以 及
& % 生产工艺的确定
该烧结焊剂的生产流程如 下 % 配 粉 & 干 搅 拌 & 加 粘 结剂湿搅拌 & 造粒 & 低温烘焙 & 高 温 烧 结 & 过 筛 & 检 验 & 包装 " & -’ 为保证焊缝具有较 低 的 扩 散 氢 ! 要 尽 可 能 地 去 除焊剂中 含 有 的 结 晶 水 " 规 定 的 焊 剂 高 温 烧 结 温 度 为 ) # #!) ( #4 ! 烧结时间为 N" " & 7’ 焊剂颗粒度选择 # ! " (!7 :: & #!" # 目’
’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ! 上接第 , , 页"
*>< ( # 1 & >’ 熔 敷 金 属 堆 焊 层 试 样 按 /’ * < 5. # 7 " )! ’ 溶液 " 进行抗氢致 开 裂 性 能 检 测 评 价 试 验 $ 其 ’* * + J ! K" 5 J! K" 和 * & J! K " 均为 #$ 检测结果 符合 V % 高酸性气田集输管道焊接 & e R/7 # #(7 # # (! 技术规范 " 标准的要求 # 耐硫化 物 应 力 腐 蚀 破 裂 性 能 ! & & *" 检 测 及 评 定 $ 检测条件见表 1#
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
102焊剂成分
简介
焊剂是在焊接过程中使用的一种辅助材料,用于清洁、保护和改善焊接接头的性能。
焊剂的成分对焊接质量和效果起着重要的影响。
本文将介绍102焊剂的成分,包括主要成分和辅助成分,并解释它们在焊接过程中的作用。
102焊剂的主要成分
102焊剂的主要成分包括:
1.钎剂:钎剂是焊剂的主要成分之一,它是一种含有金属粉末的粘性物质。
钎
剂的成分通常包括银、铜、锌等金属粉末,这些金属粉末可以提供焊接接头
所需的强度和导电性。
2.活性剂:活性剂是焊剂中的另一重要成分,它可以提高焊剂的润湿性和可焊
性。
常见的活性剂成分包括氯化亚锡、氯化铵等。
活性剂能够降低金属表面
的表面张力,使得焊剂更容易润湿焊接材料,从而提高焊接质量和强度。
3.助焊剂:助焊剂是一种辅助成分,用于改善焊接过程中的热传导性能和润湿
性。
助焊剂通常由树脂、酒精、酯类等成分组成。
助焊剂可以提高焊接接头
的热传导性能,使得焊接过程更加稳定和均匀。
102焊剂的辅助成分
除了主要成分外,102焊剂还包含一些辅助成分,用于改善焊接过程中的性能和效果。
这些辅助成分包括:
1.清洁剂:清洁剂是一种用于清洁焊接接头和焊接材料表面的成分。
它可以去
除焊接过程中产生的氧化物、污垢和杂质,从而提高焊接接头的质量和可靠
性。
2.稳定剂:稳定剂是一种用于提高焊剂稳定性的成分。
它可以防止焊剂在长期
储存或使用过程中发生分解或变质,从而确保焊剂的性能和效果。
3.抗氧化剂:抗氧化剂是一种用于防止焊剂在高温下氧化的成分。
它可以延长
焊剂的使用寿命,提高焊接接头的质量和可靠性。
102焊剂成分的作用
102焊剂的成分在焊接过程中起着重要的作用,包括:
1.提供强度和导电性:钎剂中的金属粉末可以提供焊接接头所需的强度和导电
性,确保焊接接头的连接牢固和电流传导良好。
2.提高润湿性和可焊性:活性剂可以降低焊接材料表面的表面张力,使得焊剂
更容易润湿焊接材料,从而提高焊接质量和强度。
3.改善热传导性能:助焊剂可以提高焊接接头的热传导性能,使得焊接过程更
加稳定和均匀,减少焊接缺陷的产生。
4.清洁焊接接头:清洁剂可以去除焊接过程中产生的氧化物、污垢和杂质,提
高焊接接头的质量和可靠性。
5.提高稳定性和抗氧化性:稳定剂和抗氧化剂可以确保焊剂在长期储存或使用
过程中不分解或变质,延长焊剂的使用寿命,提高焊接接头的质量和可靠性。
结论
102焊剂的成分对焊接质量和效果起着重要的影响。
主要成分包括钎剂和活性剂,
它们提供焊接接头所需的强度、导电性和润湿性。
辅助成分包括清洁剂、稳定剂和抗氧化剂,它们改善焊接过程中的性能和效果。
了解102焊剂的成分及其作用,可以帮助焊接工程师选择合适的焊剂,提高焊接质量和可靠性。